刀具部位名称
车刀各部位名称及功能)

车刀各部位名称及功能日期:2009-9-28 来源:刀网[大中小]车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。
一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。
车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。
车床用车刀具有四个重要角度,即前间隙角、边间隙角、后斜角及边斜角。
1 前间隙角自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。
若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。
装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。
高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
2 边间隙角刀侧面自切削边向刀内倾斜的角度为边间隙角。
边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。
高速钢车刀此角度约10~12度之间。
3 后斜角从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。
此角度主要是在引导排屑及减少排屑阻力。
切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
4 边斜角从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。
此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。
切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
5 刀端角刀刃前端与刀柄垂直之角度。
此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
6 切边角刀刃前端与刀柄垂直之角度,其作用为改变切层的厚度。
同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大之车刀,以减少进刀阻力,增加切削速度。
7 刀鼻半径刀刃最高点之刀口圆弧半径。
刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
刀具部位名称
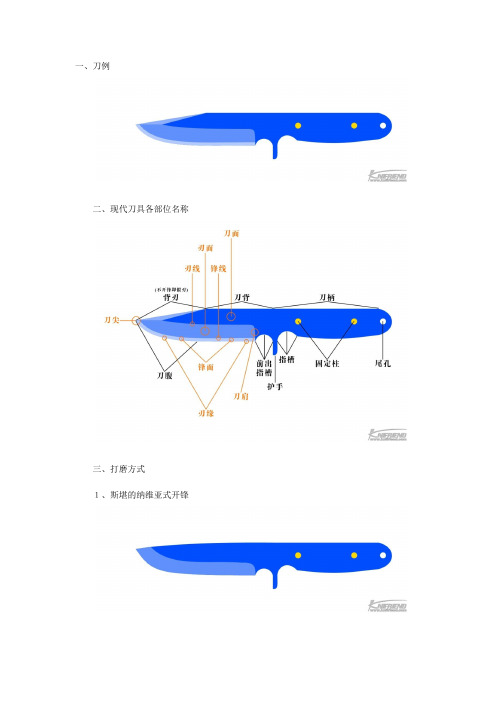
一、刀例
二、现代刀具各部位名称
三、打磨方式
1、斯堪的纳维亚式开锋
2、大平磨
3、极幼开锋
(泛指在大平磨上进行的一种锋面极窄的打磨方式)
四、各种打磨及开锋形式剖面图
五、刀具的扩展功能
1、齿刃
根据齿刃区大小可分为“全齿”、“半齿”。
因打磨方式不同,齿刃的外观多种多样,这里暂不做逐一描述。
2、背齿
根据背齿功能不同,如锯割、铰断等,背齿的外观亦多种多样,这里暂不做逐一描述。
3、勾刀
4、剪切孔
配合刀鞘尾部的剪切板可使用此功能。
5、血槽
关于血槽的功能定义存在一些争议。
广为流传的说法有三—— 1、刺入目标后兼具放血功能;
2、刺入目标后抵削一部份人体内压,便出刀具拔出;
3、强加刀具强度。
(待续)。
立铣刀的组成

立铣刀的组成立铣刀是一种常见的金属切削工具,由刀柄、刀片和刀尖组成。
刀柄是刀具的主体部分,一般由金属材料制成,具有一定的硬度和强度。
刀片是刀柄上的可更换部分,一般由高速钢或硬质合金制成。
刀片的形状和尺寸可以根据加工需要进行选择,常见的有平面刀片、球头刀片和圆弧刀片等。
刀尖是刀片的前端部分,通常是尖锐的,用于切削材料。
立铣刀主要用于铣削加工,可以用来加工各种形状的零件。
在加工过程中,刀柄通过夹持装置固定在机床上,刀片则通过刀夹夹持在刀柄上。
当机床启动时,刀片开始旋转,同时沿着工件的表面进行切削。
刀片的切削边缘与工件接触,通过旋转和进给运动,将工件上的材料削除,从而得到所需的形状和尺寸。
立铣刀可以进行多种类型的铣削加工,包括平面铣削、轮廓铣削和曲面铣削等。
平面铣削主要用于加工平面,通过刀片的旋转和进给运动,将工件表面的材料削除,使其变平。
轮廓铣削用于加工工件的边缘轮廓,可以得到具有复杂形状的零件。
曲面铣削用于加工工件的曲面,通过刀片的旋转和进给运动,将工件表面的材料削除,使其变成所需的曲面形状。
立铣刀在机械加工中起着重要的作用,广泛应用于各个行业。
它可以加工各种材料,包括金属、塑料和木材等。
立铣刀的组成简单,使用方便,可以通过更换不同形状和尺寸的刀片来适应不同的加工需求。
它具有高效、精确和稳定的特点,可以大大提高工件的加工质量和生产效率。
总的来说,立铣刀是一种重要的切削工具,由刀柄、刀片和刀尖组成。
它可以进行多种类型的铣削加工,广泛应用于各个行业。
立铣刀的使用方便,可以通过更换刀片来适应不同的加工需求。
它具有高效、精确和稳定的特点,可以提高工件的加工质量和生产效率。
刀具术语中英文对照

刀具术语中英文对照笔者实事求是丝毫不崇洋媚外的说,国内的刀具和国外刀具不可同日而语。
大多数玩刀的刀友们还是喜欢国外货,而国内刀具信息也不如国外的齐全。
很多时候我们会遇到这样的一个问题,看不懂英文说明或者一些相关信息。
今天,笔者就要给大家介绍一些英文刀具术语。
刀刃(Belly):是刀片经过打磨很锋利的那部分,刀刃可以是平缓的,也可以是锯齿状的。
刀背(Back):刀片的另一边未经打磨的那部分。
背锁(Back Lock):位于刀柄处,可以使刀片处于闭合锁定状态。
拉环(Bail):刀柄尾部的拉环,可以通过绳子拴住刀子,也可以在上面拴上好看的刀绳。
蝴蝶甩刀(Balisong or Butterfly Knife):这种刀刀柄由两部分组成,刀柄合起来,刀片就收了起来,刀柄打开合作一个刀柄,刀片就处于开放状态。
衬垫(Bolster):刀柄和刀片之间放置的东西,可以更好的增加刀和刀片之间的契合性。
刀柄末端(Butt):刀柄的最末端,也可以称作圆头。
通常有不同的形状,有的甚至还有隐秘的储藏区。
刀梗(Choil):刀片上离刀柄最近的那部分,比较厚实,没有经过打磨。
一般食指可以放在那里,也可以做一些特别的装饰。
这个choil在中文里没有相对应的词语,笔者姑且将它译为刀梗,有点类似于植物的芥梗处。
刀槽(Crink):即柄脚的弯曲处,可以防止多个刀片间的互相摩擦。
大马士革钢(Damascus Steel ):一种层状钢,和铁一起锻造出的刀片有美丽的花纹。
金刚石薄膜层(Diamond Coating ):给刀片表面涂上金刚石晶体,有利于提高刀片的耐磨性。
假刃(False Edge):刀片上的斜角,可以使得刀背出有个尖角,可以完成一些特点的工作。
刀柄(Hilt):刀柄比较正规的说法,包括刀柄末端和防护部分。
凹磨(Hollow Ground):打磨刀片,使之成型。
刀片根部(Kick):刀片最开始端未经打磨的部分,是刀锋开始的地方。
刀具部位名称
2
CLA in mm
3
Generation angle
4
Run out angle
后角 以毫米计算 铲磨角度 退出角度
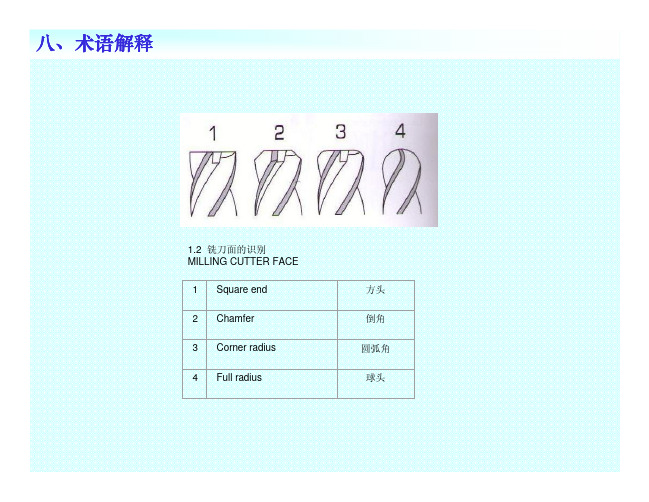
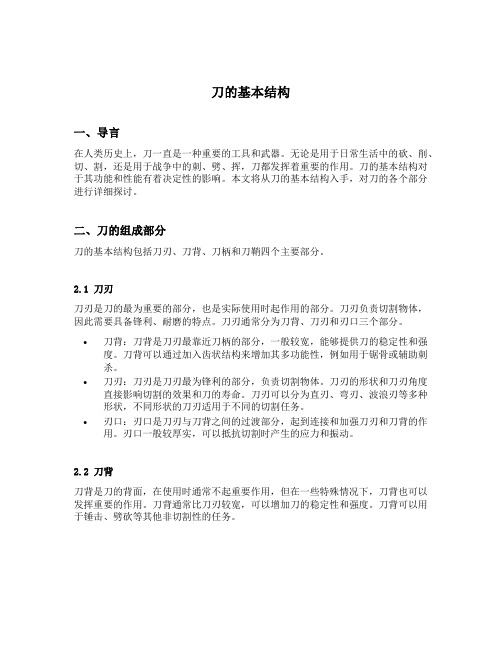
八、术语解释
5.1 刀具的外廓形 PROFILE TOOL
1
See end mill
2
See drill
见端铣刀 见钻头
八、术语解释
5.2 刀具的外廓形 PROFILE TOOL
磨削长度 砂轮退出角度
八、术语解释
1.10 铣刀根部 MILLING CUTTER HEEL
1 Tooth depth 2 Tooth width 3 Generation angle
齿深 齿宽 铲磨角度
4 Run out depth
铲磨深度
八、术语解释
1.11 铣刀端齿(铣刀端面) MILLING CUTTER END FACE
4
Flute depth
5
Rake angle
6
Measure depth
螺旋角度 槽长
砂轮间隙角
槽深 前角 测量深度
八、术语解释
2.2 铰刀的外廓形 REAMERS PERIPHERY
1 Wheel clearance angle
2 Cutting length 3 Clearance angle 4 Land width 5 Leading land 6 Run out angle
Rake angle
前角
2
Flute depth
槽深
3
Measuring depth
测量长度
4
Flute lengthcutting edge
a
切削刃的槽长
车刀各部位名称及功能)
车刀各部位名称及功能日期:2009-9-28 来源:刀网[大中小]车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。
一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。
车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。
车床用车刀具有四个重要角度,即前间隙角、边间隙角、后斜角及边斜角。
1 前间隙角自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。
若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。
装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。
高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
2 边间隙角刀侧面自切削边向刀内倾斜的角度为边间隙角。
边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。
高速钢车刀此角度约10~12度之间。
3 后斜角从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。
此角度主要是在引导排屑及减少排屑阻力。
切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
4 边斜角从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。
此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。
切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
5 刀端角刀刃前端与刀柄垂直之角度。
此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
6 切边角刀刃前端与刀柄垂直之角度,其作用为改变切层的厚度。
同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大之车刀,以减少进刀阻力,增加切削速度。
7 刀鼻半径刀刃最高点之刀口圆弧半径。
刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
厨房的刀大大小小那么多,每一把你都知道怎么用吗?
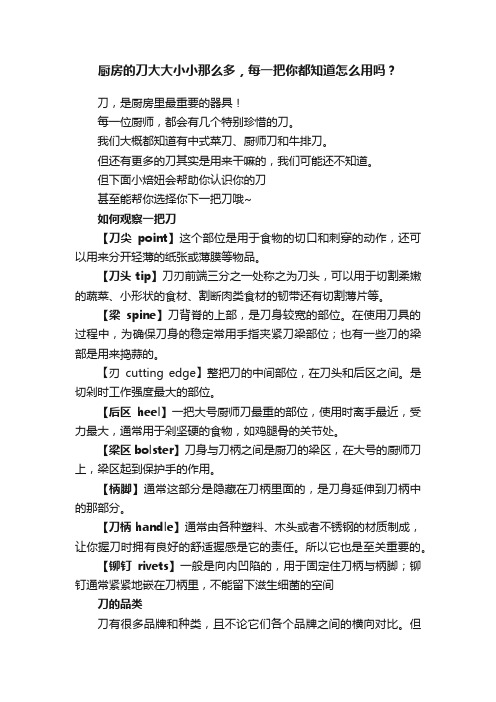
厨房的刀大大小小那么多,每一把你都知道怎么用吗?刀,是厨房里最重要的器具!每一位厨师,都会有几个特别珍惜的刀。
我们大概都知道有中式菜刀、厨师刀和牛排刀。
但还有更多的刀其实是用来干嘛的,我们可能还不知道。
但下面小焙妞会帮助你认识你的刀甚至能帮你选择你下一把刀哦~如何观察一把刀【刀尖point】这个部位是用于食物的切口和刺穿的动作,还可以用来分开轻薄的纸张或薄膜等物品。
【刀头tip】刀刃前端三分之一处称之为刀头,可以用于切割柔嫩的蔬菜、小形状的食材、割断肉类食材的韧带还有切割薄片等。
【梁spine】刀背脊的上部,是刀身较宽的部位。
在使用刀具的过程中,为确保刀身的稳定常用手指夹紧刀梁部位;也有一些刀的梁部是用来捣蒜的。
【刃cutting edge】整把刀的中间部位,在刀头和后区之间。
是切剁时工作强度最大的部位。
【后区heel】一把大号厨师刀最重的部位,使用时离手最近,受力最大,通常用于剁坚硬的食物,如鸡腿骨的关节处。
【梁区bolster】刀身与刀柄之间是厨刀的梁区,在大号的厨师刀上,梁区起到保护手的作用。
【柄脚】通常这部分是隐藏在刀柄里面的,是刀身延伸到刀柄中的那部分。
【刀柄handle】通常由各种塑料、木头或者不锈钢的材质制成,让你握刀时拥有良好的舒适握感是它的责任。
所以它也是至关重要的。
【铆钉rivets】一般是向内凹陷的,用于固定住刀柄与柄脚;铆钉通常紧紧地嵌在刀柄里,不能留下滋生细菌的空间刀的品类刀有很多品牌和种类,且不论它们各个品牌之间的横向对比。
但小焙妞不会建议大家选择便宜的“套刀”,毕竟一分钱一分货的道理大家都懂。
这类型的刀难以保持敏锐甚至容易生锈,很难保养得很好。
当你得到你的第一把刀或者想换一把新的,去看看各种不同的品牌。
把它们握在你的手里,感觉它的重量和尺寸,不同大小,形状。
Paring knife (削皮刀)刀刃长度:6-10cm 之间主要功能:主要是负责给果蔬去皮以及雕花用的,同时还可以处理一些很细致很琐碎的东西。
刀的基本结构
刀的基本结构一、导言在人类历史上,刀一直是一种重要的工具和武器。
无论是用于日常生活中的砍、削、切、割,还是用于战争中的刺、劈、挥,刀都发挥着重要的作用。
刀的基本结构对于其功能和性能有着决定性的影响。
本文将从刀的基本结构入手,对刀的各个部分进行详细探讨。
二、刀的组成部分刀的基本结构包括刀刃、刀背、刀柄和刀鞘四个主要部分。
2.1 刀刃刀刃是刀的最为重要的部分,也是实际使用时起作用的部分。
刀刃负责切割物体,因此需要具备锋利、耐磨的特点。
刀刃通常分为刀背、刀刃和刃口三个部分。
•刀背:刀背是刀刃最靠近刀柄的部分,一般较宽,能够提供刀的稳定性和强度。
刀背可以通过加入齿状结构来增加其多功能性,例如用于锯骨或辅助刺杀。
•刀刃:刀刃是刀刃最为锋利的部分,负责切割物体。
刀刃的形状和刀刃角度直接影响切割的效果和刀的寿命。
刀刃可以分为直刃、弯刃、波浪刃等多种形状,不同形状的刀刃适用于不同的切割任务。
•刃口:刃口是刀刃与刀背之间的过渡部分,起到连接和加强刀刃和刀背的作用。
刃口一般较厚实,可以抵抗切割时产生的应力和振动。
2.2 刀背刀背是刀的背面,在使用时通常不起重要作用,但在一些特殊情况下,刀背也可以发挥重要的作用。
刀背通常比刀刃较宽,可以增加刀的稳定性和强度。
刀背可以用于锤击、劈砍等其他非切割性的任务。
2.3 刀柄刀柄是刀的握持部分,用于稳定刀的位置和提供操作力。
刀柄通常由材质较为坚固的物质制成,例如木材、塑料、金属等。
刀柄上通常有凹槽或纹理,可以提供更好的握持感和防滑性,确保使用者操作时的安全性。
刀柄的设计要考虑握持的舒适度和平衡性。
2.4 刀鞘刀鞘用于保护刀刃,便于携带和存放。
刀鞘一般由材质坚固、耐磨的物质制成,例如皮革、木材、塑料等。
刀鞘通常具有卡扣或固定装置,用于固定刀在刀鞘中的位置,防止刀的意外滑出。
刀鞘的设计要考虑舒适度和使用便利性。
三、刀的进一步构造3.1 刀背加强和减重设计为了增加刀背的强度和稳定性,有些刀的设计采用刀背加强的手段。
剑的结构名称

剑的结构名称
剑的结构可以包括多个部分,具体的术语可能有所不同,但以下是一些常见的剑的结构名称:
1.刀锋(Blade):剑的锋利部分,用于切割、砍伤等。
2.剑身(Blade or Edge):刀锋的主体,通常是双刃或单刃。
3.剑尖(Tip or Point):刀锋的前端,用于刺击敌人。
4.剑柄(Hilt):握在手中的部分,通常包括握把(grip)、护手
(guard)、握把底座(pommel)等。
5.握把(Grip):剑柄中用于握持的部分。
6.护手(Guard or Crossguard):位于剑身和握把之间的结构,
用于保护手部,有时也可用于拦截对方的武器。
7.握把底座(Pommel):位于剑柄底部的重型结构,用于平衡剑
的重心,并在需要时作为击打武器的一部分。
8.剑背(Back or Fuller):刀锋的平坦部分,通常在中央有一条
凹槽,称为血槽(blood groove)或满斗(fuller)。
9.血槽(Blood Groove or Fuller):一条凹槽,有时被认为可以
减轻剑的重量,也被认为可能有助于使刀锋更加灵活。
10.镜(Ricasso):位于剑身和握把之间的短刃段,有时可用于手
指握持。
这些术语可能在不同类型的剑中有所变化,例如,日本武士刀和欧洲长剑的结构可能会有一些不同。
刀具基础知识培训

端刃齿隙(gash):
刀具端部切削的铁屑由此部位排出,以防止切削时有 积屑的情况出现。
变化:此部位的变化不大,但会因其被加工零件材质 不同略做些改变。
端刃二后角 (End Face 2):
此部位后斜角比切削刃口高的情况, 因此产生第二后角。
端刃一后角 (End Face 1): 该部位为刀具端刃的主要切削 刃口,用于切断铁屑及达成工 件尺寸要求,其磨削的光洁度 和精准度有绝对的要求和规范。
变化:其切削角度会随着被
加工零件材质的不同而改变。
周刃后角
刀尖保护/端刃加强面
平刀系列
圆鼻刀(圆角铣刀系列)
球头刀系列
斜度刀
旋向,切向
左旋右切
右旋左切
右旋右切
左旋左切
刀槽 刀槽前角 间隙深度
芯厚直径
周刃
端齿
变化:其芯厚的大小根据被加工的零件
材质的不同会有厚薄之分。
周刃第1后角:
(OD Relief 1) 该部位为刀具周刃的主要切削刃口,用于切断铁 屑及达成工件尺寸要求,其磨削的光洁度和精准度 有绝对的要求和规范。
变化:其切削角度会随着被加工零件材质的不同
而改变。
周刃第二后角 (OD Relief 2):
刀具基础知识
【刀具种类】
标准刀
非标刀&成型刀
端刀 圆鼻刀 球刀 台阶钻 倒角刀
【刀具外观总览】
沟槽(Flute)/ 刀槽:
作用:该部位在于刀具切削时将大量 的铁屑排出,对于刀具寿命的影响相 当重要。
变化:随着被加工零件材质的改变其 刀槽槽型也有所改变。
刀具的标注角度

(3)影响表面粗糙度 对切屑的形状和刀具寿命的影响
主偏角小:切屑宽且薄。 (散热好,刀具寿命提高) 主偏角大:切屑窄且厚。
主偏角对表面粗糙度大小的影响
主偏角小:表面粗糙 度小。主偏角大:表 面粗糙度大。
常用角度:45°、 60° 、75° 、90°
(6)副偏角( kr')基面内,副切削平面与假定工作面间的夹角。
作用:(1)影响副切削刃与工件已加工表面的摩擦 (2)影响表面粗糙度的大小
选取范围: 5o~15o
副偏角小:表面粗糙度小。副偏角大:表面粗糙度大。
(7)刃倾角( s)在切削平面内,主切削刃和基面之间的夹角。
作用:(1)影响刀头的强度 (2)影响排屑方向
4、(1)刀具几何角度选取原则: 锐字当先,锐中求固。
刀具标注角度的参考系
(4)假定工作平面( pf )(进给平面)通过切削刃选定点,与 基 面垂直,且与假定进给方向平行 (5)背平面( pp )(切深平面)通过切削刃选定点,同时垂直于 基面和假定工作平面
3.刀具的标注角度
刀具的标注角度是指刀具在静止参考系中的一组角度,也是刀
具制造图上标注的角度,是刀具设计、制造、刃磨和测量所必需的, 也称静止角度。 主要包括:
2.确定刀具角度的静止参考系
假设:① 不考虑进给运动 ② 规定车刀刀尖与工件中心等高 ③ 刀柄的中心线垂直于进给方向
因此,参考系为静止参考系,主 要坐标平面有基面pr、切削平面ps、 正交平面(主剖面)po、假定工作 平面pf、背平面pp组成。 (1)基面( pr ):通过主切削刃
选定点,垂直于假定主运动 方向的平面。 (2)切削平面( ps ):通过 主切削刃选定点,与切削刃 相切并垂直于基面。 (3)正交平面( po ):通过主 切削刃选定点,并同时垂直 于基面和切削平面
刀具结构2
引言
金属切削过程中,刀具的种类繁多,形状各异,但它们切削部分的几何形状都是以普通外圆车刀切削部分的几何形状为基本形态。普通外圆车刀是所有刀具中最简单、最典型、应用广泛的刀具,不论多么复杂刀具,都是由普通外圆车刀演变和组合而成,所以,研究刀具时,总是以车刀为基础。
1. 车刀的组成
组成 刀头(切削部分) 刀杆(刀柄) 切削部分的组成 刀面(3面) 前刀面 后刀面 副后刀面 切削刃(2刃) 主切削刃 副切削刃 刀尖(1尖) 说明:有些刀具的刀刃和刀尖数可能不只一个,如切断刀。
小结
1.车刀的组成和切削部分的组成; 2.在假设条件下引入了刀具标注角度参考系,并在此基础上定义了刀具的标注角度,这是本章的一个重点,也是也难点; 3.应对刀具的工作角度与标注角度的区别有正确地认识,并掌握刀具的工作角度在实际工作中相对于标注角度的变化的原因。
副切削在主剖面参考系中 前角γ。 后角α。 主偏角κ 副偏角κr´ 刃倾角λs 副后角α0´
刀具角度的一面二角分析法 一个刀面的空间位置由两个角度决定
刀具基本角度的定义
在基面内标注的角度: 主偏角Кr 负偏角Кr´
刀具基本角度的定义
最基本的参考坐标系——主剖面参考系
基面Pr——通过主切削刃上选定点,并与该点切削速度方向相垂直的平面 (平行于车刀底面 切削平面Ps——通过主切削刃上的选定点并与工件加工表面相切的平面,即与切削刃相切并包含该点切削速度方向的平面(切削平面垂直于基面)。 主剖面Po——通过主切削刃上选定点并与主切削刃在基面的投影相垂直的平面 Pr、Ps、Po三个辅助平面互相垂直正交,构成了一个空间坐标系——主剖面参考坐标系
主剖面参考系示例——切断
一般车削加工时,进给量比工件直径小的多,所以进给运动所形成的螺旋升角也很小,对加工过程的影响常常可以忽略,但是在车削多头螺纹或大螺距螺纹使,因进给量值较大,则必须考虑由此引起的角度变化对加工过程的影响。 成形车削或车螺纹、车锥面时,刀尖和工件的中心线一定要精确等高,以保证加工表面的形状。切槽和切断时,也必须精确等高,以保证切削加工顺利进行。
古代刀部位讲解
古代刀部位讲解
古代刀具是人类文明进步的重要象征,在历史上扮演着至关重要的角色。
刀具的每一个部位都有其特殊的功能和作用,下面就为大家讲解一下古代刀具的各个部位。
1. 刀身
刀身是刀具的主要部分,也是用来砍杀敌人和砍伐木材的重要部位。
刀身的长度、宽度、弯曲度和重量都是根据使用者的需要进行设计的。
2. 刃口
刃口是刀具最锋利的部位,用于切割和切割材料。
刃口的形状和角度非常重要,这决定了它的切割效果和寿命。
3. 把手
把手是用来握住刀具的部位,它的长度和形状也是根据使用者的需要进行设计的。
把手通常采用实心或空心的设计,以便减轻刀具的重量。
4. 鞘子
鞘子是用来保护刀具并方便携带的部位,它通常由木材、皮革或金属制成。
鞘子的设计和装饰也是非常重要的,可以反映使用者的身份和文化背景。
总之,古代刀具的每一个部位都有其独特的功能和作用,它们的设计和制作都是经过反复的试验和改进的。
通过深入了解古代刀具的各个部位,我们可以更好地理解人类文明发展的历程和刀具对人类生
活的影响。
刀具前脚的名词解释
刀具前脚的名词解释刀具是人类文明进步的产物之一,无论是古代的石器时代还是现代的精密刀具制造工艺,刀具无疑是人类最重要的工具之一。
而在刀具的制造和使用过程中,人们常常会遇到一个名词:刀具前脚。
刀具前脚是指刀具的前部或前端部分,通常包括刀刃、刀柄和刀背等组成部分。
刀具前脚的形状和设计对于刀具的性能和用途起着至关重要的作用。
首先,刀具前脚的刀刃是刀具最关键的部分之一。
刀刃的设计和锋利程度直接决定了刀具的切割能力和效率。
不同类型的刀刃适用于不同的切割任务,例如菜刀的刀刃需具备优秀的切割力,以确保食材快速、顺畅地切割,而糕点刀的刀刃则需要具备较小的阻力和较高的精确性,以便于进行精细的切割和修整。
其次,刀具前脚的刀柄也是刀具使用中不可忽视的部分。
刀柄的设计影响着刀具在使用中的握持感和操作舒适度。
一个符合人体工程学原理的刀柄设计能够减轻手部疲劳感,提高刀具使用的效率和准确性。
此外,刀柄的材质和质地也直接关系到刀具的耐用性和防滑性能,如木材、塑料、金属等不同材质的刀柄会有不同的触感和重量,供使用者根据具体需要选择。
刀柄的形状和大小也应该与刀具的整体平衡和使用习惯相适应,以确保刀具在使用时的稳定性和操作的灵活性。
同时,刀背是刀具前脚的另一个重要组成部分。
刀背通常位于刀刃的背面,经常被用于执行一些需要较大力量的刀具动作,例如剁骨、开罐等。
刀背的强度和厚度决定了刀具的耐用性和可靠性。
不同类型的刀背设计会影响使用者对刀具的所需操作方式,如直刀背适用于剁砍类工作,而凹形或凸形的刀背可用于其他特殊功能的切割需求。
除了刀刃、刀柄和刀背,刀具前脚还可能包括其他结构和特殊设计,例如刀模块、刃槽和刀纹等。
这些元素的存在和运用,旨在提升刀具的实用性和美观性。
总结起来,刀具前脚是指刀具的前部或前端部分,由刀刃、刀柄、刀背以及其他特定设计组成。
刀具前脚的设计与性能直接相关,不同的刀刃、刀柄和刀背设计适用于不同的切割任务和使用场景。
了解和理解刀具前脚的概念和功能,有助于我们选择和使用合适的刀具,提高工作效率和操作舒适度。
刀部位介绍
刀部位介绍作者:佚名发布时间:2006-07-16 22:28:22来源:中国百兵斋收集1.握柄(grip):要选择合适的握柄,如果不合自己的手,那使用起来会是一件不愉快的事情。
在使用刀时手掌流汗或环境中有水或油时,握柄防滑度不好的话,刀子容易脱手,这是非常危险的。
材质强度一定要优秀,不然使用时握柄断裂,那就麻烦了。
握柄强度够的话,也可以用来敲击,不过如果手边有铁锤,还是用适当的工具比较好。
另外,我们还要注意握柄与刀舌之间接缝的密合度,密合不够的情况下,水汽和脏东西容易跑进去,腐蚀刀舌,时间一久,刀子就面临生锈的危险。
--------------------------------------------------------------------------------2.刀尖(tip):强度是一个测试重点,不过刀尖类型也要选择适合的,如果是日常用刀,露营,战斗,clip point 比较适合。
若是需要常挖,撬东西,那tanton粗勇的刀头最符合要求了。
--------------------------------------------------------------------------------3.刀背(spine):有时在切割或做粗重工作时,可以用另一只手压住刀背施加压力。
--------------------------------------------------------------------------------4.刀绳孔(thong hole):用来绑绳子,有时在使用刀时,环境容易遗失刀子,如河边海边,或是感到握柄滑手时,可以用绳子穿过刀绳孔再绑在手腕上,这样就算刀脱离手掌也不怕掉落遗失。
如果刀掉在坚硬的材质上,如岩石或瓷砖,就算刀尖强度再高还是会钝掉。
--------------------------------------------------------------------------------5.刀舌(tang):刀身延伸到握柄里那一段就是刀舌,一般可以分为隐藏式刀舌片和整体式刀舌片,后者的强度较好,不过用刀环境中有电线,电缆,或有触电危险时,用隐藏式刀舌且握柄材质不导电的为佳。
02-刀具的结构

《机械加工方法与通用设备》
刀具的结构
扬州市职业大学 机械工程学院
刀具的组成;
车刀切削部分的结构。
熟悉刀具的结构。
——刀柄和切削部分
刀柄:刀具上的夹持部分
切削部分:刀具上直接参加切削工作的部分。
不论刀具结构如何复杂,就其单刀齿切削部分,都可以看成由外圆车刀的切削部分演变而来,本节以外圆车刀为例来介绍其几何参数。
3
刀具的构成
车刀切削部分的组成
三面
前刀面Aγ
主后刀面Aα
副后刀面A α′
两刃
主切削刃 S
副切削刃 S′
一尖
过渡刃
4
1)前刀面A γ 切屑流过的刀面。
(1)刀 面
2)主后刀面A α 与工件正在被切削加工的表面(过渡表面)相对的刀面。
3)副后刀面A α‘ 与工件已切削加工的表面相对的刀面。
5
(2)刀刃
1)主切削刃S前面与主后面在空间
的交线。
2)副切削刃S'前面与副后面在空间的
交线。
6
三个刀面在空间的交点,也可理解为主、副切削刃二条刀刃汇交的一小段切削刃。
7
(3)刀尖
8
刀尖的结构:
在实际应用中,为增加刀尖的强度与耐磨性,一般在刀尖处磨出直线或圆弧形的过渡刃。
感谢同学们观看
EDUCATION PRACTICE SESSION PPT
扬州市职业大学 机械工程学院
胡林岚 老师。
刀具各部分的名称与角度

各
部
侧切刃角
• 侧切刃角大时,切屑变薄且控制能力变弱,但是切削力由于被分散了,故 • 影 响切屑控制与切削力的方向。 刀尖强度提高。
分 的 名
• 侧切刃角小时,切屑控制能力提高。
称
与
前切刃角
• 防止刀尖与加工表面的摩损。 • 前 切刃角大时,刀尖强度下降。
角
度
技 术 资 料
545
• 加工可加工性好或细工件时,推荐使用正角 (+)。 • 若在黑皮或继续加工需要较强的刀尖强度时,推荐使用较小的前角或负角
(-)。
后角 切刃角
后角
• 避 免切刃以外的部分与加工面 • 若后角小,刀尖强度变大,但后刀面磨损在短时间内变大,刀具寿命也会
ቤተ መጻሕፍቲ ባይዱ接触。
变短。
刀
把
切入角
• 影 响切屑控制与切削力的方向。• 切刃角大时,切屑变厚且切屑控制能力提高。
技术资料 刀把各部分的名称与角度
■ 刀把各部分的名称与角度
后角
侧斜面角 前切刃角
全长
刀尖圆弧半径R
切入角
切刃高度
侧切刃角
刃倾角 刀把高度
后角
车削加工
刀把宽度
■ 刀尖角度的功能
刀尖角度
名称
侧斜面角
前角
刃倾角
功能
效果
• 对 切削阻力、切削热、切屑排 出、刀具寿命产生影响。
• 正角 (+) 时,可得到更锋利的切削效果。 ( 切削阻力减少,刀尖强度下降。)
刀具应用技术知识:刀具的装夹部分和刀具的工作部分结构介绍
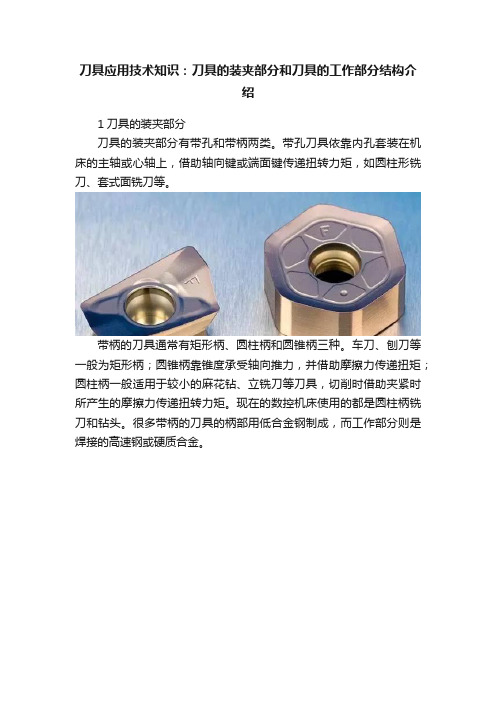
刀具应用技术知识:刀具的装夹部分和刀具的工作部分结构介绍1刀具的装夹部分刀具的装夹部分有带孔和带柄两类。
带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。
带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。
车刀、刨刀等一般为矩形柄;圆锥柄靠锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。
现在的数控机床使用的都是圆柱柄铣刀和钻头。
很多带柄的刀具的柄部用低合金钢制成,而工作部分则是焊接的高速钢或硬质合金。
2刀具的工作部分刀具的工作部分就是产生和处理切屑的部分,包括切削刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。
切削部分的作用是用切削刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
刀具工作部分的结构有整体式、焊接式和机械夹固式三种。
整体结构是在刀体上做出切削刃。
现代加工中使用的多数是整体立铣刀,即直接从刀具棒料加工成成品刀具。
焊接结构是把高硬度的刀片钎焊到韧性材料的刀体上,这样既可以保证刀具的切削性能又有足够的韧性;机械夹固结构有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。
硬质合金刀片一般制成焊接结构或机械夹固结构;陶瓷刀具都采用机械夹固结构。
由于硬质合金和陶瓷的价格比较昂贵,因此焊接和机械夹固式结构可以大幅节约成本。
1949~1950年,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
八、术语解释
1.12 铣刀端容屑槽 MILLING CUTTER END GASH 1 2 3 4 5 6 7 8 9 Widening Rotation Grinding angle Recess depth Rake angle frontal Gash angle Radius entry Radius exit Opening angle 端刃容削槽扩宽宽度 容削槽转角 磨削角 槽控制深度 头部前角 容屑槽深入的角度 入口半径 出口半径 敞开角
八、术语解释
1.6 铣刀前端刃磨方式
MILLING CUTTER GRINDING METHOD FRONT
1 2
Linear grind Hollow grind
线形刃磨 凹陷磨
八、术语解释
1.7 铣刀的圆周磨削方式
MILLING CUTTER GRINDING METHOD PERIPHERY
八、术语解释
4.2 丝锥开槽 TAPS FLUTE 1 2 3 4 5 6 Rake angle Flute depth Measuring depth Flute length Wheel clearance angle Helix angle 前角 槽深 测量深度 开槽深度 砂轮间隙角 螺旋角
八、术语解释
3.7 钻头根部 DRILLS HEEL 1 2 3 4 5 6 Cutting length Generation angle Run out depth Clearance angle Tooth depth Tooth width 切削刃长度 铲磨角度 铲磨深度 后角 刃带高度 刃带宽度
八、术语解释
2.2 铰刀的外廓形 REAMERS PERIPHERY 1 2 3 4 5 6 Wheel clearance angle Cutting length Clearance angle Land width Leading land Run out angle 砂轮间隙角 长度 后角 棱带宽度 倒向刃带宽度 退出角度
八、术语解释
1.10 铣刀根部 MILLING CUTTER HEEL 1 2 3 4 Tooth depth Tooth width Generation angle Run out depth 齿深 齿宽 铲磨角度 铲磨深度
八、术语解释
1.11 铣刀端齿(铣刀端面) MILLING CUTTER END FACE 1 2 3 4 5 6 7 End face land width Cutting length tooth distance Cutting angle Dish angle Chamfer land width Clearance angle of end face 端齿刃带宽 磨削长度 齿至中心距离 磨削倾角 刀体端部角度 倒角刃宽 端刃后角
八、术语解释
4பைடு நூலகம்3 丝锥槽的切深 TAPS GASHING
1 2 3 4 5 6
Core diameter Gash angle Cut angle Flute depth Wheel clearance angle Cutting length
芯部直径 切深角 磨削角 切入深度 砂轮间隙角 磨削长度
八、术语解释
3.4麻花钻开槽 DRILLS FLUTE 1 2 3 4 5 6 Flute length Helix angle Wheel clearance angle Rake angle Measurement depth Flute depth 刀槽长度 螺旋角度 砂轮间隙角 前角 测量深度 刀槽深度
八、术语解释
5.2
刀具的外廓形 PROFILE TOOL 1 2 3 4 5 Chamfer Straight Slope Convex Concave 斜切 直线 斜坡 凸起的 凹入的
八、术语解释
5.3 外圆开槽 PROFILE FLUTE 1 2 3 4 5 6 7 8 Flute length Start length Core diameter front Diameter front Flute depth front Core diameter rear Diameter back Flute depth rear 槽长 开始长度 前端芯部直径 前端直径 前端槽深 后端芯部直径 后端直径 后端槽深
八、术语解释
2.1 铣刀开槽 REAMERS FLUTE 1 2 3 4 5 6 Helix angle Flute length Wheel clearance angle Flute depth Rake angle Measure depth 螺旋角度 槽长 砂轮间隙角 槽深 前角 测量深度
八、术语解释
5.4 中心曲线廓形 PROFILE CORE CURVE 1 2 3 Taper Concave Convex 锥形 凹入的 凸起的
八、术语解释
6.1 三面刃铣刀的识别 SIDE MILLING CUTTER IDENTIFICATION 1 2 3 4 5 6 With corner radius With chamfer Trapecoid Prism Half angle Full radius 侧刃带圆弧角 侧刃带倒角 T型槽 对称角 不对称角 凸半圆
八、术语解释
1.4 铣刀廓形 1 2 3 4 5 6 7 Diameter froont
MILLING CUTTER PROFILO 前端直径 后端直径 柄部直径 倒锥 长度 倒角角度 倒角长度 8 9 10 11 12 13 Corner radius Dish angle Diameter Height Core diameter Angle 圆角半径 端刃倾角 直径 高度 芯部直径 角度
八、术语解释
1.9 铣刀的外形 MILLING CUTTER PERIPHERY 1 2 3 Clearance angle Land width Wheel clearance angle 后角 刃带宽度 砂轮间隙角
4 5
Cutting length Run out angle
磨削长度 砂轮退出角度
八、术语解释
1.2 铣刀面的识别 MILLING CUTTER FACE 1 2 3 4 Square end Chamfer Corner radius Full radius 方头 倒角 圆弧角 球头
八、术语解释
1. 3 铣刀几何形状 MILLING CUTTER GEOMETRY 1 2 3 4 Regular One above center Two at center Center point 规则齿形 单齿过中心 二齿至中心 齿中心突尖
八、术语解释
2.3 铰刀的倒角导向 REAMERS CHAMFER LEAD 1 2 3 4 Diameter Land width Length Angle chamfer lead 直径 带宽 长度 主偏角(kr)
八、术语解释
3.1 钻尖的刃磨形式 DRILLS CLEARANCE 1 2 3 4 5 6 7 8 9 1 0 Taper Cross 2 lands 4 lands 6 lands Delta S-point M-point Kevlar Milling end face 锥形 十字刃磨 二刃带 四刃带 六刃带 Delta 型 S型钻尖 M型钻尖 Kevlar型 定心铣平面钻尖
八、术语解释
3.2 钻头横刃修磨 DRILLS WEB THINNING 1 Corrected main cutting edge Corrected chisel edge A-Web thinning S-Web thinning RSR-Web thinning 修磨主削刃
2 3 4 5
修磨钻尖 A型横刃 S型横刃 RSR型横刃
八、术语解释
3.8 钻头倒棱 DRILLS CHAMFERING 1 2 3 4 Land angle Cutt correction Land width outside Land width inside 齿刃角度 切削刃修磨 外面刃带宽度 里面刃带宽度
八、术语解释
4.1 丝锥外廓形 TAPS PROFILE 1 2 3 4 5 6 7 8 Diameter Length Diam.chamfer 1 Diam.chamfer 2 Length chamfer 1 Length chamfer 2 Angle chamfer 1 Angle chamfer 2 直径 长度 倒角直径1 倒角直径2 倒角长度1 倒角长度2 倒角角度1 倒角角度2
八、术语解释
3.5 钻头间隙 DRILLS CLEARANCE 1 2 3 Clearance angle Chisel edge angle Generation angle 后角 横刃角 铲磨角度
八、术语解释
3.6 钻头断屑槽 DRILLS CHIP BREAKER 1 2 3 Angle Depth Distance 角度 深度 距离
Diameter rear Shank diameter Backtaper Length Chamfer angle Chamfer length
八、术语解释
1.5 刀柄外形 MILLING CUTTER SHANK PROFILE 1 2 3 4 5 Start length End length Inside diameter Shank diameter Run out angle 起始长度 终端长度 颈部直径 柄直径 退出角度
八、术语解释
4.4 丝锥的倒角齿 TAPS CHAMFER LEAD
1 2 3 4
Clearance angle CLA in mm Generation angle Run out angle
后角 以毫米计算 铲磨角度 退出角度