挤出部生产日报表
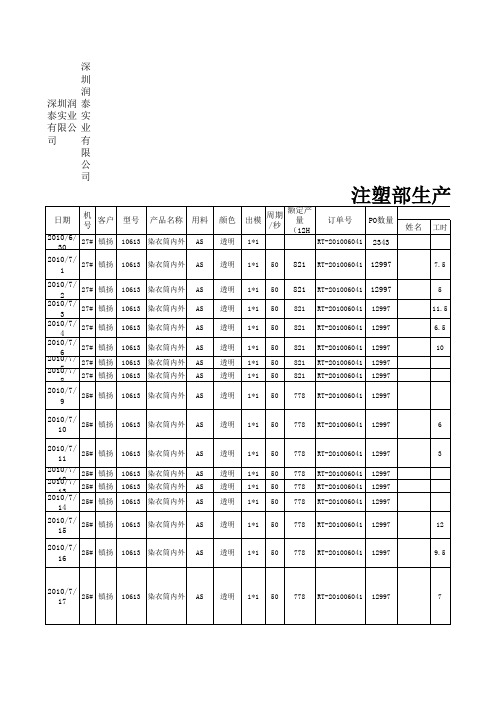
注塑部生产日报表
内:540 机器异常拉爆拉高油 外:560 污 内:980 外:920 760 9:30-11:00调机漏油
内:950 外:324 1100 1190 130 1160 1206 1100 1150 1130 8:30-16:30修机 17:30-20:00漏油
内:580 外:700 内:910 外:880
3
12
2010-7-16 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
9.5
2010-7-17 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
7
2010-7-18 25# 镇扬
10613 染衣筒内外
AS
透明
AS AS AS
透明 透明 透明
1*1 1*1 1*1
40 40 40
972 972 972
#9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051
39639 15591 15591 15591 18636 18636 18636 18636 18636 18636 18636
9 5 1.5 1.5
2010-9-1 25# 镇扬
2010-9-2 25# 镇扬
10613 染衣筒内外
AS
注塑车间生产日报表
机台号 订单号 物料编码
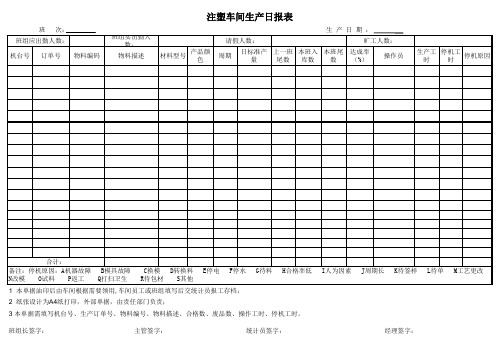
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
流水线作业生产日报表
备注:
一 二 三 四 五 六 七 八
加班
投入用时(min 应到(人) 实到(人) 投入(min
填表日期: 年 月 日
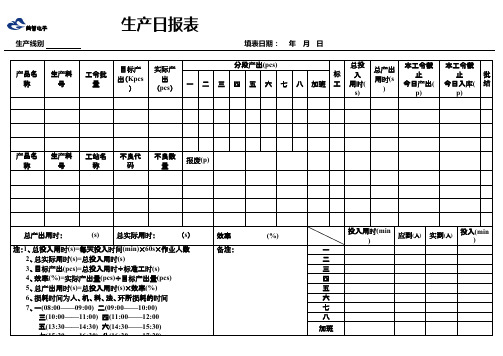
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
)
)
美智电子
生产线别 加班(18:15—— )
生产日报表
填表日期: 年 月 日 损耗(min ) 总投入用 时(min)
添表人:
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
美智电子
生产线别
生产日报表
填表日期: 年 月 日
产品名 称
生产料 号
工令批 量
目标产 出(Kpcs
)
实际产 出
(pcs)
一
二
挤压车间生产日报表

生产 产品 支数
产品 重量 (KG )
实际成 品率 %
卸模原因 生产批次号
停机时 间统计
本班领棒 本班用棒 本班余棒
Hale Waihona Puke 生产质 量异常 统计投入铝棒 产出重量 数据汇 重量 (kg) (kg)
总
平均成品率 (%)
生产效率(kg/h)
气耗
电耗
合金
规 重 合规重合 规 重 格 量 金格量金 格 量
数据汇 总
日期:
机台:
模 序 生产 产品 客户 具 合金 号 时间 型号 名称 编 状态
号
铝棒炉号
1
2
3
4
5
6
7
8
9
挤压生产日报表
班组:
班长:
文件编号:
铝棒 铝棒 铝棒单 铝棒总 压余 压余重 切头 切尾 头尾工 成品
规格 数量 重
重 厚度 量 长度 长度 艺废料 长度
mm PCS (kg) (kg) mm (kg) mm mm (kg) mm
生产日报表表格
生产日报表表格日期:2021年10月1日产品编号产品名称当日产量累计产量001 产品A 100 100002 产品B 120 220003 产品C 80 300004 产品D 150 450005 产品E 90 5401. 表格说明本表格为公司2021年10月1日的生产日报表,记录了当日各产品的产量情况,并统计了各产品的累计产量。
2. 数据解读2.1 产品编号产品编号是每个产品在公司内部的唯一标识,便于进行生产管理和统计。
2.2 产品名称产品名称是对应每个产品编号的具体产品名称,便于区分产品类型。
2.3 当日产量当日产量是指该产品在2021年10月1日当天的生产数量。
2.4 累计产量累计产量是指该产品在2021年10月1日之前的总生产数量。
3. 数据分析根据生产日报表数据,进行数据分析如下:3.1 产品产量分析•产品A当日产量为100,累计产量为100。
•产品B当日产量为120,累计产量为220。
•产品C当日产量为80,累计产量为300。
•产品D当日产量为150,累计产量为450。
•产品E当日产量为90,累计产量为540。
从以上数据可以看出,产品B的当日产量最高,达到了120,且累计产量也居于前列,达到了220。
而产品C的当日产量最低,仅为80,累计产量为300。
3.2 生产进度分析根据累计产量数据,可以推算出各产品的生产进度。
•产品A的生产进度为100/540 ≈ 18.52%。
•产品B的生产进度为220/540 ≈ 40.74%。
•产品C的生产进度为300/540 ≈ 55.56%。
•产品D的生产进度为450/540 ≈ 83.33%。
•产品E的生产进度为540/540 = 100%。
从生产进度来看,产品E已经完成了全部生产任务,而其他产品的生产进度相对较低,尚需继续努力。
4. 总结本生产日报表展示了2021年10月1日各产品的产量情况,并分析了产品产量和生产进度。
通过对生产日报表的分析,可以及时了解各产品的生产情况,有针对性地调整生产计划和资源分配,以提高生产效率和产品质量。
生产日报表
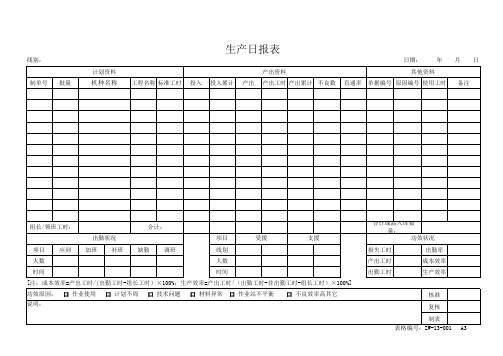
功效原因: 口 作业使用 口 计划不周 口 技术问题 口 材料异常 口 作业站不平衡 说明:
口 不良效率高其时
出勤率
产出工时
成本效率
出勤工时
生产效率
核准 复核 制表 表格编号:ZW-13-001 A3
线别: 制单号 批量
计划资料 机种名称
生产日报表
日期: 年 月 日
产出资料
其他资料
工程名称 标准工时 投入 投入累计 产出 产出工时 产出累计 不良数 直通率 单据编号 原因编号 使用工时 备注
组长/领班工时:
合计:
出勤状况
项目
受援
支援
项目 应到 加班 补班 缺勤 调班
线别
人数
人数
时间
时间
[注:成本效率=产出工时/(出勤工时-组长工时)×100%;生产效率=产出工时/(出勤工时-非出勤工时-组长工时)×100%]
生产作业日报表汇总
生产作业日报表汇总摘要本文档旨在汇总生产部门的日常作业日报表,总结每天的生产状况,以便管理层及相关部门了解生产运营情况,并做出及时的决策调整。
背景生产作业日报表是生产部门的一项重要记录工作,通过日报表可以及时了解生产线的运行状况、生产进度以及可能存在的问题,对于生产计划的执行和生产效率的提升都具有重要意义。
日报表汇总内容日期: 2022年10月日期生产批次号产品名称计划产量实际产量完成率备注10.01 20221001-1 产品A 1000 980 98% 生产过程顺利10.01 20221001-2 产品B 800 780 97.5% 原材料不足10.02 20221002-1 产品C 1200 1220 101.6% 产量超出计划10.02 20221002-2 产品D 600 590 98.3% 生产设备故障…………………总结分析•本月份生产完成率平均达到96%,整体生产质量较高,但仍需关注部分生产过程中存在的问题。
•10月1日由于原材料不足导致产量偏低,生产计划需要提前调整原材料采购。
•10月2日生产产量超出计划,生产效率较高,需要加强产能规划,避免资源浪费。
•生产设备故障问题需及时处理,避免对生产进程造成影响。
下月计划•针对生产过程中存在的问题进行改进和优化,提高生产效率和产量。
•加强对原材料的采购管理,避免出现原材料不足的情况。
•定期检查生产设备,预防设备故障,确保生产顺利进行。
结论生产作业日报表汇总对于生产部门的管理和决策具有重要意义,通过日报表的汇总分析可以及时调整生产计划和资源配置,提高生产效率和产量,为企业的可持续发展提供有力支持。
以上是生产作业日报表汇总的文档,供管理层和相关部门参考。
挤出生产管理表格汇编

班次:□白班
□晚班设备编号班组
品级
色号
批号
总 量
Kg 接班累计产量Kg
参数
1区
2区
3区
4区
5区
6区
7区
8区
9区
10区
11区
12区
13区
14区
M1
M2
M3
M4
总计
设定时间
□合格 □不合格
交班人 交班时间 接班人 接班时间 .
扭矩%
主机转速
侧喂料转速
失重称喂料速度挤出温度
作业准备验证清机确认维修时间维修员签字
溶体温度
机头压力
真空度
切粒机转速
正常运转时间 交接班及异常情况说明(包括设备、环境卫生、过程控制、文件记录等)校称
本班合格品Kg
不合格品Kg
材料名称
挤出造粒生产记录表。
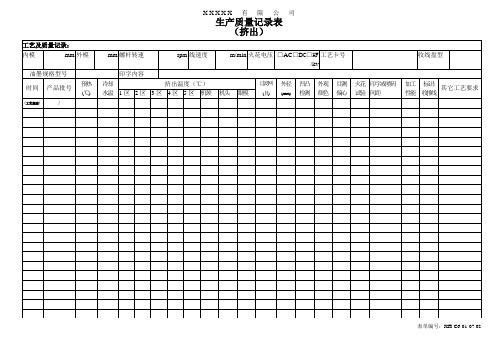
挤出生产质量记录表
收排线
其它工艺要求
1区
2区
3区
4区
5区
机颈
机头
眼模
(工艺规定)
/
表单编号:XH-C6-01-07.02
常熟市鑫华电子科技有限公司
生产质量记录表
(挤出)
□绝缘□内护套 □外护套 □其他
日期/班次:ห้องสมุดไป่ตู้台号:生产令:规格型号:完成数量:km
物料及批号记录:
物料(制品)编号及批号
送检批号
上工序半制品明细
分批原因
本工序明细
异常说明
不良处理记录
备注
1)“印字”、“外观颜色”、“火花试验”、“目测偏心”、“加工性能”、“标识\收排线”栏目中,合格填“○”,不合格填“×”,如为喷码,需在相应栏目填写实际测量长度,其他项目应填写具体数据。偏心如有检测时,应填写具体数据。
2)当有不合格时,应在“不良处理记录”栏中记录具体的处理方法/结果,或记录对应的MRB编号,以证明不合格(品)被有效控制。
3)首检以在“时间”栏中记录的“时间”前面加“△”表示。
4)“分批原因”栏中只需记录“A”或“B”或“C”,其中:A表示“换导体”,B表示“换颜色”,C表示“其它原因”;当记录“C”时,应作“异常说明”。
表单编号:XH-C6-01-07.02
操作工:审核:
X X X X X有限公司
生产质量记录表
(挤出)
工艺及质量记录:
内模
mm
外模
mm
螺杆转速
rpm
线速度
m/min
火花电压
□AC□DC□HF
/kv
工艺卡号
收线盘型
油墨规格型号
印字内容
冲压科生产日报表
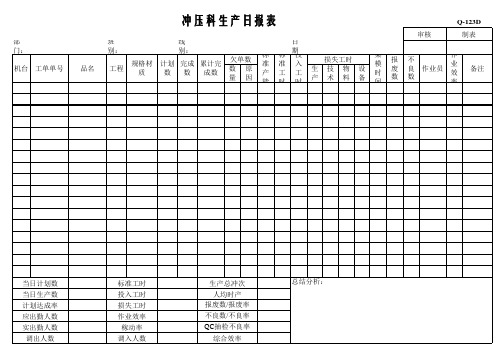
标准工时 投入工时 损失工时 作业效率 稼动率 调入人数
生产总冲次 人均时产 报废数/报废率 不良数/不良率 QC抽检不良率 综合效率
总结分析:
第一联科室存档(白) 第二联计划部(红) 第三联统计员(蓝)
冲压科生产日报表
审核 部门: 机台 工单单号 品名 班别: 工程 规格材 质 线别: 计划 完成 累计完 欠单数 标 数 数 成数 数量 原因 准 产 日期: 标 投 架 损失工时 准 入 生产 技术 物料 设备 模 工 工 时 报 废 数 不 良 数
Q-123D 制表 作 业 效
作业员
备注
当日计划数 当日生产数 计划达成率 应出勤人数 实出勤人数 调出人数