使用说明书(VER1[1].2)
雨淋阀就地控制盘说明书ver1
四、主要参数 电源:基本负载 DC24V,2A 电磁阀参数:DC24V,15-40Ω 控制灭火方式:自动控制及手动控制 安装方式:壁挂 外形尺寸:400×500×200(mm)
Page 2 of 5
JB-KB-J2051 雨淋阀控制器使用说明书 Ver1.1(2007 年 11 月)
五、功能简述 1. 实时监视雨淋阀的前 、中、后维修阀的状态信号,当检测到任一维修状态信号
7. X2 的 13-14 是一对无源触点,输出返回给外部控制设备,当检测到压力开关闭 合时,该触点闭合。
8. X2 的 15-16 是一组开关量输入信号,当检测到的压力低时,该压力开关闭合, 作为压力开关输入信号。
9. X2 的 17-18 是一对无源触点,输出返回给外部控制设备,当检测到阀中开关闭 合时,该触点闭合。
六、外接端子说明 (一)X2 的接线说明: 1. X2 的 1-2 接灭火电磁阀。 2. X2 的 3-4 是一对无源触点,外接联动设备,当启动灭火程序时,该触点闭合。
Page 3 of 5
JB-KB-J2051 雨淋阀控制器使用说明书 Ver1.1(2007 年 11 月)
3. X2 的 5-6 是一对无源触点,输出返回给外部控制设备,当启动灭火程序时,该 触点闭合。
板上泄漏指示灯亮。并有输出相应触点闭合信号。 5. 控制器置于手动状态时,手动状态指示灯亮,控制器输出手动状态(触点常开)
信号,控制器不能接受远程控制信号。 6. 控制器置于自动状态时,控制器输出两组自动(触点闭合)信号,面板上的自
动指示灯亮,不能实现面板启动控制操作。 7. 控制器具有自动控制和手动控制两种控制方式: 7.1 手动控制方式时,此时按下启动按钮,控制器开始执行联动、延时、打阀程序,
nachi那智机器人语言高级编辑编译功能Ver1.2
NachiRobot编辑编译功能说明书本文纯属个人经验,非NACHI公司正式发行。
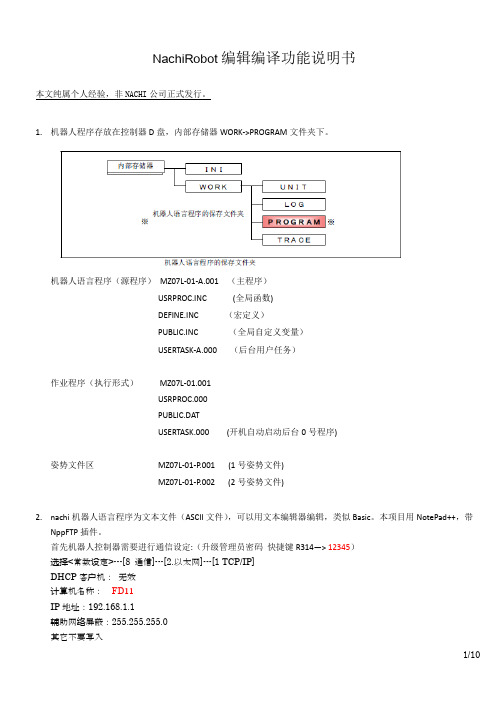
1.机器人程序存放在控制器D盘,内部存储器WORK->PROGRAM文件夹下。
机器人语言程序(源程序)MZ07L-01-A.001 (主程序)USRPROC.INC (全局函数)DEFINE.INC (宏定义)PUBLIC.INC (全局自定义变量)USERTASK-A.000 (后台用户任务)作业程序(执行形式)MZ07L-01.001USRPROC.000PUBLIC.DATUSERTASK.000 (开机自动启动后台0号程序)姿势文件区MZ07L-01-P.001 (1号姿势文件)MZ07L-01-P.002 (2号姿势文件)2.nachi机器人语言程序为文本文件(ASCII文件),可以用文本编辑器编辑,类似Basic。
本项目用NotePad++,带NppFTP插件。
首先机器人控制器需要进行通信设定:(升级管理员密码快捷键R314—> 12345)选择<常数设定>---[8 通信]---[2.以太网]---[1 TCP/IP]DHCP客户机:无效计算机名称:FD11IP地址:192.168.1.1辅助网络屏蔽:255.255.255.0其它不要写入设定结束,按下<写入>选择<常数设定>---[8 通信]---[2.以太网]---[3 FTP] FTP服务:有效允许Anonymous计算:允许文件夹:D:\目录允许状态: 可读写设定结束,按下<写入>选择<常数设定>---[8 通信]---[2.以太网]---[3 FTP] 右侧有“用户名注册”图标,按下出现以下画面:用户1用户名:123口令:123*口令:123设定结束,按下<写入>NotePad++如下图设置:选择Profile settings选项,如下设置:(其中Password: 123)设定完成,点击Close。
ID PRO软件使用说明书(Ver1.1)
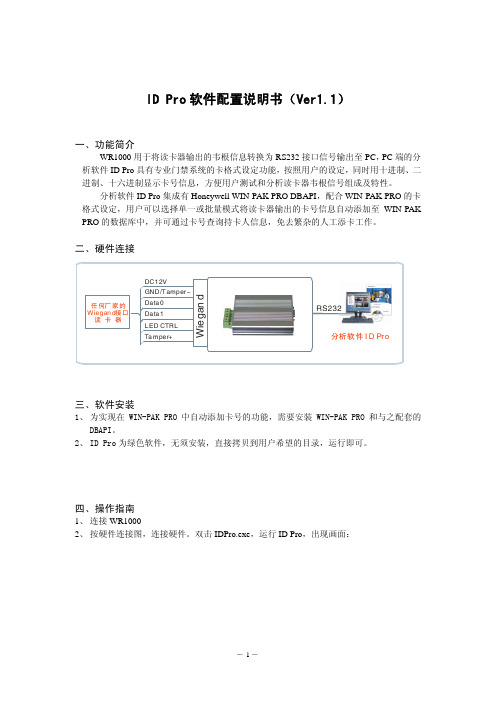
ID Pro软件配置说明书(Ver1.1)一、功能简介WR1000用于将读卡器输出的韦根信息转换为RS232接口信号输出至PC,PC端的分析软件ID Pro具有专业门禁系统的卡格式设定功能,按照用户的设定,同时用十进制、二进制、十六进制显示卡号信息,方便用户测试和分析读卡器韦根信号组成及特性。
分析软件ID Pro集成有Honeywell WIN-PAK PRO DBAPI,配合WIN-PAK PRO的卡格式设定,用户可以选择单一或批量模式将读卡器输出的卡号信息自动添加至WIN-PAK PRO的数据库中,并可通过卡号查询持卡人信息,免去繁杂的人工添卡工作。
二、硬件连接RS232分析软件 I D Pr o三、软件安装1、为实现在WIN-PAK PRO中自动添加卡号的功能,需要安装WIN-PAK PRO和与之配套的DBAPI。
2、ID Pro为绿色软件,无须安装,直接拷贝到用户希望的目录,运行即可。
四、操作指南1、连接WR10002、按硬件连接图,连接硬件。
双击IDPro.exe,运行ID Pro,出现画面:选择与WR1000连接的串口,点击“Connect”按钮连接。
正常连接时,显示:如不能正常连接,请检查硬件连接是否正确,串口是否选择正确。
3、断开串口连接,点击“Disconnect”按钮。
4、卡格式选择和设定按“ID Process”页面按钮,进入相应界面。
在ID Format Setup界面,提供3种卡格式设定:26Bits wiegand和All data wiegand,以及user-defined。
用户可根据需要,定义卡格式,设定界面如下:5、按用户选择或定义的卡格式显示卡号信息:上述界面显示Mifare卡卡号信息:读卡器输出韦根位数:34位卡号:32位有奇偶校验位韦根数据位宽度为:53us 韦根数据位间隔时间为:1003us6、登录WIN-PAK PRO数据库按“Login”页面按钮,进入登录界面:输入用户名和密码,按“Login”按钮,登录成功,显示:按“Add Card”页面按钮,进入添卡界面:选择Account ID、Access Level ID、Card Status,输入CardHolder ID,选择生效日期和失效日期,选择添加卡模式,卡号“Card Number”栏位数据来源为:读卡器和人工输入,按“Add Card”按钮,即可实现将卡号自动添加到WIN-PAK PRO数据库中。
全自动模板机产品使用说明书

3.2 关机................................................................................................................................................................4
5. 主界面辅助界面...................................................................................................................................9 6. 手动操作界面.....................................................................................................................................11 7. 缝纫计数设置界面............................................................................................................................ 13 8. 花型管理............................................................................................................................................. 15
爱德发EDIFIER无线头戴式耳机Ver1.1说明书
版本号Ver1.1
地 址:北京市海淀区北四环西路68号
生产商:东莞市漫步者科技有限公司厂 址:东莞松山湖高新技术产业开发区工业东路2号
北京爱德发科技有限公司商标说明:EDIFIER , 均为北京爱德发科技有限公司持有注册商标,微信扫一扫,更多信息
五、播放音乐
1、蓝牙音频模式
当耳机与支持aptX的手机连接后,注意:
当使用3.5mm音频线时,说明书/W820BT/国内/V1.1尺寸:70x125mm 128克铜版纸双面过哑胶,黑色印刷,装钉
本耳机能同时与两个蓝牙设备建立连接,步骤如下:
首先令耳机与设备一配对连接。
长按多功能键重启耳机并直接进入配对连接设备二。
此时再从设备一上操作,在蓝牙连接设置里点击连接则完成耳机同时接连两个设备。
当您连接的两台手机属于不同操作系统时一台iOS),某些跨系统操作可能会有延迟
(比如暂停A手机的歌曲、同时播放B手机的歌曲时)功能
增加音量减少音量上一曲下一曲暂停播放恢复播放耳机状态来电响铃来电响铃通话中已连接设备开启语音助手
注意:
*当耳机音量调至最大时,*远程播放控制(上曲/下曲/暂停/播放) 协议;2、AUX in音频模式
该耳机支持AUX in音频输入,放器连接,即可以有线收听音乐。
GRT-Y200LTU微机综合保护装置使用说明书

t(s):延时时限 k:时间倍数 I:故障电流 Id:反时限起动电流定值
当 A、C 相或 A、B、C 三相中任何一相电流值大于整定值时,保护启动,经延
时时限,保护动作出口。
4.4 相电流过负荷保护 设有电流过负荷定值、动作时限的整定、跳闸或报警软压板的设定、电流过负 荷投停;用于线路负荷过大时延时自动切除负载或报警由手动选择切除与否(当电 流过负荷投停软压板设为投入,而过负荷跳闸报警软压板设为报警时,只报警不跳 闸)。 当 A、C 相或 A、B、C 三相中任何一相电流值大于整定值时,保护启动,经延 时时限,报警信号出口或保护动作出口。
4.5 零序速断保护 设有零序速断定值、动作时限的整定、跳闸或报警软压板的设定、投停软压板 的设定;用于线路出现接地或严重不平衡时延时自动切除负载或报警由手动选择切 除与否(当零序速断投停软压板设为投入,而零序跳闸报警软压板设为报警时,只 报警不跳闸)。 当零序电流值大于整定值时,保护启动,经延时时限,报警信号出口或保护动 作出口。
版本号:VER1.01
GRT-Y200L/T/U 微机综合保护装置 使用说明书
厦门高瑞特电气自动化有限公司
目
录
1. 概述.............................................................................................................................- 1 2. 型号说明.....................................................................................................................- 1 3. 技术特性.....................................................................................................................- 2 4. 保护功能说明.............................................................................................................- 3 5. 结构安装与接线.........................................................................................................- 6 6. 装置参数设定说明...................................................................................................- 14 7. 界面操作...................................................................................................................- 16 8. 故障分析与排除.......................................................................................................- 21 9. 安全...........................................................................................................................- 21 10. 订货须知及联系方式...............................................................................................- 21 附录:过流与零序电流的反时限曲线..........................................................................- 22 -
海湾消防GST-LD-8303输入-输出模块安装说明书[1]
![海湾消防GST-LD-8303输入-输出模块安装说明书[1]](https://img.taocdn.com/s3/m/6931ba06de80d4d8d15a4f60.png)
输入1 输出1
GST-LD-8303 输入/输出模块
输入2 输出2
图 1 外形示意图
五、 安装与布线
警告: 接 � 安装设备之前,请切断回路的电源并确认全部底壳已安装牢靠且每一个底壳的连 安装设备之前,请切断回路的电源并确认全部底壳已安装牢靠且每一个底壳的连接 线准确无误。 “常开检线 ”状态输入,模块输入线末端(远离模块端) 必 � 模块输入端如果设置为 模块输入端如果设置为“ 常开检线” 状态输入,模块输入线末端(远离模块端)必 Ω的终端电阻;模块输入端如果设置为 “常闭检线 ”状态输入模块输入线 须并联一个 4.7k 4.7kΩ 的终端电阻;模块输入端如果设置为“ 常闭检线” Ω的终端电阻(具体接线方法见应用方法) 。 末端(远离模块端)必须串联一个 4.7k 4.7kΩ ,有源输出端应并联一个 4.7k Ω的终端电阻,并串联一个 IN400 7 � 模块为有源输出时 模块为有源输出时, 4.7kΩ IN4007 二极管(具体接线方法见应用方法) 。 1. 安装前应首先检查外壳是否完好无损,标识是否齐全。 2. 模块采用明装方式,底壳与模块间采用插接式结构安装,安装时只需拔下模块,从底壳 的进线孔中穿入电缆并接在相应的端子上,再插好模块即可安装好模块。 3. 模块采用线管预埋安装, 将底盒安装在 86H50 型预埋盒上, 安装孔距为 60mm(参见图 3), 安装示意图如图 2 所示。
1. 模块与 GST-LD-8302A 模块组合连接的方法如图 4 所示。
+24V G Z1 Z2
D1
D2
Z1
Z2
GST-LD-8303
I1 G I2 G S1+ S1S2+ S2-
4.7kΩ 4.7kΩ 4.7kΩ 1N4007
深圳桑达龙金商业机器 SED8000 系列 POS 收款机使用说明 Ver1.2
SED8000系列POS收款机使用说明Ver1.2深圳桑达龙金商业机器有限公司目 录前 言 (1)桑达收款机使用规范 (2)一、整机介绍 (4)1、型号说明 (4)2、SED8000系列收款机的特点 (4)3、本产品采用开放式架构,具有很多的优点 (4)4、SED8000系列POS收款机的配置说明 (5)5、包装形式 (8)二、安装说明 (9)1、推荐安装 (9)2、安装及操作注意事项 (10)3.驱动程序的安装 (10)三、机器的自检 (11)四、常见故障处理方法 (14)五、日常维护保养 (15)附录A:顾显接口及驱动程序 (16)1.顾显接口 (16)2.WINDOWS下串口操作动态链接库 (16)前 言感谢您选择了桑达POS收款机。
为了使您能更好地使用该收款机,请在安装使用机器之前仔细地阅读本手册,以便对机器有初步的了解,遵循必要的操作规程。
本手册对桑达POS收款机作了整体性能的介绍,列出了各供选配件的主要参数;对装箱清单和安装进行了说明,用户可按此说明核对配件和安装机器;介绍了通电检查的方法,以便用户查验运输过程中机器是否受损;介绍了一些因使用不当而引起的故障及其排除办法;对机器的硬件维护作了简要的介绍,附录里提供了钱箱、顾客显示牌在各种操作系统下的驱动函数库。
当您对机器有任何疑问时,可向本公司或代理商咨询,您将会得到满意的答复。
声 明本批次产品的配置以装箱单为准,若本说明书中涉及未被选用的机型和未被选配的接口与部件,则说明书中有针对以上机型、部件和接口的内容,将无效。
本文中所有信息皆以公布时的数据为准,如有更改,恕不另行通知;如需进一步的技术支持和最新信息,请联系就近的销售商或客户服务中心。
深圳桑达龙金商业机器有限公司警告:1.静电可能损坏主机集成电路。
2.电池更换不正确有爆炸危险,只能用厂商推荐的相同或相当型号电池更换。
3.按电池厂商指示处理用过的电池。
深圳桑达龙金商业机器有限公司桑达收款机使用规范1.安装使用过程中,必须采用符合国家标准的有CCC认证的三孔电源插座和UPS电源,要求地线接地良好,并要求电源电压稳定,避免与其它频繁启动或电流频繁变化的设备共用线路、电源插座和UPS电源。
Zimbra邮件用户使用手册 Ver.1
间。 这可能与所用计算机上的时区配置不同。如果显示的时区不正确,可 在此处修改。 • 如果显示变更密码,您可修改您的密码。如果在变更密码时遇到问题,请 向您的管理员询问密码规则。如果没有此选项,但您需要变更密码,请与 系统管理员联系。 • 在搜索中,您可选择在所执行的搜索中自动包括“垃圾邮件”和“已删除 邮件”文件夹。默认情况下,这两个文件夹没有包括在内。 • 在搜索语言中,勾选在搜索导航条中显示高级搜索语言以便在客户端页面 上的搜索文本框中显示搜索字符串的详细信息。 • 其他
入门
一、登录和退出
您必须登录且被认证后才能使用 Zimbra 网络客户端。Zimbra 网络客户端 有两 个版本,即高级版和标准版。
• 高级网络客户端提供全套的基于 Ajax 的网络协作功能。高级网络客户端需 要较新的浏览器和较快的连线速度。
• 若互联网连线速度较慢,或用户希望在邮箱中以 HTML 的方式浏览邮件, 标准网络客户端也是一种不错的选择。
• 授权他人查看或管理您的公文包文件夹
首选项
• 管理邮箱功能的工作方式 • 创建邮件过滤器 • 管理您的共享帐户 • 管理您帐户中使用的 Zimlet • 导入和导出电子邮件文件夹、地址簿、行事历及其他内容 • 从您的帐户(ZWC 网络版)管理您的移动通信设备 • 设置一个可以发送任务和行事历提醒的电子邮件地址
备注: 如果您的网络客户端处于打开状态,但在一段时间内没有访问您的 邮箱,那么当前会话有可能超时,您也就需要重新登录。 4. 如果您不想使用默认的客户端类型,可改变屏幕上显示的版本。 5. 单击登录。
天鹰科技 Tiny-linux 说明书 (Ver1.02)

Tiny-linux使用说明书(Ver1.02)天鹰科技期待与您的合作支持博客:支持QQ:645076297支持邮箱:********************团购价:400元零售价:450元首先非常感谢您使用Tiny-linux系统,您获得的不仅仅是一套开发板,而是一套高效的linux开发、调试、代码管理的方案,希望我们双方有更深层次的合作。
在使用我们的开发板之前,请阅读下面的注意事项。
●开发板的左下角是电源部分,由于开发板的功率比较大,该部分会有可能发烫,使用者请注意。
●使用者请认真阅读完说明书之后再对开发板进行操作,避免对开发板造成物理损害。
●开发板支持无线和有线网卡两种通信模式。
●开发板提供详细的技术支持,技术支持QQ:645076297,技术支持邮箱:********************开发板由两个部分组成,即核心板与扩展板,主要的功能芯片都在核心板上,核心板为6层板,这样可以有效地减少干扰。
开发板支持的资源如下:● CPU:AT91SAM9260 BGA VERSION B● SDRAM: ISSI IS42S16100G 2片,64M● NAND: NAND01GW3B2AN6● DATAFLASH:ATMEL AT45DB642D● EEPROM: ATMEL 24A512● RTC:EPSON RTC8025● 温度检测:TCN75开发板采用最新的linux2.6.24内核,在官方内核版本上添加相应的芯片驱动,为提高系统的启动速度,开发板一改往常的BOOTSTRAP+UBOOT+LINUX+FILESYS的格式,使用bootstrap直接启动linux内核,可以将linux的启动时间缩短到7秒左右,如果您需要额外的技术支持,可以联系我们,开发板软件资源包括:● Bootstrap,16位总线宽度● UBOOT 1.3.4● LINUX 2.6.24● BUSYBOX 1.13.2● FILE SYSTEM Tiny-System●有线网卡驱动●无线网卡驱动●MTD-Utils工具。
D650中文操作说明书_2010-3-30 V1_1
版本号Ver1.1 操作手册 D650 10/26/2010D650数控切割系统操作手册 (Ver1.1)2009年(Ver.1.1)小 池 酸 素 (唐山) 有 限 公 司目录1 (1)1.1. 警告! (1)1.2.联系方式 (1)2. 概述 (2)2.1. 主画面 (2)2.1.1. Info (System Status) (3)2.1.2. ProMotion Cut预览下一工作 (3)2.1.3. 当前工作 (5)2.2. 操作控制面板 (7)2.2.1. 急停开关 (7)2.2.2. 输入电源开关 (8)2.2.3. 驱动使能开关 (8)2.2.4. 工作站选择开关(仅在C004配置时有) (9)2.2.5. Up / Down 割炬上升/下降开关 (10)2.2.6. 切割氧 On/Off/Auto 开关 (11)2.2.7. High Preheat 高预热On/Off/Auto 开关 (12)2.2.8. Preheat预热开关 (13)2.2.9. Marker划线 On/Off/Auto 开关 (14)2.2.10. Plasma等离子 On/Off/Auto 开关 (15)2.2.11. Ignition Switch (16)2.2.12. Marker Down 划线割炬下降开关 (16)2.2.13. IHS 初始定为Manual/Auto开关 (17)2.2.14. 速度电位器 (18)2.2.15. 八方向手动按键 (19)2.2.16. Manual Mode 手动模式按键 (19)2.2.17. Zero回零键 (20)2.2.18. 自动启动按键START (21)2.2.19. 切割开始/停止按键TORCH ON/OFF (22)2.2.20. 时间记录/扩展延时Record Time & Extend Time (23)2.2.21. 加速 &减速按键SPEEDUP/SPEED DOWN (24)2.2.22. 向前移动按键MOVE AHEAD (25)2.2.23. 停止/向后移动按键 STOP/BACKUP (26)2.3.使用技巧 (27)3. D650系统设置 (29)3.1. 启动和关闭控制器 (29)3.1.1. 启动步骤 (29)3.1.2. 关闭系统 / 切断电源 (29)3.2. 寻原点过程 (29)3.3. 参数快速浏览 (29)3.4. 高级设置 (30)3.5. 控制器信息 (30)4. ProMotion® Nest套料软件 (32)4.1.文件菜单 (33)4.1.1.创建新的套料板 (33)4.1.2. 打开文件 (33)4.1.3. 关闭 (34)4.1.4. 另存为 (34)4.1.5. 宏图库 (34)4.1.6. 打印 (37)4.1.7. DNC (37)4.1.8. 输入 (37)4.1.9. Export (37)4.1.10. 退出 (37)4.2. 视图菜单 (37)4.3. 工具菜单 /工具盒 (38)4.3.1. 移动图形 (38)4.3.2. 旋转图形 (38)4.3.3. 镜像 (38)4.3.4. 删除 (39)4.3.5. 改变穿孔点 (39)4.3.6. 改变补偿边 (39)4.3.7. 改变切割方向 (39)4.3.8. 改变切割顺序 (39)4.3.9. 拆分图元 (40)4.3.10. 串接图形 (40)4.3.11. 引入引出线 (40)4.3.12. 放大/缩小 (41)4.3.13. 重置视图 (41)4.3.14. 平移视图 (41)4.3.15. 标尺 (41)4.3.16. 复制 (41)4.3.17. 剪切 (42)4.3.18. 粘贴 (42)4.3.19. 取消 (42)4.4. 选项菜单 (42)4.4.1. 系统(操作)选项 (43)4.4.2. EIA 选项 (44)4.4.3. 语言选项 (44)4.5. 帮助菜单 (45)4.6. 工具栏 (45)4.6.1. MicroCAD (45)4.6.2. NestInfo (46).6.3. 速率(进给率)控制单元 (47)4.8. 其他 (48)4.8.1. 术语约定 (48)4.8.2. DXF (48)4.8.3. CNC-2 (48)4.8.4. 划线标记和点标记 (49)1.1.1. 警告!请不要直接将控制系统通过RJ45 或 RS232 接口与其他电脑连接!该连接必须通过光纤设备,无线网络,网络集线器等具备电磁隔离功能的设备进行。
使用说明书范文(VER1[1]2)
![使用说明书范文(VER1[1]2)](https://img.taocdn.com/s3/m/41abadeb534de518964bcf84b9d528ea81c72f2a.png)
使用说明书范文(VER1[1]2)1.概述1.1产品特点CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤是采用可编程控制器(PLC)控制、变频调速、数字化测速、高精密高稳定模拟量检测、超常寿命非接触式称重、工业级人机界面彩色触摸屏操作显示等高新科技技术研制而成的一种新型轻质散装物料在线动态计量控制设备,主要特点有:1)动态计量精度和控制精度高、长期工作性能稳定可靠;2)系统设备维护、安装简单方便,称重传感器不受高温、腐蚀性、皮带倾角、跑偏、振动、张力及粉尘等因素影响,便于新型自动化生产线的兴建和旧生产线的改造;3)具备工况流程、工艺参数、过程趋势、故障诊断等图文显示功能,可方便直观地进行信号标定、参数设置、性能调整、故障查询、工况查询、系统校验、小时平均流量查询等操作与显示,以掌握生产现场的工作全貌;4)具备多种标准信号的输入输出能力,易于和现场其它控制设备进行工艺、工况参数交换和相互控制,可单机或全线联机运行;5)具备链接现场控制网络(PROFIBUS、工业ETHERNET)的能力,易于现场各工艺段上生产设备控制系统集成,便于进行实时网络数据交换控制及上位机的远程监控管理,实现管理控制一体化。
1.2产品用途CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤主要用于叶片、梗片、梗丝、叶丝、膨胀烟丝、木片、草梗、化纤等散装物料在线计量和控制。
a)计量——实际物料的累计计量;b)控制——实际物料流量精确控制;c)定量——实现物料的定量控制、将物料送入下一道工序。
2主要性能与参数2.1计量控制精度CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤产品分三个精度等级,其对应的计量控制精度,如下表所示:2.3结构参数一次仪表(秤体):γ探测器支架:φ120mm某650mm~φ120mm某2050mm约6~18Kgγ源容器:110mm某75mm某85mm约2Kg二次仪表(主机):PLC控制柜:A1型2300某800某600(高某宽某厚)约200KgA2型2100某800某500约180KgA3型1800某610某470约120KgA3型1600某600某500约100KgA4型760某600某369约50Kg(壁挂式)触摸屏:SIEMENSTP27-10335某275mmSIEMENSTP27-6212某156mm2.4工况参数1)皮带宽度:400、500、600、800、1000、1200、1400、1600、1800mm;2)皮带倾角:平型带0~20°、疙瘩带0~30°3)皮带运行速度:0.02m/~5.00m/2.5工作环境与电源要求2.6功耗指标控制柜与称重传感器功耗:0.5KW皮带输送机功耗:0.75KW~6KW(按不同输送能力确定)3产品型号与规格3.1产品型号PLC型设计代号型别序号型别代号γ探测、皮带输送式组别代号核子计量H—计量Z—控制、定量B—配比类别代号在线检测、控制3.2产品规格与型号4.产品结构与组成4.1产品结构CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤由称重传感器(秤体)、速度传感器和PLC控制柜等几部分组成(如图1所示)。
PMF720L微机线路保护测控装置技术及使用说明书(Ver1.2)

1装置简介PMF720L微机线路保护测控装置(以下简称装置)实现中低压线路的保护和测控功能,主要应用于35kV及以下电压等级的线路及馈出线。
可以直接安装在高压开关柜上,也可以组屏安装.1.1功能配置1.2 主要特点a.加强型单元机箱按抗强振动、强干扰设计,特别适应于恶劣环境,可分散安装于开关柜上运行。
b.集成电路全部采用工业品或军品,使得装置有很高的稳定性和可靠性。
c.采用32位高性能SoC嵌入式微机处理器,配置大容量的RAM和Flash memory;数据运算、逻辑处理和信息存储能力强,可靠性高,运行速度快。
d.采用高精度AD作为数据采集,数据采集每周24点,保护测量精度高。
e.采用图形液晶,全中文显示菜单式人机交互:可实时显示各种运行状态及数据,信息详细直观,操作调试方便。
f.可独立整定8套保护定值,定值区切换安全方便。
g.大容量的信息记录:可保存不少于80个最近发生的历史报告,可带动作参数,掉电保持,便于事故分析。
h.两路RS485通信接口,采用IEC60870-5-103规约;一路以太网口可与一个工程师站TCP103)和两个监控站(IEC60870-5-104)同时连接:组网经济、方便,可直接与微机监控或通通过通讯管理机联网通讯。
2技术指标2.1额定数据a.额定电源电压:直流或交流22V或直流110V(订货注明所选规格)b.额定交流数据:交流电压:100/√3V,100V交流电流:5A或1A(订货注明)零序电流1A额定频率50HzC.热稳定性:交流电压回路:长期运行 1.2Un交流电流回路:长期运行2In1s 40In零序电流回路:长期运行1A1s 40A2.2装置功耗a.交流电压回路:每相不大于1VA;b.交流电流回路:In=5A时每相不大于1VAIn=1A时每相不大于0.5VAc.零序电流回路;不大于0.5VA:d.保护电源回路:正常工作时,不大于12W;保护动作时,不大于15W2.3环境条件a.环境温度工作:-25℃~+55℃储存:-25℃~+70℃,相对湿度不大于80%,周围空气中不含有酸性、碱性或其它腐蚀性及爆炸性气体的防雨、防雪的室内;在极限值下不施加激励量,装置不出现不可逆转的变化,温度恢复后,装置应能正常工作。
HSD121PHW1-A01 Ver1[1].2
![HSD121PHW1-A01 Ver1[1].2](https://img.taocdn.com/s3/m/d262e482d4d8d15abe234e67.png)
H a n n Sta r D i s p l a y C o r p .
Document Title Document No. HSD121PHW1-A01 Preliminary Specification DC110-000580 Page No. Revision 4/4 1.2
1.0 GENERAL DESCRIPTION
Package specification ……………………………… General precaution ……………………………………
The information contained in this document is the exclusive property of HannStar Display Corporation. It shall not be disclosed, distributed or reproduced in whole or in part without written permission of HannStar Display Corporation.
1.4 General information Item Outline Dimension Display area Number of Pixel Pixel pitch Pixel arrangement Display mode NTSC Surface treatment Weight Back-light Power Consumption Logic System B/L System Specification 279 x 167.2 x 4.8 (Typ.) 268.01(H) x 150.68(V) 1366 RGB (H) x 768(V) 0.1962(H) x 0.1962(V) RGB Vertical stripe Normally white 50 Glare, Hard-Coating (3H) (250) (Typ.) White LED (0.85W) (Max.) (2.4W) (Max.) W W g % Unit mm mm pixels mm
180度直流变频压缩机驱动器使用说明书_ver1_02

BL/DC64
DigiPower Technology
(5) 键盘控制区,用于设定转速和启动,停止压机运行 3.3 显示说明
3.31 开机及正常运行 (1)系统开机 LCD 显示屏先显示 1S 的“DIGIPOWER”商标 (2)随后会显示“正在初始化模块” 正在初始化模块
(3)模块初始化完成之后显示正常状态参数: 设定频率: XX Hz 运行频率:XX Hz 电机电流:X.X A 直流电压:XXX V
与电脑通讯出错 请重新下载参数!
--------故障原因 --------处理方法
BL/DC64
DigiPower Technology
4. PC 软件界面
4.1. 界面概况
A
F E
A. 参数输入及显示区域 B. 数据库存储区 C. 参数文件存储区 D. 读写 EEPROM 功能区 E. 串口设置区 F. 高级参数设置区
(3) EEPROM 存储器读写故障 系统初始化时会校验 EEPROM 内的数据如果数据有错 LCD 会显示
存储器读写出错
请重新下载参数! (4) 与 PC 通讯故障
--------故障原因 --------处理方法
BL/DC64
DigiPower Technology 在与从电脑端下载参数过程中出错 LCD 会显示
BL/DC64
DigiPower Technology
5.功能说明
5.1. 总述 1.PC 参数下载模式——改写电机参数并保存在 EEPROM 内 2.电机驱动模式——控制电机运行 3.PC 参数下载模式与电机驱动模式可以在压缩机停机状态下自动转换(压缩机运转时将禁 止参数下载,如果强行连接电脑端会出现通讯错误) 4.上电时自动将 EEPROM 内保存数据的电机参数写入驱动模块 5.内置 PFC 和 PAM 功能 6.具有直流过电压,直流低电压,交流电压异常,输入过电流,电机过电流,过温度。。。 等保护功能,出现保护停机时面板 LCD 会直接显示停机原因
SRP600C(600CG)箱变智能保护测控装置技术使用说明书Ver1.1

4.2 电路介绍
4.2.1 通讯管理插件(SRP600CG):设有 RS485、以太网接口、光纤环网接口,方便接入各种智 能设备,然后集中发送给箱变监控系统。
4.2.2 开出插件:设有电源、出口继电器,电源将输入的直流或交流 220V 电压转换为+5V、+24V
b.介质强度:装置电源回路、交流回路、出口回路之间及对地能承受 2kV 的工频试验电压, 开入量回路对地能承受 1kV 的工频试验电压,历时 1 分钟 ,无绝缘击穿或闪络现象。
c.冲击电压:装置电源回路、交流回路、出口回路之间及对地能承受 5kV 标准雷电波的短 时冲击电压试验 ,无绝缘击穿或闪络现象。
电路中,触点断开容量为 50W,长期允许通过电流不大于 5A。
b. 在电压不大于 250V,电流不大于 2A 的交流回路(cosφ=0.4±0.1)中触点断开容量
为250VA,长期允许通过电流不大于5A。
3.10 抗干扰性能
a.承受高频脉冲干扰能力 装置能承受《GB/T14598.13-1998 量度继电器和保护装置的电气干扰试验 第1部分: 1MHz脉冲群干扰试验》中严酷等级为Ⅲ级、频率为1MHz和100kHz衰减振荡波(第一半波 电压幅值共模为 2.5kV,差模为 1kV)脉冲群干扰试验。
b.承受静电放电干扰能力
4
远宁科技有限公司
SRP600C/SRP600CG 箱变智能保护测控装置说明书
装置能承受《GB/T14598.14-1998 量度继电器和保护装置的电气干扰试验 第 2 部分:
静电放电试验》中规定的严酷等级为Ⅲ级、电压为 8kV 的静电放电干扰。
c.承受辐射电磁场干扰能力
装置能承受《GB/T14598.9-1995 电气继电器 第 22 部分 量度继电器和保护装置的电 气干扰试验 第三篇:辐射电磁场干扰试验》中规定的严酷RP600C(600CG)箱变智能保护测控装置适用范围
使用说明书2

使⽤说明书2尊敬的⽤户:欢迎您选⽤本公司产品,使⽤前请仔细阅读本说明书,以免误操作。
如有不明可来电询问,我们⼀定竭诚为您服务!1.概述-------------------------------------------------------------- 1 2.特点-------------------------------------------------------------- 1 3.正常⼯作条件-------------------------------------------------- 2 4.型号-------------------------------------------------------------- 3 5.技术参数-------------------------------------------------------- 3 6.安装与功能试验----------------------------------------------- 5 7.显⽰-------------------------------------------------------------- 7 8.漏电断路器设置、查询--------------------------------------- 9 9.附录:通讯型漏电断路器的使⽤说明--------------------- 11 10.敬告⽤户-------------------------------------------------------- 13 11.故障分析排除-------------------------------------------------141.概述QKM1L系列漏电断路器(剩余电流动作断路器)是本公司近年研制开发的专利产品,是⼀体式、多功能、过电流可调的漏电断路器。
SC500控制器说明书Ver1

SC400,SC500,SC600,SC700系列控制器使用说明书Ver:1.1日期:2015.4版本记录:目录第一篇概述 (1)1.1 描述 (1)1.1.1 简述 (1)1.1.2 SCxxx控制器型号 (1)1.2 规格参数 (2)1.2.1 工作范围 (2)1.2.2 EMC要求 (2)1.2.3安规 (2)1.2.4 结构尺寸 (2)1.3 主要功能 (3)1.3.1性能规格 (3)1.3.2显示和指示功能 (3)1.3.3通信功能 (4)1.3.4告警功能 (4)1.3.5电池管理功能 (4)1.3.6 LVD下电 (6)1.4 硬件接口 (6)1.4.1主板I/O口连接器 (6)1.4.2 RS232 接口 (8)1.4.3 以太网接口 (8)1.4.4 USB接口 (9)1.4.5 扩展板接口 (9)第二篇安装和更换 (9)2.1 控制器的安装和更换 (9)2.1.1 操作步骤 (9)2.2 配置及检查监控模块运行 (11)2.2.1 配置信息 (11)2.2.2 检查系统状态 (11)第三篇操作 (12)3.1 控制器按键和指示灯 (12)3.1.1 前面板 (12)3.1.2 控制器指示灯 (13)3.1.3 控制器按键功能 (13)3.2 LCD菜单结构 (14)3.2.1 系统运行信息菜单 (15)3.2.2 设置菜单 (16)3.2.2.1 电池参数设置 (19)3.2.2.2 下电保护参数设置 (21)3.2.2.3 模块参数设置 (21)3.2.2.4 交流参数设置 (22)3.2.2.5 直流参数设置 (23)3.2.2.6 告警参数设置 (23)3.2.2.7 温度参数设置 (24)3.2.2.8 数字量输入设置 (25)3.2.2.9 数字量输出设置 (25)3.2.2.10 节能参数 (26)3.2.2.11 系统配置 (27)3.2.3 系统参数设置规格 (27)3.3 WEB操作手册 (31)第一篇概述1.1描述1.1.1 简述SCxxx 系列控制器可用于通信基站中的小型,中型和大型电源系统。
使用说明书 Ver1.2 锦浪三相五代组串式光伏逆变器 (100-136kW)

锦浪科技股份有限公司锦浪科技股份有限公司地址: 浙江省宁波市象山县滨海工业园金通路57号,315712 服务热线: 400-101-6600 销售热线: +86 (0)574 6580 3887 传真: +86 (0)574 6578 1606邮箱:****************公司网站: 当您发生问题时,请将您使用逆变器的产品序列号告知我们。
我们将尽快给您答复!使用说明书Ver 1.2锦浪三相五代组串式光伏逆变器(100-136kW)注意:如果说明书与实物有出入,请以实物为准。
目录目录1. 介绍1.1 产品描述 1.2 包装清单2. 安全指令 2.1 安全标志 2.2 一般安全说明 2.3 使用注意事项3. 产品安装 3.1 环境考虑因素 3.1.1 选择逆变器的位置 3.1.2 其他环境因素 3.2 产品的搬运……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………3.3 安装逆变器44567778101010101112…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………13……………………………………………………………………………………………………………3.3.1 墙壁安装 14……………………………………………………………………………………………………………3.3.2 支架安装 3.4 电气连接 17…………………………………………………………………………………………………………………………18…………………………………………………………………………………………………………………3.4.1 接地20…………………………………………………………………………………………3.4.2 连接变频器的PV侧 23……………………………………………………………………………………3.4.3 连接逆变器的电网侧 26.........................................................................................................................................................4. 通信与监测 8. 维修保养 (42)5. 调试 5.1 选择合适的电网标准 5.1.1 验证安装国家的电网标准 282828……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………5.2 更改电网标准 5.2.1 设置电网标准的步骤 5.3 设置自定义电网标准 5.4 初步检查5.4.1 直流连接 5.4.2 交流连接 5.4.3 直流配置28282930303030……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………8.2 风扇维护 439. 故障处理 ..................................................................................................................................................................4410. 产品规格 (46)…………………………………………………………………………………………………………………………8.1 抗PID功能 42……………………………………………………………………………………………………………7.3.1 设定时间 34……………………………………………………………………………………………………………………………………7.3 设置 34……………………………………………………………………………………………………………………347.2.1 锁屏 ……………………………………………………………………………………………………………7.3.2 设置地址 34…………………………………………………………………………………………7.4 高级信息 - 仅限技术人员 35……………………………………………………………………………………………………………7.4.1 报警信息 35……………………………………………………………………………………………………………7.4.2 运行信息 35…………………………………………………………………………………………………………………7.4.3 版本号 36……………………………………………………………………………………………………………7.4.4 日发电量 36……………………………………………………………………………………………………………7.4.5 月发电量 36……………………………………………………………………………………………………………7.4.6 年发电量 37……………………………………………………………………………………………………………7.4.7 每日记录 37……………………………………………………………………………………………………………7.4.8 通讯数据 37……………………………………………………………………………………………………………7.4.9 警告信息37…………………………………………………………………………………………7.5 高级设置 - 仅限技术人员 38…………………………………………………………………………………………………7.5.1 选择国家标准 38………………………………………………………………………………………………………7.5.2 开机/关机39……………………………………………………………………………………………………7.5.3 清除发电量39…………………………………………………………………………………………………………7.5.4 重置密码40…………………………………………………………………………………………………………7.5.5 功率控制40…………………………………………………………………………………………………7.5.6 校准总发电量 407.1 主菜单 3232…………………………………………………………………………………………………………………………………7.2 信息 ……………………………………………………………………………………………………………………………………7. 一般操作………………………………………………………………………………………………………………………………………321.3 存储 4.1 RS485和PLC通讯示意 26……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………6. 正常操作6.1 启动程序 6.2关机程序313131…………………………………………………………………………………………………………………………………………………………………………………………………………………………………7.6.1 开启AFCI功能 41……………………………………………………………………………………………………………………………7.6 AFCI功能 41……………………………………………………………………………………………………………7.6.2 电弧故障 41逆变器装箱清单序号12 名称逆变器背挂板 数量11螺钉 M6*12 备注345逆变器固定螺丝2直流连接器201GCI三相五代组串式并网逆变器可以将太阳能电池板输出的直流电能转换成交流电,并将其接入电网。
GST-LD-8301输入输出模块安装使用说明书-海湾

GST-LD-8301输入/输出模块装配运用解释书(Ver.1.02,2008.02)一、概述GST-LD-8301输入/输出模块(以下简称模块),重要用于衔接须要火警报警掌握器掌握的消防联动装备,如排烟阀.送风阀.防火阀等,并可吸收装备的动作答复旌旗灯号.二、特色1.输出可设置为有源输出或无源输出方法.2.输入.输出具有检线功效.3.输入端可现场设为常开检线.常闭检线或自答复方法,可与无源触点衔接.4.地址码为电子编码,可由电子编码器事先写入,也可由掌握器直接更改,工程调试简即靠得住.5.电路部分和接线底壳采取插接方法,接触靠得住.便于施工.三、技巧特点1.工作电压:旌旗灯号总线电压:总线24V 许可规模:16V~28V电源总线电压:DC24V 许可规模:DC20V~DC28V2.工作电流:总线监督电流≤1mA 总线启动电流≤3mA电源监督电流≤5mA 电源启动电流≤20mA3.输入检线:常开检线时线路产生断路(短路为动作旌旗灯号).常闭检线输入时输入线路产生短路(断路为动作旌旗灯号),模块将向掌握器发送故障旌旗灯号4.输出检线:输出线路产生短路.断路,模块将向掌握器发送故障旌旗灯号5.输出容量:无源输出:容量为DC24V/2A,正常时触点阻值为100kΩ,启动时闭合,实用于12V~48V直流或交换有源输出:容量为DC24V/1A6.输出掌握方法:脉冲.电平(继电器常开触点输出或有源输出,脉冲启动时继电器吸应时光为10s)7.指导灯:红色(输入指导灯:巡检时闪亮,动作时常亮;输出指导灯:启动时常亮)8.编码方法:电子编码方法,占用一个总线编码点,编码规模可在1~242之间随意率性设定9.线制:与火警报警掌握器采取无极性旌旗灯号二总线衔接,与电源线采取无极性二线制衔接10.运用情形:温度:-10℃~+55℃相对湿度≤95%,不凝露11.外形尺寸:86mm×86mm×43mm(带底壳)12.壳体材料和色彩:ABS,瓷白13.重量:约145g(带底壳)14.装配孔距:60mm15.履行尺度:GB 16806-2006四、构造特点与工作道理1.模块外形示意图如图1所示.2.工作道理模块内嵌微处理器,微处理器实现与火警报警掌握器通信.电源总线失落电检测.输出掌握.输入旌旗灯号逻辑状况断定.输入输出线故障检测.状况指导灯掌握.模块吸收到火警报警掌握器的启动敕令后,吸合输出继电器,并点亮指导灯.模块吸收到装备传来的答复旌旗灯号后,将该信息传到火警报警掌握器.图1 外形示意图五、装配与布线警告:1.装配装备之前,请割断回路的电源并确认全体底壳已装配坚固且每一个底壳的衔接线精确无误.2.模块输入端假如设置为“常开检线”Ω的终端电阻;模块输入端假如设置为“常闭检线”Ω的终端电阻(具体接线办法见运用办法).Ω的终端电阻,并串联一个IN4007二极管(具体接线办法见运用办法).1.装配前应起首检讨外壳是否无缺无损,标识是否齐备.2.模块采取明装方法,底壳与模块间采取插接式构造装配,装配时只需拔下模块,从底壳的进线孔中穿入电缆并接在响应的端子上,再插好模块即可装配好模块.3.模块采取线管预埋装配,将底盒装配在86H50型预埋盒上,装配孔距为60mm(拜见图3),装配示意图如图2所示.预埋盒86H50模块布线管图2 进线管预埋示意图图3 端子示意图4.模块端子示意图如图3所示.接线解释如下:Z1.Z2:接掌握器两总线,无极性;D1.D2:DC24V电源,无极性;G.NG.V+.NO:DC24V有源输出帮助端子,将G和NG短接.V+和NO短接(留意:出厂默认已经短接好,若运用无源常开输出端子,请将G.NG.V+.NO之间的短路片段开),用于向输出触点供给+24V旌旗灯号以便实现有源DC24V输出;无论模块启动与否V+.G间一向有DC24V输出;I.G:与被掌握装备无源常开触点衔接,用于实现装备动作答复确认(也可经由过程电子编码器设为常闭输入或自答复);COM.S-:有源输出端子,启动后输出DC24V,COM为正极.S-为负极;COM.NO:无源常开输出端子.5.布线请求:Z1.Z2采取截面积≥mm2的RVS双绞线;电源线D1.D2采取截面积≥mm2的RV 线;G.NG.V+.S-.I采取截面积≥1.0mm2的RV线.六、测试1.建议至少每个月都对模块进行一次测试.2.模块在进行测试之前,应通知有关治理部分,并对掌握器进行恰当处理,防止消失不期望的报警联动.3.测试:在注册完成且监测状况下模块正常时,经由过程分灾报警掌握器直接启动,或联动启动现场装备,现场装备动作正常.模块输出指导灯常亮,如现场装备有动作答复旌旗灯号,模块能精确吸收,模块输入指导灯常亮,并将答复信息传到火警报警掌握器;当火警报警掌握器裁撤启动敕令后,模块输出指导灯熄灭,当现场装备裁撤动作,模块输入指导灯熄灭,模块上报正常信息;如上述情形均正常,则解释模块工作正常.4.测试停止后,经由过程分灾报警掌握器复位模块,并通知有关治理部分体系恢复正常.5.在测试进程中不合格的模块磨练其接线是否正常,然后再进行测试,如仍不克不及经由过程测试,则应返回维修.七、运用及操纵1.编码操纵:可运用本公司临盆的GST-BMQ-1B型或GST-BMQ-2型电子编码器进行现场编码,编码时将编码器与模块的总线端子Z1.Z2衔接,在待机状况,输入模块的地址编码(1-242),按下“编码”键,编码成功显示“P”,错误显示“E”,按“消除”键回到待机状况.2.输入/输出设定参数:编码器在待机状况时,输入开锁暗码,按下“消除”键,此时锁已被打开;按下“功效”键,再按下数字键“3”,屏幕上最后一位会显示一个“—”,输入设定参数,按下“编码”键,屏幕大将显示一个“P”字,标明响应的设定参数已被写入,按“消除”键消除;输入加锁暗码,按“消除”键返回.本模块输入/输出设定参数出厂设为常开输入.有源输出(4),现场可设定参数如表1所示.表13.被控装备反馈旌旗灯号检测方法的设置:在编码器开锁后,按下功效键,再按下数字键“4”后,输入设定参数13或40(13暗示随时检测反馈旌旗灯号,40暗示只有启动状况才检测反馈旌旗灯号),然后按“编码”键,假如屏幕上显示一个“P”字,标明设置成功.八、运用办法1.模块经由过程有源输出直接驱动一台排烟口或防火阀等(电动脱扣式)装备的接线示意图如图4所示(a为无源常开检线输入,b为无源常闭检线输入):a b图4 模块掌握电动脱扣式装备接线示意图2. 模块无源输出触点掌握装备的接线示意图如图5所示(a 为无源常开检线输入,b 为无源常闭检线输入):a b图5模块无源输出触点掌握装备接线示意图九、 留意事项1. 请留意不要将模块触点直接接入交换掌握回路,以防强交换干扰旌旗灯号破坏模块或掌握装备!2. 本模块不克不及用于掌握气体灭火装备!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
当核子秤运行工况由“联机”转为“单机”时,(在主菜单画面的“联机”按键上触摸一次,工况由“联机”转为“单机”,反之亦然),“启动”、“停止”按钮才起作用,主画面中“校秤、“启动”显示红灯闪亮,即系统处于单机标U0信号和标秤状态,当皮带机上物料大于某下限时,“有料” 显示红灯闪亮;
当系统有故障时,提示变频器故障、称重传感器信号过低、人为紧急停止,等系统故障类型等,并向电控柜发出故障信号,便于现场维护管理;
6.5 信号标定画面功能
核子秤在投入使用前必须先进行皮带机空载零点校核,在系统主画面中按“信号标定”按钮,即进入秤信号(U0)标定画面,如图6所示。
主要完成功能如下:
6.5.1 按“开始”按钮,系统进入信号(U0)标定过程,校正时间按秒减计数,画面显示当前U0瞬时值和过去十秒的U0值,当校正时间为零时,“原U0值”后的输入/输出域显示本次的平均值,本次过程结束;
2.1 计量控制精度
CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤产品分三个精度等级,其对应的计量控制精度,如下表所示:
项 目 名 称
准确度(精度)等级
(0.25)
(0.5)
(1.0)
动态累计精度(实物标定) %
±0.25
±0.5
±1.0
流量控制准确度(精度) %
±0.5
±1.0
U1––––有物料时的输出信号
令K1=-S/μ称作物料标定常数,则有:
F=K1*ln(U1/U0)
因此通过测量U0、U1,即可得到输送机物料负荷F。
输送机速度V可由测速编码器的得到:
V=K3f+K2
其中:V––––输送机速度
f––––速度频率
K2、K3––––标定常数
输送机输送的物料流量P为:
P = F * V
1)动态计量精度和控制精度高、长期工作性能稳定可靠;
2)系统设备维护、安装简单方便,称重传感器不受高温、腐蚀性、皮带倾角、跑偏、振动、张力及粉尘等因素影响,便于新型自动化生产线的兴建和旧生产线的改造;
3)具备工况流程、工艺参数、过程趋势、故障诊断等图文显示功能,可方便直观地进行信号标定、参数设置、性能调整、故障查询、工况查询、系统校验、小时平均流量查询等操作与显示,以掌握生产现场的工作全貌;
6.3.2 按“联机/单机”键,系统在联机/单机状态下切换,“启动”“停止”键盘在内控(单机)运行状态下启动/停止核子皮带秤。
6.3.3按“返回”按钮,返回主画面,再按“帮助”按钮进入画面功能操作帮助画面;
6.4 主菜单画面功能
在系统主画面中按“主菜单”按钮,即进入主菜单画面,如图4所示,
主要完成以下功能:
6.4.7 按“实物标定”按钮,进入实物标定画面;
6.4.8按“触摸屏”按钮,并输入正确的密码后,即进入TP27系统基本设置画面,可进行TP27触摸屏的系统管理;
6.4.9按“返回”按钮,返回主画面。
6.5小时流量查询画面功能
在系统主画面中按“小时流量查询”按钮,即进入小时流量查询画面,如图5所示,可查询一天每个小时的平均流量和从上电到掉电时间间隔的平均流量。
图3工况选择画面
6.1.3 主菜单画面,如图4所示。
图4 主菜单画面
6.1.4小时流量查询,如图5所示。
上页
图5小时流量
6.1.5 信号标定画面,如图6所示。
图6 信号标定画面
6.1.6 速度标定画面,如图7所示。
图7 速度标定画面
6.1.7参数设置画面,如图8所示。
(首 页)
(次 页)
图8参数设置画面(二页)
画面中带“〈”和“=”字型的即为工艺参数、工况状态的显示, 主画面中显示了系统的物料流量、累积量、工况状态,以便反映实际工况运行情况。
6.2.2核子秤启停及工况转换操作
核子秤的起停一般由工艺电控柜进行联锁控制,此时系统应转换为“联机”自动工作方式,“启动”和“停止”按钮不起作用,系统的启动/停止由自动生产线工艺电控柜的联动信号统一控制,接收到联动信号时,“联动”显示红灯闪亮,核子皮带秤自动启动。
6.2.3 在系统主画面中按“累计清零”按钮,并输入正确的授权密码后,累计量输出域的显示为零。
6.3 工况选择画面功能
在系统主画面中按“工况选择”按钮,即进入工况选择画面,如图3所示,
主要完成以下功能:
6.3.1 点击“秤类型”、“速度状态”等右侧的输入/输出域,即进入各项目选择窗,按对应状态进行选择确定;
6.4.1按“信号标定”按钮,进入信号U0标定画面;
6.4.2按“速度标定”按钮,进入速度标定画面;
6.4.3按“参数设置”按钮,进入参数设置画面;
6.4.4按“数据查询”按钮,进入工况参数查询画面;
6.4.5按“系统校验”按钮,进入核子秤自动校验画面,可进行称重传感器工作稳定性校秤检测;
6.4.6按“流量曲线”按钮,进入流量趋势图和棒图显示画面;
1.2 产品用途
CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤主要用于叶片、梗片、梗丝、叶丝、膨胀烟丝、木片、草梗、化纤等散装物料在线计量和控制。
a)计量——实际物料的累计计量;
b)控制——实际物料流量精确控制;
c)定量——实现物料的定量控制、将物料送入下一道工序。
2 主要性能与参数
6.1.8趋势图表画面,如图9所示。
图9 趋势图表画面
6.1.9系统校验画面,如图10所示。
图10 系统校验画面
6.1.10工况参数画面,如图11所示
图11 工况参数画面
6.1.11 数字面板图面,如示
上电后出现系统主画面,如图2 所示。
6.2.1 工艺参数显示
5.3 定量控制原理
按实际需要通过触摸屏设定累计量值W0,当累计量达到定量值W0时,核子皮带秤便会自动发出定量控制信号,通知工段设备对物料工况进行控制,达到物料定量控制的目的。
5.4系统报警工作原理
当秤体信号低于某值、变频器执行机构出现故障、人为紧急停止时,系统发出故障信号并在触摸屏上提示故障类型,提醒操作人员及时排除故障;
由此可求出物料累计量W:
W=∫Pdt=ΣFi*Vi*T
其中:Fi––––输送机瞬时负载(i=0~N)
Vi––––输送机瞬时速度
T––––计算周期
N––––计算次数
5.2 流量控制原理
核子秤测量出输送机物料的瞬时流量P后,再与触摸屏上给定流量 进行比较,得出差值e(t),计算机根据差值e(t)进行PID计算,算出回控量 ,将其变换成控制电压信号输出给变频器调节交流电机的转速,从而改变皮带机上物料的流量使其与给定流量P0符合,以达到流量定值控制的目的。
射线穿透物料后,强度变化规律如下:
N=N0e-μ*F/S
其中:μ––––物料的质量吸收系数
F––––输送机物料负荷
S––––输送机宽度
N0––––无物料时探测器处射线强度
N––––有物料时探测器处射线强度
探测器输出信号 与射线强度成正比,因此有:
U1=U0e-μ*F/S
其中:U0––––空载时的输出信号
配比型核子皮带秤
CB14A
1000mm
计量
计量型核子皮带秤
CH15A
控制
控制型核子皮带秤
CZ15A
配比
配比型核子皮带秤
CB15A
1200mm
计量
计量型核子皮带秤
CH16A
控制
控制型核子皮带秤
CZ16A
配比
配比型核子皮带秤
CB16A
1400mm
计量
计量型核子皮带秤
CH17A
控制
控制型核子皮带秤
CZ17A
4.1.1秤体由秤体支架、γ探测器、γ源罐(241Am)组成,秤体跨装在皮带机上,称重传感器安装在上下皮带之间,底支架支撑整个秤体于地面,它主要完成皮带机上物料信号的探测;
4.1.2 速度传感器由数字测速装置和安装支架组成,主要完成皮带运转速度的测定;
图1 CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤组成示意图
当控制系统故障时,可通过变频器进行模式切换到内部模式,便于应急时转入变频器单独运行状态,保证继续生产或排除故障。
6.系统操作
6.1 画面显示
CH11A~CH19A、CZ11A~CZ19A系列小感量核子皮带秤计控系统设计了以下功能画面:
6.1.1 计控系统主画面,如图2所示。
图2 系统主画面
6.1.2 工况选择画面,如图3所示。
3 产品型号与规格
3.1 产品型号
C口1口A
PLC型设计代号
型别序号
型别代号 γ探测、皮带输送式
组别代号 核子计量
H—计量 Z—控制、定量 B—配比
类别代号 在线检测、控制
3.2 产品规格与型号
输送带宽度
功能类型
产品名称
产品型号
400mm
计量
计量型核子皮带秤
CH11A
控制
控制型核子皮带秤
CZ11A
配比
1)皮带宽度:400、500、600、800、1000、1200、1400、1600、1800mm;
2)皮带倾角:平型带0~20°、疙瘩带0~30°
3)皮带运行速度:0.02m/s~5.00m/s。
2.5 工作环境与电源要求
型 式
参 数
计量型