电梯125%制动试验注意事项分析
知名摩托车品牌及其车型
?ZX-6R(2013)
?KX450F
?KX85(2013款)
?KX85-Ⅱ(2013款)
?KLX125(2012款)
?小忍者Ninja 250R(2012款)
?250TR(2013款)
?ESTRELLA(2013款)
?KLX250(2012款)
?Gold Wing 1800 F6B
?VT 1300 Fury
?2013 NSS300 Forza
?RUCKUS
?ST1300PA
?不倒翁GYRO X
?不倒翁GYRO Canopy
?超级幼狐Super Cub 50
?超级幼狐Super Cub 110
?超级幼狐Super Cub 50 POR
?超级幼狐Super Cub 110 POR
?2013 SportCity 300i Street
?RSV4 R ABS
B
巴山
?BS150GY-E
?BS150GS-E
?锐剑BS150-9E
?刀驰BS150-9E II
?祥龙BS150-9E III
?战神BS150-6E III
?五羊BS150-4E
?新款五羊BS150-4E(X)
?ORF五羊BS150-4E I
?本田太子BD125-5A
?铃木王BD125-8A-V
?五羊125BD125-A
?大林太子BD125-16
?本田王BD125-3F
?BD125-2A
?外星人BD110-11A-IV
?大阳100BD100-11A
?泰本田BD100-11A-I
?未来战士BD100-11A-II
?大绵羊BD150T-15-N
125_m_大跨铁路连续梁悬臂施工线形控制技术研究

文章编号:2095-6835(2023)24-0059-04125m大跨铁路连续梁悬臂施工线形控制技术研究卢建存(中铁五局集团有限公司,湖南长沙410000)摘要:铁路连续梁挂篮施工技术在桥梁铁路项目中得到了广泛的应用,该技术的应用有效提高了桥梁的刚性和整体性,虽然深受施工单位的喜爱,但是目前该技术施工过程中的监测有多种系统,没有形成统一的监测技术系统。
作为施工从业人员,必须继续深入研究,优化施工方案,提升挂篮施工技术的应用效果。
对挂篮施工预应力连续梁施工过程的线形控制过程进行了介绍,提出了整套的线形监测体系,希望可以为连续梁线形控制施工提供技术保障。
关键词:大跨连续梁;悬臂挂篮;施工线形;监测体系中图分类号:U445.4文献标志码:A DOI:10.15913/ki.kjycx.2023.24.017随着施工技术的不断发展,挂篮悬臂浇筑技术在铁路桥梁项目建设中得到了广泛的应用[1-2]。
该技术的应用可以增强铁路桥梁跨度、平缓桥梁形变的挠度,对于提高整个铁路桥梁项目的刚性和抗震性能具有积极的意义[3-4]。
但是在实际施工中,该技术的应用如果没有和混凝土梁良好地结合在一起,梁体很容易发生开裂,严重的甚至可能产生倒塌,给民众的出行安全带来威胁。
所以,深入地探索和研究连续梁挂篮悬臂浇筑施工技术及监测工艺是十分有必要的[5]。
1工程概况本文涉及的工程为广州至汕尾高速铁路某特大桥工程,特大桥全长11354m。
该桥梁的基础结构为钻孔桩,一共需要3229根,混凝土的灌注量为8.67万m3;整个项目一共需要建设桥墩336个,实墩和空心墩的个数分别为265个和71个,墩高处于1.5~32.5m之间,另外还需要建设矩形空心桥台2个,其中323#—326#墩为跨G94高速公路主跨125m的大跨度连续梁,设计采用挂篮施工。
2线形控制目标及主要工作经过测量检算得出结果,该监测措施不管是施工过程中的结构应力,还是竣工后的结构应力,情况均满足具体的设计要求。
5米宽厚板轧机发展
5米宽厚板轧机发展新投产的四台5米轧机中,宝钢5000mm宽厚板轧机是我国首台5米级轧机,生产线建在宝钢一炼钢厂区内,总投资46亿元,分两期建设,一期建设一台5000mm四辊可逆式精轧机和立辊轧机,轧制力10000吨,主机功率20000KW,采用液压AGC轧辊定位、CVC板形控制等新技术。
设计产能140万吨,主要生产大口径输油气管线、高强度船板、高强度建筑结构板、压力容器板等国内紧缺钢板品种。
产品最大宽度4.8米,厚150毫米,长25米,单重25.3吨。
由一炼钢区3座300吨转炉经二次精炼后供坯。
轧机设备由国内技术总成,机架单重388吨,由二重铸造,电器及自控系统分别由德国SMS- Demag及Siemens 提供。
热处理线由德国LOI公司提供。
二期增建一台5000mm四辊式粗轧机,与一期建设的精轧机组成双机架配置,年产能提高到180万吨,轧制厚度提高到400mm,最大单重60吨。
一期工程自2002年9月28日开始建设,2005年3月1日投产。
与宽厚轧机配套的厚板连铸工程同期建成,设备由日本JSP和安川公司提供。
二期工程增建的5000mm粗轧机于2008年12月8日投产。
沙钢5000mm轧机是我国第二条5米级厚板生产线,于2003年4月开始筹建,项目总投资42亿元,分两期建设,一期设计产能180万吨,二期提高到200万吨。
总体设计由中冶赛迪负责,主体设备由西门子奥钢联、ABB提供,厂区占地55万平方米,主车间厂房长1356米,宽276米。
一期工程于2006年12月投产,主要设备包括:一台5050mm带附着式立辊的四辊可逆式精轧机,最大轧制力10000吨,机架牌坊重536吨,为拼焊结构。
两座245t/h步进式加热炉、一套MULPIC控制冷却系统、一台四重9辊全液压热矫直机、一台四重11辊全液压冷矫直机、一座54×76m冷床、一座宽38×27m冷床以及由切头分段剪、滚切式双边剪、剖分剪、定尺剪组成的高效剪切线和配套设施。
2015年苏州大学研究生国家奖学金拟获奖研究生公示名单

研究生培养单位
文学院 文学院 文学院 文学院 文学院 文学院 文学部 文学院 凤凰传媒学院 凤凰传媒学院 凤凰传媒学院 政治与公共管理学院 政治与公共管理学院 政治与公共管理学院 政治与公共管理学院 政治与公共管理学院 马克思主义学院 马克思主义学院 社会学院 社会学院 社会学院 社会学院 社会学院 社会学院
研究生培养单位
文学院 文学院 政治与公共管理学院 政治与公共管理学院 马克思主义学院 社会学院 体育学院 王健法学院 外国语学院 数学科学学院 物理与光电·能源学部 物理与光电·能源学部 物理与光电·能源学部 物理与光电·能源学部 物理与光电·能源学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 材料与化学化工学部 纳米科学技术学院 纳米科学技术学院 纳米科学技术学院 纳米科学技术学院 纳米科学技术学院 纳米科学技术学院 纳米科学技术学院 计算机科学与技术学院 计算机科学与技术学院 电子信息学院 机电工程学院 纺织与服装工程学院 纺织与服装工程学院 医学部 医学部 医学部 医学部 医学部
63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100
张兵 徐希友 张焕然 王凤 程颖洁 李田梅 许斐然 赵黎静 李雪霞 荆文军 王瑾 王珂 卞钰祥 黄荣 冯玉杰 李炳辉 张玲 范荣磊 刘琼 侍智伟 翟雄飞 余佳益 张丽亚 高天 曹国洋 唐安琪 王丹丹 蔡福东 管明玉 李镇 章瀚 赵越 吴丹 张红梅 刘佩 陈常鹏 徐明霞 胡俊蝶
华为电缆组件检验标准(第一部分:电缆组件外观检验标准)
Q/DKBA 华为技术有限公司企业技术标准Q/DKBA3295.1-2003电缆组件检验标准第1部分电缆组件外观检验标准2003-07-01发布2003-07-01实施华为技术有限公司发布目录1范围 (9)1.1范围 (9)1.2基本要求 (9)1.3关键词 (9)2规范性引用文件 (9)3术语和定义 (10)4电缆组件中线材的外观检验 (10)4.1外护套 (10)5电缆组件中的连接器外观检验及加工工艺外观检验 (12)5.1电缆组件中连接器的外观部分 (12)5.2电缆组件的外观部分 (16)5.2.1同轴连接器 (16)1.套筒压接 (16)2.半刚半柔电缆的焊接 (18)3.弯式同轴连接器的压盖 (19)4.同轴连接器的插针与内绝缘 (21)5.2.2D型连接器 (23)1.焊接型D型连接器 (23)2.IDC型D型连接器 (32)3.IDC牛头连接器 (32)5.2.3IDC导线连接器 (35)5.2.4网口连接器 (40)5.2.5连续端子冷压端子OT端子类连接器 (42)6标签的外观检验 (53)7热缩套管的外观检验 (58)8电缆线束的外观检验 (59)8.1导线连接器的线扣绑扎 (59)8.2线束的线扣绑扎 (61)9过程检验 (64)10参考资料清单 (65)图目录图1 线材护套表面脏污 (10)图2 线材护套表面损伤或变形 (11)图3 线材护套表面损伤或变形 (11)图4 线材表面明显刮痕 (11)图5 线材表面明显刮痕 (11)图6 电缆弯曲造成的损伤 (12)图7 线材护套表面印字磨损无法辨认 (12)图8 连接器镀层划伤 (13)图9 非正常性损伤 (13)图10 非正常性损伤 (14)图11 镀层脱落 (14)图12 缩针 (14)图13 弯针 (15)图14 压接不到位且压线片遗失 (15)图15 连接器插孔堵有异物 (15)图16 合格的套筒压接 (16)图17 套筒与连接器主体之间的间距 (17)图18 套筒压接延长至电缆处 (17)图19 套筒的两次压接 (17)图20 压接套筒的耳朵 (18)图21 半刚半柔电缆的合格焊接 (18)图22 非360度圆周焊 (19)图23 焊锡堆积连接器主体残留焊锡 (19)图24 合格的平盖压接 (20)图25 合格的圆盖压接 (20)图26 压盖非规则形变并造成连接器主体损伤 (20)图27 压盖未实现充分压接 (21)图28 合格的插针与内绝缘 (21)图29 绝缘子凸出 (22)图30 绝缘子凹陷 (22)图31 绝缘子存在异常裂纹 (22)图32 含易导电物质 (23)图33 插针相对高度低于器件规格要求 (23)图34 绝缘子与外导体之间存在明显缝隙 (23)图35 焊点的湿润状态 (24)图36 焊锡充满焊杯 (24)图37 焊锡在导线上的爬接 (24)图38 导线紧贴焊杯后壁 (25)图39 导线未贴紧焊杯后壁 (25)图40 正确的热缩管套装 (25)图41 注塑件合格品 (26)图42 锡量不足 (26)图43 焊杯上残留锡尖 (27)图44 锡包 (27)图45 焊接导体裸露过长 (28)图46 导线焊接歪斜影响后续操作 (28)图47 不合格的热缩管套装 (29)图48 螺钉方向一致 (29)图49 外壳伸出螺钉过长或过短 (29)图50 非设计因素造成的印痕或台阶 (29)图51 压伤芯线 (30)图52 模脏脏污与走胶不齐 (30)图53 压伤连接器 (30)图54 冲胶/批峰 (31)图55 混色 (31)图56 缺胶1 (31)图57 缺胶2 (32)图58 合格的排线裁线 (32)图59 合格的排线压接 (33)图60 合格的排线折叠 (33)图61 不合格的排线裁线 (33)图62 排线撕开伤及芯线 (33)图63 压线片未充分锁紧 (34)图64 排线折叠余量过大 (34)图65 排线伸出压线片过长 (34)图66 排线与连接器的位置相对歪斜 (35)图68 芯线导体的深度范围 (35)图69 合格的芯线伸出量 (36)图70 两个包线片完全包覆芯线 (36)图71 芯线与包线片之间允许有一定缝隙存在 (36)图72 芯线悬浮于刀口上 (37)图73 芯线位置过低 (37)图74 芯线顶部与前刀口平齐 (37)图75 芯线顶部未伸出前刀口 (37)图76 芯线顶部伸出前刀口的长度过短 (38)图77 芯线过长发生卷曲 (38)图78 包线片未完全包覆芯线 (38)图79 包线片未完全包覆芯线 (38)图80 两根芯线压入同一端子 (39)图81 芯线打扭 (39)图82 未绑扎线扣 (40)图83 线扣扎反 (40)图84 网口连接器的压接1 (40)图85 网口连接器的压接2 (41)图86 网口连接器金片压接深度 (41)图87 适于单根导体的金片 (41)图88 适于多股绞合导体的金片 (41)图89 .连续端子的定义 (43)图90 OT端子的定义 (43)图91 端子压接区定义 (43)图92 标准端子绝缘压接片的合格压接 (44)图93 端子的绝缘压接片的合格压接 (44)图94 多根电源线的合压 (44)图95 绝缘压接片未穿透电线绝缘 (45)图96 绝缘压接片的包接 (45)图97 合格的导体压接区 (46)图98 导线与漏斗口平齐 (46)图99 填充导线的压接未伸出端子压接区 (46)图100 漏斗口高度 (47)图102 可接受的压接 (47)图103 绝缘压接片刺破电线绝缘层 (47)图104 绝缘压接片的绝缘支撑小于180度 (48)图105 绝缘压接片的张开角度大于45度 (48)图106 绝缘压接端子未实现顶部汇接 (48)图107 绝缘压接片压接在电线导体上 (48)图108 电线导体反折在端子的绝缘压接片中 (49)图109 绝缘在端子的导体压接区出现 (49)图110 电线绝缘压接在端子的导体压接区内 (49)图111 导线未伸出端子的导线压接区 (49)图112 导线未伸出端子的导线压接区 (50)图113 导线伸到端子接合区 (50)图114 导线伸到端子接合区 (50)图115 导线反折及未被包覆 (50)图116 非功能性形变香蕉型形变 (51)图117 导线在预绝缘管外 (51)图118 无漏斗口或漏斗口过大 (51)图119 导线伸出端子外 (51)图120 预绝缘管压接破裂导体伸出过长 (52)图121 热缩管包住安装区 (52)图122 热缩管未包住芯线导体 (52)图123 不合格的端子截断片 (53)图124 印字清晰 (53)图125 条形码标签 (53)图126 轻微褶皱 (54)图127 印字不清晰 (54)图128 环绕型标签未搭接 (55)图129 褶皱影响标签的识别与正常使用 (55)图130 标签的对折移位 (55)图131 没有将纸质内容完全覆盖 (56)图132 标签破裂与孔洞 (56)图133 标签中的字符被覆盖 (56)图134 标签在连接器上粘贴歪斜 (57)图136 标签脏污 (58)图137 标签打卷 (58)图138 热缩套管完全缩紧 (58)图139 热缩套管未完全缩紧 (58)图140 3*84*83*16导线连接器线扣绑扎位置正面 (59)图141 3*84*83*16导线连接器线扣绑扎位置侧面 (59)图142 2*22*3导线连接器线扣绑扎位置正面 (59)图143 2*22*3导线连接器线扣绑扎位置侧面 (60)图144 2*54*5导线连接器线扣绑扎位置正面 (60)图145 2*54*5导线连接器线扣绑扎位置侧面 (60)图146 4*6导线连接器线扣绑扎位置正面 (60)图147 4*6导线连接器线扣绑扎位置侧面 (61)图148 线扣带的伸出 (61)图149 合格的线束绑扎 (61)图150 各线缆的弯曲半径符合设计要求 (62)图151 线扣绑扎造成伤害性形变 (62)图152 线扣剪断时残留锐角 (63)图153 每一个单元的伸出对应一个线扣的绑扎 (63)图154 线束中单元线缆不规则交叉 (63)图155 线束中的单元线缆形成死结 (64)图156 同轴电缆的弯曲半径过小 (64)密级内部公开 Q/DKBA3295.1-2003前言本标准的其他系列规范Q/DKBA3295电缆组件检验标准分为四个部分第一部分电缆组件外观检验标准第二部分电缆组件物理机械性能检验标准第三部分电缆组件电气性能检验标准第四部分电缆组件环境性能检验标准与对应的国际标准或其他文件的一致性程度无标准代替或作废的全部或部分其他文件DKBA0.170.0008D型连接器类制成电缆的外观检验标准DKBA0.170.0006IDC导线连接器类制成电缆外观检验标准DKBA0.170.0003电源类连接器制成电缆外观检验标准DKBA0.170.0001路由器电缆检验通用规范DKBA0.170.0007特殊类制成电缆的外观检验标准DKBA0.100.0036同轴连接器类制成电缆外观检验标准DKBA0.170.0004网口连接器类制成电缆外观检验标准DKBA0.100.0004用户电缆检验通用规范DKBA0.100.0005中继电缆检验通用规范DKBA0.170.0009注塑类电缆外观检验标准与其他标准或文件的关系无与标准前一版本相比的升级更改的内容第一版无升级更改信息本标准由整机工程部结构技术基础研究部提出本标准主要起草和解释部门结构基础技术研究部电缆专项组本标准主要起草专家结构基础技术研究部电缆专项组:方炜19626本标准主要评审专家结构基础技术研究部电缆专项组孙宝亮29642邓庆龙26322王海召27062涂修宇16155王俊宁17614武鸿彬9317结构总体技术部陈念云4685结构设计部吴炎辉10448吴国祥18066魏立新8318来宝荣14357TQC魏喜鹏14013IQC楚友平2476本标准批准部门整机工程部结构造型设计中心本标准所替代的历次修订情况和修订专家为标准号主要起草专家主要评审专家姓名(工号)姓名(工号) 姓名(工号)姓名(工号)姓名(工号)姓名(工号) 姓名(工号)姓名(工号)密级内部公开 Q/DKBA3295.1-2003电缆组件检验标准第一部分电缆组件外观检验标准1 范围1.1 范围本标准规定了我司所有种类电缆组件的外观检验标准除非电缆设计图纸上有特殊要求否则参照此标准执行电缆组件的外观检验本标准适用于我司所有种类电缆组件的外观检验1.2 基本要求根据电缆组件的分类以及各类型电缆组件的加工特点对制造过程中的以及成品的状态外观进行了定义电缆组件外观检验前对于线材及连接器首先应该确认是否我司指定选用物料并根据相应的规格书对线材及连接器等几何尺寸等进行确认电缆组件的外观检验均应在光线充足的情况下目视条件进行检验尺寸等无法确认的情况可以借助测量工具1.3 关键词电缆组件测试方法外观2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款凡是注日期的引用文件其随后所有的修改单不包括勘误的内容或修订版均不适用于本规范然而鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本凡是不注日期的引用文件其最新版本适用于本规范序号编号名称1 GB(ITU IEC等) XX标准2 Q/DKBAXXXX XX技术标准密级内部公开 Q/DKBA3295.1-20033 术语和定义1电源线类电缆组件使用电源线作为信号传输媒质的电缆组件2特殊类电缆组件电缆组件上含有扬声器风扇液晶显示器蜂鸣器变压器指示灯等如此以非连接器的功能器件为主的电缆3信号类电缆组件使用通信电缆包括双绞线和同轴电缆等作为信号传输媒质的电缆组件本标准所采用的其它术语其定义按照GB4210和GJB724 电缆组件中线材的外观检验4.1 外护套合格1电缆线材护套表面清洁无脏污2电缆线材护套表面没有烫伤割伤严重磨损等损伤3电缆线材护套表面没有擦花或可以有浅度的擦花现象但轻擦外表面无毛刺和凸起感护套无变色情况4电缆线材护套表面印字清晰且印字连续5电缆线材护套或绝缘在注塑或加工后的没有起包现象6电缆线材护套或绝缘的颜色与PANTONE标准色号的色差E小于等于17电缆线材护套剥开后露出的屏蔽部分应保持完整无断裂或划伤现象不合格1电缆线材护套或绝缘表面脏污污点直径 1.0mm一般手段可清除的脏污干布可擦拭干净为2处以上为不合格存在任一无法清除脏污为不合格如图1所示图1线材护套表面脏污2电缆线材外护套或绝缘有任一损伤或变形如鼓包凹陷缺损等均为不合格如图2图3所示图2线材护套表面损伤或变形图3线材护套表面损伤或变形3电缆外表面存在由于加工造成的划痕长度 5.0mm,且深度0.15mm或损伤轻擦外表面有刮磨感划痕处线缆颜色有变化如图45半刚电缆弯曲造成电缆本身不可恢复的损坏如图6所示图4线材表面明显刮痕图5线材表面明显刮痕图6电缆弯曲造成的损伤4电缆线材外护套或绝缘表面由于加工造成护套表面印字磨损刮伤印字内容无法辨认等如图7所示图7线材护套表面印字磨损无法辨认5电缆线材护套或绝缘的颜色与PANTONE标准色号的色差E16电缆线材护套剥开后露出的屏蔽部分不完整或有断裂或划伤现象5 电缆组件中的连接器外观检验及加工工艺外观检验5.1 电缆组件中连接器的外观部分合格1连接器金属外表面无划伤或有轻度划伤但划伤处未露出镀层下的金属划伤长度小于10mm且数量小于3处2连接器无非正常的损伤裂纹和裂缝3连接器金属外壳无锈蚀或锈斑4无电镀层脱落情况无电镀不均匀情况5连接器的插针镀层无损伤锈蚀等6连接器插头无缺针断针弯针等不良7装配壳装配到位螺钉等连接器附件没有缺失密级内部公开 Q/DKBA3295.1-20038连接器外壳无不易清除的脏污插针或插孔没有涂有或堵有异物影响连接器之间的正常电接触9符合相应的器件规格书上外形尺寸的要求不合格1连接器有变形如图9或划伤并且划伤处已露出镀层下的金属或划伤长度深度大于100.15mm数量大于等于3处参见图8图8连接器镀层划伤2连接器金属外壳塑胶绝缘等有任一非正常的损伤裂纹和裂缝中的一项如图9图10图9非正常性损伤图10非正常性损伤3连接器导体金属外壳等有任一锈蚀或锈斑为不合格4有电镀层脱落情况或有电镀不均匀情况如图11所示图11镀层脱落5连接器插针有任一镀层损伤与主体颜色不同或露出镀层表面下金属为不合格6连接器插头内有缺针断针弯针缩针不良中的一项如图1213图12缩针图13弯针其中缩针的要求为除非有特别说明多针的连接器的任一针不得低于其他针的0.5mm单针的连接器的针需根据器件规格书进行检验7装配不到位螺钉等连接器附件缺失松动等如图14所示图14压接不到位且压线片遗失8连接器外壳不易清除的脏污插针或插孔涂有或堵有异物影响连接器之间的正常电接触如图15所示图15连接器插孔堵有异物9不符合相应的器件规格书的外观尺寸的要求密级内部公开 Q/DKBA3295.1-2003 5.2 电缆组件的外观部分5.2.1 同轴连接器1. 套筒压接合格1压接后的套筒紧贴在连接器主体2朝向电缆端的压接套筒应该为喇叭口喇叭口长度在0.75 1.0倍电缆外径之间3压接后的套筒不可以旋转或沿电缆的轴向移动4压接后套筒与连接器主体之间的距离 1.0mm对于开天窗式同轴连接器套筒上半部分将窗体完全遮住无天窗暴露5压接后套筒的截面形状应该为圆形或正六边形无异常飞边或耳朵出现合格品参见图16图16合格的套筒压接不合格1压接后套筒与连接器主体之间的距离 1.0mm对于开天窗式同轴连接器由于套筒与连接器主体之间距离过大造成天窗暴露参见图17密级内部公开 Q/DKBA3295.1-2003图17套筒与连接器主体之间的间距2套筒压接后可旋转并沿电缆轴向移动3套筒的压接一直延长至电缆处并无喇叭口喇叭口长度在0.75 1.0倍电缆外径范围之外参见图18图18套筒压接延长至电缆处4套筒的两次压接参见图19图19套筒的两次压接5套筒压接存在明显的耳朵超出套筒材料所能承受耳朵处有较为明显的材料裂纹参见图20a其中为正常的正六边形压接为不合格的耳朵压接耳朵的尺寸大于或等于1.0mm参见图20bab图20压接套筒的耳朵2. 半刚半柔电缆的焊接合格1焊锡100填充在连接器与线缆之间的连结区域中无任何可视缝隙或微孔存在2焊锡呈湿润状态3连接器区域之外没有焊锡4无残余锡渣存在5连接器主体非焊接区域没有焊锡存在或非焊接区域无锡尖或锡块的存在6线缆的屏蔽外导体必须完全置于连接器内合格品参见图21图21半刚半柔电缆的合格焊接不合格1焊接未形成360度圆周焊有漏焊现象存在如图22所示图22非360度圆周焊2焊锡过多连接器主体挂锡影响连接器的正常使用如图23所示图23焊锡堆积连接器主体残留焊锡3线缆的屏蔽层未完全与连接器外导体充分连结或未完全伸入连接器中3. 弯式同轴连接器的压盖合格1压盖与连接器主体平齐2连接器主体没有由于压盖操作而造成损伤合格品参见图24图25图24合格的平盖压接图25合格的圆盖压接不合格1压盖压接为非规则性压接表现为非对称性压接过浅或过深压接后压盖与连接器主体之间有缝隙存在等参见图26图26压盖非规则形变并造成连接器主体损伤2由于压盖的压接造成连接器主体严重受损参见图26密级内部公开 Q/DKBA3295.1-20033压盖未实现充分压接表现为压盖与连接器主体表面非平齐状态或为高低不齐参见图27图27压盖未实现充分压接4. 同轴连接器的插针与内绝缘合格1同轴连接器内绝缘与连接器外导体的相对位置与连接器规格书上的要求相符不得凸出或下陷如图28连接器绝缘与外导体须保持平齐2同轴连接器内绝缘无异常性损伤如裂纹凹陷等3同轴连接器内绝缘无金属屑等易导电物质存在4插针的高度符合相应的器件规格的要求5同轴连接器的内绝缘与外导体壳体间无明显缝隙存在合格品参见图28图28合格的插针与内绝缘不合格1同轴连接器内绝缘与连接器外导体不平齐有凸出或凹陷的情况存在如图29及30所示图29绝缘子凸出图30绝缘子凹陷2同轴连接器内绝缘有不允许的异常性损伤如裂纹凹陷等如图31所示图31绝缘子存在异常裂纹3同轴连接器内绝缘材料中含有或表面附有金属屑等易导电物质存在如图32所示图32含易导电物质4插针的高度不符合相应的器件规格的要求如图33所示图33插针相对高度低于器件规格要求5同轴连接器的内绝缘与外导体壳体间有明显缝隙存在如图34所示图34绝缘子与外导体之间存在明显缝隙5.2.2 D型连接器1. 焊接型D型连接器合格密级内部公开 Q/DKBA3295.1-20031焊杯与导线之间焊点光滑显示有良好的湿润状态湿润角应该小于90度焊点被有型连接件的轮廓所限除外端子与导线的轮廓应该容易辨认焊锡在零件与导线上呈扩散状焊点形成凹面为标准焊接参见图35图35焊点的湿润状态2焊锡锡点均匀一致焊点无明显的锡过剩锡过少等现象3焊锡应该10075充满焊杯参见图36焊杯外面不得残留影响电气性能的锡尖等图36焊锡充满焊杯4对于连接器中存有单板的焊接要求焊锡爬在导体上的高度不小于导线直径的25参见图37图37焊锡在导线上的爬接5焊接完后电缆芯线的绝缘以顶住连接器焊杯为准其裸露在焊杯外面的裸导体长度没有超过焊杯外径1.5倍密级内部公开 Q/DKBA3295.1-20036焊接的芯线应该垂直插在连接器的焊杯中且紧贴焊杯后壁参见图38对于导线未贴紧焊杯后壁参见图39若焊接的导线不影响后续相关操作可以接受为合格图38导线紧贴焊杯后壁图39导线未贴紧焊杯后壁7如果焊接需要吹缩热缩管参见图40套管应该完全套装焊接端子且套装在电缆芯线上的长度应该为芯线直径的24倍图40正确的热缩管套装密级内部公开 Q/DKBA3295.1-20038装配外壳上面的螺钉朝向一正一反9连接器所适配对接固定螺钉伸出外壳长度为3.50.5mm10注塑部分无混色脏污缺料冲胶等不良造成的缺陷也无由于模具不合适造成的连接器的伤害等为合格品参见图41图41注塑件合格品11电缆注塑体螺钉注塑体线材护套颜色之间颜色一致三者之间色差E小于等于1为合格品不合格1焊点不湿润或湿润角大于90度参见图35的第三张图面2无焊料或锡量不足锡量不足指焊锡在焊杯中的填充度小于75为不合格参见图42图42锡量不足3连接器焊杯外边存有任一锡尖影响电气可靠性参见图43图43焊杯上残留锡尖4焊点存在一定的污染例如助焊剂的残留为不合格5对于连接器中存有单板的焊接焊锡爬在导体上的高度小于导线直径的25为不合格6焊点存在扰动现象即焊锡未充分融化下发生的操作动作造成的例如明显的锡拉尖锡包锡过多或者桥接等现象不符合焊点间距的最小电气间隙的要求可参见图44图44锡包7电缆芯线剥皮过长裸露在焊杯外面的裸导体超过焊杯外径1.5倍参见图45图45焊接导体裸露过长8导线的焊接未贴紧连接器焊杯后壁进行焊接且电缆芯线歪斜影响后续相关操作为不合格参见图46图46导线焊接歪斜影响后续操作9参见图47在需要包覆热缩管的情况下对于热缩管破裂A热缩管包覆芯线长度小于导线芯线绝缘外径的2倍B未完全包覆连接器端子C热缩管未吹缩D 等均不合格密级内部公开 Q/DKBA3295.1-2003图47不合格的热缩管套装10装配壳上面的转配螺钉朝向统一为不合格参见图48图48螺钉方向一致11连接器所适配对接固定螺钉伸出外壳长度不在3.5+/-0.5mm范围内过长及过短均不合格参见图49图49外壳伸出螺钉过长或过短12注塑体表面出现非设计因素造成的台阶及印痕例如合模线模具错开等台阶高度大于等于0.2mm长度大于5mm为不合格参见图50图50非设计因素造成的印痕或台阶13注塑压伤电缆芯线为不合格参见图51密级内部公开 Q/DKBA3295.1-2003图51压伤芯线14模具模腔不干净所引起的任一注塑表面脏污或注塑体存在任一肉眼可观察到的不可清除的脏污为不合格参见图52图52模脏脏污与走胶不齐15走胶不齐造成注塑边与连接器之间有明显的缝隙任一缝隙大于1.5mm为不合格参见图5216由于模具尺寸与连接器尺寸不符或其他原因造成的可观察到的注塑模具压伤连接器为不合格参见图53图53压伤连接器17由于模具等原因造成的任一可观察到的注塑冲胶/批峰为不合格参见图54图54冲胶/批峰18由于注塑料混料等原因造成注塑表面可观察到的任一颜色不纯温度过高造成可观察到的任一颜色改变或碳化为不合格参见图55图55混色19注塑后注塑表面发生由于缺胶等原因造成的可观察到的凹坑无料气泡等现象为不合格参见图56图57图56缺胶1图57缺胶220注塑体存在缩水缩水范围大于规定要求长宽高 1.0mm*0.5mm*0..5mm为不合格21注塑体表面存在温度过高产生的光面且范围大于或等于5.0mm*5.0mm22非电缆设计要求的情况下注塑体颜色螺钉注塑体颜色线材护套颜色三者之间的色差E大于12. IDC型D型连接器本部分检验标准参见焊接型D型连接器的相关要求3. IDC牛头连接器合格1扁平排线的裁线应该与排线边线保持垂直并且无波浪线存在或满足牛头连接器的压接要求参见图58及图59图58合格的排线裁线密级内部公开 Q/DKBA3295.1-2003图59合格的排线压接2电缆多股铜线无裸露在绝缘外面的现象或伸出量小于等于导体直径的50参见图583排线折叠后折叠部分与连接器之间的间隙小于或等于2.0倍芯线绝缘外径合格品如图60所示图60合格的排线折叠4排线与连接器压接后芯线伸出压线片的余量在01倍芯线绝缘外径之间参见图59不合格1扁平排线的裁线与排线边线不垂直并且有波浪线存在电缆多股铜线无裸露在绝缘外面的现象或伸出量大于导体直径的50参见图61图61不合格的排线裁线2排线撕开使用时撕裂处导体裸露或绝缘层损坏变薄参见图62图62排线撕开伤及芯线3牛头连接器的压线片未充分锁紧可观察到的如图63所示。
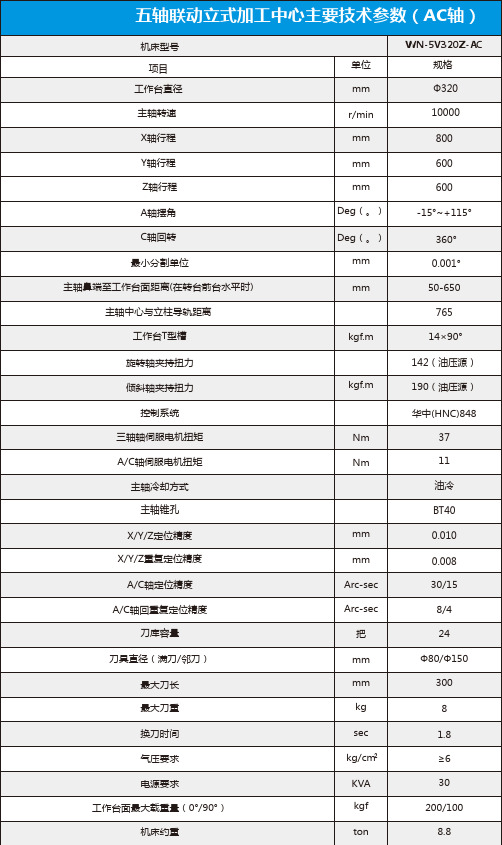
五轴联动立式加工中心主要技术参数(AC轴)
mm mm kg sec kg/cm² KVA kgf ton
Ф80/Ф150 300 8 1.8 ≥6 30
200/100 8.8
A/C轴定位精度 A/C轴回重复定位精度
刀库容量
kgf.m
Nm Nm
mm mm Arc-sec Arc-sec 把
142(油压源) 190(油压源) 华中(HNC)848
37 11 油冷 BT40 0.010 0.008 30/15 8/4 24
刀具直径(满刀/邻刀) 最大刀长 最大刀重 换刀时间 气压要求 电源要求
五轴联动立式加工中心主要技术参数(AC轴)
机床型号 项目
工作台直径 主轴转速 X轴行程 Y轴行程
Z轴行程 A轴摆角 C轴回转 最小分割单位 主轴鼻端至工作台面距离(在转台前台水平时) 主轴中心与立柱导轨距离 工作台T型槽
单位
WN-5V320Z-AC 规格
mm
Hale Waihona Puke Ф320r/min
10000
mm
800
mm
600
mm
600
Deg(。)
Tool change of
mech-a1n5ica°l~di+sc 1typ1e5°
Deg(。)
360°
mm
0.001°
mm
50-650
765
kgf.m
14×90°
旋转轴夹持扭力 倾斜轴夹持扭力
控制系统 三轴轴伺服电机扭矩 A/C轴伺服电机扭矩
主轴冷却方式 主轴锥孔
X/Y/Z定位精度 X/Y/Z重复定位精度
五 轴的设计计算
五 轴的设计计算1、高速轴的设计所用参数:轴的转速min /963r n =,传递功率kW p 84.3=,轴上齿轮参数:法面模数mm m 2=,分度圆螺旋角︒=16β,齿数27=z ,齿宽mm b 70=(1)选择轴的材料减速器功率不大,又无特殊要求,故选最常用的45钢并作正火处理。
由表10-1查得MPa B 600=σ。
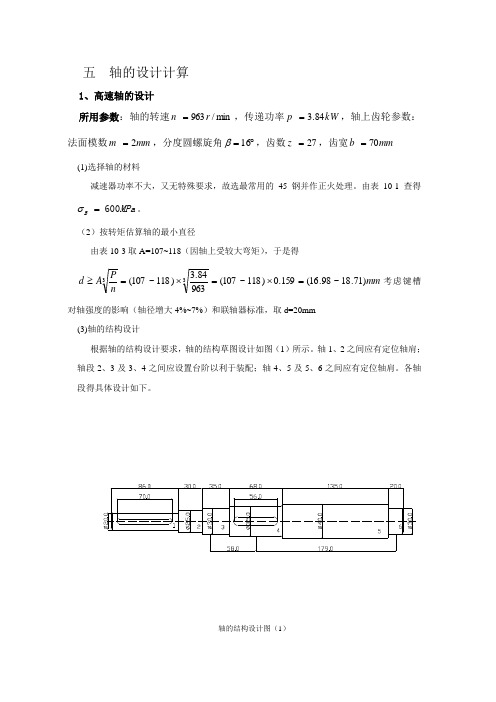
(2)按转矩估算轴的最小直径由表10-3取A=107~118(因轴上受较大弯矩),于是得mm n P A d )71.18~98.16(159.0)118~107(96384.3)118~107(33=⨯=⨯=≥考虑键槽对轴强度的影响(轴径增大4%~7%)和联轴器标准,取d=20mm (3)轴的结构设计根据轴的结构设计要求,轴的结构草图设计如图(1)所示。
轴1、2之间应有定位轴肩;轴段2、3及3、4之间应设置台阶以利于装配;轴4、5及5、6之间应有定位轴肩。
各轴段得具体设计如下。
轴的结构设计图(1)轴段1:考虑轴的输出端有联轴器,取mm l mm d 86,2011==轴段2:取轴肩高2.5mm,坐定位作用,故mm d 252=,该尺寸还应满足密封件的直径系列要求。
该段长度可根据结构和安装要求最后确定。
轴段3:齿轮两端对称安装一轴承,选择6206(深沟球轴承),宽度为16mm,取mm d 303=。
左轴承用套筒定位,根据轴承对安装的要求,轴肩高度取2.5mm 。
该轴段的长度3l 的确定:齿轮两侧端面至箱体内壁的距离取10mm (箱体铸造精度的要求)。
根据润滑方式中和考虑取mm l 353=。
轴段2 的长度2l :根据箱体箱盖的加工和安装要求,取箱体轴承孔的长度为35mm ,轴端盖和箱体之间应有调整垫片,取其厚度为2mm ,轴承端盖厚度10mm ,端盖和联轴器之间应有一定的间隙,取10mm 。
中和考虑,取mm l 302=。
轴段4、5:考虑设置装配轴肩,取mm d 354=,该长度应小于齿轮轮毂宽度,取mm l 684=。
125+125说明书
125/125t+50/10t双小车吊钩门式起重机使用说明书南通航宇船舶配套有限公司目录一、用途 2二、主要参数 3三、起重机构造 4四、电气系统 6五、安装、调整和试运行13六、维护和保养15七、保修及保修范围25ME125/125T+50/10T-35A2双小车吊钩门式起重机使用说明书一、用途双小车吊钩门式起重机最为普遍地用于露天场地上吊运工件和货物之用。
它是依靠地面上轨道方向的纵向移动,门机桥架上小车的横向移动和吊钩的升降运动来进行工作的。
本门式起重机不适用于高温(>+40℃)和低温(<-25℃)的场所、具有强烈腐蚀性气(汽)体的场所、防爆场所以及吊运赤热金属或熔态金属,当台风季节和工作风压>6级时(150Pa)不得使用。
二、技术特征和主要参数本起重机的主要参数如下:(一)起重量:125/125t+ 50/10t;(二)跨度:10.5m悬臂+35m 跨度+10.5m悬臂(三)工作制:A2(上小车125/12t吊钩很少使用,下小车50/10t主副钩用于工作不太频繁,(A5级工作制)。
按确定的起重量、跨度和工作级别,可查阅随机发运的桥式起重机总图和小车图纸中的技术特性表和需要的外形尺寸参数。
机械、电气设备选用部件三、结构概述整台起重机是由门架,小车(装有起升机构和运行机构),起重机运行机构和电气设备四大部分组成。
起升机构,小车运行机构和起重机运行机构是起重机的三个工作机构,各机构都备有单独的电动机,进行各自的驱动。
起重量125/125吨的上小车和50/10吨的下小车都具有主、副两套独立的起升机构。
主钩用来提升重的物件,付钩用来提升较轻的物件外,在它额定的负荷范围内可用来协同主钩倾转或翻倒工件之用,当两个吊钩一起工作时,物件重量不应超过主钩的额定重量,同时保证副钩起吊重量不超过副钩的额定起重量,但必须注意的是,下小车不允许两个吊钩同时提升两个物件,每个吊钩在单独工作时均只能起吊重量不超过起重量的物件。
环评 噪声的计算
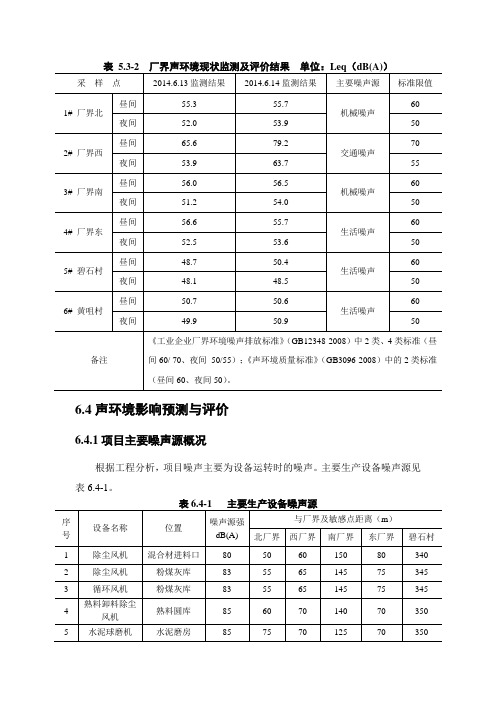
6.4声环境影响预测与评价6.4.1项目主要噪声源概况根据工程分析,项目噪声主要为设备运转时的噪声。
主要生产设备噪声源见表6.4-1。
6 水泥磨房除尘风机水泥磨房88 75 70 125 70 3507 空压机空压机房内88 90 75 110 65 3908 包装机包装系统88 120 75 80 75 3459 包装除尘风机包装系统88 120 75 80 75 34510 锟压机熟料初磨85 135 80 65 60 3606.4.2预测方法与模式本次噪声影响预测,主要是对厂内噪声源对厂界的影响进行预测,以现状监测点为受测点。
根据HJ2.4-2009《环境影响评价技术导则-声环境》中B4条:进行环境预测时所使用的工业噪声源都可按点声源处理。
1、点源叠加模式式中:L总——某点n个声源的叠加值,dB(A);Li——第i 个声源的噪声值,dB(A);n——声源个数。
2、户外声传播衰减量计算根据建设项目地形条件分析,噪声在传播过程中的衰减量计算方法主要考虑扩散衰减△L p1、大气吸收衰减△L p2、各屏障引起的衰减△L p3及地面效应引起的额外衰减△L p4 等因素。
△L p总=△L p1+△L p2+△L p3+△L p4扩散衰减量△L p1是△L p总的主要部分,可按下式计算:△L p1=20lgd2/d1式中:d1—声源参考距离,m;d2—预测点与声源之间的距离,m。
大气吸收衰减量:△L p2=m·d/100式中:d—声源到受声点距离,m;m—空气中声音衰减系数,dB(A)/100,取0.27dB(A)/100m。
屏障衰减△L p3:计算由于屏障增加的声波绕射路径差,然后计算菲淣耳系数N ,再利用绕射衰减计算图,即可查出衰减量。
对于本项目,屏障主要指建筑物和围墙。
建筑物的衰减量:△L p3=±2/λ ·σ式中:λ —入射声波波长; σ —声波绕射路径差。
地面吸收引起的衰减△Lp4可通过查地面吸收衰减图计算。
MetrologXG参考手册
欧华传动变频器智能自适应矢量590N说明书(200325)
7)功能丰富的EM590N系列矢量变频器以下几个功能性能更为突出:
EM590N突出功能
描述
参数上传下载
键盘参数上传下载,轻松批量调试。
备份、恢复用户参数
该功能支持客户自行保存或恢复自己设定的参数
用户变更参数显示
用户可查看经过修改后的功能参数
用户定制参数显示
用户可定制需要显示的功能参数
双显键盘
全系列双行LED显示,用户可定制第一行显示参数
开箱验货: 在开箱时,请Байду номын сангаас真确认:
EM590N系列高性能矢量变频器用户手册
本机铭牌的型号及变频器额定值是否与您的订货一致。箱内含您订购的机器、产品合格证、用 户操作手册及保修卡。
产品在运输过程中是否有破损现象;若发现有某种遗漏或损坏,请速与本公司或您的供货商联 系解决。
初次使用:为了说明产品的细节部分,本说明书中的图例有时为卸下外罩或安全遮盖物的状 态。使用本产时,请务必按规定装好外壳或遮盖物,并按照说明书的内容进行操作。
使用说明书中的图例仅为了说明,可能会与您订购的产品有所不同。 由于产品升级或规格变更, 以及为了提高说明书的便利性和准确性,本说明书的内容会及时进行变更,恕不另行通知。
由于损坏或遗失而需要订购使用说明书时,请与本公司各区域代理商联系,或直接与本公司客 户服务中心联系。
对于初次使用本产品的用户,应先认真阅读本手册,以免使用不当造成设备损坏或损失,如果 您使用中仍有一些使用问题不明,请与本公司客户服务中心联系。
适配相应的速度检测卡后,可实现准确速度追踪。
瞬停不停(适用于煤气炉 风机等重要场合)
变 频 器在 瞬间 停 电 、 市电与发电转换等电 压 突然 降低 后, 当电压恢复正常后,自动运行(须配相应的扩展卡)。
摩托车出口车型装柜量明细
SKD 全纸 1.58×0.46×0.87 箱
0.632316
34箱 辆/柜 =3排 ×5例 ×2层 +2横 排×1 例×2 层? 34箱 辆/柜 =3排 ×5例 ×2层 +2横 排×1 例×2 层? 34箱 辆/柜 =3排 ×5例 ×2层 +2横 排×1 例×2 层? 26箱 辆/柜 =3排 ×4例 ×2层 +1横 排×1 例×2 层
0.922374
24箱 辆/柜 =3排 ×4例 ×2层 ? 110 24箱 辆/柜 =3排 ×4例 ×2层 ?
9
1.550545
SKD 铁 1.86×0.57×0.87 +纸 箱
0.922374
24箱 辆/柜 =3排 ×4例 ×2层 ?
HY125T2 10 五羊 公 主
CBU 铁 1.84×0.57×1.14 +夹 板
1.21296
CKD 全散 件 CKD 套 件/ 箱 30箱 辆/柜
SKD
全夹 1.77×0.46×0.87 板
0.708354
=3排 ×5例 ×2层 ?
SKD HY125-7 铁 14 铃木二代 +纸 1.775×0.465×0.87 0.718076 箱
95
30箱 辆/柜 =3排 ×5例 ×2层 ?
SKD 铁 1.7×0.56×0.87 +夹 板
0.8284
SKD 铁 1.7×0.57×0.87 +纸 箱 HY50QT6 小龟王 CBU 铁 1.72×0.56×1.14 +夹 板
0.84303
3
75
1.117656
CBU 铁 1.745×0.57×1.14 +纸 箱
1.133901
五轴加工中心参数
五轴加工中心参数1. 设备基本要求:*1.1机床结构:床身采用龙门结构,大理石铸造床身,立式主轴及回转摆动工作台(B,C 轴)的结构形式,具有五轴联动的加工功能;1.2机床结构设计合理,刚性强,稳定性好,并采用系统具有的动态品质和热稳定性,需能连续稳定工作,精度保持寿命长。
2. 技术规格及要求:2.1机床要求及主要技术参数2.1.1工作台尺寸:工作台尺寸≥600×500mm;*2.1.2工作台为单支撑,承重≥400kg;*2.1.3主轴采用全集成电主轴,主轴最高转速≥18000r/min;*2.1.4主轴最大扭矩:≥130Nm;*2.1.5主轴最大功率:≥35KW;2.1.6主轴锥孔:SK40;*2.1.7工作行程:(1)X轴行程:≥600mm;(2)Y轴行程:≥500mm;(3)Z轴行程:≥500mm;(4)C轴行程:360°;(5)B轴行程:-5~110°;2.1.8 最小位移增量(1)X\Y\Z最小位移增量:≤0.001mm;(2)A\C轴最小位移增量:≤0.001°*2.1.9定位精度:X\Y\Z直接测量系统(全闭环)光栅或磁栅;(1)X\Y\Z轴定位精度:≤0.008mm VDI/DGQ 3441标准;(2)B\C轴定位精度:B轴≤10arc sec,C轴≤10arc sec VDI/DGQ 3441标准;*2.1.10快移速度:(1)X\Y\Z轴快移速度:≥50m/min;(2)B\C轴快移速度:≥50r/min;2.1.11刀库(1)刀库容量:≥30把,SK40;(2)最大刀具直径(相邻刀位满时)≥80mm;(3)最大刀具直径(相邻刀位空时)≥130mm;(4)最大刀具长度≥300mm;(5)最大刀具重量≥6kg;*2.1.12机床配置标准要求:(1)主轴、驱动、工作台的主动冷却系统;(2)移动电子手轮;(3)海德汉TS 649红外线测头;(4)五轴精度校准工具包;(5)机床具有全封闭防护外罩;(6)自动排屑器;(7)冷却液喷枪;(8)自动化准备:包含自动开合舱门、4通道旋转接头,回转摆动工作台;(9)提供配套刀柄,包括立铣刀刀柄20个,精镗刀1套,盘铣刀刀柄与刀盘2套。
phc500ab125承载力参数
phc500ab125承载力参数1. 简介phc500ab125是一种用于建筑工程中的混凝土桩,其承载力参数是评判其质量和适用范围的重要指标。
本文将对phc500ab125的承载力参数进行详细介绍,以帮助读者更好地了解和应用这一材料。
2. 承载力参数的定义承载力参数是指混凝土桩在承受外部荷载时所能承受的最大荷载值,通常以单位面积的承载力来表示。
phc500ab125的承载力参数直接影响着其在工程中的使用性能和安全性,因此对这一指标进行准确的评定和控制至关重要。
3. 影响phc500ab125承载力参数的因素phc500ab125的承载力参数受多种因素的影响,包括材料的物理性质、制作工艺、桩的设计和施工等。
其中,混凝土的强度、钢筋的数量和布置方式、桩身的直径和长度等因素都会直接影响phc500ab125的承载力参数。
4. phc500ab125的承载力参数测试方法为了准确评定phc500ab125的承载力参数,通常需要进行一系列的试验和测试。
常用的测试方法包括静载试验、动载试验、钻孔观测法等。
这些测试方法可以全面、准确地反映phc500ab125在不同条件下的承载性能,为工程设计和施工提供重要的依据。
5. phc500ab125承载力参数的应用了解phc500ab125的承载力参数对于工程设计和施工具有重要意义。
根据其承载力参数的特点,可以合理选择和设计桩基的类型、数量和布置方式,从而保证工程的安全稳定。
在施工过程中,合理控制phc500ab125的承载力参数也可以有效地降低施工风险和成本。
6. 结语phc500ab125作为一种重要的建筑材料,在工程中具有广泛的应用前景。
了解和掌握其承载力参数,对于提高工程质量、保障工程安全具有重要意义。
希望本文能够对读者更好地了解phc500ab125的承载力参数有所帮助。
7. phc500ab125承载力参数的质量控制要确保phc500ab125的承载力参数符合设计和使用要求,对其生产过程进行严格的质量控制至关重要。
Q125
湖南华菱涟源钢铁有限公司—北京科技大学“高性能N80Q、P110、Q125石油套管用热轧卷板的产品开发及工艺研究”实验分析—Q125北京科技大学冶金工程研究院高效轧制国家工程研究中心2010年05月目录1 Q125成分、工艺、组织分析 ............................................................. 错误!未定义书签。
1.1试验材料....................................................................................................... 错误!未定义书签。
1.2 力学性能....................................................................................................... 错误!未定义书签。
1.3显微组织观察............................................................................................... 错误!未定义书签。
2 Q125在低温冲击断裂时的裂纹萌生与扩展 .................................... 错误!未定义书签。
2.1 示波冲击实验结果....................................................................................... 错误!未定义书签。
2.2 开裂与组织的关系....................................................................................... 错误!未定义书签。
QTZ125塔吊使用说明

QTZ125塔吊使⽤说明1概述QTZ125塔式起重机是⼭东富友有限公司充分利⽤成组技术、组合设计技术及有限元分析技术,以“塔式起重机微机设计平台”为⼯具设计的国内最新型的起重运输机械。
该机为⽔平臂架、⼩车变幅、上回转液压顶升式起重机。
该机各项性能参数及技术指标均达到或优于国家标准。
最⼤⼯作幅度为60m ,独⽴式起升⾼度为50m,附着式起升⾼度可达180m,额定起重⼒矩1250kN·m,最⼤起重⼒矩为1441kN·m。
该机参数先进,性能优良可靠,造型美观,质量精良,结构简单实⽤,设有先进的安全装置,维修⽅便,使⽤安全,价格合理,是⼴⼤建筑企业理想的建筑施⼯机械。
2起重机技术性能2.1整机外形图独⽴式附着式图12.2 起重性能表2.2.1 起重特性表2.3 起重特性曲线2.3.1 QTZ125起重⼒矩曲线图2 ⼆倍率起重⼒矩曲线图3 四倍率起重⼒矩曲线2.4技术性能表表3 技术性能表额定起重⼒矩kN.m 1250 最⼤起重量t 8⼯作幅度m 3~55 3~60起升⾼度独⽴式50 附着式180起升速度⼆倍率m/min105/53 四倍率52.5/26.5回转速度r/min 0.6变幅速度m/min 54/27/8.1顶升速度0.4 最低稳定下降速度≤5整机外底架M8×8 整机⾼度独⽴式59.01附着式189.012.5主要技术数据表4 主要技术数据表3 起重机构造简述3.1总体布置3.1.1独⽴式起升⾼度50⽶,可采⽤⼆倍率或四倍率钢丝绳起升,塔⾝由⾓钢对扣主肢及⽆缝钢管组成整体结构,塔⾝下部通过底架与基础相连,上部通过下⽀座及回转⽀承与上⽀座相连,上⽀座上⾯与回转塔⾝相连,回转塔⾝上⾯与塔帽相连,前端与起重臂相连,后端与平衡臂相连。
司机室位置于回转塔⾝右侧前⽅,起升机构设在平衡臂后部,回转机构对称置于上⽀座两侧,变幅⼩车由变幅机构牵引,沿臂架来回运动。
起重臂、平衡臂均⽤刚性拉杆与塔顶连接。
连续梁桥0号块托架方案设计及验算

连续梁桥0号块托架方案设计及验算贺祚【期刊名称】《《国防交通工程与技术》》【年(卷),期】2019(017)005【总页数】4页(P62-64,61)【关键词】连续梁桥; 0号块; 托架设计【作者】贺祚【作者单位】中铁十八局集团第五工程有限公司天津300459【正文语种】中文【中图分类】U448.2151 工程概况那苏河双线大桥为玉溪至磨憨铁路工程跨那苏河的双线6跨桥,里程范围DK245+684.59~DK246+14.1,桥梁全长329.51 m。
跨越那苏河采用(60+104+60)m连续梁,采用挂篮悬臂浇筑施工。
梁体为单箱单室、变高度、变截面箱梁,梁体全长225.6 m,中跨中部10 m梁段和边跨端部13.8 m梁段为等高梁段,梁高4.8 m;中墩处梁高为8.0 m,其余梁段梁底下缘按二次抛物线y=8+3.2×x2/432(m)变化。
箱梁箱底宽6.6 m,一般断面顶板宽11.9 m,接触网支架处顶板加宽至14.9 m,设置避车台处顶板加宽至14.5 m。
2 0号块托架设计那苏河双线大桥地处山区,且主墩均为高墩,不适于支架法施工。
为保证施工进度,结合施工标准化要求,经过比选,主桥0号块选择三角托架法施工。
三角托架法的原理是通过锚固于墩身上的预埋牛腿将三角架锚固于墩身上,形成简支结构,在三角架上搭设托架平台,从而实现0号块的浇筑。
0号块墩顶托架总体布置如图1所示。
0号块长12 m,墩顶部分8 m,前后两侧各2 m悬臂段,悬臂段采用三角托架法,每侧3组双拼I40工字钢三角托架,托架通过预埋在墩顶顶帽内的牛腿固定在墩身两侧。
托架上部按预定位置放置30cm高砂桶,上面放置横向主梁(双拼I40b工字钢)、纵向排架(I16),安装底模板。
图1 托架结构布置图(单位:mm)3 荷载分析排架承受浇筑时的混凝土荷载,按照均布荷载计算,采用MIDAS软件进行计算,采用梁单元均布荷载计算,根据钢结构设计规范,荷载组合系数均取1.0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电梯125%制动试验注意事项分析
摘要:对125%制动试验的注意事项进行了分析,从而可以为维保单位进行125%制动试验进行前期准备提供一定的参考,保证125%制动试验进行地安全性和可
靠性。
关键词:电梯;125%制动试验
1制动试验前的注意事项
(1)在制动试验前的短期时间内已经完成了电梯的年度保养,以确保电梯正处在良好
的性能状态下[1]。
注意:在加载载荷前最好在轿厢内垫上橡胶地垫等防护用品,防止破坏轿
厢木地板或大理石地面;轿厢内的玻璃镜子、照明设备、装饰部件及吊顶确认均固定可靠;
安全窗锁紧可靠。
(2)试验前确认电梯平衡系数符合要求后,放入了50%载荷时,可以先做
一下半载制动试验,看制动力是否正常,再继续下一步工作。
(3)试验前应先在最底层逐
渐加载至超载,确认未出现溜车现象,再进行制动试验。
试验时,先将一半载荷放置在顶层
井道外,在底层装满另一半载荷后,装载人员在顶层轿厢外将载荷全部均匀可靠的放入轿厢内。
(4)试验时必须使用标准的检定周期内的砝码,禁止使用其他非标准重物来代替砝码
进行试验。
注意:对于门机固定在直梁上的活动轿厢,装载125%载重时应检查轿门与地坎的
间隙是否符合标准要求,保证在125%载重制动试验时轿门滑块不会跳出地坎槽。
(5)严禁
试验时轿内有人。
(6)试验时切断电源或按下急停应尽量要在电梯额定速度运行刚过门区时,以避免出现撞坏门刀、门球等意外情况的出现。
进行试验前保证以上检查要求和试验注
意事项全部满足,防止试验时由于电梯部件或环境处于非正常状态而导致试验的不成功,及
由此带来的安全风险及设备的损坏。
2电梯定期检验时制动试验执行过程中存在的主要问题
2.1制动试验执行时间不够明确
结合质检总局的相关要求,要求每五年进行一次电梯定期检验时制动试验。
确定试验时间,结合电梯定期检验工作。
具体的时间要结合当地实际情况,这样一来,电梯使用单位和
维保单位不够了解电梯定期检验时制动试验具体执行时间,无法在执行电梯定期检验时制动
试验之前做好准备工作,最终无法按期正常开展电梯定期检验时制动试验。
2.2风险防控问题
电梯定期检验时制动试验工作具有一定的风险性,具体实施时间比较短暂,缺乏针对性
的风险防控措施。
在各地电梯的定期检验工作中,实施制动试验的过程中可能会出现各种意
外情况,损坏了电梯设备,导致人员伤亡,相关工作人员缺乏风险防控意识,相关单位也没
有组织有关的培训和预防工作。
3试验过程中需要注意哪些关键点
(1)试验的流程一定要正确。
有一次搬运砝码的过程中,维保人员想省事,不是分批
把砝码运到顶楼,但把砝码全部运到轿厢后,发现主机无法带动轿厢到顶楼。
后又把砝码搬出,很耽误检验工作。
所以试验的流程一定要正确,如果流程的先后顺序有不正确的,可能
会造成试验过程不顺利。
(2)一定要熟悉如何短接各种型号的超载装置。
超载装置的短接
在平时维保过程中的确用的不多,有些维保人员对短接超载装置的方法不是很熟悉,有一次
试验过程中维保人员因为对超载装置不熟悉,无法短接。
在没有办法的情况下,不得已拆掉
了超载装置,才解决问题完成试验工作,试验后恢复超载装置又花费了不少时间。
(3)绳
头组合部位一定要检查到位。
制动试验在制动的一瞬间会对钢丝绳绳头产生一个冲击力,特
别是老旧电梯的绳头组合部位容易出现松动,一定在试验前要检查到位。
(4)检查制动器
抱闸情况是否良好。
制动试验的目的是验证制动器闸瓦工作是否良好,但前期检验过程中如
果发现制动闸瓦有磨损、曳引轮轮槽有磨损等现象时,应该谨慎判断实际情况,该中止试验
工作时,一定要果断中止试验。
(5)搬运砝码的人员一定要合理安排。
有些大型小区的制
动试验可能是同一检验周期进行,搬运1台、2台试验砝码可能维保人员还行,如果试验多台,搬运砝码的人员如何安排,需要有合理的提前安排才能顺利完成试验工作[2]。
4电梯定期检验时制动试验执行策略
4.1提高重视程度
当前电梯定期检验时制动试验项目已经趋于常态化,但是在试验过程中也会伴随着各种
风险,检验机构需要做好宣传工作,一方面集合维保企业,利用座谈会的方式交流电梯定期
检验时制动试验项目,帮助相关工作人员充分了解制动试验项目的时间和实验方法等,共同
制定电梯定期检验时制动试验的执行方案,保障制动试验的执行质量。
检验机构可以利用网
站等渠道做好宣传工作,帮助各个电梯使用单位了解电梯定期检验时制动试验项目,提前了
解有关制动试验的内容,在执行过程中要积极配合维保单位,在制动试验之前做好准备工作。
4.2做好工作预案
检验人员需要结合电梯定期检验时制动试验的特点,确定执行过程中的风险点,做好防
控预案。
在电梯定期检验时制动试验之前,检验机构需要和维保人员和管理人员做好交流工作,提前安排电梯制动试验相关工作,明确存在的风险和安全注意事项,及时落实安全保护
措施,保护工作人员和设备的安全性。
维保人员要提前对电梯进行自检,提前处理发现的问题。
检验人员要制定电梯定期检验时制动试验方案和紧急预案。
4.3制定操作程序
检验单位通过分析电梯定期检验时制动试验风险,制定相应的操作程序,根据程序落实
电梯定期检验时制动试验工作,这样可以提高电梯定期检验时制动试验工作的安全性和可靠性。
首先检验电梯部件的外观,检查制动器和限速器以及钢丝绳等,提前调整或者更换存在
问题的部件。
测试电梯的平衡性,保障电梯平衡系数处于规定范围当中。
首先落实电梯空载
上行的制动试验工作,保障电梯可以有效制动后,再落实后续荷载试验。
根据正常的速度召
唤电梯到底层,电梯运行到楼层中下部后,断开电源开关,观察代替制动器是否停止运转,
观察轿厢是否出出现明显的损坏问题。
将轿厢中的砝码取出来,检查电梯各个部件,确认正
常后恢复电梯运行。
5制动力、曳引能力与电梯制动性能的关系
在电梯制动过程中,因制动力与曳引能力的相互影响,会出现以下几种制停过程:1)
制动器动作后,制动力对电梯的制动减速度比较小,未破坏电梯正常的曳引能力,电梯轿厢
在制停的过程中,钢丝绳与曳引机未发生打滑现象。
2)制动器动作后,钢丝绳与曳引机开
始打滑,速度降低后重新满足曳引条件,轿厢与曳引机同时停止运动。
3)制动器动作后很
快抱死,钢丝绳在曳引轮上打滑一段时间后轿厢停止[3]。
4)制动器动作后,因制动力不足,无法对电梯曳引机制停,导致电梯轿厢撞击缓冲器或是因超速导致限速器-安全钳动作。
5)
制动器动作后很快抱死,钢丝绳在曳引轮上打滑并且一直停不下来,电梯撞击缓冲器或是因
超速导致限速器-安全钳动作。
第一、二种是理想状态,要求曳引力很大,但这种情况下的制
动力偏小,很难做到。
第三种情况是大部分电梯的实际情况,此时曳引力越大滑行的距离越短,电梯将越安全。
第四种情况制动力太小,第五种情况则是制动力太大而曳引力太小,这
两种状态都将使电梯处于不安全的状态下,是不安全与不允许的。
结束语
在125%载荷试验过程中,对发现的各类检验问题进行汇总分析并给予解决方法或建议,确保制动试验如实检验。
对今后125%载荷制动试验提供参考和促进检验,可提升检验质量,力求确保电梯使用安全
参考文献:
[1]王宝强,许卫东.对曳引式电梯上行制动试验制动距离的探讨[J].机械,2013,40(11):43-45.
[2]韩路,肖可.对曳引式电梯上行制动试验的探讨[J].机电工程技术,2013,42(07):194-196.
[3]张云动.电梯定期检验中上行制动试验实施分析[J].科技传播,2011(12):27+25.。