产品同模仁大小参考表
模胚选择(新)

3.成本区别: 因为细水口模具多了四根导边,加工配合的 难度增大,所以模胚价格一般为简化细水口模具 的1.3至1.5倍,在产品小,精度要求和模具寿命及 模价不高的情况下,还是优先考虑使用简化细水 口模具.
简化型细水口:以FCI为例,与DCI比较,少了四 根水口边,DCI导柱装在后模,FCI装在前模。细 水口二侧大行位被导柱挡死,优先选择FCI,不然 尽量选择DCI,G型相对于E型同样少了四根水口边。
非标模胚如何定购: 非标模胚是在标准模胚的一个基础上进行改动。 热流道模胚都是在大水口的模胚的基础上进行改 动。模胚加大的话,在原有模胚的基础上进行等 距的移动。
定模胚时,首先选择是型号,然后是规格,选择 附件,比如说CI3040A60B90C90,3040由模仁的大 小,行位结构来决定的。A60B90模仁的高度与结 构来决定,C90顶出高度(产品的高度与斜顶的行 程)CI由进胶的式样来决定。AB模的间距,这个 厂的习惯。垃圾钉,厂的习惯来定,是否加中托 司,根据模具结构。
如何确定A板B板C板的厚度: A板的确定,对于中小型的模具,从前模仁底部加 25-40左右,一般前模开框深度占A板深度的5070%,B板的确定,对于中小型的模具,从后模仁 底部加50-60,一般后模开框深度占B板深度的3040%。C方铁的确定,优先选择默认尺寸。比较高 的产品在产品的高度方向加10-20mm
什么的情况下要求加中托司: 1、小顶针比较多,有扁顶 2有斜顶的情况下 3、有推板的情况下 4、有司筒有司针的情况 5、顶针超过40支情况下 6、二次顶出的情况下。 也就是要求顶出平稳的滑行时,需要加中托司,一般 是成对的加,中托司的大小一般可以与回针一样大, 或者小一号。
各种产品印刷尺寸+各种印刷尺寸一览表

各种产品印刷尺寸+各种印刷尺寸一览表印刷纸张尺寸列表印刷纸张尺寸对比表大度正度大全张1000mm×1400mm小全张890mm×1260mm大对开720mm×1020mm全开1193×889mm 870x1100 1092×787mm 对开863×584mm760×520mm 3开863×384mm760×358mm 丁三开443×745mm390×700mm 4开584×430mm520×380mm 6开430×380mm380×350mm 8开430×285mm380×260mm 12开290×275mm260×250mm 16开285×210mm260×185mm 24开180×205cm170×180mm 32开210×136mm184×127mm 36开130×180mm115×170mm 48开95×180mm85×260mm64开136×98mm85×125mm名片90*54mm折卡90*95/90*108MM成品尺寸=纸张尺寸-修边尺寸德国罗兰四色机,它的规格、型号、印刷尺寸是:大对开 720mm×1020mm小全张 890mm×1260mm大全张 1000mm×1400mm常用印刷纸张的开法虽然ISO的标准是将纸张划分为A、B、C三种开本,但是目前国内基本上还是采用787mm×1092 mm的老规格(正度纸张)。
由于要除去印刷机咬口,所以实际的可印刷幅面是780mm×1080mm左右。
常用印刷纸张的开法和可印刷面积表:开法可印刷面积实际纸张大小全开 780x1080mm 787x1092mm2开 540x780mm 546x787mm3开 360x780mm 364x787mm4开 390x540mm 393x546mm6开 360x390mm 364x393mm8开 260x390mm 273x393mm9开 260x360mm 262x364mm12开 360x195mm 364x196mm16开 195x270mm 196x273mm18开 180x260mm 182x262mm24开 180x195mm 182x196mm32开 195x135mm 196x136mm48开 95x195mm 98x196mm64开 135x95mm 136x98mm这里要注意一下,纸张一般有两种开法——两开法和三开法。
模架尺寸
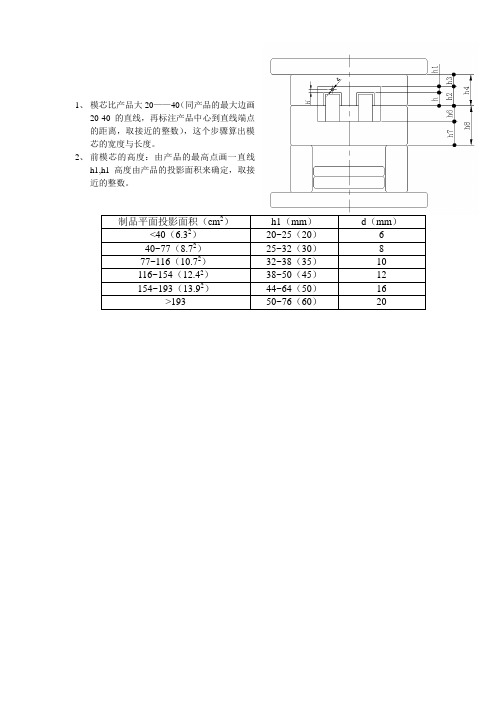
1、模芯比产品大20——40(同产品的最大边画
20-40的直线,再标注产品中心到直线端点
的距离,取接近的整数),这个步骤算出模
芯的宽度与长度。
2、前模芯的高度:由产品的最高点画一直线
h1,h1高度由产品的投影面积来确定,取接
近的整数。
制品平面投影面积(cm2)h1(mm)d(mm)<40(6.32)20~25(20) 6
40~77(8.72)25~32(30)8
77~116(10.72)32~38(35)10
116~154(12.42)38~50(45)12
154~193(13.92)44~64(50)16
>193 50~76(60)20
3、由B0(模芯的宽度)算出模板(A板、B板)的宽度B
B B K B0L K L0
150 35 80 35
200 45 110 40
250 55 140 45
300 65 170 50
L0 = L - 2 L K 350 65 220 55
400 75 250 55
450 85 280 60
500 95 310 60
4、由模板的宽度B算出模板的长度L
5、A板厚度h4 =前模芯厚度h2+ A板开框背后厚度h3,A板开框背后厚度h3 = 25~35 mm
6、B板厚度h8=后模芯厚度h6+ B板开框背后厚度h7
B板开框背后厚度h7,主要承受来自型腔的注射压力,可以查选标准模板厚度
7、由A、B板的宽度、长度、高度调用龙记模胚的标准模架。
塑胶模具设计规范-1
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
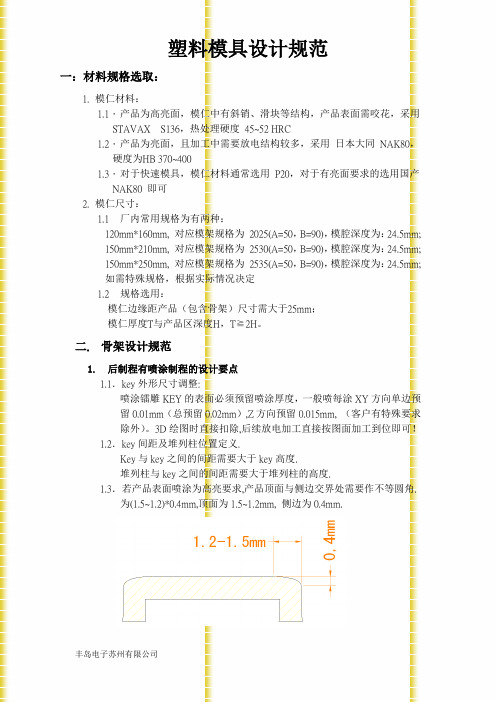
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
模胚大小的确定及模胚种类的选择

模胚大小的确定及模胚种类的选择:模胚大小的选择:取决于模仁大小,利用燕秀工具栏里调模胚的最大内模尺寸。
最基本的要求,产品的所有顶针必须在顶针板的范围之内,长度方向我们不能破扶针,离扶针至少5MM以上。
对于中小型模具,可以简单的初步根据模仁大小周边加50来计算模胚的大小。
有行位的结构,周边须要放65-80左右初步定一个模胚大小,具体得根据行位大小结构来定,最重要的一个参数是一个铲机的强度,对中小型模具来说,铲机最小的尺寸在25-30之间,大型模具在50以上。
定模胚时,首先选择是是型号,然后是规格,选择附件,比如说CI3040A60B90C90。
3040由模仁的大小,行位结构来决定的。
A60B60模仁的高度与结构来决定,C90顶出高度(产品的高度与斜顶的行程)CI由进胶的式样来决定。
AB模的间距,这个厂的习惯。
垃圾钉,厂的习惯来定,是否加中托司,根据模具结构。
模胚类型的选择:三四十种模型类型如何选择:首先得了解各种类型的区别:大水口:以CI为标准,AI比CI多了一块承板,适合于B板开通框,BI比CI 多了一块推出板,一块承板,适合于B板开通框同时用推板顶出。
DI比CI多了一块推板,适合于推板模。
H型与I型比少了一块面板,T型比I型面板少了个护耳。
由于容模量的限制,同样的模胚,H型,T型可比I型大一号。
大水口模胚里用得最多的CI。
H型T型需开码模位,25和35三种,能开35的尽量开35 细水口:以DCI为例,后面的CI与大水口的CI类型是一致的,细水口相对于大水口多了四根水口边,D型,相对于CI模胚,多了四根水口边,一块水口板,由一个开模动作变成三个开模动作。
DCI是细水口模具用得最多的一种。
E型,相对于CI模胚,只是多了四根水口边,适合于前模抽芯前模行位的结构,由一个开模动作变成了二个开模动作。
简化型细水口:以FCI为例,与DCI比较,少了四根水口边,DCI导柱装在后模,FCI状在前模。
细水口二侧大行位被导柱挡死,优先选择FCI,不然尽量选择DCI,G型相对于E型同样少了四根水口边。
模具各项比例分配大致情况

3 普通省光; 管理尺寸不超过3个; 公差要求、变形控制以装配为准
1 复合PL分型; 模具不允许烧焊; 热流道; 二次侧抽芯,二次顶出,转芯脱螺纹
模具结构 2 简单PL分型; 模具允许有局部烧焊; 扁顶、斜顶或推板顶出,强顶脱螺纹,有行位
3 平面PL分型; 模具允许烧焊; 无行位,无斜顶,镶件每穴不超过6件,圆顶针普通顶出
2.结构越复杂,模具造价越高。 从简化模具结构,节约成本、提高模具生产效率、模具寿命方面。
3.产品重量越重,表面工艺越复杂,产品价格越高。 从产品定位定位和价格来看,电镀具有较高的报废率却能提升产品的档次。
4.模具厂的选择,模具厂越大,管理和开发越规范,价格越高。 针对产品的结构,模具设计师有义务建议客户对某些结构细节进行变更。 产品关于模具方面的问题少;
模具加工费用
• 4.1 车床 4.2 铣床4.3 钻床4.4 平面+成型磨床4.5 内外圆磨 • 4.6 CNC(数控机床)4.7 EDM(电火花加工)4.8 W-CUT(线切割) • 4.9 Polish(抛光)4.10 Fit mold(模具配合)4.11 修整
• 修模与改模
• 修模:是模具做出来的产品不符合设计要求而进行的模具修改活动(模具厂 承担主要责任)(不修改结构)
3、模具结构设计主要因应模具寿命、产品精度以及加工工艺而决定,是影响模具制造成本的最直接因素
模具开发成本
模具各零件常用钢材: 1、镶件材料与模仁材料一样,镶件硬度应低于模仁硬度 4 ° 左右。 2、定位销使用材质为: SKD61 ( HRC 52° )。 3、滑块系例各部分材质: ① 滑块入子使用材质与模仁材质相同,硬度要不一样。 ② 滑块座使用材质为:P 2 0 ③ 压块使用材质为: S 5 5 C ( 需 热 处 理 至 HRC 40° ) ④ 耐模块使用材质为: DF2 ( 油 钢 需 热 处 理 至 HRC 52° ) ⑤ 斜道导柱使用材质为: SKD61 ( HRC 52° ) ⑥ 铲基使用材质为: S 5 5 C ⑦ 导 向 块使用材质为: DF2 ( 油 钢 需 热 处 理 至 HRC 52° ) 4、斜顶钢材 斜顶与内模所用的钢材不可使用相同,避免磨擦而被烧坏。钢材之配合可参考下表。 斜顶氮化前,斜顶与斜顶孔之间应留有适当的间隙,斜顶的钢材硬度及是否氮化可参照下表。 注:斜顶也可选用铍铜(Be-Cu) 其它零件各部分材质 。 ① 标准浇口套部分材质按厂商标准。 ② 三板模浇口套部分材质使用 S 5 5 C,( 需 热 处 理 至 HRC 40° )。 ③ 拉杆、限位块、支撑柱、先复位机构 等,使用材质为: S 5 5 C 。 ④ 其它零件如无特殊要求,均使用材质为: S 5 5 C 。
常见贴片元件尺寸表
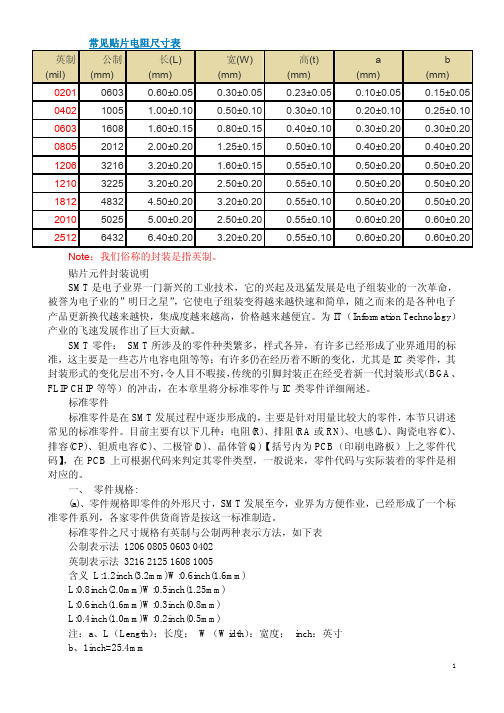
常见贴片电阻尺寸表英制(mil)公制(mm)长(L)(mm)宽(W)(mm)高(t)(mm)a(mm)b(mm)0201 0603 0.60±0.05 0.30±0.05 0.23±0.05 0.10±0.05 0.15±0.05 0402 1005 1.00±0.10 0.50±0.10 0.30±0.10 0.20±0.10 0.25±0.10 0603 1608 1.60±0.15 0.80±0.15 0.40±0.10 0.30±0.20 0.30±0.20 0805 2012 2.00±0.20 1.25±0.15 0.50±0.10 0.40±0.20 0.40±0.20 1206 3216 3.20±0.20 1.60±0.15 0.55±0.10 0.50±0.20 0.50±0.20 1210 3225 3.20±0.20 2.50±0.20 0.55±0.10 0.50±0.20 0.50±0.20 1812 4832 4.50±0.20 3.20±0.20 0.55±0.10 0.50±0.20 0.50±0.20 2010 5025 5.00±0.20 2.50±0.20 0.55±0.10 0.60±0.20 0.60±0.20 2512 6432 6.40±0.20 3.20±0.20 0.55±0.10 0.60±0.20 0.60±0.20 Note:我们俗称的封装是指英制。
模架的尺寸确定

d(mm) 6
25~32(30)
8
32~38(35)
10
38~50(45)
12
44~64(50)
16
塑料注射模具设计——池寅生
6
50~76(60)
20
②模仁至定模板上表面的厚度h3 = 25~35 mm ③定模仁厚度h2 = 制品厚度h+型腔背后模芯厚度h1 ④定模板厚度h4 =定模仁厚度h2+模仁至定模板上表面的厚度h3
六、模架的选择
1、确定模架组合形式:根据塑件成型所需的模具总体结构和技术要求 2、确定模架的类型:根据浇口和推出结构的特点 3、模架的尺寸确定 模架核心尺寸 定模板和动模板的周界尺寸(宽和长) 定模板和动模板的厚度尺寸 垫块的厚度
模架其他组成零件的尺寸
塑料注射模具设计——池寅生
1
塑料注射模具设计——池寅生
产品(或型腔)之间的距离b
模仁尺寸B0×L0
无流道:b一般取15~25mm。
B0=2a+2w+ b′ L0=2a+2l+ b
型腔之间布置有流道:b′可取
>200×200时,必须做成拼块结塑构料注。射模具设计——2池5寅~4生0mm,一般取30mm。 4
B
BK
B0
150
35
80
200
45
110
250
9
七、注射模具的排位设计
塑件产品在模具中的摆放位置的设计 ——决定了模具型腔的位置关系; ——确定了模具的总体结构和尺寸; ——直接影响后期的注射工艺; 设计原则 1、力求平衡、对称。 ①各型腔在相同温度下同时充模。
采用平衡布局
塑料注射模具设计——池寅生
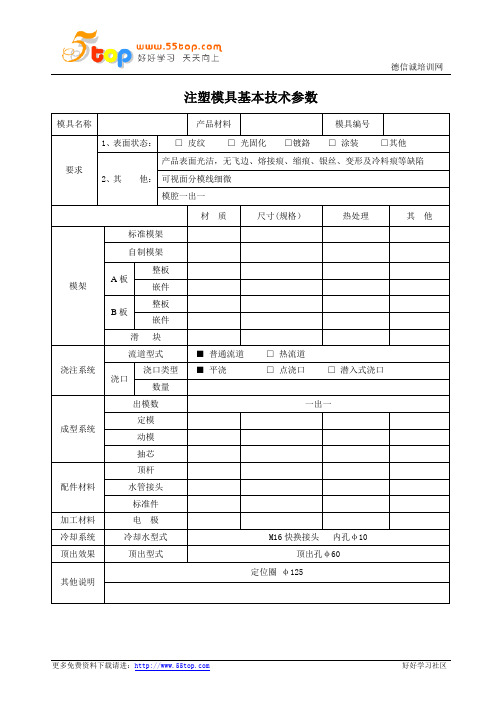
注塑模具基本技术参数表
模具名称
产品材料
模具编号
要求
1、表面状态:
□皮纹□光固化□镀鉻□涂装□其他
2、其他:
产品表面光洁,无飞边、熔接痕、缩痕、银丝、变形及冷料痕等缺陷
可视面分模线细微
模腔一出一
材质
尺寸(规格)
热处理
其他
模架
标准模架
自制模架
A板
整板
嵌件
B板
ቤተ መጻሕፍቲ ባይዱ整板
嵌件
滑块
浇注系统
流道型式
■普通流道□热流道
浇口
浇口类型
■平浇□点浇口□潜入式浇口
数量
成型系统
出模数
一出一
定模
动模
抽芯
配件材料
顶杆
水管接头
标准件
加工材料
电极
冷却系统
冷却水型式
M16快换接头内孔φ10
顶出效果
顶出型式
顶出孔φ60
其他说明
定位圈φ125
产品排位设计,模仁尺寸及模架大小的确定
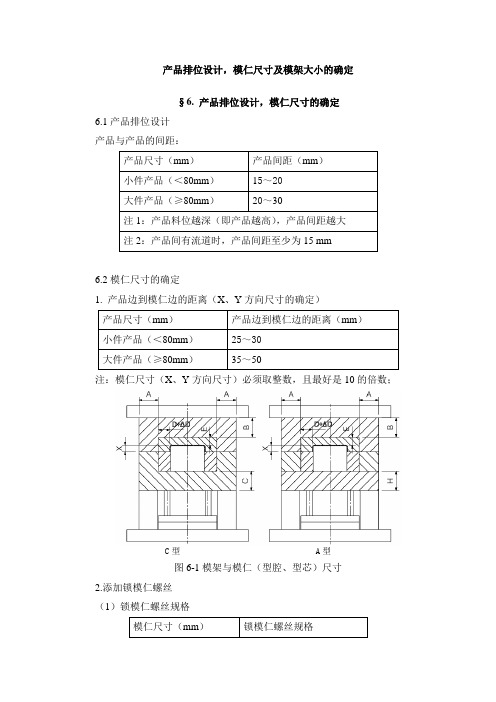
产品排位设计,模仁尺寸及模架大小的确定§6. 产品排位设计,模仁尺寸的确定6.1产品排位设计产品与产品的间距:产品尺寸(mm)产品间距(mm)小件产品(<80mm)15~20大件产品(≥80mm)20~30注1:产品料位越深(即产品越高),产品间距越大注2:产品间有流道时,产品间距至少为15 mm6.2模仁尺寸的确定1. 产品边到模仁边的距离(X、Y方向尺寸的确定)产品尺寸(mm)产品边到模仁边的距离(mm)小件产品(<80mm)25~30大件产品(≥80mm)35~50注:模仁尺寸(X、Y方向尺寸)必须取整数,且最好是10的倍数;C型 A型图6-1模架与模仁(型腔、型芯)尺寸2.添加锁模仁螺丝(1)锁模仁螺丝规格模仁尺寸(mm)锁模仁螺丝规格(2)锁模仁螺丝布置3.初步绘制冷却水道,以确定模仁尺寸(1)冷却水道的直径一般为Φ6、Φ8、Φ10,优先采用大直径冷却水道,其冷却效果较好;(2)冷却水道边到螺丝孔边、顶针孔边的距离最少为4mm;(3)冷却水道中心到模仁边的距离不少于12mm;(4)冷却水道边到产品边的距离不能太近,一般在15mm左右。
4. 模仁高度(厚度)尺寸的确定(Z方向尺寸的确定)度为整数。
§7. 产品排位设计,模架大小的确定7.1模架大小的确定(1)模架的宽×长模架的宽与长由模仁的宽与长和模仁边到A板边或B板边的距离确定模仁边到A板边或B板边的距离一般取50~70mm,于是:模架宽=模仁宽+2×(50~70)mm模架长=模仁长+2×(50~70)mm模仁大小与模架的关系见图7-1。
图中有关尺寸可参考表7-1的经验数据确定。
()图7-1模仁大小与模架注:表中数据为一般情况下的模具设计经验尺寸。
(2)A板和B板的厚度大水口模(二板模):细水口模(三板模):确定本实例的模架为CI2023-A60-B80-C70大水口模架。
“CI”代表工字模,“A”表示A板,“B”表示B板,“C”表示C板(方铁、垫块)7.2调出标准模架(1)调出CI2023-A60-B80-C70标准模架(2)检验调出的模架是否合适a.将后模视图调入模架的后模视图中,调出合适的复位弹簧,检验模仁边到弹簧孔边的距离一般应有5~10mm;(回针中心到距离=ΦD+5~10mm,ΦD为回针直径;或模仁边到回针边的距离≥10~15mm,(40 以上的模胚最好取15mm))。
模胚大小的确定及模胚种类的选择

模胚大小的确定及模胚种类的选择:模胚大小的选择:取决于模仁大小,利用燕秀工具栏里调模胚的最大内模尺寸。
最基本的要求,产品的所有顶针必须在顶针板的范围之内,长度方向我们不能破扶针,离扶针至少5MM以上。
对于中小型模具,可以简单的初步根据模仁大小周边加50来计算模胚的大小。
有行位的结构,周边须要放65-80左右初步定一个模胚大小,具体得根据行位大小结构来定,最重要的一个参数是一个铲机的强度,对中小型模具来说,铲机最小的尺寸在25-30之间,大型模具在50以上。
定模胚时,首先选择是是型号,然后是规格,选择附件,比如说CI3040A60B90C90。
3040由模仁的大小,行位结构来决定的。
A60B60模仁的高度与结构来决定,C90顶出高度(产品的高度与斜顶的行程)CI由进胶的式样来决定。
AB模的间距,这个厂的习惯。
垃圾钉,厂的习惯来定,是否加中托司,根据模具结构。
模胚类型的选择:三四十种模型类型如何选择:首先得了解各种类型的区别:大水口:以CI为标准,AI 比CI多了一块承板,适合于B板开通框,BI比CI多了一块推出板,一块承板,适合于B 板开通框同时用推板顶出。
DI比CI多了一块推板,适合于推板模。
H型与I型比少了一块面板,T型比I型面板少了个护耳。
由于容模量的限制,同样的模胚,H型,T型可比I型大一号。
大水口模胚里用得最多的CI。
H型T型需开码模位,25和35三种,能开35的尽量开35细水口:以DCI为例,后面的CI与大水口的CI类型是一致的,细水口相对于大水口多了四根水口边,D型,相对于CI模胚,多了四根水口边,一块水口板,由一个开模动作变成三个开模动作。
DCI是细水口模具用得最多的一种。
E型,相对于CI模胚,只是多了四根水口边,适合于前模抽芯前模行位的结构,由一个开模动作变成了二个开模动作。
简化型细水口:以FCI为例,与DCI比较,少了四根水口边,DCI导柱装在后模,FCI 状在前模。
细水口二侧大行位被导柱挡死,优先选择FCI,不然尽量选择DCI,G型相对于E型同样少了四根水口边。
注塑模具规格标准

TITLE
塑胶性能对照表
.28.
常用塑料性能对照表
名称 ABS EPS LDEP HDEP 俗称 ABS胶,超不碎胶 发泡胶 软胶(花料,筒料) 硬性软胶 超硬性软胶 百折胶 PVCO粗粉 亚加力 缩醛(特灵,夺钢,超钢) 尼龙6 尼龙12 聚胺 PA66 PAST PC 尼龙66 增强尼龙 防弹胶 硅橡胶 聚碳酸脂 聚硅钢橡胶 Polycarbnate Silicone Rubber 咖啡壶,电器外壳 安全头盔,防弹玻璃 移印机胶头,耐热部件 导电塑胶 Polyamide 中文学名 丙烯晴-丁二烯-苯乙烯 发泡聚苯乙烯 低密聚乙烯 高密乙烯 超高密乙烯 聚丙烯 聚氯乙烯乙烯原树脂 聚甲基丙烯酸脂 聚甲醛树脂 英文学名 Acrylanitrile Butadiene-Styrene Expanded Polystyrene Low Density Polyethlene High Density Polyethene Ultra-High Density Polyethlene Polypropylene 主要应用 玩具,日用品,电器用品, 家具,运动用品 食品包装,绝缘板,装饰品 收缩率%
丰达实业(香港)有限公司 HI-TECH INDUSTRIAL(HK)LTD. 注塑模具规格标准 HI-TECH INJECTION MOLD SPECIFICATION STANDARD
封面( HI A A A A A A A A A A A A A A A A A B B C C C D D D D D D D D D D D D D D D D D D D D D D
SAFE LOAD TON 1 2 3 4
注:吊模孔尺可能在模板的中心
HI-TECH
QUALITY MOLD
产品样品对照表

[APPRP-1410]PSP1000 3D摇杆[蓝色] [APPRP-1411]PSP2000 3D摇杆[黑色] [APPRP-1416]PSP2000 UMD光头[原装拆机] [APPRP-1428]PSP2000开关 更新图片 [APPRP-1436]PSP1000关头开关 [APPRP-1437]PSP3000按键[通用PSP2000] [APPRP-1439]PSP2000/3000光头开关[一套] [APPRP-1440]PSP3000开关板 更新图片 [APPRP-1443]PSP1000摇杆帽子[黑色] [APPSP-1420]PSP贴膜[通用PSP1000/PSP2000/PSP3000] [APPSP-3622]PSP GO防刮保护膜 [APPSP-3840]PSP防窥膜[通用PSP1000/PSP2000/PSP3000] [APPSR-1415]PSP2000 LCD[Sharp][原装新] [APPSR-1430]PSP3000 LCD[Sharp][原装新] [APPSR-1911]PSP GO LCD[Sharp][原装新] [APPSR-4329]PSP2000 LCD [APPSR-5052]PSP3000 LCD[原装+组装背光] [APPTO-1422]PSP1000螺丝刀[十字] [APSAA-3615]PS2通用四分叉 [APSAC-3081]PS3 MOVE 摄像头支架 [APSAC-3220]PS3 Move手柄[黑色] [APSAC-3640]PS2转USB 手柄转接器 [APSAC-3827]PS2有线手柄裸装[黑色] [APSAC-3828][仿][体积货]PS2无线手柄[黑色] [APSAC-3902]PS3/PS2/PC手柄转换器[黑色] [APSAC-3903]PS3记忆卡转换器[黑色] [APSAC-3929][仿][体积货]S3遥控器[黑色] [APSAC-8191]PS3 Move手柄双充充电器 [APSAC-8192][海]PS3 Move 1x4手柄座充充电器 [APSAC-8369][体积货]PS3 move光枪 [APSAC-8372]仿][体积货]PS3蓝牙无线手柄[黑色] [APSAC-8400]仿][体积货]PS3蓝牙无线手柄[黄色] [APSAC-8401]仿][体积货]PS3蓝牙无线手柄[蓝色] [APSAC-8402]仿][体积货]PS3蓝牙无线手柄[黄金] [APSAC-8403]仿][体积货]PS3蓝牙无线手柄[白色] [APSAC-8405]仿][体积货]PS3蓝牙无线手柄[红色] [APSAC-8529][海]PS2 FE-8288带震动方向盘 [APSAC-8532][体积货]PS3 3合1无线手柄键盘 [APSCA-1542]PS2/PS3 AV线[无牌][1.80m] [APSCH-1550]PS2火牛[美版插头][2.5m] [APSCH-3086]USB双控制器充电器PS3 [APSCH-3138]PS3手柄充电器[双充][USB线] [APSCH-3139][体积货]PS3 MOVE充电器[双充][GT牌子] [APSFA-3641]PS2风扇[9W型] [APSFA-3838]PS2风扇[7W型][USB] [APSFA-3927]PS3 USB动力系统冷却风扇[黑色] [APSFA-8531][体积货][Logo:Pega|eBay禁售]PS3 S版主机后置温控风扇 [APSFA-8750][体积货]PS3 通用风扇[20G/40G/60G][黑色] [APSFC-3826]PS2色差线不带包装 [APSKE-8530][体积货][Logo:Pega|eBay禁售]PS3蓝牙键盘 [APSMC-1534][eBay禁挂单]PS2 64M存储卡[无牌] [APSMP-3432]PS3蓝牙耳机[黑色] [APSMP-8748][体积货]PS3带唛耳机[黑色] [APSRP-1530]PS2光头PVR802单头 [APSRP-1531]PS2光头400C[绿版黄眼][原装拆机] [APSRP-1548]PS2摇杆帽[黑色] [APSRP-1549][抛售]PS2摇杆[黑]
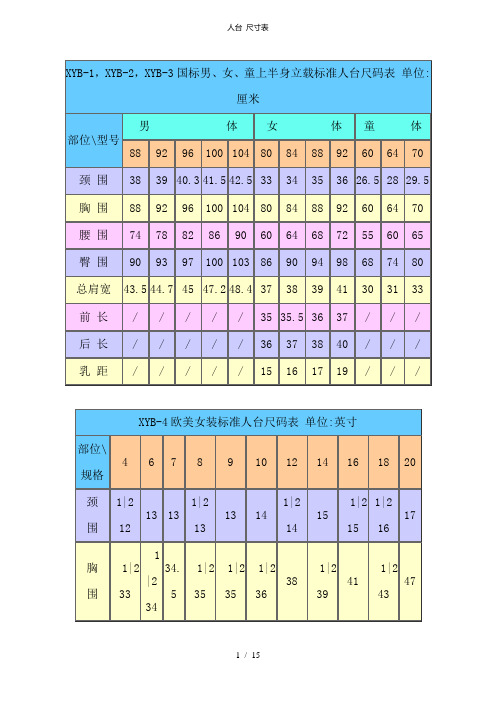
人台 尺寸表
36
38
40
颈 围
1|2
15
16
1|2
16
胸 围
38
40
42
腰 围
32
34
36
臀 围
39
41
43
肩 围
3|4
5
6
1|4
6
背 围
1|2
16
17
1|2
17
前 长
14
1|4
14
1|2
14
后 长
1|2
16
3|4
16
17
档全长
28
29
30
大腿围
23
24
25
膝盖围
1|2
15
16
1|2
16
小腿围
1|2
14
L
XL
S
M
L
腰 围
60
63
66
69
78
82
86
臀 围
86
89
92
95
93
97
101
档全长
64
66
68
70
70
72
74
大腿围
51
53
55
57
55
57
59
膝盖围
36
37
38
39
37
38
39
小腿围
33
34
35
36
35
36
37
腿内侧
75
76
77
77
75
76
77
XYB-7欧美男装标准人台尺码表 单位:英寸
模具普通尺寸差例

模具尺寸精度
模具普通尺寸差例
表2为模具图中对尺寸未标志特定公差数值或记号之尺寸公差,并示记有记号之调整放大量之一例。
表2 模具普通寸法差
单位mm
备考(1) 所谓成形品部者为模具中射出成形品成形处所。
(2) 所谓一般者为除配合部份,成形品部,调整处所及嵌合处所以外之一般部份。
(3) 所谓调整放大量者为配合部份及需作再磨削处所等需要调整处所放大尺寸。
(4) 不适用于型穴间中心距离,导梢中心距离。
(5) 关于偏心尺寸差并未特殊规定,但可能之限度希望位于一般尺寸差之中间值。
模具普通尺寸差之解说
1) 标准尺寸之区分
JIS B 0405普通尺寸差(切削加工)之尺寸区分,开始之小尺寸采用有二区分级。
2) 尺寸差
一般情形,成形品图上注入之尺寸差,大多数能与普通公差数值相符。
相应成形品之精度,模具精度公差约为成形品者之1/3~1/4。
标准尺寸大,将成形非常高之精度,相应成形品精度比例,似为不必要之精度,但应考虑,如标称尺寸之公差大,将使肉厚误差放大,不能确保成形品上薄肉厚部之尺寸。
3) 标称长度处所之肉厚
所谓标称长度处所之肉厚者为标称长度处所(图1之A)一边之肉厚(图1之C及C1)。
图1。
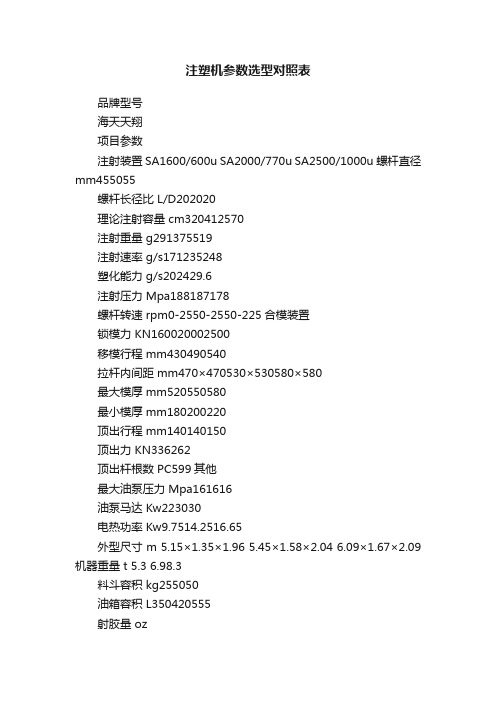
注塑机参数选型对照表
注塑机参数选型对照表品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm455055螺杆长径比 L/D202020理论注射容量 cm320412570注射重量 g291375519注射速率 g/s171235248塑化能力 g/s202429.6注射压力 Mpa188187178螺杆转速 rpm0-2550-2550-225合模装置锁模力 KN160020002500移模行程 mm430490540拉杆内间距mm470×470530×530580×580最大模厚 mm520550580最小模厚 mm180200220顶出行程 mm140140150顶出力 KN336262顶出杆根数 PC599其他最大油泵压力 Mpa161616油泵马达 Kw223030电热功率 Kw9.7514.2516.65外型尺寸m 5.15×1.35×1.96 5.45×1.58×2.04 6.09×1.67×2.09机器重量 t 5.3 6.98.3料斗容积 kg255050油箱容积 L350420555射胶量 oz熔胶率 kg/hr射台拉力 Ton射胶行程 mm射台行程 mm模板最大间距 mm锁模行程 mm容模量 mm最大模具尺寸 mm最小模具尺寸 mm顶针力 T on马达最大电流 A系统压力 Mpa加热区 unit净重 ton 5.3 6.98.3温度控制区 unit循环时间 s油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L255050螺杆行程 mm理论注射速度 mm171235248理论射嘴接触力 KN射移行程 mm430490540品牌型号东华机械项目参数注射装置TTI—160Se TTI—190Se TTI—260Se 螺杆直径mm455055螺杆长径比 L/D2020.220理论注射容量 cm329452601注射重量 g296406541注射速率 g/s148175255塑化能力 g/s注射压力 Mpa181181180螺杆转速 rpm220145190合模装置锁模力 KN160190260移模行程 mm446490525拉杆内间距mm460×460510×510580×580最大模厚 mm最小模厚 mm顶出行程 mm130140160顶出力 KN顶出杆根数 PC559其他最大油泵压力 Mpa171717油泵马达 Kw电热功率 Kw10.7213.2215.42外型尺寸 m机器重量 t 4.668.2料斗容积 kg油箱容积 L220250280射胶量 oz10.514.419.1熔胶率 kg/hr91.282.3134.5射台拉力 Ton 5.3 5.38.3射胶行程 mm207230253射台行程 mm320360400模板最大间距 mm90610001105锁模行程 mm容模量 mm175-510175-510200-580最大模具尺寸 mm最小模具尺寸mm320×320350×350400×400顶针力T on 3.74.5 6.1马达最大电流 A586372系统压力 Mpa加热区 unit4+14+15+1净重 ton 4.668.2温度控制区 unit循环时间 s油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L螺杆行程 mm理论注射速度 mm理论射嘴接触力 KN射移行程 mm品牌型号震雄集团项目参数注射装置EM150-SVP EM220-SVP EM260-SVP 螺杆直径 mm465260螺杆长径比 L/D202035理论注射容量 cm332499777注射重量 g305459715注射速率 g/s塑化能力 g/s注射压力 Mpa162218271724螺杆转速 rpm230191205合模装置锁模力 KN150220260移模行程 mm410490530拉杆内间距mm455×425560×560580×580最大模厚 mm最小模厚 mm顶出行程 mm100130180顶出力 KN顶出杆根数 PC其他最大油泵压力 Mpa178178178油泵马达 Kw202035电热功率 Kw9.713.918.3外型尺寸 m机器重量 t 4.1 5.77.6料斗容积 kg油箱容积 L射胶量 oz10.816.225.2熔胶率 kg/hr射台拉力 Ton射胶行程 mm200235275射台行程 mm模板最大间距 mm86010901130锁模行程 mm容模量 mm160-450195-600195-600最大模具尺寸 mm最小模具尺寸 mm顶针力 T on 4.27.77.7马达最大电流 A系统压力 Mpa加热区 unit净重 ton 4.1 5.77.6温度控制区 unit3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8油缸容量 liter275360430机身尺寸(长×宽×高)4.7×1.2×1.9 5.3×1.5×2.1 6.3×1.5×2.2模具定位圈直径 mm喷嘴圆球半径 mm料斗容积 L螺杆行程 mm理论注射速度 mm理论射嘴接触力 KN射移行程 mm。