新产品验证测试审查表样板
产品新品检验法表格
螺纹环规
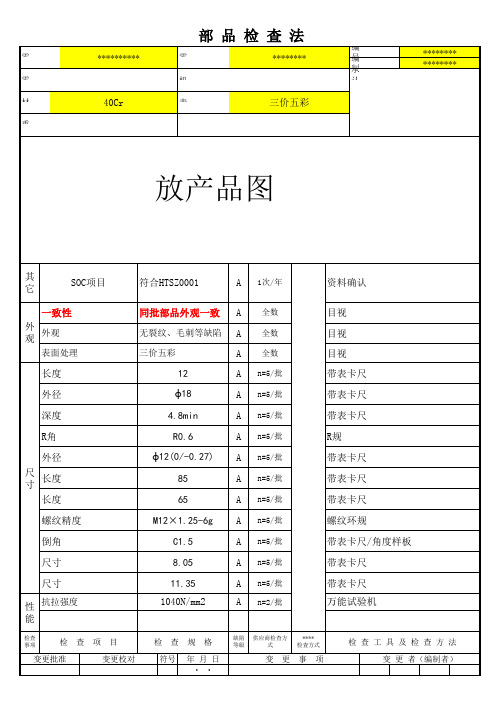
倒角
C1.5
A n=5/批
带表卡尺/角度样板
尺寸
8.05
A n=5/批
带表卡尺
尺寸
性 抗拉强度 能
11.35 1040N/mm2
A n=5/批 A n=2/批
带表卡尺 万能试验机
检查 事项
检查项目
变更批准
变更校对
检查规格
符号 年 月 日 ・・
缺陷 供应商检查方
****
等級
式
检査方式
变更事项
检查工具及检查方法 变 更 者(编制者)
长度
12
A n=5/批
带表卡尺
外径
ϕ18
A n=5/批
带表卡尺
深度
4.8min
A n=5/批
带表卡尺
R角
R0.6
A n=5/批
R规
外径
尺 寸
长度
长度
ϕ12(0/-0.27) 85 65
A n=5/批 A n=5/批 A n=5/批
带表卡尺 带表卡尺 带表卡尺
螺纹精度
M12×1.25-6g A n=5/批
部品检査法
零
**********
零
编
********
号编
制承
******** ********
零
机
认
材
40Cr
表
三价五彩
重
放产品图
其 它
SOC项目
符合HTSZ0001
A 1次/年
资料确认
一致性 外 观 外观
表面处理
同批部品外观一致 A 全数
无裂纹、毛刺等缺陷 A 全数
三价五彩
A 全数
产品审核模板(全套)
419
正 止动槽的宽度(mm)
1.5±0.1
投影 仪
10
420
止 动
左止动槽口径R(mm)
R0.1max
投影 仪
10
421
槽 右止动槽口径R(mm)
R0.1max
投影 仪
10
422
左止动槽底径R (mm)
R0.4max
投影 仪
10
423
右止动槽底径R (mm)
R0.4max
投影 仪
10
424
止动槽的深度(mm)*
X095 10
S0910 10
残磁 仪
10
手感 10
硬度 计
2
硬度 计
2
硬度 计
2
显微 镜
2
显微 镜
2
显微 镜
2
目检 1
目测 2
日期
缺陷等级
缺陷点数
∑FP QKZ
阻滞力矩小
701
内圈硬 度
702
外圈硬 度
703
钢球硬 度
704
内圈金 相
705
外圈金 相
706
钢球金 相
60~65HRC 60~65HRC 60-65HRC 组织均匀1-3级 组织均匀1-3级 组织均匀1-5级
801
材料检验证书(套圈及配件)
802
酸洗无烧伤、裂纹
终检员
审核员
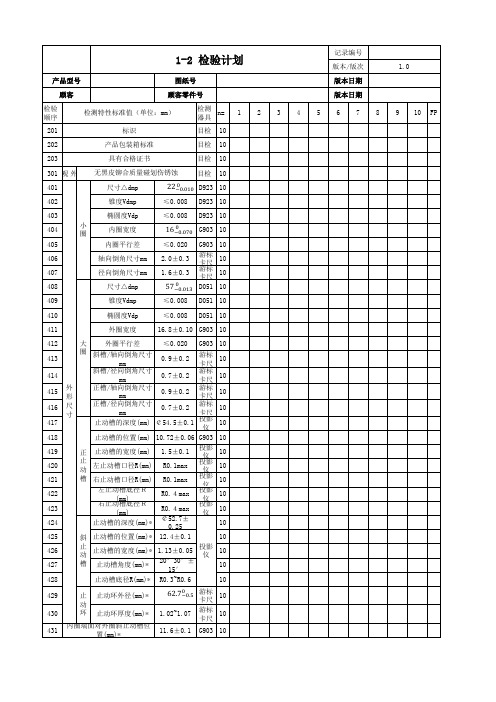
B023B 10 013 10
尺寸△dmp
22−00.010 D923 10
锥度Vdmp
≤0.008 D923 10
403
椭圆度Vdp
≤0.008 D923 10
404
产品审核检查表
标识清晰
标识清晰
标识清晰
19
装箱质量
未贴客户特定标签
√
有客户特定标签
有客户特定标签
有客户特定标签
20
少装、多装产品
√
无
无
无
21
内包装破损
√
无
无
无
22
随产品资料
误装、少装
√
无
无
无
说明:1、A——致命缺陷,B——严重缺陷,C——一般缺陷,D——轻微缺陷;
2、“检测记录”栏涂色表示检测结果不合格。
产品图号
10
橡 胶
明显缺胶\气泡、裂口、杂质、划伤、飞边
√
无
无
无
11
轻微缺胶\气泡、裂口、杂质、划伤、飞边
√
无
无
无
12
其他轻微缺陷
√
无
无
无
13
弹 簧
漏装或生锈
√
无
无
无
14
骨 架
变形或生锈
√
无
无
无
包装装箱特性
15
包装箱
严重损坏或变形
√
无
无
无
16
轻微损坏或变形
√
无
无
无
17
包装箱标识
字迹不清
√
字迹清晰
字迹清晰
字迹清晰
√
无
无
无
10
轻微缺胶\气泡、裂口、杂质、划伤、飞边
√
无
无
无
11
其他轻微缺陷
√
无
无
无
12
弹 簧
漏装或生锈
√
无
新产品开发评审表格
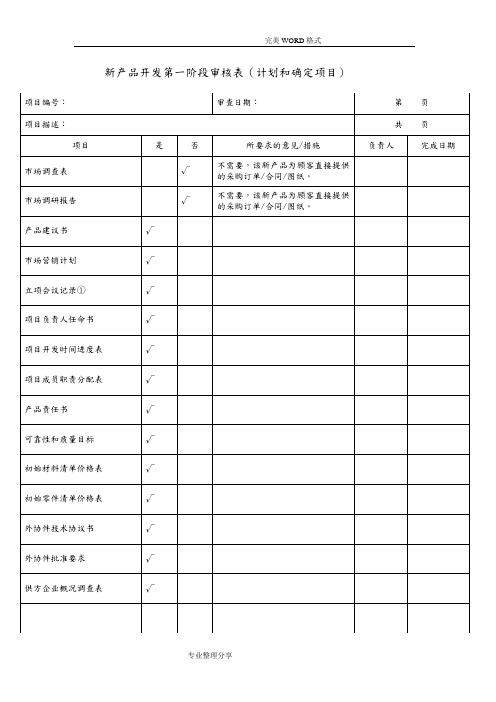
新产品开发第一阶段审核表(计划和确定项目)新产品开发第二阶段审核表(产品设计和开发)新产品开发第三阶段审核表(过程设计和开发)新产品开发第四阶段审核表(产品和过程确认)新产品开发第五阶段审核表(反馈、评定和纠正措施)A — 1 设计FMEA检查表修订日期第1页,共1页制定人:专业整理分享A — 2 设计信息检查表修订日期第1页,共4页专业整理分享A—2 设计信息检查表(续)修订日期第2页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第3页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第4页,共4页制定人:专业整理分享A— 3 新设备、工装和试验设备检查表修订日期第1页,共2页制定人:专业整理分享A — 3 新设备、工装和试验设备检查表(续)专业整理分享A — 4 产品 / 过程质量检查表修订日期第1页,共4页本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第2页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第3页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第4页,共4页制定人:专业整理分享A — 5 车间平面布置检查表修订日期第1页,共2页制定人:专业整理分享A — 5 车间平面布置检查表(续)修订日期第2页,共2页制定人:专业整理分享A — 6 过程流程图检查表修订日期第1页,共1页制定人:专业整理分享A — 7 过程FMEA检查表修订日期第1页,共1页制定人:专业整理分享A —8 控制计划检查表修订日期第1页,共1页制定人:专业整理分享专业整理分享。
产品质量审核检查表

400 尺寸参照图纸标准:
510 材料化学性能分析,质量保证书
610 结合力符合要求,参见标准,外部实验室
620 涂层符合要求,参见标准,外部实验室
630 盐雾试验符合要求,参见标准,外部实验室
710 寿命符合要求,参见标准,外部实验室
等级
检测器具 n= 1 2 3 4 5 6 7 8 9 目视 目视 目视 目视 目视
QP-8.2.4-2-B0
产品质量审核检查表(检验计划和记录表)
QA部
编制:
审核:
批ቤተ መጻሕፍቲ ባይዱ:
产品名称/规格:
版本日期:
顾客:
版本日期:
操作:简图
检验 顺序
检测特性额定值
210 包装标签符合要求
220 包装无破损、变形,产品无损伤
310 外观无明显打痕、划伤、变形
320 无污渍、无变色生锈
330 框架配合良好,无松动、无漏筋
游标卡尺 CMM 目视 目视 目视 目视 目视
审核员
日期
缺陷等级 缺陷点数
∑FP
查表(检验计划和记录表)
编制:
审核:
批准:
版本日期:
版本日期:
10 FP QKZ
QP-8.2.4-2-B0
∑FP QKZ
产品质量审核表格

对人员进行了培训
对仓库和在制的库存进行了分选和返修
日期:17.10.19
姓名:XX
自生产日期 95.10.14 日起
从:P124
从:P11
从:a1,检验顺序号:315(C 缺陷)
检验 200 件,缺陷率:05%
检验 50 件,缺陷率:2%
检验 75 件,缺陷率:0
在
之前
在
之前
从:
在:
代码:P11
检验报告/背面
措施 通知 Nr.012/1095
偏差批准 Nr.2/2/Q1
库存 检验
仓库库存 在制库存 发运处库存
× × ×
更改
图纸更改 生产工艺卡更改
× ×
顾客的 报告担保期内的抱怨
×
抱怨 到顾客处采取行动
×
缺陷原因、纠正措施或拒绝原因:
CF1:对印刷电路板和铆接机进行了纠正
对钻床重新进行了校正,更换了新的钻套
-准备:给抽样的样品进行统一编号
-检验:外观、表面状态及标识是否与图纸要求相符
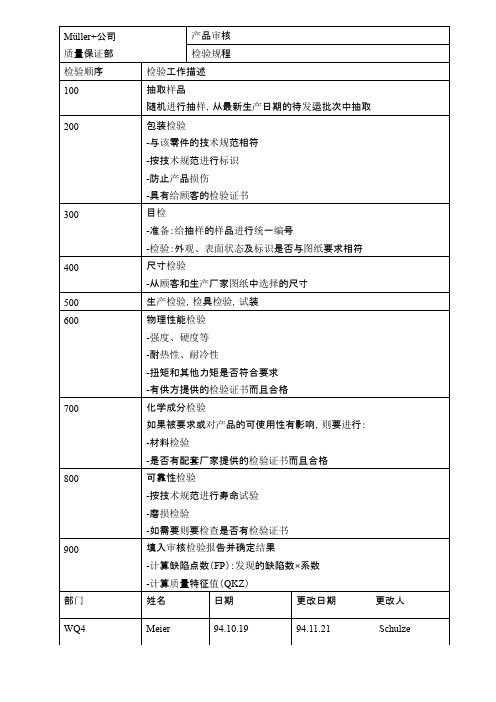
尺寸检验
-从顾客和生产厂家图纸中选择的尺寸
生产检验,检具检验,试装
物理性能检验
-强度、硬度等
-耐热性、耐冷性
-扭矩和其他力矩是否符合要求
-有供方提供的检验证书而且合格
化学成分检验
如果被要求或对产品的可使用性有影响,则要进行:
-材料检验
-是否有配套厂家提供的检验证书而且合格
可靠性检验
-按技术规范进行寿命试验
-磨损检验
-如需要则要检查是否有检验证书
填入审核检验报告并确定结果
-计算缺陷点数(FP):发现的缺陷数×系数
-计算质量特征值(QKZ)
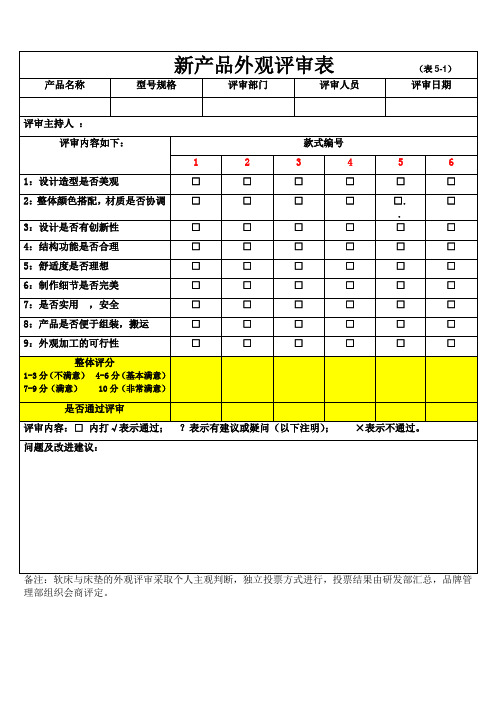
新产品外观评审表
□
□
□
□
□
7:是否实用 ,安全
□
□
□
□
□
□
8:产品是否便于组装,搬运
□
□
□
□
□
□
9:外观加工的可行性
□
□
□
□
□
□
整体评分1-3分(不满意) 4-6分(基本满意) 7-9分(满意) 10分(非常满意)
是否通过评审
评审内容:□ 内打√表示通过; ?表示有建议或疑问(以下注明); ×表示不通过。
问题及改进建议:
新产品外观评审表(表5-1)
产品名称
型号规格
评审部门
评审人员
评审日期
评审主持人 :
评审内容如下:
款式编号
1
2
3
4
5
6
1:设计造型是否美观
□
□
□
□
□
□
2:整体颜色搭配,材质是否协调
□
□
□
□
□.
.
□
3:设计是否有创新性
□
□
□
□
□
□
4:结构功能是否合理
□
□
□
□
□
□
5:舒适度是否理想
□
□
□
□
□
□
6:制作细节是否完美
备注:软床与床垫的外观评审采取个人主观判断,独立投票方式进行,投票结果由研发部汇总,品牌管理部组织会商评定。
铁路专用计量器具新产品技术认证审查表
铁路专用计量器具新产品技术认证审查表
审查表
计量器具名称_________
申请企业名称___________(盖章)
企业通讯地址___________
电子邮箱___________
联系电话_____ 邮政编码_____
联系人______ 申请日期_____ 年月日
中华人民共和国铁道部
填表说明:
1.审查表用钢笔或签字笔填写,字迹清晰、工整,不得涂改;填写附表时如纸张不够,可自行附页。
审查表可复印或按格式打印。
2.企业名称要与工商行政管理部门核发的企业工商营业执照名称相一致。
3.产品名称与型号规格按相应的标准名称与品种填写。
4.铁路局所属企业由铁路局产品质量主管部门签署申请企业主管部门意见。
无主管部门的企业,“申请企业主管部门意见”一栏可不填。
5.附表二《外购或委外加工主要零部件一览表》中“委外类别”栏内选填“外购”或“加工”。
6.附表四《主要生产设备、工装和检验、检定计量仪器设备一览表》中“测量范围”、“准确度等级”、“检定单位”、“检定证书编号”仅限于计量检测设备。
7.相关工程技术人员和计量检定人员指从事与申请技术认证的铁专量具有关的工程技术人员和计量检定人员。
8.审查表(包括附表)一式二份。
审查表封面须加盖企业公章(企业公章复印无效)。
产品审核表格
尺寸检验
-从顾客和生产厂家图纸中选择的尺寸
500
生产检验,检具检验,试装
600
物理性能检验
-强度、硬度等
-耐热性、耐冷性
-扭矩和其他力矩是否符合要求
-有供方提供的检验证书而且合格
700
化学成分检验
如果被要求或对产品的可使用性有影响,则要进行:
-材料检验
-是否有配套厂家提供的检验证书而且合格
800
Müller+公司
质量保证部
产品审核
检验规程
检验顺序
检验工作描述
100
抽取样品
随机进行抽样,从最新生产日期的待发运批次中抽取
200
包装检验
-与该零件的技术规范相符
-按技术规范进行标识
-防止产品损伤
-具有给顾客的检验证书
300
目检
-准备:给抽样的样品进行统一编号
-检验:外观、表面状态及标识是否与图纸要求相符
检具
4
605
扭矩至少00NM
扭矩
扳手
4
610
渗碳淬火硬度
硬度
检测
4
705
化学分析检验证
书
目检
4
805
耐磨强度
按技术规范
A40563
设备
4
审核员
日期
缺陷等级缺陷点数
∑FP
QKZ
Ott
95.10.13
51
87.3
Müller+公司
质量保证部
产品审核
检验报告号:27/1095
零件名称:换档轴生产厂零件号:123.156/2版本日期:1995.10.1
顾客:Shulze公司顾客零件号:189.101/11版本日期:1995.09.27
新产品试制验证评审表

性
对比图纸或设计 要求的符合性
制造工程师签字: 工装/夹具符合
Signed by ME:
性
设备符合性
对比工艺要求的 符合性
质量工程师签字: 量具/测试设备Βιβλιοθήκη Signed by QE:
符合性
生产部主管签字: Signed by Foreman:
产品质量状况
员工对工序的 可操作性
HR 签字: Signed by HR:
工位难度系数
EHS 签字: Signed by EHS:
安全系数
评审结论 Review Result
新产品试制验证评审表
New Parts Pilot Produce Evaluation
□ 试制过程完全无异常,试制完工品符合既定的质量要求,可进行批量生产 □ 试制过程有轻微异常,但已经当场解决并确保后续生产不会再发生,试制完工品符合既定的质量要求 □ 试制过程中出现重大缺陷,不能继续下工序生产,或完工后质量不符合既定质量要求,不能进行批量
产品工程师签字: Signed by PE:
新产品试制验证评审表
New Parts Pilot Produce Evaluation
文件编号
评审结论 Review Result
新产品试制验证评审表
New Parts Pilot Produce Evaluation
既定的质量要求,可进行批量生产 并确保后续生产不会再发生,试制完工品符合既定的质量要求,可进行批量生产 工序生产,或完工后质量不符合既定质量要求,不能进行批量生产
新产品名称 Product
新产品试制验证评审表
New Parts Pilot Produce Evaluation
新产品试制前准备状态检查表

原材料是否齐套
口合格口不合格
9.
焊接外包方资质
口合格口不合格
10.
生产设备、仪器
口合格口不合格
11.
生产环境
口合格口不合格
12.
生产人员资格
口合格口不合格
13.
检验人员资格
口合格口不合格
xx-xxx-xx-
新产品试制前准备状态检查表
产品型号:生产数量:
序号
பைடு நூலகம்检查项目及内容
检查结果
存在问题
检查人
1.
装配图及续表
口合格口不合格
2.
工艺规程
□合格口不合格
3.
调试说明书
口合格口不合格
4.
验收规范
口合格口不合格
5.
测试记录表格
口合格口不合格
6.
试验记录表格
口合格口不合格
7.
原材料是否合格
口合格口不合格
新产品小批试制阶段评审表

客
户项No Yes No 评审部门所要求的意见/措施负责人完成日期实际完成日期完成效果确认1PD 2PD 31)PD 2)TD 3)QA 4)PD 5)PD 6)PM 7)PM 8)QA 9)PM 10)PM 41)PM 2)QA 3)PM 4)PM/QA 51)PU 61)PM 2)PU 认定Cog niz anc e:产品实验结果是否OK 工艺参数是否受控是否明确通用换镶件产品及作业指导书试生产控制计划是否已经受控下发检验规范是否已受控下发作业指导书是否已受控下发原/辅材料准备包装确认产品技术规范、图纸、标准是否为最新有效版本操作人员是否满足生产要求生产线及设备是否满足生产要求工装样件认可工艺流程是否已最终确定小批试制原材料是否准备就绪是否得到客户的小批试制认可产品尺寸检验是否符合要求结论Conclusion:可行,直接进入下一阶段Feasible.Can directly enter the next phase 小组成员 / 职务 / 日期小组成员 / 职务 / 日期不可行,不可进入下一阶段,须先解决以上遗留问题。
Infeasible.Solving the problems before entering the next phase.包装材料是否已经准备就绪包装规范是否已经得到客户的确认 小批试制阶段评审表Phase Auditing Table 检测设备是否完好设备是否完好事 项模具状态是否完好是否有工程样品和标准样品可行,可进入下一阶段,并解决以上遗留问题。
Feasible.Can enter the next phase with some problems.BOM是否更新受控下发
技术质量部经理/ 日期Project Management Department Manager/Date:。
新产品样品质量确认检查表
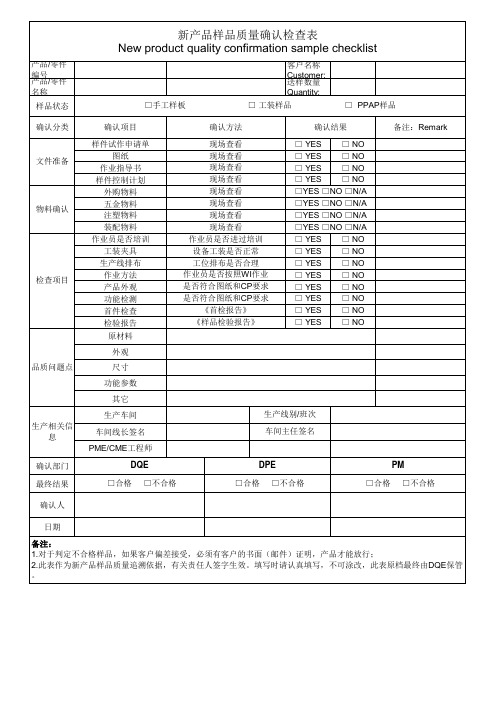
文件准备
பைடு நூலகம்物料确认
检查项目
新产品样品质量确认检查表 New product quality confirmation sample checklist
产品/零件编号 Product/Part munber: 产品/零件名称 Product/Part name: 样品状态 确认分类 确认项目 样件试作申请单 图纸 作业指导书 样件控制计划 外购物料 五金物料 注塑物料 装配物料 作业员是否培训 工装夹具 生产线排布 作业方法 产品外观 功能检测 首件检查 检验报告 原材料 外观 品质问题点 尺寸 功能参数 其它 生产车间 生产相关信 息 车间线长签名 PME/CME工程师 确认部门 最终结果 确认人 日期 备注: 1.对于判定不合格样品,如果客户偏差接受,必须有客户的书面(邮件)证明,产品才能放行; 2.此表作为新产品样品质量追溯依据,有关责任人签字生效。填写时请认真填写,不可涂改,此表原档最终由DQE保管 。 DQE □合格 □不合格 DPE □合格 □不合格 □合格 PM □不合格 生产线别/班次 车间主任签名 □手工样板 确认方法 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 作业员是否进过培训 设备工装是否正常 工位排布是否合理 作业员是否按照WI作业 是否符合图纸和CP要求 是否符合图纸和CP要求 《首检报告》 《样品检验报告》 客户名称 Customer: 送样数量 Quantity: □ 工装样品 □ PPAP样品 确认结果 □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □YES □NO □N/A □YES □NO □N/A □YES □NO □N/A □YES □NO □N/A □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO 备注:Remark
新产品设计审查单样板
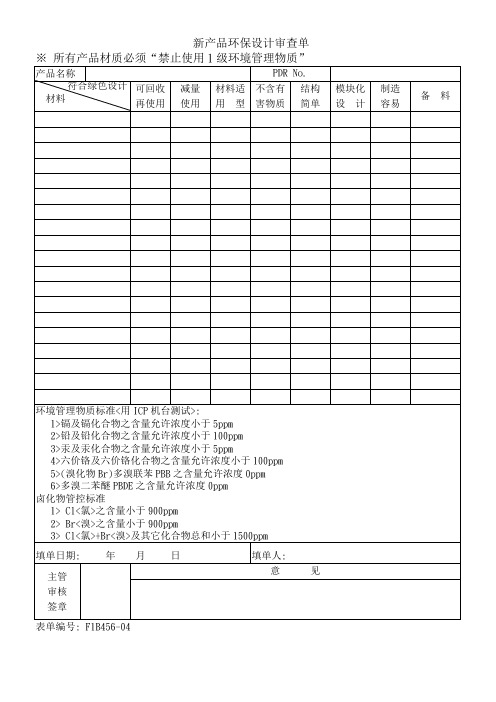
4>六价铬及六价铬化合物之含量允许浓度小于100ppm
5>(溴化物Br)多溴联苯PBB之含量允许浓度0ppm
6>多溴二苯醚PBDE之含量允许浓度0ppm
卤化物管控标准
1>Cl<氯>之含量小于900ppm
2>Br<溴>之含量小于900ppm
3>Cl<氯>+Br<溴>及其它化合物总和小于1500ppm
新产品环保设计审查单
※所有产品材质必须“禁止使用1级环境管理物质”
产品名称
PDR No.
符合绿色设计
材料适
用型
不含有害物质
结构
简单
模块化
设计
制造
容易
备料
环境管理物质标准<用ICP机台测试>:
1>镉及镉化合物之含量允许浓度小于5ppm
2>铅及铅化合物之含量允许浓度小于100ppm
填单日期:年月日
填单人:
主管
审核
签章
意见
表单编号:F1B456-04
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LED测试
IR前后的LED灯颜色亮度等是否满足规格要求.
□N/A□是□否对策___________
审查人
确认
核准
表单编号:FB245-00
新产品验证测试审查表
PDR NO:___________________
NO.
审查项目
审查内容
审查结果
备注
1
环境测试
八大金属(镉/铅/铬/汞/钡/锑/砷/硒)是否超标.
□N/A□是□否对策___________
是否含有:“禁止使用1级环境管理物质”.
□N/A□是□否对策___________
2
拟终端顾客使用方式,是否能满足使用要求.
□N/A□是□否对策___________
7
受力强度实验
测试塑胶需受力处强度是否满足规格要求.
□N/A□是□否对策___________
8
扭力测试
测试锁螺丝扭力是否满足客户规格要求.
□N/A□是□否对策___________
9
防呆能力
强行与非匹配公母座或卡对插,测试其防呆能力是否满足设计要求.
信赖度测试是否符合Data sheet.
□N/A□是□否对策___________
3
上板吃锡测试
厂内模拟客户端上板是否OK.
□N/A□是□否对策___________
4
包装测试
包装模拟运输测试是否可保护产品.
□N/A□是□否对策___________
5
试产产能
试产产能是否可满足客户之需求.
□N/A□是□否对策___________
□N/A□是□否对策___________
10
八方对插破坏性试验
产品公母座或卡由各个方向倾斜,施加规定力量与频率非正常对插,测试后产品是否满足预期之规格要求.
□N/A□是□否对策___________
11
前期客诉验证
针对发生过的同系列客案,模拟验证是否满足要求.
□N/A□是□否对策___________
12
跌落测试
产品在模拟焊板,插入公座或卡后,做跌落试验是否满足规定要求.
□N/A□是□否对策___________
13
破坏力测试
公座或卡插入后,以非正常方式施力拔出测试,是否满足规格要求.
□N/A□是□否对策___________
14
手工寿命测试
用手工依规定寿命次数公母对插试验,是否满足规格要求.
□N/A□是□否对策___________