Hiibot3D设计和打印机使用说明书
3D打印机使用说明
3D打印机使用说明1. 介绍1.1 概述:本文档旨在提供关于如何正确和安全地操作3D打印机的详细指导。
1.2 目标读者:适用于所有需要使用或了解3D打印技术的人员。
2. 安装与设置2.1 硬件要求:列出所需硬件设备,并描述其功能和规格。
2.2 软件安装:步骤化说明如何、安装并配置相关软件以使其与3D打印机兼容。
3. 打开及关闭操作流程- 描述从启动到正常运行直至关闭整个过程中应遵循的具体步骤,包括:- 打开电源;- 启动系统;- 加载模型文件;- 设置参数(例如温度、速度等);- 开始/暂停/取消任务;–关闭系统;4.材料准备–不同类型可用材料, 并对每种材料进行简单介绍。
–提供存储这些原来的建议方法和条件.5.模型设计–建议用户选择合适尺寸和形状来确保成功完成构造.–探讨一些最佳实践和技巧,以优化模型设计.6.打印参数设置–详细说明如何调整3D打印机的各种参数(例如温度、层高等)来获得最佳效果。
–提供一些常见问题解决方案。
7. 故障排除- 列出可能遇到的故障情况,并提供相应的解决方法。
包括但不限于:- 打印质量下降;- 线路连接错误;–设备无法启动或停止;8. 安全注意事项8.1 使用环境:描述使用3D打印机时需要满足的安全条件和要求。
8.2 操作规范:操作过程中需特别注意并遵守的安全措施。
9.文档涉及附件:–在此处指明所涉及文件名称, 格式和位置.10.本文所涉及法律名词注释:A) 法律名词A 的定义;B) 法律名词B 的定义;。
3d打印机进阶使用指南

3d打印机进阶使用指南安全事项1.电源按键与用电安全事项3d打印机的前面板和后面板上两个一个电源开关。
前面板的电源开关控制打印机的启停,关闭后设备内仍有部分电路处于供电状态。
后面板的电源开关负责输入电源的通断。
只有关闭后面板的电源开关,才能完全切断打印机内部的供电。
因此,如果长时间不使用打印机,务必要关闭后面板的电源开关。
切记,如果需要搬动打印机,或打开打印机底板盖板进行维修,一定要关闭后面板电源开关,并将电源线从打印机上拔除。
2.打印机的输入电压在国内销售的3d打印机输入电压为220V交流电。
用户如要在美国等使用110V交流电的地区使用本3d打印机,应购买110V输入电压的机型。
如想将已购买的220V输入电压机型带至110V电压地区使用,应与客服联系,由厂家派技术人员上门进行设备调整。
3.打印中途的暂停与紧急中止打印过程中如需暂停打印,按下控制面板上的OK键,在出现的菜单中选择Pause项。
如果打印过程中出现紧急情况需要立即中止打印,可直接按下前面板的电源开关切断电源。
设备使用注意事项1.避免加载与退出料丝时喷头电机空转使用Replicatorg的控制面板或是打印机控制菜单中的Filament Load和Filament Unload 功能,可以手动控制料丝的加载与退出。
但在手动控制时,一定要掌握好料丝加载的顺序与喷头电机运转的时间。
具体来说就是,进行手动进丝时,要先插入料丝,再运转喷头电机,进行退丝时,喷头电机只需反向运转5至10秒钟,就可关闭电机拔出料丝。
喷头电机在没有插入料丝的情况下空转,会迅速磨损挤出机构中的送料齿轮,导致喷头送丝力矩下降,引发喷头在打印时无规律的堵塞现象。
2.喷头的手动加热注意事项如果使用Replicatorg的控制面板对喷头的温度进行手动控制,有两个注意事项。
一是喷头的最高温度不可超过240℃,温度过高会损坏喷头加热组件,并有可能引发喷头挤出结构中的塑料部件发生变形,导致喷头无法吐丝。
3d 打印机快速使用指南说明书

3D打印机快速使用指南请仔细阅读此说明书目录A:让我们开始3D打印之旅-打印机安装与使用时注意事项-打印机的工作原理-您需要了解的专业知识B:准备好您的3D打印机-3D打印机功能图示-拆开3D打印机的包装-了解载物平台--热床-组装您的耗材支架-连接电源并尝试开机C:开始打印前的准备工作-了解喷头与热床的自动调平功能-自动调平指南-将耗材正确穿入挤出机并使喷头正常出丝-运行SD卡内的测试程序D:学习使用切片软件-认识CURA软件E:故障排除、屏幕操作、以及设备维护-常见故障及排除方法-LCD屏幕菜单及功能简介-设备日常维护及维修-如何更换耗材-调整与更换调平传感器-2/32让我们开始3D打印之旅吧!本用户指南的目的是开始您的3D打印之旅,跟随指南的指引您将以最快的速度了解如何使用SMARTMKAER系列3D打印机。
即使您已经在使用本公司的其它3D打印机产品或者其它类型的3D打印机,但仔细阅读本说明书仍是非常有必要的,当您阅读完毕后,您会发现本台3D打印机的与众不同之处。
警告:SMARTMKAER系列桌面3D打印机在工作时会产生高温,包括移动部分均可能对您造成伤害。
3D打印机在工作时或者没有完全冷却时,请不要操作机器内部部件。
注意:如果要对SMARTMKAER系列3D打印机进行维护维修工作,请务必关闭电源开关并断开电源连接。
——3D打印机放置与使用注意事项在安装和使用本机之前,请务必阅读以下内容。
请勿尝试任何用户手册中没有描述的方法来使用本机,避免可能造成的意外人身伤害和财产损失。
使用环境的要求:1本机适合放置在通风、阴凉、干燥和少尘的环境内。
2使用时注意打印机周围环境的散热,避免放置在地毯上或者紧靠墙壁放置。
3请勿将本机放置在易燃易爆物品或高热源附近。
4请勿将本机放置在振动较大或者其他不稳定的环境内。
5请勿在本机上堆积重物。
3/32安装前:1设备内有高压电源,切勿拆开外罩,进行修理和改造;2放置到儿童无法接触到的地方,以免儿童触碰设备造成烫伤或其它伤害;3请使用本机附带的电源线。
3D打印机产品说明书
3D打印机产品说明书产品名称:3D打印机产品型号:XXX发布日期:XXXX年XX月XX日一、产品概述3D打印机是一种创新的生产工具,通过使用数字化设计数据,能够将各种材料逐层堆积,以创建物体的三维实体。
本产品采用先进的3D打印技术,具有高精度、高效率和简便操作的特点,广泛应用于制模、教育、医疗、建筑等领域。
二、产品特点1. 高精度打印:本产品采用先进的激光光束熔化层叠(SLA)技术,可实现0.02mm的精度打印,确保打印结果的准确性和细腻度。
2. 多材料支持:本产品兼容多种3D打印材料,如ABS、PLA、尼龙等,用户可以根据需求选择适合的材料进行打印,满足不同应用场景的需求。
3. 快速打印速度:本产品采用升降平台设计,有效提高打印速度,节约用户时间成本。
4. 用户友好界面:产品配备了直观简洁的可视化操作界面,用户无需专业技能即可轻松操作,实现快速学习和上手使用。
三、产品规格1. 打印尺寸:200mm x 200mm x 200mm2. 打印精度:0.02mm3. 材料兼容性:ABS、PLA、尼龙等4. 打印速度:最高100mm/s5. 操作系统兼容性:Windows、Mac OS、Linux6. 连接方式:USB、无线WIFI四、产品安装与维护1. 安装:a)确保工作环境通风良好,并远离易燃物品;b)根据产品说明书,正确组装设备,连接电源;c)安装设备驱动程序并确保系统能够识别设备;d)执行校准程序以确保打印精度。
2. 日常维护:a)保持设备清洁,定期清理打印机表面和内部;b)定期检查和更换打印喷嘴,确保打印质量;c)定期检查传动系统和滑轨的润滑情况,确保设备正常运行;d)根据官方指导,定期进行设备固件升级。
五、注意事项1. 请勿在没有专业指导的情况下擅自拆卸或修理设备;2. 在使用过程中,注意设备周围环境的安全,避免发生意外;3. 请勿触摸正在运行的打印喷嘴,避免烫伤;4. 确保打印材料质量良好,以免影响打印效果;5. 使用过程中如遇到任何故障,请及时联系售后服务。
三维打印机设备说明书
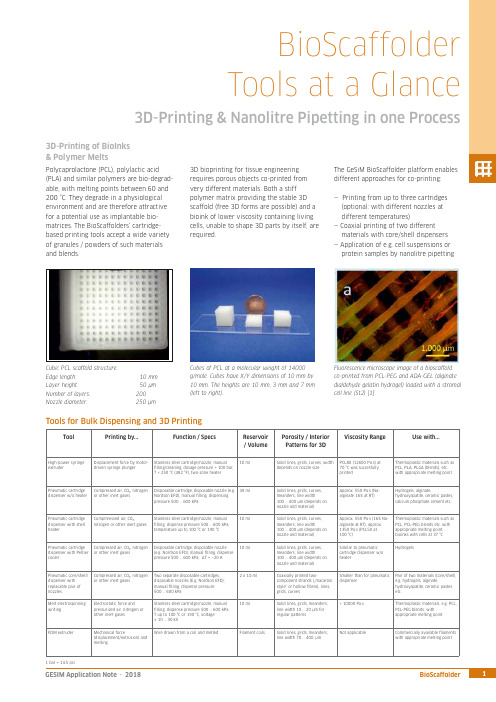
ToolPrinting by...Function / SpecsReservoir / VolumePorosity / InteriorPatterns for 3DViscosity Range Use with...High-power syringe extruder Displacement force by motor-driven syringe plungerStainless steel cartridge/nozzle; manual lling/cleaning, dosage pressure > 100 bar, T < 250 °C (482 °F), two-zone heater 10 mlSolid lines, grids, curves; width depends on nozzle sizePCL80 (12600 Pa·s) at 70 °C was succesfully printed Thermoplastic materials such asPCL, PLA, PLGA (blends), etc. with appropriate melting pointPneumatic cartridgedispenser w/o heater Compressed air, CO₂, nitrogen or other inert gasesDisposable cartridge, disposable nozzle (e.g Nordson EFD); manual lling, dispensing pressure 500 … 600 kPa30 ml Solid lines, grids, curves, meanders; line width100 … 400 µm (depends on nozzle and material)Approx. 550 Pa·s (Na-alginate 16% at RT)Hydrogels, alginate,hydroxyapatite, ceramic pastes,calcium phosphate cement etc.Pneumatic cartridge dispenser with shell heaterCompmressed air, CO₂,nitrogen or other inert gasesStainless steel cartridge/nozzle; manual lling, dispense pressure 500 … 600 kPa, temperature up to 100 °C or 190 °C10 mlSolid lines, grids, curves, meanders; line width100 … 400 µm (depends on nozzle and material)Approx. 550 Pa·s (16% Na-alginate at RT), approx. 1350 Pa·s (PCL50 at 100 °C)Thermoplastic materials such as PCL, PCL-PEG blends etc. with appropriate melting point, bioinks with cells at 37 °C Pneumatic cartridge dispenser with Peltier cooler Compressed air, CO₂, nitrogen or other inert gases Disposable cartridge, disposable nozzle (e.g. Nordson EFD); manual lling, dispense pressure 500 … 600 kPa, ΔT ≈ –20 K10 mlSolid lines, grids, curves, meanders; line width100 … 400 µm (depends on nozzle and material)Similar to pneumatic cartridge dispenser w/o heaterHydrogelsPneumatic core/shelll dispenser with replacable pair of nozzlesCompressed air, CO₂, nitrogen or other inert gasesTwo separate disposable cartridges, disposable nozzles (E.g. Nordson EFD); manual lling, dispense pressure 500 … 600 kPa2 x 10 mlCoaxially printed two-component strands (…macaroni style“ or hollow bres), lines, grids, curvesSmaller than for pneumatic dispenserPair of two materials (core/shell), e.g. hydrogels, alginate,hydroxyapatite, ceramic pastes etc.Melt electrospinning writingElectrostatic force andpressurized air, nitrogen or other inert gasesStainless steel cartridge/nozzle; manual lling, dispense pressure 500 … 600 kPa T up to 100 °C or 190 °C, voltage ± 10 … 30 kV10 ml Solid lines, grids, meanders; line width 10 … 20 µm for regular patterns> 10000 Pa·sThermoplastic materials, e.g. PCL, PCL-PEG blends, with appropriate melting pointFDM extruderMechanical force(displacement/extrusion) and meltingWire drawn from a coil and meltedFilament coilsSolid lines, grids, meanders; line width 70 (400)µmNot applicableCommercially available laments with appropriate melting pointBioScaffolder Tools at a Glance3D-Printing & Nanolitre Pipetting in one ProcessPolycaprolactone (PCL), polylactic acid (PLA) and similar polymers are bio-degrad-able, with melting points between 60 and 200 °C. They degrade in a physiological environment and are therefore attractive for a potential use as implantable bio-matrices. The BioScaffolders‘ cartridge-based printing tools accept a wide variety of granules / powders of such materials and blends.3D-Printing of BioInks & Polymer MeltsCubic PCL scaffold structure:Edge length: 10 mmLayer height: 50 µm Number of layers: 200Nozzle diameter:250 µmCubes of PCL at a molecular weight of 14000 g/mole. Cubes have X/Y dimensions of 10 mm by 10 mm. The heights are 10 mm, 3 mm and 7 mm (left to right).The GeSiM BioScaffolder platform enables different approaches for co-printing:— Printing from up to three cartridges (optional: with different nozzles at different temperatures)— Coaxial printing of two different materials with core/shell dispensers — Application of e.g. cell suspensions or protein samples by nanolitre pipetting3D bioprinting for tissue engineering requires porous objects co-printed from very different materials. Both a stiff polymer matrix providing the stable 3D scaffold (free 3D forms are possible) and a bioink of lower viscosity containing living cells, unable to shape 3D parts by itself, are required.Fluorescence microscope image of a bioscaffold co-printed from PCL-PEG and ADA-GEL (alginate dialdehyde gelatin hydrogel) loaded with a stromal cell line (St2) [1]Tools for Bulk Dispensing and 3D PrintingBioScaffolderTools at a GlanceTool Printing by...Function / Specs Reservoir/ VolumeInterior Patterns for3D ObjectsViscosity Range Use with...Piezoelectric pipette(optionally heatable)or Twin-TipUltrasonic wave; Twin-Tippipette allows kinetic mixingPipettor(s) with wash system, drop-on-demand dispensing, single drop volume100 … 400 picolitres, automatic ll-up,T < 100 °C96 well microtitreplate, max.120 µl/wellSingle spots of at least 80 µm,arrays, linesUp to 10 mPa·s All líquid samples, e.g. proteinsolutions, cell suspensions,solved polymers (two-componentsystems)Solenoid valvepipetteSolenoid valve andpressurized airPipettor with wash system, drop-on-demand dispensing, single pulse60 nanolitres, range up to microlitres,automatic ll-up96 well microtitreplate, max.120 µl/wellSingle spots, arrays, lines Up to 40 mPa·s All líquid samples, e.g. proteinsolutions, cell suspensions,dissolved polymersPassive pipette tips(Metal/Te on-coated)Diluter syringe displacement Pipettor with wash system, µl range,automatic ll-up96 well microtitreplate, max.120 µl/wellBulk dispensing of ml volumeson printed patternsLiquids (depends on tipsize)All liquid samples, e.g. proteinsolutions, cell suspensions,dissolved polymersPiezoelectricdispense valves (OEMcomponents)Piezoelectric valve andpressurized airCartridge dispenser, drop-on-demanddispensing, drop volume in the nanolitrerange (also heatable)3 ml Single spots, arrays, lines Approx. 50 … 200.000mPa·sHighly viscous liquids, e.g. glue,dissolved polymersPowder pipette Vacuum, compressed air Aspiration / dispensing of powder aliquotsin the µg rangemin. 1 ml Spots Solid materials Granular materials and powderReferences:[1] Tobias Zehnder, Tim Freund, Merve Demir, Rainer Detsch, Aldo R. Boccaccini: Fabrication of cell-loaded two-phase 3D constructs for tissue engineering, Materials 2016, 9, 887(Institute of Biomaterials, Department of Materials Science and Engineering, University of Erlangen-Nürnberg, Germany)[2] Stefan Giron, Anja Lode, Michael Gelinsky: In situ functionalization of scaffolds during extrusion-based 3D plotting using a piezoelectric nanoliter pipette, J. 3D Print. Med., 2017, 1,25 (Centre for Translational Bone, Joint & Soft Tissue Research, University Hospital Carl Gustav Carus & Faculty of Medicine, TU Dresden, Germany)Melt Electrospinning WritingThe Melt Electrospinning Writing Module(MES) uses electrical charge to draw verythin bres, typically in the micrometrerange, from a liquid or polymer melt.Depending on the experimental set-up,arbitrary and regular patterns can begenerated.The MES module for the BS3.x contains ahigh-voltage generator and a specialsubstrate support. Special dispense nozzlesand metal cartridges are required.The spun scaffold consists of stacked layers, eachrotated at 30 degrees. Printing was done withPCL 14,000 at 100 °C and 10 kV.SEM image, PCL 14,000, 15 kV, 100 °C, strutwidth is between 20 and 40 µmNanolitre PipettingThe pipetting module enables the partialfunctionalization of 3D-printed structuresby applying nanolitre amounts of cellsuspensions or protein solutions.Alternatively, micro-scaffolds from curableliquid samples are feasible.On the right: Fluorescein-labelled dots (green)printed at de ned XY positions on a scaffold thatwas printed from oil-based CPC (calcium-phoshatecement) paste [2]Tools for Liquid and Powder PipettingBottom layer with 20 µm strands, top layer with100 µm strandsOmniCure S1500: 200 W mercury UV lamp with selectable lters covering wavelengthsfrom 250 nm to 500 nm. Typical irradiation is in the range of 6 ... 28 W/cm².Camera with a wide range of lenses at different magni cationsOptical (OEM) Components。
3D打印机设置与操作指南
3D打印机设置与操作指南在开始使用3D打印机之前,正确的设置和操作是至关重要的。
本指南将为您提供详细的步骤和建议,以便您能够正确地设置和操作您的3D打印机。
请按照以下步骤进行操作。
1. 设置3D打印机在设置3D打印机之前,首先确保您已经正确安装了打印机的驱动程序和软件。
接下来,插入打印机的电源线并连接到电源插座。
随后,将打印机与电脑或其他设备连接,可以通过USB或Wi-Fi连接进行。
确保连接稳定并且设备已经被正确识别。
接下来,进行打印机的校准。
校准过程可能会因不同的型号而有所不同,但通常包括调整打印床水平度、检查和调整打印头的高度等。
确保校准过程完成后,打印机处于正常工作状态。
最后,根据您打印需求的材料类型和质量要求,选择合适的打印机设置。
这将包括打印速度、打印温度、层厚等参数的调整。
确保设置正确并进行保存。
2. 准备打印模型在进行打印之前,您需要准备要打印的模型文件。
您可以使用3D建模软件创建自己的模型,也可以从互联网上下载现有的模型文件。
无论哪种方式,确保您的模型文件与您的打印机兼容,并且是正确的文件格式。
进一步,使用切片软件将模型文件转换为打印机可以理解的指令。
切片软件将会将模型切割成一层一层的图像。
您可以在切片软件中设置打印参数,包括层厚、填充密度等。
确保所有参数都正确设置,以获得您所期望的打印结果。
保存切片后的文件并导入到打印机的控制软件中。
在控制软件中,您可以进一步检查模型的尺寸、位置和打印路径等。
确保一切设置正确并保存。
3. 打印模型一切就绪后,您可以开始打印模型。
在开始之前,确保打印床表面清洁,并根据需要使用合适的附着剂,以确保打印物能够牢固固定在打印床上。
接下来,启动打印机,并在控制软件中加载您准备好的打印文件。
检查打印路径、打印速度等设置,并确保打印机已经预热到适当的温度。
一切准备就绪后,您可以开始打印。
监控打印过程,确保一切正常。
如果发现任何问题,可以随时暂停或停止打印。
当打印完成后,等待打印物在打印床上冷却,并小心地将其取下。
wiiboox说明书
ห้องสมุดไป่ตู้
5.1.2. 工具栏................................................................................................................................. 16 5.1.3. 手动控制面板...................................................................................................................... 16 5.1.4. 模型操作面板...................................................................................................................... 17 5.1.5. 模型转换界面...................................................................................................................... 18 5.2. 常用脚本................................................................................................................................. 19 6. 脱机使用打印机 ......................................................................................................................... 20 6.1. 如何生成 x3g 文件并打印........................................................................................................ 20 6.2. 3D 打印机控制面板操作与设置............................................................................................... 21 6.2.1. 控制面板介绍...................................................................................................................... 21
海洛斯操作手册(说明书)
HIROSS恒温恒湿机房精密空调操作手册HIMOD系列北京****科技有限公司技术部2009年01月01日目录第一章HIMOD系列海洛斯空调概述 (2)型号多 (3)控制技术先进 (3)制冷系统 (3)送风系统 (3)加湿系统 (3)加热系统 (4)1.7其它 (4)第二章HIMOD系列海洛斯空调型号含义 (4)第三章有关空调的一些资料 (5)气流组织方式(详见下图) (5)盖板纽开启方式(详见下图) (5)空调重量(单位:Kg) (5)机组尺寸及维护空间 (6)第四章制冷循环管路示意图 (7)风冷却(A型) (7)水冷却(W型) (8)双冷源(D型) (9)单系统(C型) (10)双系统(C型) (10)第五章调速风机调速接线示意图 (11)第六章MICROF ACE概述 (12)概述 (12)面板简介液晶显示屏 (13)液晶显示屏介绍 (13)第七章MICROF ACE面板的操作 (13)第八章控制器的使用 (14)控制器(HIROMATIC)概述 (14)控制器的操作 (15)菜单结构 (17)第九章日常维护及特殊维护 (18)日常维护 (18)特殊维护 (19)第十章常见报警及处理 (20)低压报警 (20)高压报警 (21)加湿报警 (21)失风报警 (21)电加热过热报警 (22)显示器发黑 (22)空调不制冷 (22)附录1:参数列表 (22)附录2:报警内容列表 (26)附录3:各菜单项含义: (28)第一章HIMOD系列海洛斯空调概述HIMOD系列海洛斯空调(HIMOD空调)是当今世界上最先进的机房专用恒温恒湿机房专用精密空调。
随着IT业的突飞猛进的发展,各种布局、面积差别很大的机房如雨后春笋般纷纷出现了,使用环境也不一而同。
为适应各种不同要求的机房,新开发的海洛斯HIMOD系列空调应运而生。
她是在保留她的前一代产品HIRANGE系列机房空调的优点,又应用了当今世界上提高了的制冷技术及制冷部件制造工艺,使用当今最先进的模块化设计理念生产出来的高科技机房空调产品。
3D打印机设置用户手册
3D打印机设置用户手册欢迎使用我们的3D打印机!本用户手册将为您提供详尽的使用说明和设置指南,以帮助您快速了解和配置我们的打印机。
第一步:安装在开始使用之前,请确保您已经按照以下步骤正确安装3D打印机:1. 开箱检查:仔细检查包装盒,确保所有配件齐全。
如果有任何配件损坏或缺失,请立即联系我们的客服部门。
2. 组装打印机:根据附带的组装说明,将打印机的各个部件正确调整和安装好。
请务必仔细阅读说明书并按照指导操作。
3. 连接电源:将打印机正确地连接到电源插座,并确保电源开关处于关闭状态。
第二步:设备配置一旦你完成了打印机的安装,你就可以进行以下配置步骤来调整设备以适应你的需求:1. 导航菜单:打开打印机并导航至菜单界面。
通过使用打印机面板上的按键或旋钮,您可以浏览和选择不同的设置选项。
2. 语言设置:选择相应的语言选项,使打印机界面显示您熟悉和方便使用的语言。
3. 打印床平衡:根据提供的操作手册,使用打印机的平衡功能来确保打印床平衡且水平。
这一步骤对于获得高质量的打印结果至关重要。
4. 温度调节:根据您要使用的材料类型,调整打印机的温度设置。
不同的材料需要不同的温度来进行打印。
5. 打印速度和分辨率:根据您的需求和打印对象的复杂程度,调整打印机的打印速度和分辨率设置。
6. 连接设备:连接您的电脑或移动设备到打印机,以便您可以直接从电脑或设备上发送打印文件。
第三步:文件准备和打印在打印之前,请确保您已经成功完成前两个步骤。
以下是您需要准备和执行的步骤:1. 打印文件准备:使用3D设计软件创建或下载您想要打印的3D模型文件。
确保文件格式兼容并可以被打印机所认可。
2. 文件导入:将您的打印文件通过USB、SD卡或其他指定的介质导入到打印机中。
确保文件传输的可靠性和完整性。
3. 文件预览和调整:在打印之前,您可以在打印机的界面上对文件进行预览,并根据需要进行调整和修改。
4. 打印设置:根据您的需求和打印对象的要求,在打印机的设置界面上调整打印参数,如层厚度、填充密度等。
3D打印机使用说明打印须知

By 武尚卿
3D打印机硬件介绍
打印机喷头
开关
托盘,3D模型 成型位置
Байду номын сангаас
打印材料盒
废料盒 网线接口, 连接电脑
3D打印机使用说明
支撑材料盒
计算机设置
3D打印机使用说明
计算机设置
网 络 连 接 IP
工 作 组 名 称
3D打印机使用说明
客户端软件设置
导 入 建 模 文 件
①
最 佳 打 印 位 置 检 查
3D打印机使用说明
3D打印机使用说明
②
封 闭 性 检 查
③
用 料 估 计
④
估 计 量 及 打 印 时 间
3D打印机使用说明
客户端软件设置
当Slices大于4/总Slices(切记,一定要大于4)以后,点击Serve端显示 器界面中下面的红色按钮
3D打印机使用说明
打印须知
打印前需用沾酒精的丝巾擦拭打印机喷头 用打印机中perform pattern test测试喷头状态 打印完毕后,清理机内残余物,按先关闭软件 后关闭电源的步骤关闭打印机
3d打印机使用说明解

SD卡插入打印
设置好参数的打印文件保存Gcode(注意文件 名不能保存中文)然后拷入SD卡中。
插入电源线和SD卡
显示屏显示正常,轻按显示屏旁的旋钮,旋转选择print from SD(旋钮轻按为确定,旋转为上下选择)
选择保存好的打印文件轻按旋钮确认打印。如需要停止打 印,轻按旋钮然后旋转选择stop print。
3D打印机
产品介绍 配件安装说明 智能用户界面 时尚小巧外观设计 高质量3d打印输出
成型原理:熔融堆积 打印尺寸:200X200X200mm 打印层厚:0.1-0.3mm 打印速度:10-300mm/s
配件安装说明
1 .安装送料轴,旋紧壳体内部的三个固定螺丝 2 .送料电机螺丝拧松,材料安装(注意材料卷方向)
软件选择专业设置- 运行平台向导- 连接打印机- RESUME 使打印机的打印头和平台归初始位置。
打印机归位后拔掉电源线,数据线可拔可不拔 用一张A4纸的厚度来测量平台四个角和打印头的间隙,刚刚好则符合打印条件
若哪个角不平,就拧哪个角的平台支撑螺丝
插上电源线和数据线 导入打印文件,开始打印
设置打印参数 (图为打印参考)
3 .材料捅入打印头蓝色小孔,(注意深度,捅到 底,深入大约7CM)送料棒按入蓝色小孔
4 .拧紧送料电机螺丝,夹紧材料,保证送料
产品使用方法
1.数据线连接打印 2.SD卡插入打印
数据线连接打印
插入数据线和电源线,显示屏显示正常即可运行软件
打开设备管理器查看端口名称,然后打开软件机型设置选择相同名 称串口
注意事项1
红色按钮为热床温度控制按 钮,左边为非智能加热,即 无限制加热至最顶峰;右边 为智能加热,即加热至打印 参数设定热床温度
3D打印机产品说明书
3D打印机产品说明书一、产品概述本产品是一款3D打印机,通过添加物料层层堆叠的方式制造三维实物模型。
它使用了先进的3D打印技术,可以满足各种个性化和生产需求。
本产品具有高精度、高效率、易操作等特点,能够广泛应用于工业设计、医疗、教育以及个人创作等领域。
二、主要特点1. 高精度打印:本产品采用先进的3D打印技术,能够实现高精度的打印效果,最小可打印精度达到0.1毫米,保证了打印出的模型的质量和细节。
2. 快速打印速度:本产品具备快速打印能力,平均每小时可完成多个模型的打印,大幅提升了生产效率。
3. 多材料适用:本产品适用于多种打印材料,包括ABS、PLA、PETG等,可根据实际需求选择不同材料进行打印,满足不同模型的要求。
4. 用户友好界面:本产品的操作界面简洁直观,配有易于理解的操作指南,使用户能够轻松上手,无需专业技术背景。
5. 大型打印空间:本产品具备宽敞的打印空间,最大打印尺寸可达400mm×400mm×400mm,满足使用者对于大型模型的需求。
三、安全操作1. 在使用本产品前,请阅读并严格遵守产品说明书中的安全操作指南,确保使用过程中安全。
2. 请勿将手指或其他物体伸入打印机工作区域,以免发生意外事故。
3. 当打印过程中发生异常或故障时,请立即停止使用,并联系售后服务。
4. 在清洁和维护打印机时,请先断开电源并等待机器冷却。
四、保养与维护1. 打印机长时间不使用时,请将其存放在干燥通风的环境中,避免灰尘积累。
2. 定期清洁打印机外壳和喷头,以确保打印质量。
3. 请使用适当的清洁剂清洁打印机的滑轨和导轨,保证打印机的正常运行。
4. 如发现机器运行异常或出现故障,请立即停止使用并联系专业维修人员进行检修。
五、技术参数1. 打印精度:最小打印精度可达0.1毫米。
2. 打印速度:平均每小时可完成多个模型的打印。
3. 打印材料:适用于ABS、PLA、PETG等多种材料。
4. 打印空间尺寸:最大打印尺寸为400mm×400mm×400mm。
3D打印机使用操作手册
3D打印机使用操作手册随着科技的不断进步,3D打印技术的发展也越来越成熟。
3D打印机作为一种创新型的工具,既可以帮助我们实现创意设计,又可以应用于多个领域,这里将为大家介绍一下3D打印机的使用操作手册。
一、准备工作1.选择适合自己需求的3D打印机:市场上有多种型号和规格的3D打印机可供选择,根据个人需求选择合适的型号。
2.准备相关的软件:3D打印需要使用计算机辅助设计软件,如Tinkercad、SketchUp等,根据3D打印机的型号和厂商提供的软件进行安装。
3.准备模型文件:可以从网上下载或自己设计3D模型,支持的文件格式通常为STL,将模型文件保存到计算机。
二、安装和调试1.安装打印机和耗材:按照厂商提供的说明书安装打印机,将打印头和热床进行连接,确保打印机能够正常工作。
然后将耗材(通常为PLA或ABS材料)放入打印机的耗材槽中。
2.打印底板校准:通过调整底板的水平度和与打印头的距离,确保底板与打印头的间隙适当。
3.软件设置:根据打印机型号和软件的不同,进行相应的软件设置,例如选择打印类型(单色、多色、多材料等)、调整打印温度和打印速度等。
4.打印参数调试:调整打印参数,如打印速度、打印温度、填充密度等,以获得最佳打印效果。
三、开始打印1.导入模型文件:在软件中选择导入模型文件,将要打印的3D模型导入到软件中。
2.模型调整:根据需要对导入的模型进行放大、缩小、旋转等调整,使其符合自己的需求。
3.切片设置:将模型切片,即将模型分解为打印机可以理解的层次,选择合适的切片设置,如层高、填充密度、支撑结构等。
4.预览和修正:预览切片后的模型,检查是否有问题,如支撑结构、过于细小的部分等,根据需要进行调整或修正。
5.开始打印:将3D打印机连接到计算机,并启动打印,等待打印完成。
四、打印后的处理1.等待冷却:等待打印完成后,等待打印的模型冷却下来。
2.去除支撑:如果使用了支撑结构,将其去除,可以使用剪刀、镊子等工具轻松去除。
3D打印机使用说明

3D打印机使用说明3D打印机使用说明本文档主要介绍了3D打印机的使用方法和注意事项。
请在使用前仔细阅读本文档,并按照说明进行操作。
1:产品概述1.1 产品型号:X(填入具体型号)1.2 主要特点:(根据产品情况填写)1.2.1 高精度打印1.2.2 多种打印材料可选1.2.3 简单易用的操作界面2:准备工作2.1 检查配件是否完整,包括:2.1.1 打印机主机2.1.2 电源线2.1.3 打印材料(根据产品情况填写)2.1.4 其他附件(具体根据产品情况填写)2.2 安装打印机:2.2.1 将打印机主机放置在平整稳固的工作台面上2.2.2 连接电源线并插入电源插座3:打印准备3.1 打开打印机主机电源开关3.2 启动打印机并等待其初始化3.3 确保打印床表面清洁且平整3.4 准备3D模型文件,保存在U盘或通过网络传输到打印机主机4:操作流程4.1 插入U盘或连接网络4.1.1 将U盘插入打印机主机的USB接口(如果支持)4.1.2 如果支持网络传输,请按照网络设置指南进行连接4.2 导入模型文件4.2.1 如果使用U盘,进入文件浏览页面,选择并导入模型文件4.2.2 如果使用网络传输,按照主机提供的指南导入模型文件4.3 预览和编辑模型4.3.1 在打印机主机上预览模型,检查其大小和细节4.3.2 可根据需要进行相关编辑,如缩放、旋转等4.4 打印设置4.4.1 在打印机主机上设置打印参数,如打印材料、层高、打印速度等4.4.2 确认设置后,保存并应用到打印任务中4.5 开始打印4.5.1 确认打印参数无误后,开始打印按钮4.5.2 等待打印机自动完成打印任务5:注意事项5.1 请勿在无人照料的情况下长时间运行打印机5.2 请勿触摸打印机主机的热元件,以免烫伤5.3 长时间使用后,请及时关闭打印机并断开电源5.4 遵循相关安全操作规范,避免打印材料的误食或误触6:故障排除6.1 打印机无法启动:6.1.1 检查电源线是否插紧6.1.2 检查电源插座是否通电6.2 打印质量不佳:6.2.1 检查打印床是否平整6.2.2 检查打印材料是否正常供给6.2.3 调整打印参数(如层高、温度等)附件:1:产品说明书(填入具体文件名)2:相关法律法规(填入具体法律法规名)法律名词及注释:1:法律名词1:注释12:法律名词2:注释2。
3D打印机手册

Creator首次体验警告1)高温危险。
里面有加热板,维修前先让它自然冷却。
2)可动部件可能会造成卷入挤压和切割伤害。
操作机器时请不要带手套或缠绕物。
注意1)在工作温度下,设备可能会产生刺激性气味,请在使用Creator时保持环境的通风和开放。
2)在Creator运行过程中,请勿无人看管。
3)接触喷头出来的挤压材料可能会造成灼伤,请等到打印物件冷却后再把它移出打印工作平台。
以下文本中所提到的M键,指的是机器前面板上的正中间那个按钮。
都准备好了吗?首先,请确认您是否已经完成开箱和硬件安装部分的所有安装步骤:您的喷头应该安装在安装座上,丝线导套已经连接好,丝盘已经安装在支架上。
然后,您可以插上电源了。
当您检查所有步骤都做好后,打开Creator背后的电源开关。
现在,Creator将引导您完成初始设置和第一次打印。
你会在LCD液晶屏上看到一下信息:如果您没有看到以上信息,别担心——打开Utilities ->Run Startup Script。
通过上下按键来移动光标,按“M”键进行选择。
这个按键很灵敏,所以请轻按。
M键还有以下其他功能,请记住:带红灯常亮的M键表示设备正在工作,请通过LCD或应用程序查看其状态;带红灯闪烁的M键表示设备在等到用户输入。
在M键周围有四个方向键,通过这些方向键可以进行菜单浏览和选择,左方向键还有返回和取消操作的功能。
首先,启动程序脚本会教给您关于Creator如何工作的基本介绍。
然后,它会教你如何调平打印平台,装载丝材,并开始一个打印测试。
第一次操作,请依据屏幕上的指令设置您的Creator!如果设备出现和本指南描述不符的故障或情况,请查看。
调平您的打印平台注意:调平打印平台对作品的打印质量非常关键!以下是第一屏信息:最后的省略号表示信息未显示完。
如果您已经阅读完要继续,请按闪烁的M键。
然后,你会看到:阅读完这个信息后,Creator会让您拧紧打印平台底部的旋钮。
这四个旋钮都在打印平台底部两个塑料支撑臂之间。
3D打印机简要使用说明

3D打印机用户使用简明手册武汉斯托得科技有限责任公司一、安全注意事项◆安装规范使用电源●请使用本机附带的电源适配器,使用220V电源。
●请勿在手湿时拔电源插头,或接触本机内导线。
●请勿拉拽、过度扭曲本机所配电线,以防造成断路或短路。
◆在打印过程中注意●请勿在没有人员监督的情况下使用本机。
●打印过程中和刚打印完成的时候,避免碰撞打印机内部的结构和打印件,以免烫伤。
●如果打印时发生打印机冒烟,产生异常噪音时,请立即关闭电源开关,停止打印机工作。
◆常做产品维护●定期在断电的情况下,用湿布拭去灰尘和粘接的打印材料。
●定期对打印机的传动件,如丝杆、轴承、丝杠添加润滑油,并清理积累的赃物。
二、产品介绍此产品是由武汉斯托得科技有限责任公司推出的第二代桌面式3D打印机。
它与普通二维打印机工作原理类似,区别在于二维打印机是使用油墨为打印材料,此3D打印机是使用融化状态的PLA或ABS为打印材料,通过电脑控制把打印材料一层层叠加起来就形成了实物,实现了将计算机中的灵感设计打印成现实世界中的实物。
它与传统制造方式不同的原理,及其理论上“无孔不入”的打印可能,留给人们巨大的想象空间。
它在短时间内为您实现任何您能想出的样品模型,及时保鲜您的创意火花。
在工程师们手里,它是制造大量的原型机母体,孕育着最终的投入大批量生产的成品;在家庭中,它简化了个性化的部件的制造方式,释放个体使用者的创新冲动;简易的使用方法更让孩子们爱上使用它,制造出自己的玩具,在娱乐中锻炼了智力和创新思维。
有了3D 打印机的帮助,您只需要能使用和学习一些软件操作即可将您的想法实现,改变了过去发明创造只是少数人的特权。
产品的原理主要基于堆积熔融FDM(Fused Deposition Modeling)工艺,即打印材料(PLA或ABS)经导管送向智能控制的喷头后,加热熔融并最终堆积成型。
成型的材料具高强度和高稳定性,能进行攻丝、钻孔、上色等操作,迅速参与使用。
3d打印机操作手册

3D打印机操作手册**一、设备简介**本手册旨在指导用户更好地操作3D打印机,确保顺利完成打印工作。
本打印机采用了最先进的打印技术,具有高效、精准和易于使用的特点。
**二、设备安装**1. **开箱检查**:打开包装箱,检查设备及其配件是否齐全,有无损坏。
2. **电源连接**:将打印机电源线插入电源插座,确保电源稳定。
3. **组装机器**:按照说明书指引,完成打印机各部件的组装。
4. **连接电脑**:将打印机与电脑连接,确保通讯正常。
**三、打印材料**本打印机支持多种打印材料,如ABS、PLA等。
根据实际需要选择合适的材料,遵循材料的加工温度等要求。
**四、软件操作**1. **软件安装**:安装打印机的切片软件,确保与打印机型号匹配。
2. **模型导入**:将待打印的3D模型导入软件。
3. **切片设置**:根据打印需求,设置打印层厚、填充密度等参数。
4. **模型调整**:根据实际需要,对模型进行旋转、缩放等调整。
**五、打印设置**1. **选择模式**:选择适合的打印模式,如快速模式或精细模式。
2. **打印平台调整**:确保打印平台水平,避免打印过程中出现问题。
3. **喷头温度与平台温度设置**:根据所选材料和模式,设置合适的温度。
4. **打印预览**:在软件中预览打印效果,确认无误后开始打印。
**六、打印过程**1. **开始打印**:点击软件中的“开始”按钮,启动打印过程。
2. **监控打印进度**:随时观察打印机的运行状态,确保无异常情况。
3. **异常处理**:如遇问题,如断料、喷头堵塞等,及时处理。
**七、后期处理**1. **取下模型**:待打印完成后,从打印平台上取下模型。
2. **清理残留物**:使用适当的工具清理模型上的残余材料。
惠普3D打印机说明书-Figure 4 Production-工厂解决方案

Figure 4® Production Industry’s first customizable, fully-integrated factory solution for direct digital productionFigure 4 Production combines the design flexibility of additivemanufacturing in configurable, in-line production cells to delivera customizable and automated direct 3D production solution.Figure 4® ProductionCustomizable, fully-integrated solution for direct 3D production of 1 million+ parts per yearFigure 4 Production is the industry’s first scalable, fully integrated additive manufacturing solution with ultra-fast speed enabling throughput improvement up to 15 times over other 3D printing systems and up to 20 percent lower parts cost compared to traditionally manufactured parts and operations*. Features like automated printing and material delivery streamline operations and lower total ownership costs.LEADING THROUGHPUTRecent data highlights Figure 4Production part print speeds up to 65 mm/hour, and prototyping speeds of up to 100 mm/hour. The combination of print automation and light-based UV curing transforms parts production, yielding the world’s fastest additivemanufacturing throughput, with time-to-part in minutes. In contrast, heat-based curing specialty systems require hours of post-processing in order to achieve a desired part characteristic.FLEXIBILITYFigure 4 Production’s scalability and customized configurations enable capacity to meet your present and future needs for unprecedented manufacturing agility. The discrete cells can be placed into automated assembly lines and integrated with secondary processes, including washing, drying and curing.AUTOMATIONFigure 4 Production is a customized, integrated digital manufacturing solution with an end-to-end digital printing workflow supported by 3D Systems software. Figure 4Production features up to 15 times faster print speeds than other 3Dprinting technologies* and automated material handling. The combination of automation and part accuracy offers Six Sigma production printing repeatability across all materials.Print Engine CellsControl Cell FLEXIBILITY:Customize product configurations andmaterials by applicationAUTOMATION:High productivity with minimalhands-on processesSPEED:Fast throughput speed for accelerated “parts-in-hand” delivery20%LESS COSTTOTAL COST OFOPERATIONS (TCO):Up to 20% lower part cost * with no time of money lost to toolingFIGURE 4 PRODUCTION RIVALS INJECTION MOLDED PART QUALITY WITH TOOL-LESS DIGITAL PRODUCTION TO DELIVER:* Throughput improvement compared other 3D printing systems based on various use cases on Figure 4 Production; parts cost compared to traditionally manufactured parts and operations at a volume of 500 parts on Figure 4 ProductionWide Range of Materials for Application Diversity3D Systems’ Material Design Center has over 30 years of proven R&D experience and process development expertise. The broad andexpanding range of Figure 4™ materials addresses a wide variety of applications needs, for functional prototyping, direct production of end-use parts, molding and casting. Figure 4 Production customers also have the option of collaborating with 3D Systems’ engineers to create unique materials specifically designed for their application.RIGID MATERIALSFigure 4 rigid materials produce durable plastic parts with the look and feel of cast urethane or injection molded parts, with features that include fast print speeds, high elongation, exceptional impact strength, humidity/moisture resistance, long-term environmental stability and more.ELASTOMERIC MATERIALSFigure 4 elastomeric materials are ideal for the production of functional rubber-like parts with excellent shape recovery, high tear strength, great for compressive applications and material malleabilityHIGH TEMPERATURE MATERIALWith heat deflection temperatures up to over 300°C with no additional thermal post-cure required, Figure 4 heat resistant material offers high rigidity and exceptional stability under extreme conditions.SPECIALTY MATERIALSFigure 4 Production is compatible with 3D Systems’ entire portfolio of NextDent ® materials to facilitate full customization of dental devices. You can also choose from Figure 4 specialty materials for sacrificial tooling, jewelry casting, medical applications requiring biocompatibity and/or sterilization, and more.End-to-end software solution for Figure 4 workflowsFigure 4 solutions use 3D Sprint, 3D Systems’ advanced software for file preparation, editing, printing and management from a single, intuitive interface. 3D Sprint enables the customer to significantly decrease cost of ownership of their 3D printers by reducing the need for costly software seats by third party vendors. 3D Sprint automatically generates exceptionally efficient supports requiring far less material, which can lead to significant savings.A new level of management in 3D production3D Connect Service provides a secure cloud-based connection to 3D Systems service teams for proactive andpreventative support to enable better service, improve uptime and deliver production assurance for your system.See material selector guide and individual material datasheets for specifications on available materials.Tall parts can be printed with Figure 4 ProductionWarranty/Disclaimer: The performance characteristics of these products may vary according to product application, operating conditions, material combined with, or with end use. 3D Systems makes no warranties of any type, express or implied, including, but not limited to, the warranties of merchantability or fitness for a particular use.© 2019 by 3D Systems, Inc. All rights reserved. Specifications subject to change without notice. 3D Systems,the 3D Systems logo, Figure 4 and 3D Sprint are registered trademarks and 3D Connect is a trademark of 3D Systems, Inc.3DS-42301A 11-19NOTE: Not all products and materials are available in all countries – please consult your local sales representative for availability.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下载App ,首次使用需要注册
1下载并安装App (孩宝)
使用微信搜索”孩宝
3D”关注孩宝公众号,
进入公众号后,点击“孩宝产品”中的“App 软件”,根据所用设备,选择下载并安装适合你的App 。
2打开App ,进入“孩宝” 点击屏幕右下角的“我的”
按钮,
3首次使用App ,请按照“用户登录”等窗口的提示,花几分钟来注册并登录你的“孩宝”账户信息,然后才能进行其它操作。
注册
1首次进入“登录/注册”窗口时,按“注册账号”以获得一个“孩宝”用户ID。
2“注册账号”需要输入手机号码,并点击“获取验证码”。
3等待载有验证码信息的手机短信。
自动登录、注销后再登录
1首次注册,收到验证码短信后,输入4位验证码。
然后,设定并确认“6~12位登录密码”。
最后,点击“提交”按钮。
首次注册后,自动登录。
2以后,每次进入“孩宝乐园”默认自动登录,除非你主动注销登录。
认识孩宝M4系列3D打印机
每次给孩宝M4系列3D打印机通电后,你会发现主指示灯会蓝灯闪烁30秒左右。
这表示系统正在启动。
何时启动完毕?当照明灯亮起。
有时主指示灯会变为绿色常亮。
记住图中手指的部件名称。
喂入材料,更换材料(请正确操作!)
1 首次使用时,请正确地从打印头的材料插孔喂入材料。
正确操作是: 先将材料头部捋直,按下打印头上的手柄,同时将捋直的材料垂直向下插入(大约插入4公分),然后从侧面确认没有插偏。
2 孩宝允许你在玩具制作过程中更换材料。
你可以用App选定一台正在制作的孩宝打印机,从弹出窗口中选择“暂停”制作。
待打印头进入安全区停止移动后,按下打印头上的手柄,同时略微下压材料,然后快速拨出材料。
接着取出另一个料盘,捋直材料头部,按下打印头上的手柄,同时将捋直的材料垂直向下插入(大约插入4公分),然后从侧面确认没有插偏。
最后,再使用App选定被暂停的孩宝打印机,从弹出窗口中选择“继续”制作。
材料更换完毕。
温馨提示:如果更换材料操作不当,可能会造成玩具制作失败,甚至堵塞打印头!务请正确、谨慎操作。
喂入材料
S1:打开顶盖S2:将材料头穿过右侧圆孔
S3:将材料头捋直S4:按下打印头手柄,将材料头
插入材料插孔
制作时更换材料(先暂停,拔出材料,再继续)
S1:点击制作的孩宝,S2:等待打印头进入安
弹出窗口中点”暂停” 全区并停止移动
S3:按下打印头的手柄,并轻微S4:快速拔出材料,切记,下压材料快速拔出!
继续更换材料(喂入材料,再按继续)
S5:更换料盘S6:将材料捋直
S7:将材料穿过右侧圆S8:点击被暂停的孩宝孔,按下手柄并喂入材料弹出窗口中点击”继续”
配置孩宝M4系列3D打印机
首次使用时,你需要配置孩宝打印机到网络上。
“配置”的目的就是将你家/办公室的WIFI热点“名称和密码”告诉孩宝,以便于它能够连接到“孩宝云平台”。
1进入孩宝App后,回到主界面(孩宝后台运行),进入网络设置,连接孩宝WIFI “HiiBot_XXXXX”,输入初始密码:12345678。
2返回“孩宝”软件,点击下方左起第三个按钮。
点击按钮,进入“孩宝”窗口。
3点击网络配置按钮。
4在弹出窗口中,将自动列举出周围可用的WIFI 热点,选择合适的热点,输入密码,点击“确定”按钮,完成配置。
绝大多数情况,你配置孩宝时,App 会自动将其添加为“我的孩宝”。
很遗憾,有时自动添加会失败! 在你正式使用模型制作自己的模型之前,请确保你将要使用的孩宝在“我的孩宝”列表中。
如果它在“附近孩宝”列表中,左滑本地孩宝中的“HiiBot_xx ”,将其添加到“我的孩宝”的列表中。
进入模型库,启动模型制作
1进入数据库,你会发现很多精美模型,挑选一个,点击它。
2譬如你选择“喷火龙”,模型制作窗口自动打开,你会看到这个模型的3D实物照片。
3如果你愿意,直接点击“制作”按钮,启动模型制作。
选择孩宝,开始制作玩具
1一旦启动模型制作,App 自动弹出“孩宝”窗口,选择将要使用的孩宝,你必须选择一台处于“空闲”状态的孩宝,直接点击它之后选择“确定”。
2选定孩宝后,从弹出的“制作”窗口中选择模型的大小、颜色,然后按“制作”按钮,模型制作自动开始。
制作前,务必确认打印托板已经放好(确认已经推到底,碰到限位的螺钉)!
玩具制作,你必须具备的条件
1孩宝M4系列3D打印机以及配套工具(不含材料)
2 C02-PLA-(xx色) 3D打印材料(至少一盘, 另购)
3 安卓/苹果版智能手机/PAD (属自备工具)
4 无线局域网
了解更多
有关完整详细的说明和重要的安全信息,请参阅《孩宝M4系列3D打印机使用手册》,通过网站或微信可以下载该文档。
关键参数
供电电源:DC24V@5A(实际峰值功率约为90W) 成型空间:100X100X148mm(长X宽X高)
免责声明
孩宝M4系列3D打印机包含精密的电子、高速机械运动部件,在通电情况下禁止儿童触摸。
配套的金属工具禁止儿童使用。
请家长/老师妥善保管, 正确使用,以免引起意外事故。
因使用不当或自行改装本产品所带来的人身、财产损害,我司不承担责任。