PE管超声检测试验
PE管超声检测试验
衰减较大 ,导致不同方向上 声速测量值有所 差异 。
除测量误差外 ,声速测量值也受探头在试样上的测
量位置和方向的影响 。
1. 2 测量横波声速 与纵波声速测量相比 ,横波声速的准确测量更
困难。由于多数方法只能利用始波和一次底波测量
横波声速 ,测量结果的准确性不高 。横波声速测量 方法如图 2 所示 ,采用横波斜探头 (前沿长度为 L0 ) 在试样的 AA 面上 ,前后移动探头找到最高幅度的
超声探头采用自行改进的宽带直探头 5P14Z , 中心频率 5 M Hz ,带宽 3. 1~6. 9 M Hz ,耦合剂为机 油。用接触法在 P E 管试样中产生超声纵波 ,将 直 探头置于加工平整的试样端面上 ,测量底端的 1~5 次反射底波 。试验中为减少随机干扰 ,通过软件方 法对采样信号进行 10 次累积平均滤波 。图 1 为试
4 结语
建立了声速测量系统 ,对 P E 管的横 、纵波速进 行了测量 ,并且对几 种典型 P E管热熔 焊缝材料试
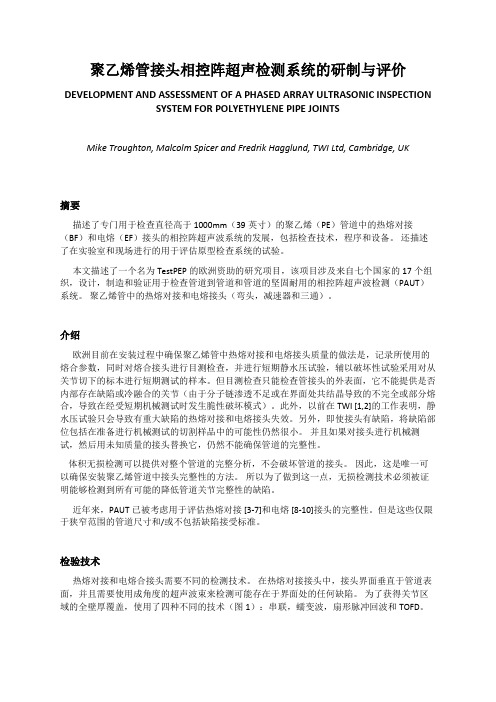
(a) 加噪 后的检测回波波形
( b) 对加噪回 波处 理后 的波形 图 4 采用小波处理前后波形对比 样的声衰减系 数进行了测定 。同时 ,由于 PE 材 料 晶粒散射噪声严重 ,提出一种基于二进离散小波变 换软阈值的去噪方法 ,去噪效果良好。研究表明 ,超 声检测是一种有效的用于的 P E 管热熔焊缝施工现 场的无损检测方法 。
根据缺陷回波信号和噪声的小波变换特性 ,抑 制杂波的结果如图 4 所示 。图 4a 为加噪后的检测 回波 ,平底孔回波湮没在强烈的噪声杂波中 ,难以分 辨 。图 4b 为采用去噪方法处理后的检测回波 。很 明显 ,处理前后平底孔回波的最大波幅基本不变 ,而 经过去噪处理后噪声的最大波幅比原始回波降低了 4. 07 倍 ,信噪比提高约 12. 2 dB 。该去噪方法能保 证超声定量探伤的准确性 。
PE管材的超声波检验技术是什么
PE管材的超声波检验技术是什么
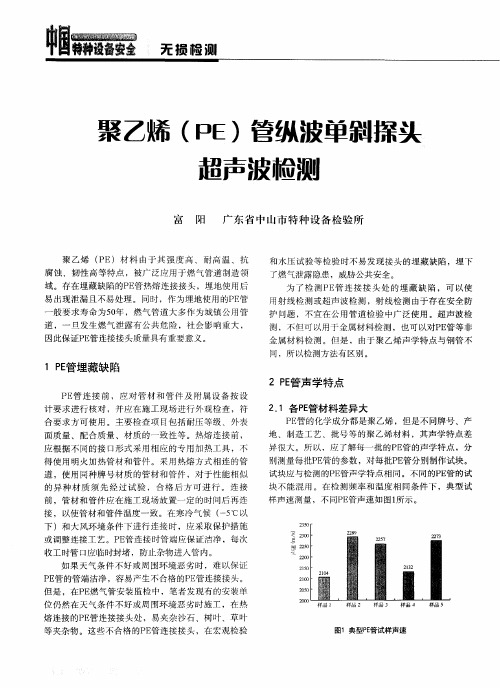
PE管材通常可以广泛运用,是由于其高品质的特点和优良的品质没法分离,另外PE管材的生产制造检测技术通常严苛,是为了更好地确保PE管材的正常应用,在其生产制造中起到了PE 管材超声检测试验的功效。
高含量高压聚乙烯是具备高品质物理学物理性能的热塑性施工材料,因此制做成的PE管具备耐腐蚀、密闭性好、可塑性好等特点。
PE管材的连接是PE管材安裝整个过程中的重要生产流程,连接专业性的优劣马上关联到管材的使用期,通常可采用承插连接。
PE管材
侧量了PE管横纵波的声速和热熔焊接的声衰减系数。
运用小波域去噪理论,提升了测试回波的频率稳定性。
结果显示,该方式适用热熔焊接质量检验
结果超声检测方式对PE管热电弧焊接质量检验具备压根实际效果,能确保焊接品质,提升PE 管效率,确保PE管焊接使用寿命,改善焊接方法。
PE管热熔接头超声检测方法
《PE管热熔接头超声检测方法》河南省地方标准编制说明一、编制的目的和意义为了更好规范PE管热熔连接接头的超声波检测工作,提高超声波检测质量,同时使超声波检测更加标准化和规范化,迫切需要制定PE管热熔接头超声检测方法。
本标准的制订、发布与实施,将使我省PE管压力管道的超声波检测更加统一、科学、合理,能够有效保障PE管压力管道的安全运行。
二、任务来源及编制原则和依据(一)、任务来源2016年1月1日,由河南省锅炉压力容器安全检测研究院申请地方标准的立项,根据河南省质量技术监督局2016年5月9日下达的《2016年度第一批河南省地方标准制修订计划》豫质监标发〔2016〕127号,批准《PE管热熔接头超声波检测方法》地方标准的制定。
(二)、编制原则1、实用性原则:本标准适用于PE管热熔接头缺陷的超声波检测。
2、有效性原则:标准的执行,可以有效保证PE管热熔接头质量。
3、可操作性原则:标准中的检验项目设置合理,检验方法相关人员容易掌握,检验工作见证材料易于收集。
编制依据根据《中华人民共和国特种设备安全法》《特种设备安全监察条例》的规定,依据相关安全技术规范、标准,在广泛征求相关单位意见的基础上,我们制定了标准。
PE管热熔接头超声检测方法的依据:GB/T 9445 无损检测人员资格鉴定与认证GB/T 12604.1 无损检测术语超声检测GB 15558.1 燃气用埋地用聚乙烯(PE)管道系统第1部分:管材GB 15558.2 燃气用埋地用聚乙烯(PE)管道系统第2部分:管件GB/T 29460 含缺陷聚乙烯管道电熔接头安全评定GB/T 29461-2012 聚乙烯管道电熔接头超声检测NB/T 47013.3-2015 承压设备无损检测第3部分:超声检测CJJ 63-2008 聚乙烯燃气管道工程技术规程TSG D2002-2006 燃气用聚乙烯管道焊接技术规则TSG Z8001-2013 特种设备无损检测人员考核规则其他相关安全技术规范、国家标准和行业标准三、编制过程立项批准后,由河南省锅炉压力容器安全检测研究院牵头,成立了标准起草小组,研究讨论了标准标准框架结构、标准涉及内容、确定标准调研内容等。
PE管热熔对接焊缝的超声波检测探讨
耦 合 剂 能 改 善 工 件 和 探 头 之 间传 递 的声 能 。将 一 层
从 而得 出 相 应 的 结 论 。
2 . 2 超 声 波 用 于 无损 检 测 的 特 点
通 常 采 用 一 定 型 号 的 标 准 钢 制 试 块 ,检 测 声 速 、校 对 、 距离一 波 幅 曲线 来 判 断 P E管 的特 性
3 . 4 耦 合 剂 的 选择
比电磁波要慢 ,可 以提 升测量分辨率 。超 声波检测 主要 调 零等 ,并制定相 应的距 离一 波幅 曲线 ,以根据试 块 的
P E管 热 熔 对 接 焊 缝 超 声 波 检 测 探 头 应 是 纵 波 探 头 , 并且其频率要保持 在 2 MH z , 以保 证 衰 减 效 果 和 分辨 力 都 比 较 好 。 探 头 要 有 减 小 的 前 沿 ,以 减 少 直 射 波 的 检 测 ,并 要 保 证 楔 块 具有 较低 的 声 速 。
P E管 热熔 对 接 焊 缝 的 超 声 波裣 测 探 讨
黄 建 生
( 广 东联 塑科 技实业 有 限公 司 ,广 东 佛 山 5 2 8 3 1 8 )
摘 要 : 简要 介 绍 了 P E 管 热 熔 对 接 焊 缝 主要 缺 陷 的 类 型 及 产 生 原 因 .分 析 了超 声 波 检 测 技 术 在 P E 管 热 熔 对 接 焊缝 检 测 中的 应 用 ,提 出 了提 升 P E管 热 熔 对 接 焊 缝 质 量 的措 施 。
关键 词 :P E管 ;热 熔 对 接 焊 缝 ;超 声 波检 测 P E 管 热 熔 对 接 焊 缝 在 焊 接 过 程 中经 常 会 出 现 各 种 缺 陷 ,需 从 多个 方 面 控 制 焊 缝 质 量 ,如 表 面检 查 、耐 压 试 验 、 内部 质 量 检 测 等 ,而 如 果 焊 缝 内 部 质 量 存 在 问 题 ,可 能 造 成 P E管 损 伤 或 泄 漏 。超 声 波 检 测 技 术 是 一 种 新 型 检 测 技 术 ,能 够 准 确 检 测 出 焊 接 过 程 中存 在 的 内 有 良好 效 果 。 1 P E管 热 熔 对 接 焊 缝 主 要 缺 陷 的 类型 及产 生 原 因 P E管 热 熔 对 接 焊 缝 存 在 很 多 缺 陷 ,一 是 空 洞 , 即 在P E管 热 熔 对 接 焊 缝 中有 气 孔 或 缩 孔 ,主 要 是 由于 在 熔 池 凝 固时 气 体 没有 排 出来 造 成 的 ,而 气 体 未 排 出是 由 于 面 积 型 缺 陷 ,由 于 反 射 的面 积 比较 大 , 回波 明显 .检 出 率 比较 高 ;而 体 积 型 缺 陷 由于 反 射 面 积 比较 小 ,回 波 相 对 不 太 明 显 ,检 出率 较 低 。第 二 .比较 适 合 检 测 厚 度
PE管热熔对接焊缝超声检测

南昌航空大学硕士学位论文PE管热熔对接焊缝超声检测姓名:张兴森申请学位级别:硕士专业:@指导教师:彭应秋@题目:PE管热熔对接焊缝超声检测作者:张兴森导师:彭应秋教授学位;硕士学校:南昌航空大学第一章绪论1.1 本课题的研究背景及意义PE管的原材料是聚乙烯,它是一种高分子量的有机合成材料。
PE管一般采用中密度和高密度聚乙烯[1][2][3][4]。
目前,PE管是国际上应用最为成熟的塑料压力管之一,许多国家把它广泛应用于输水输气输油管道工程中,且发展迅速。
同传统的铸铁管、钢管相比,PE管具有以下的优越性[5]:1、耐腐蚀。
聚乙烯是惰性材料,除少数强氧化剂外.可耐多种化学介质的侵蚀.无电化学腐蚀,不需要防腐层,适用于各种场地的铺设。
2、密封性好,不泄漏。
PE燃气管道主要采用熔接连接(热熔焊接或电熔焊接),本质上保证接口材质、结构与管体本身的同一性.实现了接头与管材的一体化。
3、韧性、挠性好。
PE管是一种高韧性的管材.其断裂伸长率一般超过500%。
4、PE管道具有良好的抗刮痕能力和良好的抵抗快速裂纹传递能力。
5、重量轻,安装施工方便、快捷。
6、卫生、环保。
7、使用寿命长.可达50年以上。
然而由于使用它常常会用热熔的连接方式,把两根直通的PE管道对接处,利用通电加热,使两根PE管道接头局部热熔化[6]焊接起来。
该连接方式的工艺和设备都比较简单,所以质量是难以保证的。
而PE管的焊接质量的好坏直接影响到管道系统的安全和寿命。
为了安全起见,必须对PE管环焊缝进行内部缺陷的全面探伤,需要在现场中进行有效的非破坏性的探伤,但是对PE管焊接缺陷现尚无成熟可靠的方法。
目前常规的无损探伤方法有超声波、磁粉、涡流、X射线和渗透五种方法。
通过对以上常规无损探伤方法及其优缺点的比较,结合PE 管材料特性及施工现场实际,我们认为PE材料管焊缝探伤方法只能采用超声波探伤方法。
因为PE材料为非铁磁性材料,显然不能采用磁粉、涡流探伤方法;焊缝缺陷有表面缺陷也有内部缺陷,因而也不能采用渗透探伤方法;虽然X射线探伤方法可以检测内部缺陷,但由于其危险性和操作的复杂性显然不适合于现场施工。
PE管热熔接头超声检测方法
《PE管热熔接头超声检测方法》河南省地方标准编制说明一、编制的目的和意义为了更好规范PE管热熔连接接头的超声波检测工作,提高超声波检测质量,同时使超声波检测更加标准化和规范化,迫切需要制定PE管热熔接头超声检测方法。
本标准的制订、发布与实施,将使我省PE管压力管道的超声波检测更加统一、科学、合理,能够有效保障PE管压力管道的安全运行。
二、任务来源及编制原则和依据(一)、任务来源2016年1月1日,由河南省锅炉压力容器安全检测研究院申请地方标准的立项,根据河南省质量技术监督局2016年5月9日下达的《2016年度第一批河南省地方标准制修订计划》豫质监标发〔2016〕127号,批准《PE管热熔接头超声波检测方法》地方标准的制定。
(二)、编制原则1、实用性原则:本标准适用于PE管热熔接头缺陷的超声波检测。
2、有效性原则:标准的执行,可以有效保证PE管热熔接头质量。
3、可操作性原则:标准中的检验项目设置合理,检验方法相关人员容易掌握,检验工作见证材料易于收集。
编制依据根据《中华人民共和国特种设备安全法》《特种设备安全监察条例》的规定,依据相关安全技术规范、标准,在广泛征求相关单位意见的基础上,我们制定了标准。
PE管热熔接头超声检测方法的依据:GB/T 9445 无损检测人员资格鉴定与认证GB/T 12604.1 无损检测术语超声检测GB 15558.1 燃气用埋地用聚乙烯(PE)管道系统第1部分:管材GB 15558.2 燃气用埋地用聚乙烯(PE)管道系统第2部分:管件GB/T 29460 含缺陷聚乙烯管道电熔接头安全评定GB/T 29461-2012 聚乙烯管道电熔接头超声检测NB/T 47013.3-2015 承压设备无损检测第3部分:超声检测CJJ 63-2008 聚乙烯燃气管道工程技术规程TSG D2002-2006 燃气用聚乙烯管道焊接技术规则TSG Z8001-2013 特种设备无损检测人员考核规则其他相关安全技术规范、国家标准和行业标准三、编制过程立项批准后,由河南省锅炉压力容器安全检测研究院牵头,成立了标准起草小组,研究讨论了标准标准框架结构、标准涉及内容、确定标准调研内容等。
热熔焊PE管焊缝超声波检测

热熔焊PE管焊缝超声波检测摘要:在科技发展的带动下,新的技术和材料不断得到开发和应用,为生产效率的提高和社会的发展提供了巨大的便利。
在PE管道的连接中,通常使用热熔焊的方式,其对接焊缝容易出现焊接缺陷,因此需要采用超声波检测的方式,对其缺陷进行检测,以保证焊接的质量。
文章结合管道对接焊缝的特点,对超声波技术在热熔焊PE管对接焊缝中的应用进行了分析和探讨。
关键词:热熔焊PE管;热熔焊缝;超声波检测PE是指聚乙烯塑料,是一种十分常用的塑料材料。
PE材料凭借其自身强度高、耐磨、无毒等特点,其主要应用于城市供水、城市燃气供应及农田灌溉。
可以成为代替普通铁制给水管的理想材料。
在对PE管进行连接时,通常会采用热熔焊的方式,施工便利,设备简单,但是其对接焊缝往往会存在一定的缺陷,可能造成管道的泄露或损伤,因此,需要采用相应的方式,对其进行检测,及时发现并解决问题。
1 PE管道热熔焊缝的特点由于PE材料的特殊性,其焊缝特点主要表现在以下几个方面。
1.1 几种焊接接口形状如图1所示:①标准焊接接头形式:接头中间向下凹陷,且凹陷深度不超过管道表面,焊接接头两边均匀。
②不对称焊接接头:主要是由于加热时间或加热温度不同形成不对称接头。
或由于焊接不同种材料的管道时,加热时间内熔融塑料的流动指数不同所致。
③窄而高的焊接接头:这是由于焊接压力过大而导致的。
④较小的焊接接头:这是由于焊接压力过小而致或油缸行程不足所致。
1.2 工艺条件管道对接热熔焊接工艺,在现场作业,焊接的质量容易受到环境条件的影响。
1.3 检查条件通常情况下,PE热熔焊缝的检查只能针对外表面,进行目视检查。
1.4 缺陷部位PE热熔焊缝的缺陷主要产生于焊缝的中间未熔合和错口。
1.5 超声波信号判断由于PE材料的声学特征,其衰减严重,超声波传播困难,信号不易判断。
2 超声波检测技术超声波是一种频率高于人耳可以听到的频率(20 Hz-20 kHz)的声波,属于声波的一种,因此在传输过程中,需要服从波的传输规律。
PE管超声检测技术的研究
I
南昌航空大学硕士学位论文
摘要
Abstract
In recent years, the PE pipe (Polyethylene pipe) has been extensively applied. It is mainly used to transport water and repair the damaged pipe. After PE pipe being greatly applied, the inspection of the quality of the butt fusion part of the PE pipe needs to be resolved urgently. Now our country mainly depends on strictly controlling the construction of the butt fusion and the vision inspection method. An effective nondestructive testing method for PE pipe detection is imminently required. Because of the special material characteristic and the field requirement, ultrasonic testing is fixed on for PE pipe inspection. However, there still exist a great many difficulties in the detection of the PE pipe. The dissertation starts by systematically analyzing the fundamental theory of ultrasonic testing. By doing the mechanics characteristic experiments and studying the acoustics function of the polyethylene pipe, a special angle probe of longitudinal wave has been developed in this dissertation. The double probe testing is used in PE pipe’s ultrasonic testing. The polysulfone (PSF) is adopted as the material of the wedge of the probe. By the experiments of detecting on the PE pipe, the result conforms to the ultrasonic examination standard for PE pipe, JB/T 10662-2006. The quality of the inspected material must be evaluated, which is the final purpose in the detection. According to the ultrasonic examination standard for PE pipe, JB/T 10662-2006, the characteristics of the inspection signal of the PE pipe are distilled. Then the principal component analysis method is used to reduce the dimensions of the characteristics. The experiential equation, which is between the principal component of the characteristics and the pressure of the defect wave, has been ascertained by the multivariate analysis. Thus the evaluation regions are obtained by the experiential equation and the standard. The equation is verified by experiments, the result shows that its accuracy attains 83.23%.Therefore the credibility of the inspection of the PE pipe is enhanced by the above defect evaluation method. Furthermore the groundwork to develop the automatic inspection instrument of PE pipe is done by this method. Keywords: Ultrasonic testing, Probe, Principal component analysis, defect evaluation
聚乙烯(PE)管纵波单斜探头超声波检测
接 ,以使 管材 和管 件 温度 一致 。在 寒 冷气 候 ( 5 以 一℃ 下 )和大 风环 境 条 件 下进 行 连接 时 ,应 采取 保 护措 施
或 调整 连接 工 艺 。P 管连 接 时管 端应 保证 洁净 ,每次 E
收 工时 管 口应 临时 封堵 ,防 止杂物 进入 管 内。
到 :没有 发现横 波反 射 ,这 样有 利 于缺 陷识 别 。
量 。经 测试 ,聚 乙烯 内超 声 波 衰减 系 数较 高 ,但在 较
低 频率 下 ,衰 减 系数 略 低于 较 高频 率 ,所 以使 用低 频 探头 更容 易得到 较强 的反射 波 。 衰减 系数 的 测量 可使 用超 声 波探 伤 仪 ,在 所 测 表
2 2超声波衰减严重 。
超 声 波 衰减 是 在超 声 波传 播 过程 中 ,能力 随 距 离 增加 逐渐 减 弱 ,信 噪 比逐 渐增 加 的 现象 ,包括 扩 散 衰
减 、散 射 衰 减 、吸 收衰 减 。 由于 分子 结 构 不 同 ,超声
波在聚 乙烯 中的衰 减规律 与在 金属 中明显不 同 。 从 超声 波检 测 原理 可 以看 出 , 果衰 减严 重 , 如 测量
般 要 求 寿命 为5 年 ,燃气 管道 大 多 作为 城 镇公 用 管 0
道 ,一 旦 发生 燃气 泄 露有 公 共 危 险 ,社 会影 响重 大 ,
因此保 证P 管 连接接 头质 量具 有重要 意义 。 E
1 P管埋藏缺陷 E
2 P管声 学特点 E
P 管 连 接 前 , 应对 管 材 和 管 件 及 附属 设 备 按 设 E
如 果 天气 条件 不 好 或周 围环境 恶 劣 时 ,难 以保 证 P 管 的管端 洁净 ,容 易产 生不 合格 的P 管连 接接 头 。 E E 但 是 ,在P 燃 气管 安 装监 检 中 ,笔者 发现 有 的安 装单 E 位 仍然 在 天气 条 件 不好 或周 围环境 恶 劣 时施 工 ,在 热
燃气用聚乙烯(新新PE)管热熔焊接接头超声波检测探究简介
近年来,聚乙烯(PE)管材在中低压燃气管网得到了广泛的应用, 其中热熔对接焊接是最常用、最经济的连接方式。但是在热熔对接焊 接过程中,管道焊接区域材料结构和性能可能发生变化,焊接过程中 不可避免地产生一些焊接缺陷。因此,有必要对燃气用聚乙烯管焊接 质量的无损检测展开研究。
力学性能 优
良
比较差
5 <100% 极差
图 3-1
图 3-2
图 6 含缺陷试样实物图
图 3 为试样拉伸断裂后的截面,从图中可以发现,断口均比较
整齐,脆性断裂且断裂位置均位于焊接接头结合面处;由图 3-1 拉伸
试样的断裂面处清晰可见内部存在着一个直径约为Φ2mm 的 气 孔 ,
图 3-2 拉伸试样内部存在着冷焊。这两个试样在超声波检测时,均被
系统等级判定为 5 级,超声波检验表明其内部存在严重的缺陷,这与
拉伸实验结果和目测断口表面结果是一致的。
研究发现:
(一)、超声回波脉冲技术可用于燃气用聚乙烯热熔对接焊接接头无
损检测,超声波可有效的识别热熔接头内部缺陷,缺陷、波形及等级
存在对应关系。
(二)、超声波系统等级评定与断裂伸长率之间存在对应关系,并得
熔接区域反射——差的接头 Ultra-Mc 分级(class): 4 或 5
通过熔接区域的部分反射——好或差 Ultra-Mc 分级(class): 2 或 4
图 2 Ultra-Mc 系统分级原理
焊接接头的力学性能与 UT 等级间的关系:见下表
UT 等级 1
2
4
断裂伸长率 >400%
400%~300% <300%
可保存检测记录。
实验证明,超声波检验等级评定与断裂伸长率存在对应关系,焊
PE管超声检测技术的研究
民营 科技2 0 1 7 年第7 期
P E 管超 声检测 技术 的研 究
高 野 程 岩
( 哈 尔滨 市产 品 质 量 监 督 检 验 院 , 黑龙 江 哈 尔滨 1 5 0 0 0 0 )
摘 要: 针 对P E 管超声检测技 术的研 究问题进行探讨 , 具体 内容 包括 有P E 管的制做步骤与程序、 P E 管的组装与步骤分析 以及P E 管 超声检测技术研 究问题的影响 , 对其 出现的 问题进行一 系列分析并提 出相应的改善 办法。 关键词 : 超 声检 测; P E管; 声速 ; 声衰减 系数 ; 信号处理 目前 , 由于现代 科学技术 的发展 , 高分子科 学也 在极速 的发 展 中 ,而且 这些高分 子材料也 正在被广 泛 的应 用于 人们 的生活 中。制作P E 管的材料就是一 种高分子材料 , 也口 q 做 聚乙烯 , 它是一 种性 能 良好 、 可塑性 强的多分子 聚合材料 , 制作 P E 管 就是它广 泛 应用 中的一种 。我国是 一个国土面积庞 大 、 人 口众多的经济发 展 型 国家 , 因此它每年 的钢材需求量也是 极其 巨大 的 , 就 目前来 说 , 与纵 波声 速测量相 比 , 横波声 速的准确测量更 困难 。由于多 数方 法只能利用始波和一次底 波测量横波声 速 , 测量 结果 的准 确 性不高 。横 波声 速测 量方法采用横波斜探头 ( 前沿长度 为L 0 ) 在试 样 的A A面上 , 前后移动探头 找到最高 幅度 的端角反射 回波 , 保存
此A 扫描波形 。用卡 尺量 出端 点到探头前端 的距离L l 和试样厚度 L A, 则从横波入射点算起 的声程h l = L 2 A + ( L I + L 0 ) 2 。同样 , 在 同一 我 国生产 P E 管声 学材料 的企业一般使 用现代 高科技来 达到更少 试样 的B B 面上 ,找到最 高幅度 的端角反射 回波并保存 A 扫 描波 的资源来生产更多 、 品质更多好的P E 管 的 目的。但是这种技术 的 形 , 声程h 2 = 8 N D T 无损检测 。 实 际操作 中由于距离和探头前沿的测 应用还处 于不太成熟 的时期 ,I ; E  ̄ N P E 管超声检 测技术 的研究 问 量误差较大 , 横 波声速测量误差也很大 。对加 工的P E 管试样测 量 题, 因此对 于用现代 科技来生 产P E 管 来说 , 它具有 一定 的管理优 误差范 围约 ̄ 7 5 m / s 。 势, 但是也会存在着许 多劣势 , 比如我国高科技性 能材 料的生产 、 3 回波信号 的小波处理技术
论PE管道检验中超声检测的重要应用
必会 为 工程 使 用 埋下 隐患 。期 间 ,从 我 国现有 管 道施 工 环 境 来 过 超声 检测 措 施将 无 损 检 测理 念 落 实 ,以此 既 优化 了管道 检 测
看 ,PE管 道焊 接 质量 仍 旧采取 压力 检测 法 ,通 过一 定荷 载 力 变 质量 水 准 ,同 时更 提升 了检测 效 率 ,为后 续 管道 施工 提供 了扎实
续性提供 了保障 。但在实际管材体系构建期间,PE管道在密封 落 实 期 间 ,不 但 能 够 凭 借 完 善 的超 声 接 收仪 器 ,确 定 声 速 环 境
性与 管 道缺 陷 检测 中仍 旧存 在 较 多难 题 ,若 无 法 有效 解 决 则 势 中出现 的差 异性 ,以此判 定 缺 陷位置 与具 体状 况 ,同时更 可 以通
法选 择 以及 测定 研 究 ,确 定 PE管 道 内潜 在 的 问题 ,以便 为后 续 此类 声 速 差 异 性 影 响 源 于超 声 检 测 仪 器 所 选 取 的 始 波 与 底 波
工 程 体系 的 构建质 量 提供 保 障。
时间差值 ,在超声检测开展期间 ,因为超声波宽度存在差异性 ,
道系 统 在使 用期 间存 在 多处 潜 在 隐患 ,若 施 工 流程 操 作 不 当 , 公式需要根据管材厚度与时间差的比例分析 ,以此确定管材声
便 极 易对 施工 技 术人 员 的生命 安全 造成 影 响 。故而 ,在构 建 PE 速 传 导 的效 率 ,并 拟 定 相对 专业 化 的标 准 ,以此 为 后 续 施 工 体
陷属 于 内部 缺 陷 ,在渗 透 法 落 实时 同样 无 法 获 取全 面 的数 据 ; 的影 响 ,凡 是 与 时间 相关 联 的波形 都 会 出现不 同程 度 的丢 失 或
聚乙烯管热熔对接焊缝超声检测实验研究
聚乙烯管热熔对接焊缝超声检测实验研究王海涛;吴琼;康正亮;胥凯晖;龙盛蓉;李秋锋【摘要】PE管作为燃气运输管道已得到越来越广泛的应用,但PE管热熔焊对接接头的内部质量仍然没有找到可靠的无损检测方法.提出超声无损检测方法对焊接接头进行检测,首先分析了超声检测原理,然后设计和制备含缺陷的PE管焊接接头试块,通过建立实验测试系统,选择和标定测试参数,选用2 MHz纵波对试样进行超声检测,衰减系数约为0.633 dB/mm,实际K值约为0.94.检测结果表明,采用超声纵波倾斜入射的方式对焊接接头内部缺陷有很好检测灵敏度,可以获得缺陷位置,误差约为1~2mm,可以满足工程需要,但是对于缺陷的定量还需要做进一步研究.【期刊名称】《失效分析与预防》【年(卷),期】2016(011)004【总页数】5页(P203-207)【关键词】聚乙烯管道;超声检测;对接焊接接头【作者】王海涛;吴琼;康正亮;胥凯晖;龙盛蓉;李秋锋【作者单位】江西建工第二建筑有限责任公司,南昌330001;无损检测技术教育部重点实验室(南昌航空大学),南昌330063;人民解放军94829部队,南昌330201;人民解放军94829部队,南昌330201;无损检测技术教育部重点实验室(南昌航空大学),南昌330063;无损检测技术教育部重点实验室(南昌航空大学),南昌330063【正文语种】中文【中图分类】TB52自20世纪 60 年代将聚乙烯管(PE管)用于管道燃气输送工程以来,该材料以耐腐蚀性能强、焊接性能优异、柔韧性佳、流通能力大、施工效率高、经济性好、使用寿命长等优点,在全球燃气领域得到迅速推广,现在欧美发达国家的燃气管道几乎100%使用聚乙烯管,我国在经过多年的尝试和实验后,目前在燃气管道行业已开始大规模地应用聚乙烯管取代钢管[1-2]。
PE材料是一种结晶度高、非极性的热塑性树脂材料,PE燃气管道主要成分是高密度聚乙烯(HDPE),目前国家规定允许使用的两种连接方式分别是热熔和电熔焊接方式。
聚乙烯管道元件的超声检测
Ab s t r a c t :S t u d i e d t h e a c o u s t i c c h a r a c t e is r t i c s o f t h e p o l y e t h y l e n e p i p e i f t t i n g b y t h e c o mb i n a t i o n o f v a i r e t i e s o f p r o b e s .T h e o p t i ma l d e t e c t i o n p a r a me t e r s f o r l a r g e t h i c k n e s s p o l y e t h y l e n e p i p e i f t t i n g w e r e o b t a i n e d t h r o u g h c o n t r a s t t e s t , a n d s u g g e s t i o n s or f t h e p r o b e i mp r o v e me n t w e r e p r o p o s e d .I t wa s f o u n d t h a t w h e t h e r t h e d e t e c t i o n r a t e
溶剂 ,吸 水 性小 ,电绝 缘性 能 优 良。P E管 的 使用 领域 广泛 .其 中给 水管 和燃气 管 是其 两个 最大 的 应 用市 场 [ 1 1 。 本文 的检 测对 象 为大厚 度 的管法 兰 ( 如 图 1所
PE 管焊缝缺陷超声检测效果的模糊评价
接近遥
2.2 缺陷检测实验 采用 HS620 超声波探伤仪和 5 种类型探头参
照标准 JB/T 4730.3要 要要2005 分别校正声速尧零偏尧 前沿尧K 值袁在人工预制横孔缺陷的对比试块上制作 距离-波幅曲线渊DAC 曲线冤后袁对焊缝处含有气孔尧 夹杂尧裂纹尧脱层的 PE 管试块分别进行探伤遥 如图 4 所示袁 其中 q 是缺陷距焊缝中心线的距离袁S3 是缺陷 波幅最大反射点至试板左端的距离袁q 和 S3 确定缺 陷的位置遥 S1 是缺陷左端至试板左端的距离袁S2 是缺 陷右端至试板左端的距离袁S2-S1 即为缺陷宽度 L遥探 伤结果见表 1遥
0引言
近年来袁塑料管因其良好的耐腐蚀性尧成型加工
收稿日期院2015-12-26曰收到修改稿日期院2016-03-04 基金项目院四川理工学院人才引进项目渊2009xjkRL003冤 作者简介:王仕芳渊1989-冤袁男袁湖南永州市人袁硕士研究生袁 专业方向为塑料管无损检测遥 通信作者院李 俊渊1971-冤袁男袁四川南充市人袁教授袁主要从 事计算机测控技术及塑料无损检测工作。
率越高衰减就越大袁同时为了超声检测时有足够的穿 透性和灵敏度袁使用频率又不能太低袁故采用 2 MHz
或 2.5 MHz 的检测频率遥 而高衰减限制了收发探头
之间距离袁但可以调整楔形块的角度使之适合缺陷信 号显示袁因此选用 63.4毅或 68.2毅的折射角渊即 K 值取 2 或 2.5冤遥 由于管道检测面为曲面袁传统的平面型超 声斜探头与被检测面的接触均为线接触袁造成超声
国内外的研究热点[8-9]袁相关研究已获得一些进展袁如 超声波衍射时差法渊TOFD冤尧超声相控阵列技术检测
塑料熔接管道缺陷[10-12]遥 然而袁基于 TOFD 和超声相控阵列技术的检测方
聚乙烯管接头相控阵超声检测系统的研制与评价-PolyTest
聚乙烯管接头相控阵超声检测系统的研制与评价DEVELOPMENT AND ASSESSMENT OF A PHASED ARRAY ULTRASONIC INSPECTIONSYSTEM FOR POLYETHYLENE PIPE JOINTSMike Troughton, Malcolm Spicer and Fredrik Hagglund, TWI Ltd, Cambridge, UK摘要描述了专门用于检查直径高于1000mm(39英寸)的聚乙烯(PE)管道中的热熔对接(BF)和电熔(EF)接头的相控阵超声波系统的发展,包括检查技术,程序和设备。
还描述了在实验室和现场进行的用于评估原型检查系统的试验。
本文描述了一个名为TestPEP的欧洲资助的研究项目,该项目涉及来自七个国家的17个组织,设计,制造和验证用于检查管道到管道和管道的坚固耐用的相控阵超声波检测(PAUT)系统。
聚乙烯管中的热熔对接和电熔接头(弯头,减速器和三通)。
介绍欧洲目前在安装过程中确保聚乙烯管中热熔对接和电熔接头质量的做法是,记录所使用的熔合参数,同时对熔合接头进行目测检查,并进行短期静水压试验,辅以破坏性试验采用对从关节切下的标本进行短期测试的样本。
但目测检查只能检查管接头的外表面,它不能提供是否内部存在缺陷或冷融合的关节(由于分子链渗透不足或在界面处共结晶导致的不完全或部分熔合,导致在经受短期机械测试时发生脆性破坏模式)。
此外,以前在TWI [1,2]的工作表明,静水压试验只会导致有重大缺陷的热熔对接和电熔接头失效。
另外,即使接头有缺陷,将缺陷部位包括在准备进行机械测试的切割样品中的可能性仍然很小。
并且如果对接头进行机械测试,然后用未知质量的接头替换它,仍然不能确保管道的完整性。
体积无损检测可以提供对整个管道的完整分析,不会破坏管道的接头。
因此,这是唯一可以确保安装聚乙烯管道中接头完整性的方法。
所以为了做到这一点,无损检测技术必须被证明能够检测到所有可能的降低管道关节完整性的缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1) 智能型超声波检测仪测量的声时读数在材 料中传播的时间比模拟型超声波检测仪测量的时间
1 1 4 2008 年 第 30 卷 第 2 期
©
8
略长 ,两类仪器检测环氧树脂试件的声速相对误差 为 0. 4 %。
智能型超声仪也具 有采样频率为 10 M Hz ,相 邻采样点时间间隔为 0. 1μs 的功能 ,即声时读数精 度为 ±0. 1μs 。但是通常此时智能型超声仪显示的 波形周波很宽 ,首波与水平线的连接呈圆弧状 ,因首 波不陡峭 ,时常会造成更大的读数误差 ,所以通常不 采用 10 M Hz 采样频率。但 U2sonic 智能型超声仪 通过计算机程序处理 ,可在采样频率为 10 M Hz 、声 时读数精度为 0. 1μs 的时候 ,超声接收波形仍然显 示类似 CTS225 型仪器的周波宽度适宜 、首波较陡 峭的波形。
试验研究
ND T 无损检测
PE 管 超 声 检 测 试 验
于润桥1 ,徐长英2 ,罗水云1 ,王龙文1 (1. 南昌航空大学 无损检测技术教育部重点实验室 ,南昌 330063 ;
2. 南昌航空大学 计算机学院 ,南昌 330063)
摘 要 :测量了 P E 管的纵横波声速及 PE 管热熔焊缝声衰减系数 ,确定了 PE 管材料的声学 性能。采用小波域去噪理论去除噪声 ,提高了检测回波的信噪比 。试验表明 ,超声检测方法适用于 P E 管热熔焊缝的焊接质量检测 。
样的声衰减系 数进行了测定 。同时 ,由于 PE 材 料 晶粒散射噪声严重 ,提出一种基于二进离散小波变
4 结语
换软阈值的去噪方法 ,去噪效果良好。研究表明 ,超
声检测是一种有效的用于的 P E 管热熔焊缝施工现
www.bzfxw.com 建立了声速测量系统 ,对 PE管的横、纵波速进
行了测量 ,并且对几 种典型 P E管热熔 焊缝材料试
关键词 :超声检测 ; PE 管 ; 声速 ; 声衰减系数 ;信号处理 中图分类号 : TG115. 28 ; TQ317. 3 文献标识码 :A 文章 编号 :100026656 (2008) 0220112203
The Appl icat ion s of Ultra son ic Test in g f or PE Pipe
0 . 145
2008 年 第 30 卷 第2 期 113
©
8
于润桥等 : P E 管超声检测试验
ND T 无损检测
3 回波信号的小波处理技术
P E 材料的晶粒大 ,超声波散射噪声强 ,缺陷回
波湮没在草状和林状杂波中 ,基本无法区分缺陷波
的位置和波幅大小 ,即无法进行超声检测 。为此 ,应
用 Donoho 的基于软阈值处理思想的小波域去噪理
试
尺寸
样
/ mm
1
127 ×81 ×40
探头所放 端面/ mm
81 ×40
声衰减系数 / dB ·mm - 1
0 . 074
2
125 ×32 ×16
125 ×32
0 . 078
3
RB2< 3 试块
150 ×110
0 . 07
4
84 ×82 ×16
84 ×82
0 . 11
5
121 ×62 ×18
121 ×62
所示。
表 1 P E 管纵波声速测量结果
试 试样厚度 纵波声速 试 试样厚度 纵波声速
样
/ mm
/ m ·s - 1
样
/ mm
/ m ·s - 1
1
37. 96
2 641
4
15. 54
2 923
2
18. 44
2 525
5
16. 28
2 568
3
40. 02
2 360
由于 PE 管材料的组织较粗大 ,对超声能量的
论 ,根据仪器电噪声、材料散射噪声和缺陷回波在多 尺度小波变换下的特性给出一种随尺度变化阈值的
(a) 加噪 后的检测回波波形
确定方法 ,以尽量减小对去除噪声后的检测回波的
损失。
根据缺陷回波信号和噪声的小波变换特性 ,抑
制杂波的结果如图 4 所示 。图 4a 为加噪后的检测
回波 ,平底孔回波湮没在强烈的噪声杂波中 ,难以分
辨 。图 4b 为采用去噪方法处理后的检测回波 。很
明显 ,处理前后平底孔回波的最大波幅基本不变 ,而 经过去噪处理后噪声的最大波幅比原始回波降低了
( b) 对加噪回 波处 理后 的波形 图 4 采用小波处理前后波形对比
4. 07 倍 ,信噪比提高约 12. 2 dB 。该去噪方法能保 证超声定量探伤的准确性 。
超高分子量聚乙烯是一种物理机械性能十分优 异的热塑性工程材料 ,由其加工而成的 PE 管具有 耐腐蚀 、密封性好和韧性好等特点 ,近几年在管道输 送及修复领域得到广泛应用[ 1 ] 。
P E 管的连接 是整个 P E 管安装过程中最重要 的工序 ,连接技术的优劣直接关系到管道的运行寿 命 ,通常可采用热熔连接与电熔连接 。目前常用于 检验 P E 管焊接质量的方法为压力检测法 ,该方法 只能检测大的焊接缺陷 ,对较小的焊接缺陷(如未焊 透) 则无能为力 ,导致在 P E 管修复施工过程中质量 事故时有发生 。因此开展 P E 管热熔焊缝缺陷检测 技术的研究对 PE 管的应用具有重要意义[2 - 4 ] 。
衰减较大 ,导致不同方向上 声速测量值有所 差异 。
除测量误差外 ,声速测量值也受探头在试样上的测
量位置和方向的影响 。
1. 2 测量横波声速 与纵波声速测量相比 ,横波声速的准确测量更
困难。由于多数方法只能利用始波和一次底波测量
横波声速 ,测量结果的准确性不高 。横波声速测量 方法如图 2 所示 ,采用横波斜探头 (前沿长度为 L0 ) 在试样的 AA 面上 ,前后移动探头找到最高幅度的
超声探头采用自行改进的宽带直探头 5P14Z , 中心频率 5 M Hz ,带宽 3. 1~6. 9 M Hz ,耦合剂为机 油。用接触法在 P E 管试样中产生超声纵波 ,将 直 探头置于加工平整的试样端面上 ,测量底端的 1~5 次反射底波 。试验中为减少随机干扰 ,通过软件方 法对采样信号进行 10 次累积平均滤波 。图 1 为试
Y U Run2Qia o1 , XU Cha ng2Y ing2 , LUO Shui2Y un1 , WA NG Long2Wen1 (1. Key Laborator y of No nde st ructive Te st ( Ministr y of Education) , Nancha ng Hangkong Univer sity , Nanc hang 330063 , China ; 2. Nancha ng Univer sity of Aeronautic s Fac ulty of Comp uting , Nanc hang 330063 , China) Abstract : By mea suring the longit udinal a nd shear wave velocity of P E pipe and it s ultra sonic attenuation of hot2 melt weld , the acoustic prope rtie s of PE pipe wa s determined. Wavelet denoising technique was used to r emove noise , and it improve d the monitoring of the ec ho signal2to2noise ratio. Expe riments showed that ultr asonic testing met hod wa s suitable for the weld qualit y testing of P E pipe. Keywor ds :Ultra sonic te sting ; PE pipe ; Sound velocity ; Ultrasonic attenuation ; Signal proce ssing
1 PE 管的超声纵横波声速测量
实际 PE 管热熔焊缝超声探伤中需要测量材料
收稿日期 : 2007204225 作者简介 : 于润桥 (1963 - ) ,男 ,教授 ,研究方向为电磁超声检测 技术 、信号处理和系统工程应用。
1 1 2 2008 年 第 30 卷 第 2 期
©
8
的声速 ,尤其是准确测量横波声速 。声速的测量方 法有多种 ,但其基本原理都是声速 = 距离/ 时间。采 用以计算机为处理中心的数字超声无损检测系统来 测量纵横波 声速。超声探 伤仪选用 TS22028 型 数 字式超声探伤仪 ,探头采用 5P14Z ,5P20Z ,2. 5P14Z 和 2. 5P12 ×15K1 等多 种纵波直探 头和横波斜 探 头。模/ 数转换卡 (A/ D 卡) 采 样频率 为 40 M Hz 。 通过信号转接卡将全波 (未检波信号 ,即射频信号) 和半波信号 (检波的射频信号) 在 P IV 计算机显 示 屏上显示并保存到硬盘上 。超声回波信号通过处理 软件可作放大 、时间间隔提取和频谱分析等处理[5 ] 。 1. 1 测量纵波声速
δ———反射损 失 ,每 次反射 约为 0. 5 ~
1 dB ,对 P E 管取 1 dB ;
d ———工件厚度 。
几种典型 P E 管热熔焊缝材料试样的声衰减系
数检测 结果见表 2。而一般碳 钢的声衰 减系数 为
0. 03~0. 01 dB/ m m 。
表 2 PE 管热熔焊缝材料试样的声衰减系数测量结果
×15 K1 斜探头 , 以甘油为耦合 剂 ,测得 PE 管的 横
波声速为 1 632 m/ s 。