犁刀变速齿轮箱体钻孔攻丝双工位组合机床(双侧4-M8)
扬州力创机床有限公司产品说明书

扬州力创机床有限公司(前身扬州机床厂)是国家高新技术企业、江苏省创新型企业。
主要从事数控机床、通用机床、 专用机床等机电产品的研发、 生产和捎售。
已有 近50年的机床设计和制造历史,是中国机床工具工业协会会员之一,被中国机械工业联台会评为中国机械工业核心竟争力优秀企业,拥有进出口自营权。
公司主要产品有 MC-H系列卧式加工中心、XH71系列立式加工中心、 MC-VH 系列立卧式加工中心、 CK系列数控车床以及C62系列卧式车床、 Z50系列立式钻床等. 其中多个产品被认定为国家重点新产品和江苏省高新技术产品。
其中多个产品出口到欧美、澳洲、中东、东南亚等国家和地区。
国内市场以江浙沪粤鲁为主,并在上述地区建有销售服务网点,产品深受国内外广大用户的喜爱和肯定。
公司现有员工 500 多人,其中产品研发人员近百人,承担多项国家、 省级科研项目,全面采用SOLIDWORKS等三维设计软件、PDM管理软件进行产品设计,建有"江苏省精密高速数控机床工程技术研究中心"。
公司拥有一大批进口的先进设备,例如龙门五面加工中心、数控龙门导轨磨床、三坐标测量机、激光干涉仪等。
公司全面椎行ERP管理,确保产品研发的速度和质量。
公司自成立以来,始终坚持"追求卓越品质,奉献优质服务"的质量方针, 通过IOS9001:2008质量管理体系认证,先后多次荣获江苏出口工业产品生产一类企业、 中华人民共和国进出口企业,AAA资信等级企业等称号, 通过不懈努力,我们将为各界朋友提供更好的产品与服务。
Yangzhou Super Machine Tool Co., Ltd (former Yangzhou MachineTool Factory) is a national high & new tech enterprise and Jiangsuinnovation enterprise, mainly specialized in research &development,production and sales of such electromechanical products as CNC machinetools, general purpose and special purpose machine tools, which have richexperience for more than forty years in design and manufacture of machinetools, is one member of China Machine Tool & Tool Builder Association,has been assessed as an excellent enterprise with core competitiveness inChina machinery industry by China Machinery Industry Federation and hasself-support import and export right.The main products include MC-H Series horizontal machiningCenters, XH71 series Vertical machining Centers,MC-VH SeriesVertical - horizontal machining Centers, CK Series CNC lathes,C62Series horizontal lathes and Z50 Series Vertical drilling machines, manyof Which have been accredited to be national key new products and highand new tech products in Jiangsu Province. Products are exported to SuchCountries and regions as Europe, America,Australia, Middle East,theSoutheast Asia.There are now more than 500 employees in Yangzhou SuperMachine Tool Co., Ltd.,nearly 100 of them are product R&D staffs whoare engaged in multiple national and provincial level scientific researchprojects. 3D design Software such as Solid Works and so on, and PDMmanagement Software are widely adopted in product design, possessingof "Jiangsu Precision and High Speed CNC Machine Tool Engineeringand Technical Research Center". There are a large number of advancedimported equipments, such as Gantry Five Face Machining Center,CNCGantry Guideway Grinder, Three Coordinates Measuring Machine andLaser interferometer. The ERP management is implemented fully in thecompany, so as to ensure the product R&D speed and quality.Yangzhou Super Machine Tool Co., Ltd. Since its establishment,Yangzhou Super Machine Tool Co., Ltd has always adhered to the qualitypolicy "Pursuit of Outstanding Quality and Provision of Excellent Services",has obtained Quality Management System Certification of ISO9OO1: 2008and has awarded many honorable titles as First Class Enterprise ProducingExport Industrial Products in Jiangsu Province, Import/Export Enterpriseof the People’s Republic of China and Grade AAA Credit Enterprise oneafter another. Yangzhou Super Machine Tool Co., Ltd will offer better andbetter product and service for our friends in all circles.夏春铭 XIA CHUNMING董事长兼首席执行官 Chairman / CEO公司简介 ABOUT US荣誉与资质HONNOR & QUALIFICATION国家高新技术企业江苏省创新型企业中国机械工业核心竟争力优秀企业中国机床工具工业协会会员中华人民共和国进出口企业AAA资信等级企业National high & new tech enterpriseJiangsu innovative enterpriseExcellent enterprise with core competitiveness in China machinery industry The member of China Machine Tool & Tool Builder AssociationImport/Export Enterprise of the People’s Republic of ChinaGrade AAA Credit Enterprise精良的装备和专业化的制造EQUIPMENT & MANUFACTURE公司拥有一大批进口的先进设备,例如龙门五面加工中心、数控龙门导轨磨床、三坐标测量机、激光干涉仪等。
nc50-1卧车加工参数

nc50-1卧车加工参数NC50-1卧车加工参数加工对象材料:各种金属材料,如钢、铸铁、铝合金、铜合金等工件尺寸:最大加工直径500mm,最大加工长度1000mm 工艺范围车削:外圆、内孔、端面、螺纹等钻孔、攻丝、镗孔等机床配置主轴转速:0-3000rpm进给速度:0.001-0.3mm/r主轴功率:7.5kW进给系统:伺服电机驱动,滚珠丝杠传动刀具系统:主刀架6把刀具,刀塔4把刀具控制系统:数控系统加工参数车削参数切削速度(Vc):根据材料、工件直径、刀具材料等因素确定,一般在100-300m/min。
进给量(f):根据材料、切削深度、刀具几何形状等因素确定,一般在0.05-0.2mm/r。
切削深度(ap):根据工件余量、刀具强度等因素确定,一般在1-5mm。
钻孔参数钻头直径(D):根据孔径和工件材料确定。
钻削速度(Vc):根据材料、钻头直径等因素确定,一般在20-50m/min。
进给量(f):根据材料、钻头直径、钻孔深度等因素确定,一般在0.05-0.15mm/r。
攻丝参数攻丝直径(D):根据螺纹规格确定。
攻丝速度(Vc):根据材料、攻丝直径等因素确定,一般在10-30m/min。
进给量(f):根据材料、攻丝直径、螺纹深度等因素确定,一般在0.05-0.15mm/r。
镗孔参数镗刀直径(D):根据孔径和工件材料确定。
镗削速度(Vc):根据材料、镗刀直径等因素确定,一般在20-50m/min。
进给量(f):根据材料、镗刀直径、镗孔深度等因素确定,一般在0.05-0.15mm/r。
加工注意事项选择合适的刀具,确保刀具锋利耐用。
根据工件材料和加工要求合理选择加工参数。
加工前应仔细检查机床和刀具,确保工作安全。
加工过程中,应密切监视机床和工件,及时发现异常情况。
加工结束后,应及时清理机床和工件,做好防锈处理。
卧式犁刀混合机工作原理级技术参数

外形尺寸(mm )
长
宽
高
1000
700
1200
1500
500
700
设备重量H-0.2
4
85
SHDH -0.5
7.5
62
SHDH -1
11
62
SHDH -2
15
50
SHDH -3
18.5
50
SHDH -4
22
42
SHDH -5
30
42
SHDH -6
37
42
SHDH -8
卧式犁刀混 合机优势: 丰富的应用经验及极有针对性的非标设计能力 针对行业,原料及成品 特性,压力温度要 求,固液比例,配套工艺等 ;世赫工业会在驱动装置 、操作性、密封性等方面开収极具有针对性的解决方案。 如:针对电池粉末行业开収的高密封性、可抽真空性 、加热性桶体 ,针对某些特殊粉末设计 整机加热 400℃高温,针对环境工程污泥行业提供的特殊飞刀破碎组件 等。 可靠的驱 动 配置 根据物料性质、启动方式、以及搅拌方式配置不同能力、不同功率、不同输出转速的驱动装置。 驱动电机采用国际一流 电机供应商 产品,如西门子、ABB、SEW 等,可采用直联 式、链轮连接、液力耦合器连接等进行扭力输出。
强大的辅 助 组件 混合机可加装多种组件使用,常用的有盘管蒸汽夹套、蜂窝耐压夹套、循环介质夹套、在线叏样阀、高速飞刀、温度探测、称重系统、除尘净化、真空干燥等 组件。 添加少量液体时,可配置喷液 喷雾装置,更有利于液体均匀的分散混合于粉料内,喷液系统由压力源、储液罐、喷头三种基本组成模块。 材质可根据 要求定制碳 钢、SS304 不锈钢、SS316 L 不锈钢,SS321 不锈钢,或其他高硬度合金搅拌器,也可以进行 聚氨酯内衬 或者喷涂高 耐磨材料;
CDE系列普通车床产品介绍
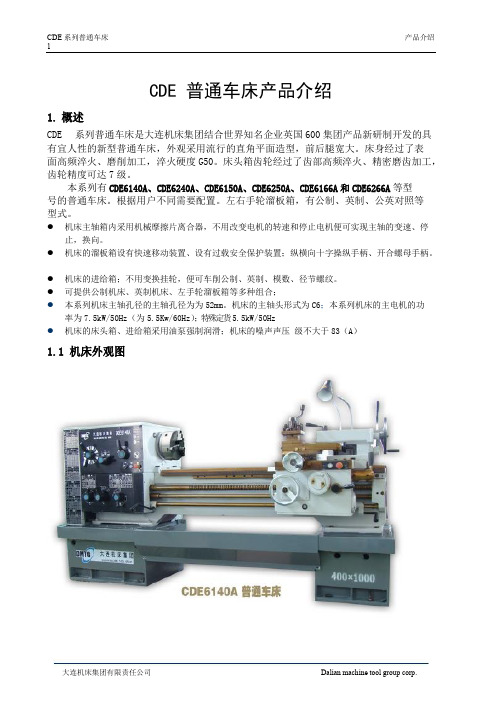
CDE系列普通车床产品介绍1CDE普通车床产品介绍1.概述CDE系列普通车床是大连机床集团结合世界知名企业英国600集团产品新研制开发的具有宜人性的新型普通车床,外观采用流行的直角平面造型,前后腿宽大。
床身经过了表面高频淬火、磨削加工,淬火硬度G50。
床头箱齿轮经过了齿部高频淬火、精密磨齿加工,齿轮精度可达7级。
本系列有CDE6140A、CDE6240A、CDE6150A、CDE6250A、CDE6166A和CDE6266A等型号的普通车床。
根据用户不同需要配置。
左右手轮溜板箱,有公制、英制、公英对照等型式。
●机床主轴箱内采用机械摩擦片离合器,不用改变电机的转速和停止电机便可实现主轴的变速、停止,换向。
●机床的溜板箱设有快速移动装置、设有过载安全保护装置;纵横向十字操纵手柄、开合螺母手柄。
●机床的进给箱;不用变换挂轮,便可车削公制、英制、模数、径节螺纹。
●可提供公制机床、英制机床、左手轮溜板箱等多种组合;●本系列机床主轴孔径的主轴孔径为为52mm。
机床的主轴头形式为C6;本系列机床的主电机的功率为7.5kW/50Hz(为5.5Kw/60Hz);特殊定货5.5kW/50Hz●机床的床头箱、进给箱采用油泵强制润滑;机床的噪声声压级不大于83(A)1.1机床外观图CDE系列普通车床产品介绍22机床的功用和加工范围2.1机床的功用在本机床上可以车削零件的外圆、内孔和端面、可以钻孔、铰孔和拉油槽,可以加工各种公制、英制、模数、径节螺纹,用户提出特殊定货还可以加工周节螺纹,本机床特别适合于小批量生产的加工车间和机械修理车间使用。
本机床可加工钢、铸铁及有色金属、非金属等材料。
在本机床上加工的零件尺寸精度可达到IT7级,表面粗糙度可达到1.6级。
2.2加工范围机床加工范围应根据机床规格及其技术参数确定。
禁止超过机床的参数范围加工。
否则,会损坏机床甚至发生人身伤亡事故。
注意!当使用马鞍车床加工超过床身上最大回转直径的扁平盘类工件时,拆下马鞍导轨后应避免加工时床鞍左端面超出床身导轨端面,在这种情况下可通过调整刀架滑板或加长刀杆使之满足切削长度要求。
Gxk
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
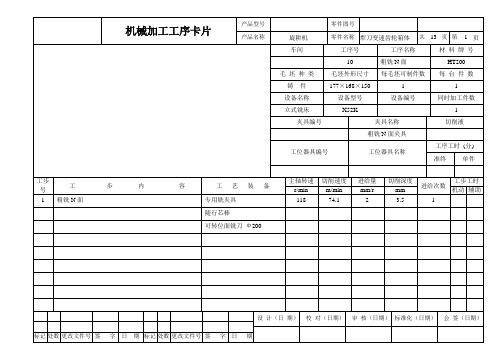
机械加工工序卡片
产品型号
零件图号
产品名称
旋耕机
零件名称
犁刀变速齿轮箱体
共
13
页
第
6
页
车间
工序号
工序名称
材料牌号
60
粗铣N面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣R面、Q面
专用铣夹具
240
120
1.2
0.5
1
可转位面铣刀Ф160
专用检具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣N面
专用铣夹具
各类机床型号分类

课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
XkW技术文件华东龙门
XkW技术文件华东龙门————————————————————————————————作者:————————————————————————————————日期:XKW2416*45型定梁数控龙门铣镗床技术资料威海华东数控股份有限公司公司地址:山东省威海市环山路698号销售电话:0631-5321609 传真:0631—5967988技术支持:0631—5968226 邮编:264200一、机床用途1、XKW2416*45型定梁数控龙门铣镗床是集机、电、液等先进技术于一体的机械加工设备,主要用于平面、曲面和孔的加工。
广泛应用于机械制造行业各种板类、箱体类、机架类等复杂零件的粗、精加工,该机床可实现立式镗铣头横向(Y轴)、垂直运动(Z轴)与工作台纵向运动(X轴)的三轴联动。
可进行铣、镗、钻、刚性攻丝、绞孔、锪孔等多工序加工。
2、该机床是威海华东数控股份有限公司生产的完整全新设备,具有高刚性的结构设计、可靠的精度稳定性及保持性、完整的配套,部件设计采用模块化,标准化程度高,具有良好的互换性,稳定的质量,机床设计先进、性能可靠、操作简便、维修方便。
同时该机床是威海华东数控股份有限公司引进并消化吸收欧洲先进的设计与工艺技术,整机具有高刚性的框架结构设计,因此不仅具有强力切削的能力,同时又能满足精密零件的加工。
二、机床的标准配置(供货范围)1、机床龙门框架●该机床总体结构由床身、双立柱、固定横梁组成封闭的刚性框架结构,工作台沿床身导轨作纵向运动(X轴),固定横梁上配置一台立式大功率多功能滑枕铣镗头,铣镗头横向溜板沿横梁导轨左右运动(Y轴)及滑枕镗铣头上下运动(Z轴),立式铣镗头采用滑枕式交流伺服电机自动高低档变速主轴结构。
2、机床的基础件●机床的主要基础件床身、工作台、左右立柱、横梁、横向溜板、铣头滑枕等,均采用高强度铸铁,树脂砂造型,具有良好的减震性、热稳定性、整机结构强度与刚性高。
3、滑枕铣头●立式滑枕铣头采用变速箱与滑枕体分离式设计机构,采用交流伺服主轴电机驱动,通过德国ZF公司生产的齿轮式高低档变速箱(减速比为1:1;1:5。
风力发电机组偏航齿轮修复方案

风力发电机组偏航齿轮修复方案编制:xxx目录1、基本概况........................................................................................................................................2、适用范围 (3)3、资质及安全 (3)4、工具及辅料准备 (3)5、修复施工 (4)6、探伤 (5)7、刷脂 (5)8、恢复及吊运 (5)9、试运行及检验 (5)1、基本概况根据目前风场出现的偏航齿轮问题,为保证风力发电机组能够快速有效的恢复运行,因此拟采用更优化的方案,对偏航轴承齿轮进行修复。
齿轮材质:42CrMoV;齿面硬度:50HRC-60HRC。
2、适用范围2.1本方案仅适用于XX风力发电机组偏航轴承齿轮需要修复的情况。
2.2本方案仅在风机偏航齿轮经过论证分析,并确认允许进行修复处理的场合进行。
3、资质及安全3.1进行齿轮修复的人员应具备专业的焊接技能并熟悉齿轮焊接修复方法,且在进行修复之前应进行初步验证。
3.2辅助进行齿轮修复人员能熟练掌握风机停机、维护。
5、修复施工5.1安全措施准备将塔筒及机舱内灭火器摆放至塔筒顶部平台。
5.2吊运部件5.2.1采用2吨4米吊带及卸扣将电焊机吊运至塔筒顶部平台。
5.2.2采用吊物袋将钢瓶吊运至塔筒顶部平台。
5.2.3采用吊物袋将其他附件吊运至塔筒顶部平台。
5.3清理及打磨5.3.1采用溶剂型清洗剂将断齿附近齿轮(左右各4、5个齿)、下部制动盘、上部机舱底面油污清理干净。
5.3.2采用角磨机、电动铣削机对齿轮断裂部位进行打磨,要求表面打磨平整。
5.3.3待冷却至常温后,采用探伤剂对打磨后的表面进行探伤,并检查表面有无裂纹,无气孔等缺陷。
5.3.4若存在裂纹则再次使用打磨机、电动铣削机进行打磨,并打磨成40°U 形槽。
C620车床更换配件及价格明细[1]
![C620车床更换配件及价格明细[1]](https://img.taocdn.com/s3/m/aaa292dfd15abe23482f4d2c.png)
C620车床更换配件及价格明细1、主轴箱I轴(内、外)离合片2.5片75元2、主轴箱IV轴双联齿轮(20-56齿)1件210元3、挂轮齿轮(42齿)1件140元4、挂轮(100齿)滑动轴承1件50元5、走刀箱塔轮齿轮(48齿)1件160元6、空心齿轮(溜板箱部位穿光杠)1件110元7、空心齿轮滑动轴承1件40元8、纵向丝杠对开螺母1副(七二12) 260元9、中溜板丝母副1副90元10、刀台线母1件30元11、尾座丝母1件40元12、刀台斜铁1件20元13、轴承30203 3套30204 2套30304 1套6205 1套51106 1套(走刀箱部位)6208 1套58元14、轴承NN3020K(1套)、51215(1套)、32214(1套)(主轴承部位) 695元15、快速按钮起动按钮各1件20元16、BK-50V A控制变压器1件75元17、机床工作灯1套27元18、冷水管2件30元19、¢250正卡低(2种型号)2套460元新增配件1、塔轮轴1件90元2、溜板箱双联齿轮1件120元配件总计费用2800元C620 车床维修项目明细及费用1、主轴箱1轴更换内、外离合片及调整2、高、中、低速定位修复3、主轴轴承更换及调整4、走刀箱塔轮及轴、轴承更换调整5、塔轮挂轮架滑动轴承研伤修复及装配6、纵向丝杠传动轴1套研伤修复及调整7、溜板箱空心齿轮滑套及双联齿轮更换及调整8、对开螺母副、中丝杠螺母副的更换安装9、刀台斜铁的配研、配刮镶配10、大溜板镶复耐磨聚四氟软带及配研、配刮和尺寸链精度恢复11、综合精度及性能的调试、试车12、机床整体清理油污、黄袍、涂漆复新13、维修费用4200元总计费用:7000元。
犁刀式混合机
犁刀式混合机工作原理LDH型犁刀式高效混合机由传动机构、卧式筒体、犁刀飞刀四部分组成,混合时,机内物料在犁刀的作用下,一方面沿筒体内壁作用向径向端,另一方面又沿犁刀两侧面的线方向飞溅。
当物料流经飞刀时,被高速旋转的飞刀强烈抛散,在犁刀和飞刀的复合作用下,使物料不断的对流、扩散、翻动,从而在极短的时间内达到均匀的混合。
性能特点1、传动部分犁刀轴的转动是由电机(主电机)通过摆线针轮行星减速机变速,然后由联轴器带动。
2、卧式筒体由钢板卷制而成,各联接处均有密封要求,因而可保证设备能在微压条件下工作。
3、筒内均布的犁刀在高速运转时对物料除了轴向分散以外,还可带动物料沿圆形简体作圆周流动,中间的飞刀起到辅助混合和对结块料分散解聚的作用。
4、多层刀片的飞刀组与电机直连,标准转速一般为1440r/min;根据物料特性的差异,飞刀有多种形状和转速选择。
5、在飞刀上方可增加雾化喷嘴,实现加液混合,由于此位置物料在飞刀剪切下聚集密度较小,雾化后的液料更容易进入与粉料穿插混合。
6、筒侧开的方形门可作为观察和清理之用,标准型带密封垫,锁扣紧固;可加装行程开关。
7、此类型混合机亦可做成连续式混合机,混合机内部采用曲面式刀面的犁刀,在每次转动的作用下,物料被犁刀双向刀面分成两个方向的螺旋形物料流,并与附近的犁刀作用的物料相结合。
反复的且多轨迹的作用效果保证了连续式的生产方式下的混合物料的均匀性。
连续式生产混合物料必须依靠连续且按比例速度的给进原料,由此需结合自动化的连续给料系统配套使用。
混合机上进料口与出料口对称开设,进料、出料需由喂料器控制。
通过调整出料阀的开口大小来控制物料在筒体内的滞留时间,以达到控制混合均匀度的目的应用范围该机广泛用于化工、医药、农药、兽药、食品、饲料、饲料添加剂、染料、颜料、塑料等行业的固-固(粉体与粉体)混合、固液(粉体中添加少量液体)混合以及湿造粒,干燥等复合工艺。
尤其适用于粘性或胶状添加剂的混合。
卧式犁刀混合机
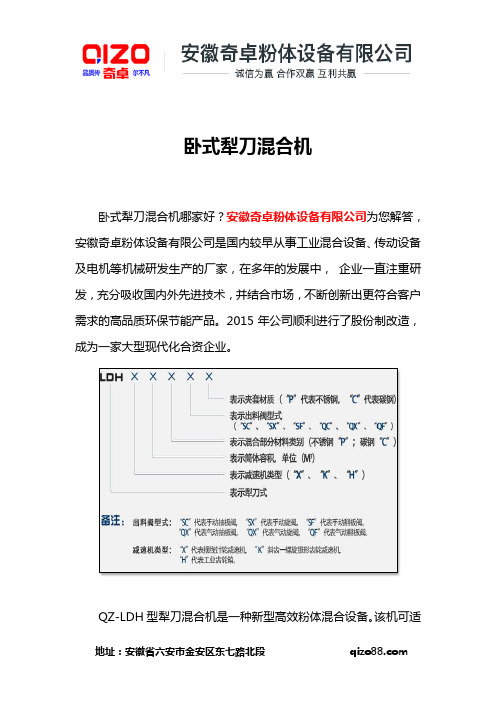
卧式犁刀混合机卧式犁刀混合机哪家好?安徽奇卓粉体设备有限公司为您解答,安徽奇卓粉体设备有限公司是国内较早从事工业混合设备、传动设备及电机等机械研发生产的厂家,在多年的发展中,企业一直注重研发,充分吸收国内外先进技术,并结合市场,不断创新出更符合客户需求的高品质环保节能产品。
2015年公司顺利进行了股份制改造,成为一家大型现代化合资企业。
QZ-LDH型犁刀混合机是一种新型高效粉体混合设备。
该机可适用于化工、医药、食品、饲料、添加剂、染料、冶金、矿山等行业的固—固(即粉体与粉体)混合,固—液(即粉体内添加液体)混合,以及湿造粒、干燥、浓缩等复合工艺。
该机具有混合速度快、精度高、能耗低、运转平稳的特点,安装、使用、维修方便。
一种适应性强,用途广的多功能混合设备。
犁刀式混合机广泛用于化工、电池原料、涂料、染料、农药、制药、食品、饲料、添加剂、耐火材料、新型材料、电子塑料、陶瓷、化肥、冶金、矿山、干粉砂浆、电池原料、EPS、特种建材等各行业的粉体与固体、粉体与液体的混合。
尤其用团状结块物料的破碎混合工艺,适合低粘度物料和纤维物料,犁刀式混合机可以快速的打开团状纤维混合精度高。
犁刀式混合机工作时,犁刀作圆周运动作用,物料被犁刀刀面分流成两个方向形成双向物料流,与两边另两把犁刀分流过来的物料相互结合形成对流,反复的且多轨迹的作用效果保证了犁刀式混合机混合物料的均匀性。
安徽奇卓粉体设备有限公司整合了粉体行业的众多优秀设备资源和大量专业技术、营销、管理人才,在混合、粉碎、除尘、包装、输送、传动设备、非标设备的制造及粉体代工等领域以填补国内外粉体行业空缺为己任。
奇卓公司储备积累了大量的专业混合机及其配套驱动设备的专业生产、安装、调试、维护的实践经验,部分技术已经达到了国际先进的水平。
强大的技术让奇卓企业可以根据客户的具体需求,而设计制造出更高效更适合的个性化粉碎混合搅拌类产品,同时公司拥有大型的粉体代工平台,也可为各大粉体设备生产企业及行业用户搭建合作桥梁,实现直接合作双赢、间接合作三方共赢的美好愿景!安徽奇卓粉体设备有限公司以“品质传奇卓尔不凡”为企业核心理念,注重产品质量,重视客户服务,已经成长为中国粉体设备行业的新优品牌乃至世界著名的优质混合设备供应商,并被多家国际知名的粉体设备制造商列为定点生产采购单位。
犁刀式混合机

犁刀式混合机犁刀式混合机广泛用于干粉砂浆、化工、农药、洗涤剂、颜料食品、味精、奶粉、食盐、饲料、化学品、陶瓷、塑料、橡胶添加剂等粉料的干燥与混合。
①最新概念的犁刀式搅拌机理的核心技术的运用,加上高速旋转刀头的离散式搅拌,混合速度快,根据产品的不同配方,主机搅拌时间为90-180s。
②搅拌主机的混合精度高,各种物料的和易性及均匀度好,混合时不产生离析,搅拌的混合比可高达1:10000,能够最大程度地满足施工要求。
③独特的单开门卸料装置。
卸料时无死区、不残留、不漏料,卸料时间短。
对于彩色的砂浆,在更换产品配方时只需简单的清扫或不用清扫。
④设有动态人工取样口,方便用户取样检测,并可根据产品的检验情况来调节主机的搅拌时间,来满足生产的要求。
⑤搅拌主机筒体及搅拌叶片采用的是进口合金耐磨板,高速飞刀采用的是耐磨合金铸件,有极高的耐磨损性能,延长搅拌主机的使用寿命。
LDH-犁刀混合机,由主动轮减速机带动犁刀组轴运动,一方面将物料沿筒体圆周作径向周向湍动,同时将物料沿犁刀两侧的法线方向抛出,另一方面被抛出物料经飞刀组时,被高速旋转的飞刀剪切搅拌而强烈的抛散,物料在犁刀和飞刀的复合作用下,不断更迭、扩散、块状固—固(粉体与粉体)、固—浆(粉体与胶浆液)的物料或密度差异较大的物料也能混合。
犁刀式混合机搅拌器LDH-犁刀混合机,由主动轮减速机带动犁刀组轴运动,一方面将物料沿筒体圆周作径向周向湍动,同时将物料沿犁刀两侧的法线方向抛出,另一方面被抛出物料经飞刀组时,被高速旋转的飞刀剪切搅拌而强烈的抛散,物料在犁刀和飞刀的复合作用下,不断更迭、扩散、块状固—固(粉体与粉体)、固—浆(粉体与胶浆液)的物料或密度差异较大的物料也能混合。
粉末混合机编辑本段二﹑药粉混合机的种类药粉混合机市面上有很多种,大体按混合运动方式来看的话分为V型混合机﹑二位混合机﹑三维混合机﹑双锥混合机。
各自有不同的特点和用途。
从混合效果上来看,三维和双锥混合效果最好,但是价格较贵,每次装料少,V型混合机机次之,价格适中,二维混合机可以装很多料。
犁刀变速齿轮箱体钻孔攻丝双工位组合机床(双侧4-M8)_毕业设计说明书(全套CAD图纸) 精品

摘要本设计介绍了犁刀变速齿轮箱体多轴箱的设计,其中包含了零件加工工艺的确定,设计中首先要了解工件的加工工艺路线及工序的计算,确定攻螺纹主轴的直径,初步选用电机型号及机床各部分部件。
编制三图一卡(被加工零件工序图,加工示意图,机床联系尺寸图,机床生产率计算卡)。
在多轴箱设计中,确定传动系统,计算主轴坐标,传动部件的校核及主轴箱的总图绘制。
本设计将钻孔、攻丝两工艺结合为一体,降低了机器成本,而且节省了加工时间,提高了工作生产效率。
关键词:齿轮箱体组合机床总体设计攻丝多轴箱AbstractThe design on the Lidao Biansuchilun Box axlebox more than the design, which includes parts of the processing technology of identification, design is first necessary to understand the workpiece in the processing line and process of calculation to determine Tapping the spindle diameter, the initial choice of motor Model and some parts of the machine. Figure 1 of the three cards (the processing parts process map, diagram processing, machine tools Contact size map, machine tool productivity calculation card). In multi-axle box design, drive system established to calculate coordinates spindle, transmission parts of the spindle box and check the total mapping.This design will be drilling, tapping combination of the two as one and reduce the cost of machinery, processing and save time, improve the work efficiency of production.Key words:Gear Box The Combination of Machine Tools Design multi-axle Box Tapping目录摘要 (I)Abstract (II)第一章组合机床概述 (1)第二章犁刀变速齿轮箱体工艺分析 (5)2.1 被加工零件的功用 (5)2.2 编制工艺规程及分析 (5)2.2.1 被加工零件的技术要求 (5)2.2.2 计算生产纲领 (5)2.2.3 毛坯的选用 (6)2.3 零件加工工艺路线的拟定 (7)2.3.1 工件定位 (7)2.3.2 定位基准的选择 (8)2.3.3 工序的集中和分散 (8)2.3.4 加工工序的设计 (9)2.3.5 热处理的安排 (9)2.3.6 初步拟定工艺规程 (9)2.4 攻丝切削用量的选择 (10)第三章钻孔、攻丝组合机床的结构设计 (11)3.1 组合机床的配置形式的选择 (11)3.2 动力部件的选择 (11)3.3 通用部件选择 (12)3.3.1 主轴箱的轮廓尺寸的确定 (12)3.3.3 侧底座 (13)3.3.4 中间底座 (14)3.3.5 动力部件工作行程及循环的确定 (14)3.3.7 初步确定装料高度 (15)第四章绘制“三图一卡” (16)4.1 绘制被加工零件工序图 (16)4.2 绘制被加工零件加工示意图 (16)4.3 机床联系尺寸图的绘制 (18)4.4 专用机床生产率计算卡的编制 (18)4.4.1 生产率的计算 (18)4.4.2 编写生产率计算卡 (20)第五章组合机床攻螺纹多轴箱设计 (21)5.1 攻螺纹概述 (21)5.2.1 内容及注意事项 (21)5.2.2 主轴外伸尺寸及切削用量 (22)5.3 主轴齿轮的确定及计算发 (22)5.3.1 主轴形式和直径,齿轮模数的确定 (22)5.3.2 多轴箱所需动力计算 (23)5.4 多轴箱的传动设计 (24)5.4.1 对多轴箱的传动系统的一般要求 (25)5.4.2 拟订多轴箱传动系统的方法 (25)5.5 主轴、传动轴坐标计算 (28)5.5.1加工基准坐标系xoy,计算主轴驱动轴坐标 (28)5.5.2 验算中心误差 (30)5.5.3制坐标检查图 (31)5.6 对传动零件进行校核 (32)5.6.1 轴的挍核 (32)5.6.2 齿轮的挍核 (33)5.7 攻螺纹装置的设计 (35)5.7.1 攻螺纹靠模机构及卡头 (35)5.7.2 攻螺纹装置 (35)5.7.3 攻螺纹行程的控制 (36)5.8 多轴箱总图及零件图的绘制 (37)5.8.1 主视图 (37)5.8.2 展开图 (37)5.9 多轴箱技术条件 (38)第六章结论 (40)参考文献 (41)附录 (42)致谢 (43)第一章组合机床概述本设计是对齿轮箱体钻孔、攻丝组合机床总体及攻螺纹多轴箱设计。
轮 式 破 碎 机
宁夏天地奔牛实业集团有限公司
PLM1000----使用说明书
前 1.前言
言
共 36 页
第 1 页
直接使用本设备的工作人员及有关管理人员应认真仔细地阅读 本说明书。 本说明书将有助于您熟悉和了解正在选型或正在使用设备的功 能、应用范围。有助于您做出明智、经济的选择。 本说明书内容包含了有关安全操作,正确经济地使用设备的详细 说明及有关建议。认真仔细地阅读本说明书将有助于预防事故,降低 维修成本,节省维修时间,提高设备的可靠性,并可延长设备的使用 寿命。 由于操作人员训练不足或操作不当均可出现危险,所以只有受过 良好训练的、合格的人员才允许操作该设备。在操作设备之前,请认 真阅读本说明书,并注意以下符号及其意义:
宁夏天地奔牛实业集团公司产品开发研究所21p01防尘帘gbt57822000螺栓m249518gbt88912000螺母m244418p19张紧装置27pf01动力部kjr16380软管kj216直通10gb345211992o型圈161188s2701油箱12kjr16380软管1388s2701接头1418p10垫板15kj516弯头1621p02破碎轴组17ty48a铭牌18gbt8271986铆钉3101927p1120gbt57822000螺栓m301151621gbt88912000螺母m30382227p01压板2327p02压板24gbt57822000螺栓m16701625gbt88912000螺母m16202622p08联接板2722p09联接板2822p12皮带罩27pfplm3000轮式破碎机2914pe023014pe0331gbt57822000螺栓m3011032gbt57832000螺栓m3013033gbt61702000螺母m303427p12辅助支撑3514pe12橡胶3622p11联接座3718p0738gbt912000开口销39gbt57832000螺栓m24404025j联组窄v带44127p01联接板4227p02顶盖4314pe16丝杠组件4418p08盖板4518p0446jb98277垫圈224719pa03接头48gbt57822000螺栓m3611549gbt88912000螺母m362650gbt57822000螺栓m361355127p03输入顶盖52kj510弯头53szb4手动泵54gb345211992o型圈1165g2055gbt123576挡圈a1511252656kj310三通27pfplm3000轮式破碎机57kj10103058kjr10380软管59kjr10380软管60gbt57822000螺栓m204061gbt9387垫圈206227p09油缸6326p0264gbt57802000螺栓m164065sgz8手动干油站661p0305铭牌67gbt82786铆钉268gbt57822000螺栓m36125206918p06螺栓m30227027p04输出顶盖7115pa2接头72gbt57822000螺栓m164573kjr10380软管74kjr10380软管75kjr10380软管76kj11107718p0978gbt5
卧式单面两工位后桥钻孔攻丝机
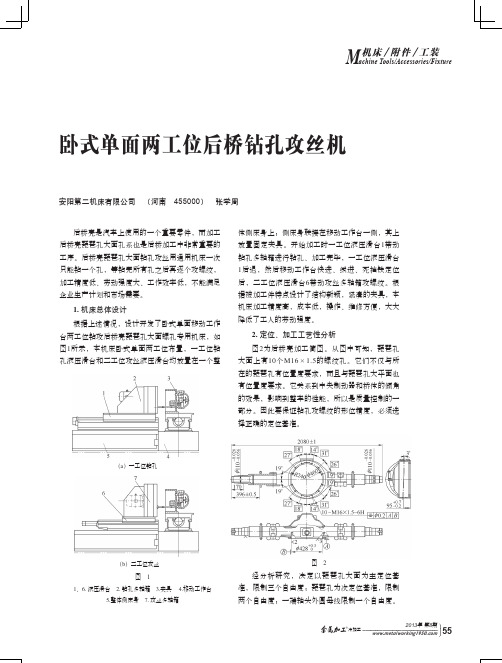
图4 定位、内腔自动对中
1.活塞杆 2.导向柱 3.定位盘 4.顶头
(2)夹紧系统(见图5、图6) 在机床上加工 时,还需依靠夹具上的夹紧机构,来消除工件因受 切削力或工件自重的作用而产生的位移或振动,使
图 3
1.支座 2.左端夹紧支承 3.内腔对中、夹紧 4.限位杆 5.导向套 6.右端限位支承 7、11.支柱 8、10.限位板 9.定位块 12.移动工作台
M 机床 /附件 /工装
achine Tools/Accessories/Fixture
卧式单面两工位后桥钻孔攻丝机
安阳第二机床有限公司 (河南 455000) 张学周
后桥壳是汽车上使用的一个重要零件,而加工 后桥壳琵琶孔大面孔系也是后桥加工中非常重要的 工序。后桥壳琵琶孔大面钻孔攻丝用通用机床一次 只能钻一个孔,等钻完所有孔之后再逐个攻螺纹, 加工精度低、劳动强度大、工作效率低,不能满足 企业生产计划和市场需要。
工件在加工过程中能继续保持定位所得到的正确位 置。
(1)定位支承系统 夹具定位支承系统(见图 4)由模板上四个定位块支承琵琶孔大面,琵琶孔 内腔三卡爪上下,左右自动对中,一端轴管放置一 端支座定位块上,实现完全定位。为保证定位面的 水平精度,要求四个定位块同时磨出,保证等高。 琵琶孔自动对中机构原理为定位盘3上径向安 装有三个导向柱2,一个φ 63m m液压缸推动活塞 杆1(前端均布有三个15°斜面,斜面上开有三个 T形斜槽),活塞杆1带动三个导向柱2同时向外移 动,从而实现琵琶孔上下,左右对中。 为保证琵琶孔内三个卡爪自动对中,尺寸一致 并调整方便,特设计一个与工件琵琶孔内径尺寸一 致的法兰盘检具(调整时先将该检具定位安装到模 板上即可,然后调整导向杆上的三个圆弧形压头都 接触到检具内表面,从而保证三卡爪压头尺寸在圆 周的一致性);定位面的尺寸、结构、精度和布置 都直接影响被加工零件的精度,设计时对定位系统 需合理布置定位块,力求使其组成较大的支承平 面,好使夹压力的合力中心处于定位支承平面内。 另外,为方便上件及操作方便,活塞在轴管另一端 也有一支座,支座上放置一个低于左端定位块2mm
双轮铣介绍

双轮铣目的:调查双轮铣槽机器的特点、工艺、适用范围,与其它同类设备相比的优缺点。
一、概述自二十世纪八十年代早期,地下连续墙工艺被引入中国建筑业,迄今已被广泛的运用在基础工程中,作为临时或者永久挡土墙,有时也作为承受荷重的结构体。
随着地下工程的发展,相应的支持设备也从简单的机械钻机变化到今天品种繁多的电液一体化的现代钻机。
目前国内在软土层中,施作地下连续墙的相关技术,已有了良好的发展,但是在硬地层如砾石、巨砾或者岩石中,地下连续墙的施工技术,仍处于初步的发展阶段。
;2、旋下部装有3:平1、减震器2、铣刀3、泥浆泵入口4、活动齿图三铣轮结构2、BC36双轮铣技术参数性?能?指?标利勃海尔?HS883HD发动机功率(kw)605铣削深度(m)44力),3‰。
斜,板,,作四、双轮铣槽机的经济性分析以及其优缺点1、成本分析双轮铣设备施工进度与传统的液压抓斗和冲孔机在土层、砂层等软弱地层中优势并不十分明显,大约为液压抓斗的2-3倍,液压抓斗成孔效率约在10m3/h,双轮铣成槽速度在此种地层(小于50Mpa 的岩石)中效率20m3/h-30m3/h。
一旦进入岩段,双轮铣就显出其优势,在岩层段选择合适刀具,在中风化岩层中(50-100Mpa的岩石),施工效率可达5-8m3/h,在微风岩层(大于100MPa的岩石)中可达1m3/h-2m3/h,而在此种地层中液压抓斗基本无法使用,必须采用冲击钻机来完成,冲孔速度在中风化岩层中约效率约为0.3m3-0.5m3,若在微风化地层中钻进就异常困难,每台班进尺仅能维持在几十公分上下,不仅效率极低而且成槽形状差。
现就双轮铣的使用成本分析如下:1、主动力为605Kw的柴油发动机,泥浆筛分净化系统功率为122Kw,泥浆循环系统功率为110Kw,总功率为232Kw,电价按1元/度计算,效率按0.55计算,能耗为127.6元/小时,在各种土层的为2.84吨/3月,则以上的岩石?????5)排碴同时即清孔换浆,减少了混凝土浇筑准备时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本设计介绍了犁刀变速齿轮箱体多轴箱的设计,其中包含了零件加工工艺的确定,设计中首先要了解工件的加工工艺路线及工序的计算,确定攻螺纹主轴的直径,初步选用电机型号及机床各部分部件。
编制三图一卡(被加工零件工序图,加工示意图,机床联系尺寸图,机床生产率计算卡)。
在多轴箱设计中,确定传动系统,计算主轴坐标,传动部件的校核及主轴箱的总图绘制。
本设计将钻孔、攻丝两工艺结合为一体,降低了机器成本,而且节省了加工时间,提高了工作生产效率。
关键词:齿轮箱体组合机床总体设计攻丝多轴箱AbstractThe design on the Lidao Biansuchilun Box axlebox more than the design, which includes parts of the processing technology of identification, design is first necessary to understand the workpiece in the processing line and process of calculation to determine Tapping the spindle diameter, the initial choice of motor Model and some parts of the machine. Figure 1 of the three cards (the processing parts process map, diagram processing, machine tools Contact size map, machine tool productivity calculation card). In multi-axle box design, drive system established to calculate coordinates spindle, transmission parts of the spindle box and check the total mapping.This design will be drilling, tapping combination of the two as one and reduce the cost of machinery, processing and save time, improve the work efficiency of production.Key words:Gear Box The Combination of Machine Tools Design multi-axle Box Tapping目录摘要 (I)Abstract (II)第一章组合机床概述 (1)第二章犁刀变速齿轮箱体工艺分析 (5)2.1 被加工零件的功用 (5)2.2 编制工艺规程及分析 (5)2.2.1 被加工零件的技术要求 (5)2.2.2 计算生产纲领 (5)2.2.3 毛坯的选用 (6)2.3 零件加工工艺路线的拟定 (7)2.3.1 工件定位 (7)2.3.2 定位基准的选择 (8)2.3.3 工序的集中和分散 (8)2.3.4 加工工序的设计 (9)2.3.5 热处理的安排 (9)2.3.6 初步拟定工艺规程 (9)2.4 攻丝切削用量的选择 (10)第三章钻孔、攻丝组合机床的结构设计 (11)3.1 组合机床的配置形式的选择 (11)3.2 动力部件的选择 (11)3.3 通用部件选择 (12)3.3.1 主轴箱的轮廓尺寸的确定 (12)3.3.3 侧底座 (13)3.3.4 中间底座 (14)3.3.5 动力部件工作行程及循环的确定 (14)3.3.7 初步确定装料高度 (15)第四章绘制“三图一卡” (16)4.1 绘制被加工零件工序图 (16)4.2 绘制被加工零件加工示意图 (16)4.3 机床联系尺寸图的绘制 (18)4.4 专用机床生产率计算卡的编制 (18)4.4.1 生产率的计算 (18)4.4.2 编写生产率计算卡 (20)第五章组合机床攻螺纹多轴箱设计 (21)5.1 攻螺纹概述 (21)5.2.1 内容及注意事项 (21)5.2.2 主轴外伸尺寸及切削用量 (22)5.3 主轴齿轮的确定及计算发 (22)5.3.1 主轴形式和直径,齿轮模数的确定 (22)5.3.2 多轴箱所需动力计算 (23)5.4 多轴箱的传动设计 (24)5.4.1 对多轴箱的传动系统的一般要求 (25)5.4.2 拟订多轴箱传动系统的方法 (25)5.5 主轴、传动轴坐标计算 (28)5.5.1加工基准坐标系xoy,计算主轴驱动轴坐标 (28)5.5.2 验算中心误差 (30)5.5.3制坐标检查图 (31)5.6 对传动零件进行校核 (32)5.6.1 轴的挍核 (32)5.6.2 齿轮的挍核 (33)5.7 攻螺纹装置的设计 (35)5.7.1 攻螺纹靠模机构及卡头 (35)5.7.2 攻螺纹装置 (35)5.7.3 攻螺纹行程的控制 (36)5.8 多轴箱总图及零件图的绘制 (37)5.8.1 主视图 (37)5.8.2 展开图 (37)5.9 多轴箱技术条件 (38)第六章结论 (40)参考文献 (41)附录 (42)致谢 (43)第一章组合机床概述本设计是对齿轮箱体钻孔、攻丝组合机床总体及攻螺纹多轴箱设计。
通过本次设计掌握组合机床的工作原理,设计方法和了解组合机床的发展史及未来的发展前景。
动力箱、各种工艺切削头和动力滑台是组合机床完成切削主运动或进给运动的动力部件,是组合机床通用部件中最基本的部件。
其中还有能同时完成切削主运动和进给运动的动力头。
而只能完成进给运动的动力部件称为动力滑台。
固定在动力箱上的主轴箱是用来布置切削主轴,并把动力箱输出轴的旋转运动传递给各主轴的切削刀具。
由于各主轴的位置与具体被加工零件有关,因此主轴箱必须根据被加工零件进行设计。
不能制造成完全通用的部件,但其中很多零件(如主轴、中间轴齿轮和箱体等)是通用的。
组合机床在目前被广泛应用。
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床,它能够对工件进行多刀,多轴,多面,多工位同时加工。
在组合机床上可以完成钻孔,攻丝,铰孔,车削,镗削,磨削及液压等工序。
组合机床结构稳定,工作可靠,使用和维修方便,有可重新改装的优越性。
其通用零部件可以多次重复使用。
它可以同时从几个方向采用多把道具,对几个工件进加工,大大提高了生产率,而且他还具有设计制造周期短,占地面积小等特点。
所以组合机床越来越广泛的被广泛的被应用到各行各业。
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。
由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。
组合机床的通用部件有:床身(侧底座)、底座(包括中间底座和立柱底座)、立柱、动力箱、动力滑台、各种工艺切削头等。
对于一些按顺序加工的多工位组合机床,还具有移动工作台和回转工作台。
因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线。
.图1-1为各种组合机床配置方案示意图[13]图1-1各种组合机床配置方案示意图组合机床一般用于加工箱体类或特殊形状的零件。
加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动,来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削平面、切削内外螺纹以及加工外圆和端面等。
有的组合机床采用车削头夹持工件使之旋转,由刀具作进给运动,也可实现某些回转体类零件(如飞轮、汽车后桥半轴等)的外圆和端面加工。
近年来组合机床的主要用户汽车制造厂为了提高产品质量和加强竞争力,对加工设备提出了一些新的要求,如高生产率、缩小加工尺寸的分散度、高可靠性、高利用率和柔性化;此外要求组合机床价格低,交货期短,售后服务好。
这对组合机床行业是一种新的挑战,其中有一些要求相当苛刻的。
在不断革新和采用新技术以及一些有关工业及配套件厂的共同努力下,有不少要求已得到满足,在技术上取得了一些新的进展。
例如,在对组合机床高生产率方面,要求单线(不采用并联线)加工大件(指缸体、缸盖、变速箱体、变速器壳)的生产率达到120-182件/h (100%负荷时),也就是节拍时间为20-30s 或更短。
又如,车削活塞变椭圆裙部的数控专门化车床,转速高达5000r/min,生产率可达500件/h。
它采用了新颖的往复运动刀架(直线伺服电动机驱动、采用计算机磁盘驱动和定位原理,以及滚动导轨铝质套筒形密封结构)和高抗振性聚合物人造花岗岩床身等新技术;其加工的外圆公差可达0.0013mm,仅为图纸要求公差的1/2,可以不必再分组的办法进行选择装备,便可做到互换装配,从而减少零件的库存量和分组、保管、配对等手续和管理上的麻烦,更加便于实现“准时制生产”。
对于组合机床来说达到完全互换装配的加工精度尚有些距离,如精镗汽缸孔的精度目前还只能达到0.02mm,如能达到0.012-0.015mm就可以达到完全互换装配了,在高可靠性和利用率方面,部分组合机床自动线可达到三班制常年生产(利用班休间隔进行换刀)。
当前不但有一个国家内各组合机床制造厂之间存在着竞争,同时还在各国著名机床厂之间也出现了竞争。
如美国较著名的组合机床厂Cross公司及其参加的Kearney Cross 联营公司由于连年亏损,于1991年被Giddings Lcwis公司收购而消失了。
美国是汽车工业发达、需要组合机床及其自动线较多的国家。
近年来,德国、意大利的几个较著名的组合机床制造厂纷纷打入美国市场,1991、1992两年输入美国的组合机床及其自动线价钱金额达2.8亿美元。
由于柔性制造设备和技术的发展和广泛应用,特别是加工箱体件柔性制造单元和柔性制造系统的应用,取代了一部分单一品种生产用的组合机床及其自动线,预计90年代组合机床在机床市场中所占的比例将继续降低。
一份1990年发表的美国机床市场调查及预测报告(表1-1)表明,组合机床在机床市场中所占的份额(金额计算),从80年代中期的平均占15%,将到989年的9.3%,预计90年代前半期还将继续下降到7.7%。
而加工中心所占比例将上升3个百分点(由18%升至21%)。
另一份报告(美国Manufacturing Eninineering.1991.102.No1:18)指出,1990-1997年美国柔性制造系统和柔性制造单元的产值将从7.69亿美元增至17亿美元。
美国组合机床市场会进一步缩小,也是一种必然的趋势。