ELID精密镜面内孔磨削技术的应用
精密和超精密加工技术
电子材料,磁性材料的镜面磨削:大尺寸硅片;铁金氧磁头 光学材料的镜面磨削:记录用光学材料,光学镜片研磨抛光前 陶瓷材料的镜面磨削 高精度钢铁材料及复合材料,硬质合金
4、脆性材料精密磨削
尖锐压头下的材料变形过程
(a) 初始加载: 接触区产生—永久塑性变形区,没有任何 裂纹破坏。变形区尺寸随载荷增加而变大。 (b) 临界区: 载荷增加到某一数值时,在压头正下方应力 集中处产生中介裂纹(M edian Crack)。 (c) 裂纹增长区: 载荷增加, 中介裂纹也随之增长。 (d) 初始卸载阶段: 中介裂纹开始闭合,但不愈合。 (e) 侧向裂纹产生: 进一步卸载,由于接触区弹塑性应力 不匹配,产生一个拉应力叠加在应力场中,产生系列向侧 边扩展的横向裂纹(L ateral Crack)。 (f) 完全卸载: 侧向裂纹继续扩展,若裂纹延伸到表面则 形成破坏的碎屑。
精密、超精密磨削、镜面磨削形成的零散刻痕
1、精密和超精密磨削加工基础
精密和超精密磨削分类
将磨料或微粉与结合剂粘合在一起, 形成一定的形状并具有一定强度,再 采用烧结、粘接、涂敷等方法形成砂 轮、砂条、油石、砂带等磨具。
精密和超精 密磨料加工 固结磨 料加工
磨料或微粉不是固结在一起, 而是成游离状态。
3、在线电解磨削技术
ELID磨削的特点
磨削过程具有良好的稳定性; ELID修整法使金刚石砂轮不会过快的磨耗,提高了贵重磨料的利用率; ELID修整法使磨削过程具有良好的可控性;
采用ELID磨削法,容易实现镜面磨削,并可大幅度减少超硬材料被磨零件的 残留裂纹。
3、在线电解磨削技术
1、精密和超精密磨削加工基础
切削和磨削的比较
内孔研磨方法

内孔研磨方法1. 概述内孔研磨是一种常见的表面处理技术,主要应用于金属制品的加工过程中。
通过内孔研磨方法,可以改善金属件的表面粗糙度、形状误差,提高其加工精度和使用寿命。
本文将介绍内孔研磨的基本原理、常用研磨方法以及注意事项。
2. 内孔研磨的原理内孔研磨是利用磨削工具对孔壁进行磨削,使其表面达到一定的精度和光洁度。
其基本原理包括以下几个方面:2.1 磨削力学原理内孔研磨时,磨削工具施加在孔壁上的力会使磨粒与孔壁之间发生相对运动,从而产生磨削作用。
在磨削过程中,磨粒会不断切削孔壁上的金属,使其表面达到预期的精度。
2.2 磨削液的作用磨削液在内孔研磨中起到冷却、润滑和清洁的作用。
它可以降低磨削过程中的摩擦热和摩擦力,减少磨削工具与孔壁的磨损,同时还可以冲洗掉产生的切屑和磨粒,保持磨削的稳定性和效果。
3. 常用内孔研磨方法内孔研磨方法主要包括以下几种:3.1 钻孔研磨法钻孔研磨法是一种常见的内孔研磨方法。
它通过将研磨工具安装在钻孔机上,利用旋转运动对孔壁进行磨削。
这种方法适用于直径较小且长度较短的孔壁。
钻孔研磨法具有操作简单、成本低廉的特点,但对于孔壁的形状精度和表面粗糙度要求较高的情况下,效果可能不理想。
3.2 磨削棒研磨法磨削棒研磨法是一种较为常用的内孔研磨方法。
它采用磨棒作为研磨工具,通过旋转和推进的方式对孔壁进行磨削。
这种方法适用于直径较大的孔壁,可以满足一定的加工精度和表面要求。
磨削棒研磨法的优点是操作简单、成本低廉,但对于孔壁的圆度和直线度要求较高的情况下,可能存在一定的局限性。
3.3 内圆磨砂研磨法内圆磨砂研磨法是一种高精度的内孔研磨方法。
它采用内圆磨轮作为研磨工具,通过旋转和推进的方式对孔壁进行磨削。
这种方法适用于直径较小、形状要求较高的孔壁,可以达到较高的加工精度和表面质量。
内圆磨砂研磨法的缺点是设备价格较高,操作要求较为复杂。
4. 内孔研磨的注意事项在进行内孔研磨时,需要注意以下几个方面:4.1 研磨工具的选择根据孔壁的直径、长度和形状要求,选择合适的研磨工具。
精密磨削技术应用探讨

精密磨削技术应用探讨精密磨削技术是一种高精度、高效率的加工方法,广泛应用于工业制造领域。
本文将探讨精密磨削技术的应用领域、优势以及未来发展趋势。
\textbf{应用领域}精密磨削技术在诸多行业中有着广泛的应用,其中包括但不限于以下几个方面:\begin{itemize}\item \textbf{航空航天领域}:航空发动机零部件、航天器结构件等对零件精度要求极高,精密磨削技术能够满足这些高精度要求,因此被广泛应用于航空航天制造中。
\item \textbf{汽车工业}:汽车发动机、传动系统、制动系统等关键零部件的加工需要高精度的磨削技术,以确保汽车的性能和安全性。
\item \textbf{模具制造}:模具制造对零件的精度要求很高,精密磨削技术能够满足模具制造中复杂零件的加工需求,提高模具的精度和使用寿命。
\item \textbf{光学制造}:光学元件表面的精度对光学系统性能有着重要影响,精密磨削技术被广泛应用于光学镜片、透镜等光学元件的加工制造。
\item \textbf{医疗器械}:医疗器械对表面光滑度和精度要求较高,精密磨削技术能够满足医疗器械加工的高精度需求,保证产品质量和安全性。
\end{itemize}\textbf{优势}精密磨削技术相比于传统加工方法具有诸多优势,主要体现在以下几个方面:\begin{itemize}\item \textbf{高精度}:精密磨削技术能够实现微米甚至亚微米级的加工精度,满足对零件精度要求极高的领域需求。
\item \textbf{高表面质量}:精密磨削技术能够获得很高的表面光洁度和平整度,适用于对表面质量要求较高的领域。
\item \textbf{高效率}:尽管精密磨削加工过程相对较慢,但其高精度和高表面质量能够减少后续加工工序,提高整体加工效率。
\item \textbf{加工范围广}:精密磨削技术适用于加工各种材料,包括金属、陶瓷、玻璃等,具有很大的加工范围。
ELID超精密磨削技术综述

.. ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(Electrolytic In-process Dressing, 简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。
本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。
关键词:在线电解修整(ELID) 超精密镜面加工金属基超硬磨料砂轮硬脆材料磨削机理0 引言随着制造行业的飞速发展,硬质合金、工程瓷、光学玻璃、玻璃瓷、淬火钢及半单晶硅等硬脆难加工材料得到广泛应用,寻求低成本、高效率的超精密加工技术的研究工作正在广泛开展。
超精密镜面磨削技术是一种借助高性能的机床、良好的工具(砂轮)、完善的辅助技术和稳定的环境条件,控制加工精度在0.1μm级以下、表面粗糙度Ra<0.04μm甚至Ra<0.01μm的磨削方法[1]。
然而,由于传统磨削工艺效率低、磨削力大、磨削温度高,且砂轮极易钝化、堵塞而丧失切削性能,从而造成加工面脆性破坏,加工质量恶化,难以满足高精度、高效率的加工要求。
随着砂轮精密修整技术的发展及超微细粒度砂轮的使用,将磨削加工的材料去除工作引入到一个新的领域。
ELID磨削技术是应用电化学反应的非传统材料去除技术来解决金属基超硬磨料砂轮的修整问题的超精密镜面加工技术,以其效率高、精度高、表面质量好、加工装置简单及适应性广等特点,已较广泛用于电子、机械、光学、仪表、汽车等领域。
1 ELID磨削的基本原理ELID(Electrolytic In-process Dressing)磨削是在磨削过程中,利用非线性电解修整作用使金属结合剂超硬磨料砂轮表层氧化层的连续修整用与钝化膜抑制电解的作用达到动态平衡。
ELID超精密磨削技术综述

先进制造技术课程大作业2014年10月ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(Electrolytic In-process Dressing, 简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。
本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国内外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。
关键词:在线电解修整(ELID) 超精密镜面加工金属基超硬磨料砂轮硬脆材料磨削机理0 引言随着制造行业的飞速发展,硬质合金、工程陶瓷、光学玻璃、玻璃陶瓷、淬火钢及半单晶硅等硬脆难加工材料得到广泛应用,寻求低成本、高效率的超精密加工技术的研究工作正在广泛开展。
超精密镜面磨削技术是一种借助高性能的机床、良好的工具(砂轮)、完善的辅助技术和稳定的环境条件,控制加工精度在0.1μm级以下、表面粗糙度Ra<0.04μm甚至Ra<0.01μm的磨削方法[1]。
然而,由于传统磨削工艺效率低、磨削力大、磨削温度高,且砂轮极易钝化、堵塞而丧失切削性能,从而造成加工面脆性破坏,加工质量恶化,难以满足高精度、高效率的加工要求。
随着砂轮精密修整技术的发展及超微细粒度砂轮的使用,将磨削加工的材料去除工作引入到一个新的领域。
ELID磨削技术是应用电化学反应的非传统材料去除技术来解决金属基超硬磨料砂轮的修整问题的超精密镜面加工技术,以其效率高、精度高、表面质量好、加工装置简单及适应性广等特点,已较广泛用于电子、机械、光学、仪表、汽车等领域。
1 ELID磨削的基本原理ELID(Electrolytic In-process Dressing)磨削是在磨削过程中,利用非线性电解修整作用使金属结合剂超硬磨料砂轮表层氧化层的连续修整用与钝化膜抑制电解的作用达到动态平衡。
【精选资料】国外超精密数控机床概述
英国Cranfield大学的CUPE (Cranfield Unit for Precision Engineering)精密工程研究所是当今世界上最著名的精密工程研究所之一.该所研制的Nanocenter600型超精密机床是一种三轴超精密CNC非球曲面加工机床。通过机床结构的合理化设计,使用高刚度伺服驱动和液体静压轴承使机床具有较高的闭环刚度。X轴和Z轴的激光干涉仪位置测量系统的分辨率为1.25nm,最大加工工件直径为600mm,面型精度优于0。1um,表面粗糙度优于0.O1um.另外,通过垂直轴还能加工非轴对称非球曲面。
ELID磨削_硬脆材料精密和超精密加工的新技术

EL ID磨削硬脆材料精密和超精密加工的新技术张飞虎 朱 波 栾殿荣 袁哲俊( 哈尔滨工业大学机械工程系 哈尔滨 150001 )文 摘 金属基超硬磨料砂轮在线电解修整(E lectrolytic In2process Dressing,简称E L ID)磨削技术是国外近年发展起来的一种硬脆材料精密和超精密加工新技术。
本文介绍了E L ID磨削技术的基本原理、工艺特点和国内外研究应用情况。
应用E L ID磨削技术,可对工程陶瓷等硬脆材料实现高效率磨削和精密镜面磨削。
关键词 精密和超精密加工,磨削,砂轮,修整EL ID Grinding A New Technology for Precision andUltraprecision Machining of Hard and Brittle MaterialsZhang Feihu Zhu Bo Luan Dianrong Yuan Zhejun( Department of Mechanical Engineering,Harbin Institute of Technology Harbin 150001 )Abstract EL ID grinding which applies metal bonded grinding wheel with superhard abrasives and electrolytic in2process dressing is a newly developed technology for precision and ultraprecision machining of hard and brittle ma2 terials.In this paper the basic principle,characteristics,research and application of EL ID grinding are introduced.By EL ID,efficient grinding and mirror surface grinding of ceramics and other hard and brittle materials can be realized.K ey w ords Precision and ultraprecision machining,Grinding,Grinding wheel,Dressing1 引言金刚石、CBN超硬磨料具有硬度高、耐磨性好等优良的切削性能,自美国GE公司1957年和1969年批量生产人造金刚石、CBN磨料以来,除少数做成刀具外,大部分都用于制造磨具。
漫谈智能制造技术智慧树知到课后章节答案2023年下临沂大学

漫谈智能制造技术智慧树知到课后章节答案2023年下临沂大学临沂大学绪论单元测试1.德国提出的国家制造业战略是()。
答案:“工业4.0计划”2.智能制造技术能够完全取代人类专家在制造过程中的脑力劳动。
()答案:错3.狭义上讲,智能制造主要针对()。
答案:智能工厂4.智能制造技术本质是信息技术和智能技术与装备制造过程技术的深度融合与集成。
()答案:对5.()是智能制造发展的根本动力。
答案:市场需求6.智能制造技术,就迎合了由服务型消费形态向物质型消费形态转变的所有要求。
()答案:错7.广义上讲,智能制造是一种新型工业发展方式,包括(),以及智能制造理念下可能催生的其他新型业态。
答案:智能生产;智能工厂;智能应用;智能产品8.技术进步是智能制造技术发展的关键因素。
()答案:对9.德国安贝格西门子的智能制造工厂的自动化运行程度已经达到了()。
答案:75%10.日本提出的国家制造业战略是()。
答案:机器人2050新战略第一章测试1.()不仅包括了具体的工艺过程,还包括市场分析、产品设计、质量控制、生产过程管理、营销、售后服务直至产品报废处理在内整个产品寿命周期全过程。
答案:广义制造2.瓦特蒸汽机的诞生,拉开了人类历史上()工业革命的帷幕。
答案:第一次3.集成电路制造技术的进步左右了现代计算机的水平。
()答案:对4.先进的数控加工设备,对于任何一个国家都是重要的战略物资。
()答案:对5.智能制造技术的产生和发展背景主要包括()。
答案:可持续发展战略方面;社会经济发展背景;科学技术发展背景6.智能制造技术不仅是实现制造业产品创新的重要手段,也是生产模式发展创新变革的重要推动力。
()答案:对7.智能制造技术概念的深化和丰富阶段是()。
答案:21世纪以来8.德国于2013年正式实施以智能制造为主体的()。
答案:“工业4.0”战略9.从生产模式上看,智能制造技术的智能化、数字化技术成为产品制造的新方法。
()答案:错10.空客A380飞机实现了全球异地的(),开创了智能化制造的先河。
冷轧钢渗碳处理后的ELID磨削效果及加工表面硬度实验研究

Gu n daln L n we Ch n Z ie Wa g W e c a g a il g a u Ho g i e hd n n h n
( o eeo ca i l n ier ga dApi l t nc Tcn l y C l g Meh nc gne n n p ldEe r i eh o g , l f aE i e co s o
gidn p e o 1 r igs e d t n 8~2 sa dr d cn r dn e t o0 1—1 5 i 0 m/ n e u ig gi igd ph t . n . m.Ef c foh rif e cn a tr x f to te l n igfcos e nu
电解修整( LD 磨削技术 , EI ) 对经渗碳处理后的冷轧钢
天、 石油 、 轻工 、 工等部 门。随着科学技术的发展 和 化 生产方面的大量需求 , 在消费量方面迅速增长 , 人们对
于冷轧钢 的品种和质量 提出 了新 的要 求。但其强度 低、 硬度低的特点也成为 了影响冷轧钢机械性能的重
粗糙度达 R6 8F ~ m的加工表面。实验结果表明: 用微细粒度、 l 采 高硬度铸铁基金刚石砂轮 、 高砂轮线 提
速度和减小磨削深度 可有效地提高表面质量, 降低表面粗糙度 ; 磨削过程 中, 砂轮线速度、 磨削深度、 削 磨
液 是 影响加 工表 面质 量 的主要 因素 。
关键词
p e iin gidn .T ers l rv d ta sn co gan s e ( . / . r cso r ig h eut p o e h tu igmir ri i d M0 5 1 5~Ml / 6)a d c s i n b s d n s z 83 n at r ae o
精密和超精密磨削机理
精密和超精密磨削机理摘要阐述了精密磨削与超精密磨削的机制,介绍了近年来精密与精密磨床的发展概况以及精密与超精密磨削技术的研究现状。
在分析了精密磨削与超精密磨削的发展趋势基础上提出了研究应关注的几个热点问题,如超精密磨削的基本理论和工艺研究、研制高精度的驱动导向机构、ELID 镜面磨削技术的攻关以及适用于超精密加工的新型材料。
关键词超精密磨削原理发展精密加工是指在一定发展时期中,加工精度和表面质量相对于一般加工能够达到较高程度的加工工艺,当前是指被加工零件的加工尺寸精度为1~0.1μm、Ra为0.2~0.01μm的加工技术;超精密加工是指加工精度和表面质量达到最高程度的精密加工工艺,当前是指被加工零件的尺寸精度高于0.1μm、Ra≤0.025μm的加工技术。
因此,一般加工、精密加工和超精密加工会随着科技的不断发展像更精密的方向发展。
随着电子技术、计算机技术以及航天技术的飞速发展,对加工质量的要求越来越高,故而使精密和超精密加工占有十分重要的地位。
一超精密磨削技术的内涵精密磨削主要靠对砂轮的精细修整,使用金刚石修整工具以极小而又均匀的微进给(10~15μm/ min)获得众多的等高微刃,加工表面磨削痕迹微细,最后采用无火花光磨。
由于微切削、滑移和摩擦等综合作用,达到低表面粗糙度值和高精度要求。
高精密磨削的切屑很薄,砂轮磨粒承受很高的应力,磨粒表面受高温、高压作用,一般使用金刚石和立方氮化硼等高硬度磨料砂轮磨削。
高精密磨削除有微切削作用外,还可能有塑性流动和弹性破坏等作用。
光磨时的微切削、滑移和摩擦等综合作用更强。
超精密磨削是当代能达到最低磨削表面粗糙度值和最高加工精度的磨削方法。
超精密磨削去除量最薄,采用较小修整导程和吃刀量来修整砂轮,是靠超微细磨粒等高微刃磨削作用,并采用较小的磨削用量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的工作环境。
超精密磨削的光磨微细摩擦作用带有一定的研抛作用性质。
采用ELID磨削技术对铜和铝的精加工实验研究

An E x p e r i me n t a l Re s e a r c h o n Co p p e r a n d AI u mi n u m Pr e c i s i o n Ma c h i n i n g Ad o p t i n g E L I D Gr i n d i n g T e c h n o l o g y
GUA N J i a - l i a n g ,Z HANG Xi a o — h u i ,MA Xi n — q i a n g , W ANG Z h i - w e i ( C o l l e g e o f M e c h a n i c a l E n g i n e e r i n g a n d A p p l i e d E l e c t r o n i c s T e c h n o l o g y , B e i j i n g U n i v e r s i t y o f T e c h n o l o g y , B e i j i n g 1 0 0 1 2 4 ,
第 3期 2 0 1 4年 3月
机 械 设 计 与 制 造
Ma c h i n e r y பைடு நூலகம்e s i g n & Ma n u f a c t u r e 9 7
采用 E L I D磨 削技 术对铜 和铝 的精加 工 实验研 究
关佳 亮 , 张孝辉 , 马新强 , 王志伟
氮化硅材料的ELID精密磨削试验研究

展起 来的一 项磨 削新技 术 , 一种新 型 的在 线 连续修 整 磨 削的方 法.F m) 削特 别适 合利 用金 属基 金 是 I 磨
刚石微粉 砂轮 对脆 硬 难加 工材料进 行 超精 密镜 面磨 削加 工. 文 通 过对 三 块 热压 氮化硅 工件 的 E 本 UD 磨 削试 验 , 于 L VI W 数 栗 系统进行 实时监 测 和 分析 处理 数 据 , 用砂轮 和 阴极 的极 间 电流表 征 基 AB E 利
仲 吉 武 任 成 祖 ,
( L内蒙古赤 峰平煤公司培训中心 技工学校 , 内蒙古 赤峰 0 4 7 ;. 2 0 6 2 天津大学 机械学 院 , 天津 3 0 7 ) 0 0 2
摘
要 :E E etoyi I —po esD e s g 磨 削技 术 是 在 电化 学加 工 、 I D( lcr lt n r cs rsi ) I c n 电解磨 削原 理 基础 上 发
中图分 类号 :T 8 G5
文献标 识码 :A
文章 编号 :1 7 —1 9 2 0 ) 2 0 2 -0 6 1 1 X( 0 8 0 - 0 6 4
O 引 言
随着科 技 的 进 步 和高 新 技术 产业 的快 速发 展 , 脆硬材 料和脆 硬材 料 的精 密 、 精 密加 工 技术 的研 超 究 和应 用也 日益 广 泛. D磨 削技 术 的 出现 , 功 EI I 成 地 解决 了金属 基超 硬 磨 料 砂 轮修 整 的难题 , 现 了 实 脆 硬材 料 的超 精 密 镜 面 磨 削. I D 磨 削 是 通 过 电 E I
图 1 试验 系统 示 意 图. 平 测力 仪 和微 进 给工 作 台 , 砂 轮 与 电极 、 e 在
图 1 L f) 削 系统 示 意 图 E 磨 t
先进制造技术论文-超精密加工技术
金陵科技学院论文先进制造技术——课程结业(论文)设计(论文)题目:超精密加工技术学生姓名:班级:学号:目录摘要 (1)关键词........................................... 错误!未定义书签。
1 绪论 (1)2 超精密加工技术综述 (2)2.1 超精密加工技术的内涵及其重要性 (2)2.2 超精密加工技术的国内外发展现状 (2)3 超精密加工的主要方法 (4)3.1 超精密切削加工 (4)3.2 超精密磨料加工 (4)4 超精密机床 (6)4.1超精密主轴 (6)4.2机床的布局和导轨 (6)4.3超精密驱动系统 (6)4.4在线监测与误差补偿问题 (6)4.5金刚石刀具在超精密切削技术中的应用 (7)5 结论 (8)参考文献 (9)超精密加工技术的发展摘要精密超精密加工技术的发展,直接影响到一个国家尖端技术和国防工业的发展,因此世界各国对此都极为重视,投入很大力量进行研究开发,同时实行技术保密,控制关键加工技术及设备出口。
精密超精密加工技术,是现代机械制造业最主要的发展方向之一。
在提高机电产品的性能、质量和发展高新技术中起着至关重要的作用,并且已成为在国际竞争中取得成功的关键技术。
关键词:超精密;微米;纳米;尖端产品;数字控制1 绪论超精密加工技术综合应用了机械技术发展的新成果及现代电子技术、测量技术和计算机技术等,是尖端技术产品发展中不可缺少的关键环节…。
同时,超精密加工技术的发展也促进了机械、液压、电子、半导体、光学、传感器和测量技术以及材料科学的发展。
从某种意义上说,超精密加工对先进制造技术特别是纳米技术对整个社会生产力水平的提高起到举足轻重的地位,也成为衡量一个国家科技发展的标准之一。
目前超精密加工还没有确切的定义,一般是指达到绝对加工精度为0.1µm或表面粗糙度为Ra 0.0lµm以及达到加工允差和加工尺寸之比为106的加工技术。
ELID镜面磨削硬质合金的工艺参数实验研究

关键 词 : LD 磨 削 工 艺参 数 E I
表面质 量
St d n t e E p r u y o h x e i n fELD idn fCa bd ly me to I Gr ig o r ie Al n a
e p rme t a d o tmie a a t r n e et i o d t n e fu d. x e i n n p i z d p r me es u d rc ra n c n i o s a o n i r
Kew rsE I r dn ; eho g aa ee;Src u i y od :LDG nig Tcnl Prm t i o y r u aeQ at f ly 据不 完全 统计 ,9 8年 世界硬 质合 金产 量 已达 3 19 4 石砂 轮磨 削硬 质合 金 、 陶瓷 、 质 合金 等 超 硬 材 料 , 硬 目 前 已达到 镜 面的加 工 水 平 。它 的 基 本 原理 ( 图 1 : 如 )
o d r o a h e e a mi o u f c ns r e c i v r rs r e f i t r a i h,e p cal n b i l tras s e i y o r t ma e i .Ac o d n au e o a b d l l te l c r i g t f t r f r美元。就材料性 能而言, 0 5 硬质合金是一种介于陶瓷与高速钢之间的高性能结构 材料 ; 就工业 应用 而 言 , 主要 用于切 削工 具 、 具 、 它 模 地
质矿 山工具 以 及耐 磨零 件 等 。近几 年 来 , 随着 科 学 技 术 的发展 , 对硬 质合 金零 件 表 面 粗 糙 度值 的要 求 不 断
单晶硅的ELID磨削技术应用探讨

由于具有耐 高温 、 高硬 度和高脆性等优点 , 单 晶硅材料在 多个 所以磨 削加工表 面粗糙度会随之降低 。但是 , 在 占空 比过大 的情况 领 域中得到 了应用 。而随着相关产业 的发展 , 人们对单晶硅的加工 下 , 结合剂将长时间处在 电解状态 , 从 而导致 氧化膜质 量降低 , 最终 要求也越来越高 。 使用 E L I D磨 削技术进行单 晶硅加工 , 则能够使单 影响表 明加工精度 。 因此 , 从 总体上来看 , 为确保加工表面质量 , 并 晶硅 的加工精度和表面质量得到提高 , 从 而获得 想要 达到的镜 面加 且 获得更多 的经济效益 , 需要将 占空比设为 2 : 4 。 工效果 。因此 ,相关人员有必要对单晶硅 的 E L I D磨削技术展 开研 2 . 2 . 3 水平进给速度对磨削效果 的影响 究, 以便更好 的完成该类 材料 的加工 。 在其 他条件 固定 的情况下 , 增大工 作 台水平进 给速度 , 将 导致 1 E L I D磨 削技 术分析 单 晶硅加工表面粗糙度增 大。 因为 , 随着进给速度的增加 , 磨粒切深 所谓的 E L I D磨 削技 术 , 其实就是将磨削 、 研磨和抛光组合在一 会增加 , 所 以磨削力将会增大。此 时 , 机床主轴振动会随之加强 。 从 起的复合式磨削加工技术 , 能够实现精密镜 面磨 削加工 。从原理上 而导致加工表面粗糙度增大 。 而在非 E L I D磨削状 态下 , 增加水平进 来看 , 就是利用滑动摩擦大的方式进行材料表面磨粒 的去除 。在过 给速度也会导致磨削力增大。因为 , 水平进 给速度 的增加将导致单 去 的一段 时间里 , 都是使用铸铁结 合剂砂轮进行磨 削加工 , 不仅容 个磨粒所需磨 削厚度增加 , 继 而导致所有磨粒的磨削力增大 。 易造成工件的二次污染 , 还会 出现加工难和成本高 的问题 。将竹炭 2 . 2 . 4砂轮转 速对磨削效果 的影响 结合剂 ( B C B ) 砂轮与 E L I D磨 削加 工技术结合 起来 , 则能够使 砂轮 为研究砂轮转速对磨 削效果的影响 ,需要 分别利用 1 5 0 0 r / m i n 处在 良好 的磨 削效果 。 从原理上来看 , 就是使砂轮与电源正极连接, 和3 0 0 0 r / a r i n转速进行单晶硅磨 削加工 。 分析实验结果可以发现 , 在 然后 使电解磨 削液在砂轮与 电机 中流过 , 从而使磨削加工 的过程 中 砂轮转 速增大 的情况下 , E L I D磨 削装置 的磨削力会 开始减小 。 而相 出现电解 反应 。 而随着 阳极 的溶解 , 砂轮结合剂结合部分将被电解 , 较 于非 E L I D磨削装置 , E L I D磨削 的减少的磨削力较少 。之所 以出 所 以能够使新 的磨粒被展露 出来 。 此时 , 砂轮表面将形成钝化膜 , 可 现该现象 , 主要是 由于砂轮转速增大将导致一定时间 内参与磨 削的 以防止砂轮过度 电解 。 当钝化膜磨损脱 落后 , 电解将重新 开始 , 从而 磨粒数增加 , 从 而导致单个的磨粒 的切削厚 度有 所减 小。但是 如果 形成在线 电解平衡状态 。因此 , 使用 E L I D技术 , 可 以使砂轮保 持 良 使用 E L I D磨削技术 ,随着砂轮转速增 大 ,砂轮 电解时间会有 所减 好切削状态 , 继 而使硬脆材料得到超精密镜面磨削。 少, 因此砂 轮的磨削性能将受到一定 的影P  ̄ [ 3 1 。 而在这种情况下 , 单 2 单晶硅 的 E L I D磨 削技 术应用研究 晶硅表面的粗糙度也会有所减小 。相较于非 E L I D磨 削 , E L I D磨 削 2 . 1 试验条 件 的表面粗糙度降低 的并不明显 。 在开 展磨 削实验时 ,需要 提前准备好各 种试验装 置和测量装 3 结 论 置 。在该项实验 中 , 使用的基本装置为 E L I D脉冲电源 、 B C B砂轮和 从实验结 果来 看 , 在单 晶硅加工 中使用 E L I D磨 削技 术 , 获得 的 E L I D平 面磨 床 , 使用 的检测装置包括示波 器 、 粗糙度测量仪和钳形 单品硅工件的表 面质量较高 。 而合理进行 电解电压 、 占空 比、 水平进 电流探。在实验的过程 中 , 需要使用电流探头完成砂轮电机 电流的 给速度和砂轮转速 的控制 ,则能够进 一步提 高单 晶硅 的加工质量 。 测量 ,同时需要使 用示 波器 完成 E L I D磨削加工过程 中的砂轮主轴 因此 , 相信本文对单 晶硅 的 E L I D磨削技术 的应用 问题展开的探讨 , 电机电流信号的存储 和记 录。根据这两个数值 , 则能够利用功率法 可以为相关工作 的开展提供 指导 。 完成 砂轮切向磨削力 的计算【 1 】 。 此外 , 还要使 用粗糙度测量仪对加工 参 考 文 献 后 的单 晶硅表 面进行检测 , 以确定工件表现的粗糙度。 [ 1 ] 尹韶辉, 曾宪 良, 范玉峰 等. E L ! D镜 面磨 削加工技术研 究进展[ J ] . q - 2 . 2实验结果与分析 国机 械 工程 , 2 0 1 0 , 6 : 7 5 0 — 7 5 5 . 2 . 2 . 1电解 电压对磨削效果 的影响 【 2 1 李伟, 戴杰. B C B砂轮 E L I D磨 削单 晶硅 工艺实验研 究[ J ] . 浙江工业 分析实验结果可 以发现 ,在电解 电压分别为 6 0 、 9 0 、 1 2 0 V的条 大学学报, 2 0 1 6 , 3 : 2 7 5 — 2 7 8 + 3 2 0 . 件下 , 单 晶硅 加工表 面的粗糙度和磨 削力并不相 同。随着 电压 的上 [ 3 降 伟, 詹方勇, 徐敏界. E L I D磨削的智能加工技术m 浙江工业大学 升, 单 晶硅 表面粗糙度将有所 提高 , 切向磨削力则 出现 了小 幅度减 学报 。 2 0 1 5 . 1 : 3 9 — 4 2 . 小情况 。分析原 因可以发现 , 随着 电压 的升高 , 砂轮速度会变快 , 从 而导致磨粒 出刃高度增大。随着磨粒 数量 的增 多 , 砂轮 的容屑空 间 也会随之增大 , 从 而导致磨削力减小。 与此 同时 , 在氧化膜生产速度 加快 的条 件下 , 其 疏松质量会 降低 , 从而 导致 单晶硅表 面加 工无法 得到充分磨削。从 总体 上来看 , 需要使用 9 0 V电解电压进行单 晶硅 的磨 削加 工。 2 . 2 . 2占空比对磨 削效果 的影响 在 电解 电压 为 9 0 V条件下 ,可 以将 占空 比分别设定 为 1 : 4 、 2 : 4 和3 : 4 。 通过实验可 以发现 , 在 占空比从 1 / 4提高到 3 / 4的过程 中, 单 晶硅表面粗糙度经过了先减小 后变大的过程 , 磨削力则是先变大后 减小。 分析原因可以发现 , 随着 占空 比的增 大, 砂轮电解 时间会随之 增长 , 从而使其 电解速率升高。此时 , 砂 轮氧化膜质量将得 到提 高 , 作者简介 : 黄佳 ( 1 9 8 6 , 6 一 ) , 男, 湖南益阳人 , 硕士研 究生, 研 究实习员, 机械 工程 方向。
磨孔的工艺特点及应用场合

磨孔的工艺特点及应用场合磨孔是一种机械加工工艺,通过使用专用的磨具和磨削工具,将工件内部加工成圆形、圆柱形的孔。
以下是关于磨孔的工艺特点及应用场合的详细介绍。
1. 工艺特点磨孔相对于其他孔加工方法,具有如下的特点:1.1 高精度:磨孔能够达到较高的加工精度,甚至可以达到亚微米级别的精度。
这得益于磨削工具和磨具的高精度,以及磨削过程中的热沉积效应,磨孔内壁能够得到很好的光洁度和精度。
1.2 高表面质量:磨孔可以得到较高的表面光洁度和质量。
磨削过程中,磨具与工件表面之间的相对运动能够消除工件表面的凹凸不平,从而得到光滑、平整的孔壁。
1.3 多种加工材料可使用:磨削工艺可以处理各种硬度的工件材料,包括金属、非金属和复合材料等。
无论是钢材、铝材还是陶瓷材料,磨孔都能够满足加工要求。
1.4 高效率:磨削工艺可以在较短的时间内实现孔的加工,加工效率高。
而且磨削过程中不需要太多的人工干预,可以实现自动化加工,提高生产效率。
1.5 适应性强:磨削工艺适用于各种形状的孔洞加工,包括圆孔、椭圆孔、长孔等。
对于一些特殊形状的孔,磨孔工艺能够提供个性化的解决方案,满足多样化的加工需求。
2. 应用场合磨孔广泛应用于各个工业领域,特别是在高精度、高质量要求的场合中。
2.1 汽车制造业:在汽车制造中,磨孔被广泛应用于发动机缸体、缸盖等零部件的孔加工。
发动机缸体的气门孔和燃油喷嘴孔等都需要通过磨孔工艺来实现高精度加工。
2.2 航空航天领域:在飞机、航天器等航空航天设备的制造中,磨孔是不可或缺的工艺。
例如,涡轮发动机中的轴承孔、涡轮叶片的孔等都需要通过磨孔来实现。
2.3 电子电器行业:在电子电器产品的制造中,通常需要进行很多精密的孔加工。
例如,手机中的各类声孔、按键孔,电脑主板上的插针孔等,都可以通过磨孔来实现高精度的加工。
2.4 仪器仪表制造:在仪器仪表制造中,磨孔常常用于加工各类传感器孔、测量孔等。
由于磨孔具有高精度和高表面质量的特点,能够满足仪器仪表的高要求。
内圆磨削的工艺特点及应用范围
内圆磨削的工艺特点及应用范围1. 应用背景内圆磨削是一种精密加工技术,用于加工内孔表面,主要应用于制造业中的机械加工、汽车制造、航空航天等领域。
在这些领域中,对零件的尺寸精度、表面质量和形状精度要求非常高,而内圆磨削正是能够满足这些要求的一种加工方法。
内圆磨削可以对各种材料进行加工,包括金属、陶瓷、塑料等。
它可以用来加工各种形状和尺寸的内孔,如圆柱孔、锥形孔、螺纹孔等。
由于其高精度和高效率的特点,内圆磨削在现代制造业中得到了广泛应用。
2. 应用过程内圆磨削的基本过程包括夹持工件、定位工件、设定切削参数、进行切削和测量检查等步骤。
2.1 夹持工件首先需要选择适当的夹具来夹持工件。
夹具的选择要考虑到工件的形状、尺寸和材料等因素。
夹具的设计应能够确保工件在加工过程中保持稳定和可靠的位置。
2.2 定位工件在夹持工件后,需要将工件准确定位。
定位是指将工件的某个特定位置与磨削机床上的定位装置相对应,以确保加工过程中工件位置的稳定性和精度。
2.3 设定切削参数在进行内圆磨削之前,需要根据具体工件和要求设定合适的切削参数。
切削参数包括切削速度、进给量、切削深度等。
这些参数的设定直接影响到加工效果和加工质量。
2.4 进行切削设定好切削参数后,可以进行内圆磨削操作了。
切削是通过磨料砂轮与工件接触并旋转摩擦,从而将工件表面的材料去除。
磨料砂轮可以选择不同粒度和材质的砂轮,以满足不同加工要求。
2.5 测量检查在内圆磨削完成后,需要对加工后的工件进行测量检查。
测量检查可以使用各种测量仪器,如千分尺、内径规等。
通过测量检查可以判断加工结果是否符合要求,如果不符合则需要进行修磨或调整切削参数。
3. 应用效果内圆磨削具有以下几个显著的应用效果:3.1 高精度内圆磨削是一种高精度的加工方法。
通过控制切削参数和选择合适的砂轮,可以实现对内孔尺寸、形状和表面质量的高精度加工。
在一些对尺寸精度要求较高的领域,如航空航天、光学仪器等,内圆磨削是不可替代的加工方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺与检测ELID 精密镜面内孔磨削技术的应用哈尔滨工业大学 关佳亮 袁哲俊 张飞虎 摘要 采用金属基超硬磨料砂轮和在线电解修整(ELID)技术对碳化硅陶瓷、工具钢等材料进行精密镜面内孔磨削,得到了表面粗糙度R a 0.02~0.035 m 的加工表面。
关键词 在线电解修整(ELID ) 镜面磨削 磨削效果 在线电解修整(ELID)精密镜面磨削技术具有效率高、加工精度高、表面质量好、加工装置简单及适应加工材料广等特点。
目前,ELID 磨削技术在日本获得了广泛的应用,有几十家大公司将它用于实际生产。
加工材料包括各种黑色金属和非金属硬脆材料。
应用行业涉及电子、机械、光学、仪表、汽车等许多领域。
由于ELID 磨削技术的优点,加之具有广泛的应用前景,使得ELID 磨削技术受到各国的重视。
我国以哈尔滨工业大学袁哲俊教授为首的ELID 研究室,致力于ELID 磨削技术的机理研究和应用技术的开发,继成功地在平面磨床和外圆磨床上实现ELID 磨削之后,又成功地开发了用于M G 1420E 万能外圆磨床的内孔ELID 磨削实验系统,实现了ELID 精密镜面内孔磨削。
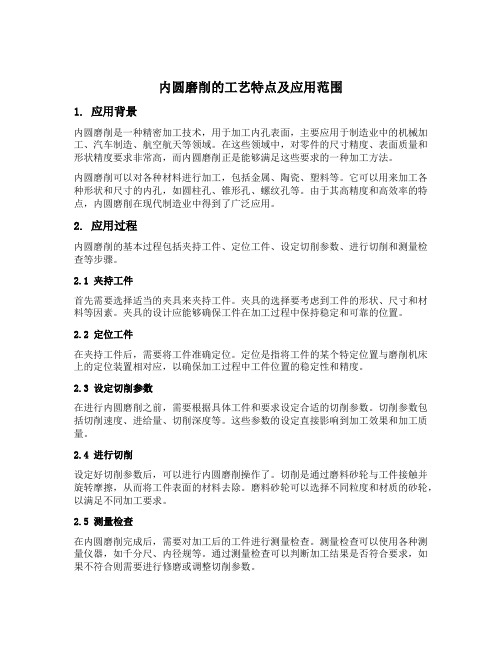
1 ELID 镜面磨削的基本原理 图1是ELID 精密镜面磨削机理的示意图。
它针对金属结合剂金刚石和CBN 砂轮难于修整的特点,利用在线电解修整作用,连续修整砂轮来获得恒定的出刃高度和良好的容屑空间。
同时,随着电解过程的进行,在砂轮表面逐浙形成一层钝化膜,阻止电解过程继续进行,使砂轮损耗不致太快,当砂轮表面的磨粒磨损后,钝化膜被工件表面磨屑刮擦去除,电解过程得以继续进行,对砂轮表面进行修整。
上述过程循环进行,既避免了砂轮过快消耗,又自行保持砂轮表面的磨削能图1 ELID 精密磨削机理示意图力。
2 内孔磨削的ELID 装置2.1 MG1420E 万能外圆磨床上的内孔磨削电解装置如图2所示装置实现了在小直径内孔加工过程中的ELID 磨削。
(a)电解过程 (b)磨削过程图2 内孔磨削ELID 电解装置结构示意图电解装置在设计中应注意以下几点:电极用不锈钢制造;电极在径向和轴向双向可调,以保证其与砂轮间隙控制在0.1~1.5mm 范围内;电解磨削液喷嘴位置应使电解磨削液充满整个电极与砂轮之间的间隙,以保证砂轮充分电解; 电极应与机床充分绝缘。
2.2 HDMD —Ⅱ型ELID 镜面磨削高频脉冲电源根据ELID 磨削机理,参考日本有关资料我们自制了一台ELID 专用电源HDM D —Ⅱ型ELID 镜面磨削高频脉冲电源。
该电源具有如下功能和特点:可通过分别选通三条回路中的一条或多条来改变工作电流。
电流变化范围2~9A;直流、脉冲可以互相变换,其电压变化范围为60V 、80V 、100V;频率在50Hz ~200kHz 之间可调; 占空比在10%~90%之间任意选择; 体积小、重量轻。
・25・1998年第1期2.3 HDMY—30型电解磨削液ELID磨削对磨削液的要求很高,除了要求具有良好的电解功能外,还要求其具有良好的润滑、防锈、冷却、浸透与清洗作用,同时还要求具有生成氧化膜的能力。
经过大量的实验,我们配制出了能够完全满足ELID磨削要求的电解磨削液HDM Y—20型磨削液。
与外圆和平面ELID磨削不同,内孔磨削由于砂轮电解修整是间歇的,所以要求其电解成膜速度要快。
因此,我们对已有的H DM Y—20型进行了改进,通过调整无机盐、铬酸盐和卤族离子的配比加快了磨削液的电解成膜速度。
2.4 砂轮日本生产的铸铁超硬砂轮是在真空炉或带有氢或氮保护装置的炉中烧结的。
烧结工艺复杂、成本高。
我们自行配制的铁系超硬砂轮是在现有工艺水平条件和设备状态下烧结而成的,成本低、烧结过程简化,砂轮性能也能够符合ELID磨削要求。
3 ELID精密镜面内孔磨削实验3.1 实验条件实验设备型 号・种 类磨 床M G1420E高精度万能外圆磨床砂 轮W40、W10铸铁基金刚石和CBN砂轮(自制)电 源HDM D—Ⅱ型镜面磨削高频脉冲电源(自制)磨削液HDM Y—30型电解磨削液(自制)工 件材 料SiC陶瓷(磨前表面粗糙度R a1.6 m,磨削余量0.02mm)高速钢(磨前表面粗糙度R a0.8 m,磨削余量0.01m m)3.2 实际磨削效果(1)砂轮的在线修整 首先对砂轮进行预电解修锐。
使砂轮通过对金属基体结合剂的电解去除获得适当的磨粒突出量(出刃高度)和合理的容屑空间,同时电解下来的Fe2+与磨削液中的化学成分仅起生成适当厚度的氧化膜[Fe(OH)2]。
本实验中,预电解通过15~20min实现,电解刚开始时电源、电压分别为1.8A、72V,预电解后电源和电压分别稳定在0.9A、82V。
预电解后开始ELID磨削。
随着吃刀深度的增大,砂轮表面的氧化膜和磨粒不断磨削刮除,新鲜的铸铁基露出来与磨削液反应生成新的氧化膜附着在砂轮表面。
经过15min磨削后,电解和磨削的去除与新氧化膜的重新生成达到相对稳定状态,电流和电压分别稳定在0.5~2A,60~80V范围内。
随着吃刀深度和进给频率的变化,电流和电压的稳定状态也有相应的变化。
(2)磨削效果 采用上述开发的ELID精密内孔镜面磨削装置对SiC陶瓷和高速钢齿轮滚刀的内孔进行精密磨削实验结果如图3、4所示。
图3 SiC陶瓷内孔磨削测试结果SiC陶瓷的硬度和密度较大,脆性也很好,所以采用ELID磨削容易得到高效率、高质量的磨削效果。
同时SiC对吃刀深度和进给频率敏感性高,过大的吃刀深度和过快的进给频率、工件转速及工作台速度将会给加工表面造成烧伤和冲击破损,因此要选择合理的磨削参数才能得到高的表面质量和效率。
图3所示采用W40、W10二种金刚石铁基砂轮磨削,镜面粗糙度为R a0.025~0.032 m。
图4 高速钢内孔磨削的测试结果高速钢的强度、韧性好,断屑困难,所以很难得到粗糙度好的加工表面。
采用ELID磨削,砂轮始终保持良好的出刃高度和容屑空间使断屑较容易,能够得到好的表面质量。
但要注意,用粗粒度CBN砂轮时,吃刀深度不宜过大,否则由于大的吃刀深度造成深的划痕,在精磨时很难去除。
另外,在半精磨和精磨过程吃刀深度一定要严格控制、循序渐进,才能得到表面粗糙度R a0.02~0.028 m的镜面。
4 结论 用ELID精密镜面磨削技术加工SiC陶瓷、高速钢等硬脆材料和金属材料的内孔,表面粗糙度可达二十几个纳米左右,取代了研磨,一次磨削成形,既保证尺寸精度,又保证表面粗糙度,设备改造简单,成本低、效率高,便于推广应用。
参考文献1 王平,居冰峰,袁哲俊.铸铁超硬砂轮的超精密镜面磨削.制造技术与机床,1996(8)2 张春河,袁哲俊等.E LID超精密镜面磨削在平面磨床上的实现.航空精密制造技术,1995(4)3 张春河等.在线电解修整磨削先进陶瓷,机械工艺师,1994(9)第一作者:关佳亮,哈尔滨工业大学422#,邮编: 150001(编辑 徐鸿根) (收稿日期:1997—07—17) ・26・《制造技术与机床》ABSTRACTS&KEY WORDS M ANU FA CTU RING TECHN OLOGY&M ACHINE TOOLN o.1,1998,T otal Issue N o.426Machine Tools f or High Speed Machining and Key TechnologyW ei Zhiqiang,et al(5) Abstract:T his paper intr oduces the resent development o f ma-chine to ols for high speed machining and discusses the key techno log ies,such as hig h speed spindle unit,high speed bea r-ing for the spindle,feeding system driven by linear motion mo-tor,contr ol sy stem and cutt ing too ls for high speed ma chining. Key Words:M achine T o ol for Hig h Speed M achining,Hig h Speed Spindle,L inear M ot ion M o torAdjusting of Automatic Tool Changing Device f or Vertical Ma-chining C enter MC320/520G ong Z honghua(8) Abstract:It int ro duces in det ail the mo tio n pr inciple,adjusting steps and related par ameter set up of to ol chang ing device w ith-out manipulato r o f machining center M C320/520manufa ct ur ed by ST A M Co mpa ny o f G er many.It is available fo r r eference in repairing and designing of such a nd ot her machining center s. Key Words:M achining Center,T oo l Cha ng ing w itho ut M anip-ulato r,M ot ion P rinciple,A djustment,P aramet erAnalysis on Source of Unusual Noice in Spindle Box of CNC Lathe and the Solution Y u Cheng hu,et al(16) Abstract:An U nusua l noice is emited sometime fro m the spin-dle box of the lathe.So urce o f t he unusual no ice is found out by analysis the str uctur e features o f the spindle box w ith prac-tical disassembly and detail inspectio n.A naly sis is made o n t he relation betw een prelo ad of the spindle bea ring s,wo rking life of the bearing s and rigidit y o f the spindle.Cor espo nding mea-sur es are applied and the unusual noice in spindle box is effec-tiv ely r esolved.It sho w s the so lution is univer sality to a cer tain ex tent.Key Words:Spindle Box,P reloa d o f Bear ing,U nusual N oiceResearch on Controlling Decision of Electromagnetic Type Au-tomatic Balancing Head O uy ang Hong bing,et al(20) Abstract:A new ty pe of on-line electr oma gnetic auto-ba lancing equipment is pr esented in this paper,the balancing criter ion is also g iven.A rapid and stochastic co ntro lling device is offer ed for optimizing balancing pro cess o f the auto-balancing head w hich balancing mass is mo ved only in o ne direction.T he bal-ancing period is sho rt er and t he mo vement o f balancing plate is mor e r apid a nd accur acte in co mpar iso n w it h the gener alsto chast ic optimizing metho d.Key Words:On-line A uto-bala nce,Contr olling D ecision,A u-t o-o ptimization,I nfluence Co efficient M etho dApplication of ELID Precsion and Mirror Grinding Technologyf or Hole G ua n Jialiang,et al(25)Abstract:T he pr ecision and mir ro r g rinding technolog y w ith t he w heel electr olyt ic in-pro cess dressing(EL ID)is effectiv elya pplied to mirr or sur face g rinding and pr ecision cylidericalg r inding for hard-to-machine mater ials.A ELI D gr inding tech-nolo gy is developed for pr ecisio n g rinding o f int ernal sur face.T he EL ID techno lo gy is applied t o metal-bonded superhar d-a br asiv e gr inding w heel,pr ecisio n m irr o r g rinding is r ealizedo n bo re sur face o f hard mater ials,such as silico n car bide,to ol steel,etc.T he ro ug hness of g r ound sur face is R a=0.02~0.035 m.Key Words:EL ID,M ir or r G rinding,G ro und EffectExperiment on Laser Strengthening Machining with Auxiliary Atmosphere F ang Jiancheng,et al(27) Abstract:Resear ch of laser drilling for exam ple is made w itha ux iliar y atmo spher e on the effects o f machining qualit y.It issug gested t he int egr ativ e techno lo gy of laser machining and str engt hening.T he ex per iment r esult show s that the qualitya nd accur acy o f hole are impr o ved and w all o f the hole isstr engt hened.T he technolog y can be ex tensively a pplied to laser melting and co nso lidat ion o f plasma spr ay co ating for str engt hening the sur face with micr o-har dness up t o1200HV.Key Words:A ux iliar y A tmo spher e L aser St reng thening M a-chiningAnalysis of Fatigue Failure of Gear Pair in Spindle Transmis-sion Box of Milling Machine and C ountermeasure ProcessZhao Hu,et al(34) Abstract:By using t he design o f helical g ear driv ing and elect ro-mag netic clut ch speed chang er to r aise the calculated spindle speed to r educe the calculated tor que and contacting stress at t he pitch diameter of gear,so that co ntact ar ea is incresed, dr iving stability is impro ved a nd the fatig ue failur e o f gear is e-liminat ed.Key Words:M illing M achine,T oo th Break,ContactingStr ess,Electr om agnetic Clut ch・Ⅲ・。