标准工位图
工位图

洽谈室
A308
灭火器 前台
洽谈室 于春毓 唐丽娜
员工休息区
程诚 马涛
灭火器
吕 端李 莉 吴可欣 赵 雪
张静
员工休息区 李艳芳 王薇
王秀芬 曲风敏
王总办公室
灭火器
客服部 服装设计研发
部 总经办
商品管控部
企划部 产品部 人事行政部 财务部 灭火器
A座办公区
灭火器
刘丽娜 陈培宁放区 冯欢
王海琴 张哮源 侯雪娇 杨甜甜 覃素琪 薛培莉
鲁俊飞(代 文华)
王思思
夏
露
王菊
张玉军(张 风之
何佳欢
于博 胡 康 任小林 梁 晨 赵阳
田士聪
蔡心蕊
吕金洋 王京蒙 王 浩 冯晓 杨永刚 高景琪
会议室
刘 琳 杨 浩 宋高艳 灭火器 郝晶晶 韩艳华 刘 瑶
工位图
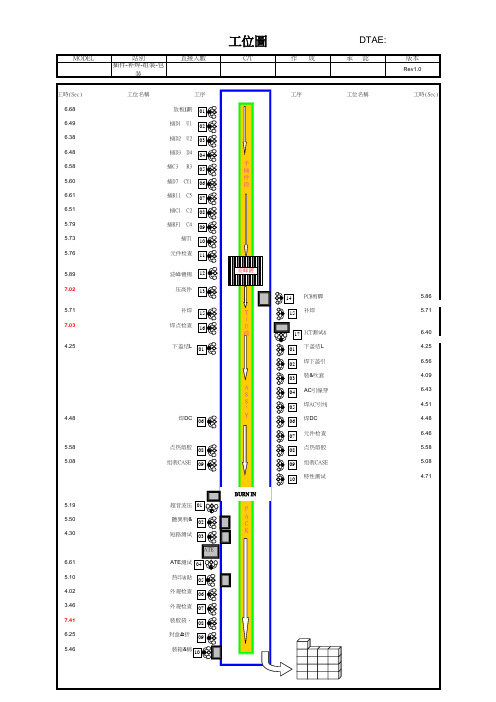
4.25
下盖结L、N引线
01
4.48
焊DC CORD
A S S ' Y 06
04 05 06 07
5.58 5.08
点热熔胶 组装CASE
08 09
08 09 10 BURN IN
5.19 5.50 4.30
超音波压合&放产品 01 聽異物&绝缘阻抗&耐压测试 短路测试 02 03 ATE
P A C K
PCB剪脚 补焊(SMD&DIP)
5.86 5.71
17 ICT测试&分塊 01 02 03 下盖结L、N引线 焊下盖引线 裝&吹套管 AC引線穿PCB 焊AC引线 焊DC CORD 元件检查&焊点检查 点热熔胶 组装CASE 特性测试&排筐
6.40 4.25 6.56 4.09 6.43 4.51 4.48 6.46 5.58 5.08 4.71
6.61 5.10 4.02 3.46 7.41 6.25 5.46
ATE测试 04 热印&貼銘板 外观检查(输出线) 外观检查(盖子) 装胶袋、白盒 封盒&折盒 装箱&稱重&封箱 05 06 07 08 09 10
工序 01 02 03 04 05 06 07 08 09 10 11 12 13 波峰鍍 手 插 件 段
工序
工位名稱
工時(Sec)
插D7 插R11 插C1 C5 C2
U3(*2) U3(*2) C4
插RF1
插T1 元件检查
5.89 7.02
波峰镀锡(无铅) 压高件
14 5.71 7.03 补焊(SMD&DIP) 焊点检查 15 16 T / U 段 15
5S与现场目视化管理
集中场所(工具室、仓库)
普通 常用
1~2个月使用1次或以上
1周使用数次 1日使用数次 每小时都使用
置于车间内
工作区内 随手可得
各摆放区
如机台流水线旁 个人工具箱
29
整顿实战:
一物一位和位置标记: 未定置
已定置
30
31
定点摄影法 在整顿活动中使用同一相机,对于改善前后
的工作场所或设备状态在同一位置向同一方 向摄影,以便明显看出改善前后的状态变化
46
修养
把简单的事情千万遍都做好,将容易的 事情非常认真的去做好!
47
在生产现场如何开展5S活动?
工具
物料
可疑物料
设备
5S关注点
临时物品
墙壁
地面通道
48
班组园地
在生产现场如何开展5S活动?
★运用好各个S中的工具 ★制定具体标准 ★共同遵守标准 ★定期检查 ★5S管理与目视化管理有机结合 ★5S是一项长期活动,必须潜移默化来运作 ★5S活动和任何一个管理制度一样,不能依葫芦画瓢,
责任人日常6S标准
项目
6S要求
责任人
工位栏板 工位栏板表面无污垢、杂物、蜘蛛网
工位栏板内容必须保持最新版本
工位栏板、塑料袋以及资料不得有损坏
接头存放台 接头盛具按定置要求整齐摆放
工具 扭力扳手、加力棒等工具下班后必须回收
配装机 设备表面无污垢、无杂物
运动件(启动扳手、气缸柱)须加润滑油
缓冲工作台 缓冲零件必须摆放整齐,散件必须归类摆放
我们的生产现场:
你良找品得?到我吗
你不找良得?到我吗
6
我们的生产现场:
你良我水找品们线得吗的下到?流面我吗
生产现场定置图规范和图例
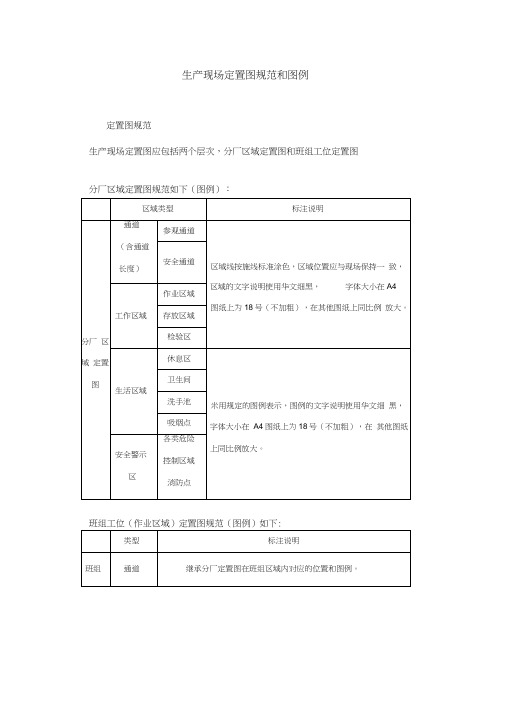
区
继承分厂定置图在班组区域内对应的位置和图例。
定置图图例
图例1
图例2(安全类)
安全点名称
主要内容
图例
废物垃圾区域
废弃物收集点(废水、危险废弃物除外)
△
废弃物
车辆停放区域
单位根据具体情况决定。
毒害区域(点)
喷漆作业、调漆作业、电镀作业、磷化
作业、淬火(盐炉)作业等;
k
飞溅危害区域
如喷砂、抛丸等作业
A
b
废水排放区域
乳化液、切屑液、清洗液、电镀废水、
油漆废水、含磷废水;
A
粉尘区域(点)
电焊作业、切割作业(包括数控切割、 手工切割等)、抛(喷)丸作业、批磨 作业、砂轮机磨刀作业、工具磨等机加 工作业、锅炉工作业、抛光作业;
£副尘
辐射区域
高频淬火作业;
IAI
咼温区域
电炉作业、淬火(多用炉)作业、锅炉
工位
详细标明设备、作业台、工具箱、工具工装架、信息栏(包括
定置
看板等)、清洁用具存放点、吊具架、存放区域等的名称、位
图
工作区域
置、摆放方向,并且各项图例所占面积与实际情况应是同比例 缩小。特殊情况比例可适当调整。文字说明使用华文细黑,字 体大小在A4图纸上为12号或14号(不加粗),在其他图纸上 同比例放大。
G系列 待加工 区
道
行车通道
动臂待检区
待加工区
消
移动
平车
前车架摆放区
加工中心
量具
架'
班组现场定置图
n
车
平动移
II
◎
双面镗床
前车架摆放区
吊具 架一
工位安全定置图及防范要点
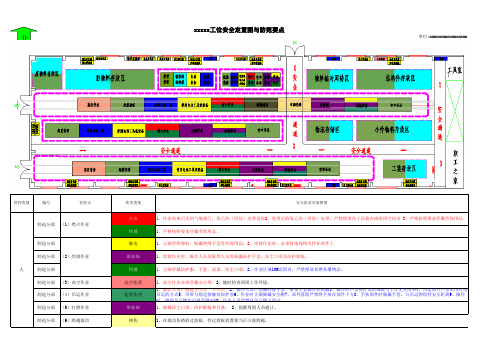
管控类别编号管控点伤害类别
火灾
灼烫
制造分部
触电制造分部
职业病制造分部
灼烫制造分部
(3)高空作业高空坠落制造分部(4)吊运作业起重伤害
(1)烤火作业
(2)焊接作业人制造分部北
编制
xxxxx工位安全定置图与防范要点
单位:xxxxxxxxxxxxxxxxx
安全防范对策要领
1、作业结束后关闭气瓶阀门,氧乙炔(丙烷)皮带盘好
2、使用后的氧乙炔(丙烷)皮带,严禁摆放在工具箱内或密闭空间内
3、严格按照要求穿戴劳保用品。
1、严格按照要求穿戴劳保用品。
1、正确穿绝缘鞋,佩戴绝缘手套等劳保用品;
2、焊接作业时,必须将地线钳夹持在部件上
1、焊接作业时,操作人员及配焊人员需佩戴防护手套、防尘口罩及防护眼镜。
1、正确穿戴防护服、手套、面罩、防尘口罩;
2、作业区域10M范围内,严禁摆放易燃易爆物品。
1、高空作业必须穿戴安全带;
2、随时检查四周工作环境。
1、操作人员严格遵守天车“十不吊”
2、操作人员严禁戴焊接手套、帆布手套操作控制器
3、操作时严禁接打电话或做与工作无关的事
4、吊运部件严禁采用对角吊运的方式
5、吊带与锐边接触处加护套
6、作业时正确佩戴安全帽
7、部件落胎严禁将手放在部件下方
8、手扶部件时佩戴手套,与吊运物保持安全距离
9、操作时,确保吊运物在可视范围内10、作业人员严禁从吊运物下穿过
编制: 校对: 审核: 批准:。
预装.总装工位布局图

安全性
确保工位布局符合人机工 程学原理,降低操作过程 中的安全隐患。
布局目标
提高生产效率
通过合理的工位布局,减 少生产过程中的等待和搬 运时间,提高整体生产效 率。
优化资源配置
根据生产需求和工艺特点, 合理配置设备和人力资源, 实现资源利用的最大化。
提升产品质量
通过合理的工位布局,减 少操作过程中的误差和不 良品率,提高产品质量。
不足
流水线设计可能导致员工工作单调乏味,降低工作积极性 和技能提升空间。此外,生产线的调整和扩展较为困难。
行业最佳实践分享
综合型布局
采用模块化与流水线相结合的布局方式,既考虑了生产效率和灵活 性,又兼顾了员工的工作体验和技能提升。
人机工程学应用
根据员工的作业姿势、视野范围和工作强度等因素,合理安排工位 布局,降低员工疲劳度。
作业环境设计
人员配置与培训
创造良好的作业环境,包括照明、温度、 湿度、清洁度等方面,确保产品质量和操 作人员的舒适度。
根据总装工位的工艺特点和设备操作要求 ,合理配置操作人员,并进行必要的培训 和技能提升。
总装工位优化
工艺流程优化
通过对工艺流程的持续改进 和优化,提高生产效率和质 量。
设备更新与改造
布局考虑因素
工艺流程
根据产品制造的工艺流程,确 定各工位的顺序和位置,确保
生产流程的顺畅。
设备特点
考虑设备的大小、形状和功能 ,合理安排工位的位置和空间 大小,以满足生产需求。
人员操作习惯
考虑员工的操作习惯和舒适度 ,合理安排工位布局,提高员 工工作效率。
环境因素
考虑车间内的环境因素,如噪 音、照明、温度等,合理安排 工位布局,提高工作环境质量
工位平衡图

姓名 张峰 陆毅龙 第一单元 王红利 吕向昭 第二单元 姚景超 第三单元 甄亚利 李萌 杨腾飞 李玉朝 王刚 第五单元 杨天勇 左侧围 李萌 杨腾飞 右侧围 李玉朝 王刚 地板总成 王伟 刘亚 地板总成 张帆 耿宏强 补焊 第四单元 合车一序 高康 合车二序 合车补焊 工位 铜焊+co2 打磨 车门 翼子板 前罩板 实物试配 调整止口 擦车交验 周剑铭 王京汉 杨天泽 齐进午 段永昌 马汉飞 张鹏 张晓明 张建飞 尚亚明 赵鹏 赵丹阳 耿少飞 工位名称 人数 4 1 1 4 1 2 2 2 2 2 3 2 2 1 2 1 1 2 1 时间 8.48 4.45 5.97 5.58 5.63 3.17 4.29 6.2 5.15 5.21 6.03 3.06 3.16 4.25 8.10 2.4 4.19 标准时间 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 7.0 第一单元(前围总成5序) 第二单元(左右纵梁总成,后地板总成) 第三单元(前围前横梁,左侧板总成) 第四单元(后围总成+补焊) 第五单元(前地板总成,右侧板)
4 1 1 4 1 2 2 2 2 2 3 2 2 1 2 1 1
人数
时间
8.48 4.45 5.97 5.58 5.63 3.17 4.29 7.0 7.0 7.0 7.0 7.0 7.0
6.2 7ቤተ መጻሕፍቲ ባይዱ0
5.15 5.21 6.03 3.06 3.16 4.25 8.10 7.0 7.0 7.0 7.0 7.0 7.0 7.0
W B B
9.0
时间轴
8.0
8.48
8.10
7.0 6.0 5.0 4.0 3.0
车间布置要求说明

车间布置要求说明一、车间面积:根据一个标准班级(50人)和工位布置图,要求钳工车间长25米,宽12米,面积约300平方米;二、工位布置:1、车间里面将布置80个标准钳工工位(桌子长1.5米、宽0.8米、高1米,每桌工位4 个,每桌之间的间隔约1.5米),每个工位配备一套钳工常用工具含台虎钳一个,具体位置见示意图;2、划线平台2个,大小各一个(总面积约2平方米);3、车间里布置4台钻床工位(每台间隔约1米),具体位置见示意图;4、砂轮机4台的工位,(现有2台还需增加2台),每台间隔约1米,具体位置见示意图;5、检验室一间(长4米、宽3米,面积12平方米),里面要求有一张桌子,一个小工具柜,一张凳子,具体位置见示意图;6、黑板一个(挂在墙上),具体位置见示意图。
7、一个样品展览柜(长2米、宽0.4米,分上下两层,金属的),具体位置见示意图;8、组合工具箱六个,(每个长0.9米、宽0.4米,分五层,每层2个格子,金属的)总长5.4米。
具体位置见示意图;三、电源及水源要求:1、总电源配电箱一个(空气开关),总功率大约在25kw~30kw左右;2、所有线路均采用明线穿管(钢管)敷设至工位;3、每个工位要求有日光灯(80w)二盏;4、壁扇8台、每台65w;5、台式钻床预备安装4台,现有3台,待报废1台,补充新台钻2台,每台平均功率为550w。
6、车间内要有进水管,预留4个洗手槽;并要有排水沟进行排水。
四、通风要求:车间配备8台大功率的壁扇;五、地面要求:整个地面采用水磨石地面六、钳工车间布置图如下:管工车间平面布置一、车间面积:要求管工车间长15米,宽10米,面积约150平方米;二、工位布置:1、车间里面将布置64个标准管工工位(桌子长1.5米、宽0.8米、高1米,每桌工位2个,每个工位2人,每桌之间的间隔约1.5米),每个工位配备管钳一台,具体位置见示意图;2、配备电动套丝机2台,(总面积约2平方米);3、车间里布置1台砂轮机,具体位置见示意图;4、检验区一个(长4米、宽3米,面积12平方米),里面要求有自来水管道,塑料管一根,水龙头4个,一张桌子,一个小工具柜,一张凳子,具体位置见示意图;5、黑板一个(挂在墙上),具体位置见示意图。