SMT贴片机月点检表
SMT设备(定期点检表)

点检 日
设备 名
管
型号:
理
NO.
项目
1
空气过滤器
2
XY直动单元
3
传送带4传送滑轮5来自各传送传感器6
吸嘴外轴
7
OCC
8
VCS
9
滚轴丝杠与直线型(贴片 头部)
10
标准轴(贴片头部)
11
XY直动单元导轨
12
统一交换台
13
支撑台
14
传送螺杆(轴)
15
传送导轴
16
基板挡块部分
17
18
定期点检内容
确认空气过滤器(贴片头部、CAL块)无污垢 润滑油有无,除去灰尘、油污 磨损、破损、松弛 动作确认 有无灰尘、油污 活动是否平滑,清扫轴的内部 清扫灰尘、异物 清扫灰尘、异物 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂 活动是否平滑,加润滑脂
IN-02-04Rev1.0
点检结果
承认
确认
作成
担当
确认
备注
仅限于KE2060
点检 表的 使用 方 法:
1〉
定期 点检 周期 为三 个月 。根 据点 检项 目的 内容 来点 检, 发现 设备 存在 的隐 患要 及时 向上 司报 告, 听候 指示 处理 。
2〉点 检记录方式:正常记 “OK”异常记“NG” 。 YUME X(H.
SMT常规巡检表
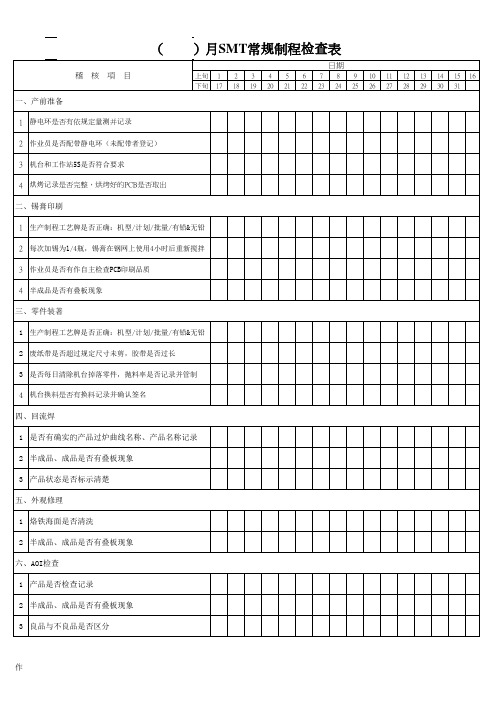
2 废纸带是否超过规定尺寸未剪,胶带是否过长
3 是否每日清除机台掉落零件,抛料率是否记录并管制
4 机台换料是否有换料记录并确认签名
四、回流焊
1 是否有确实的产品过炉曲线名称、产品名称记录
2 半成品、成品是否有叠板现象
3 产品状态是否标示清楚
五、外观修理
1 பைடு நூலகம்铁海面是否清洗
2 半成品、成品是否有叠板现象
(
稽 核 項 目 一、产前准备
)月SMT常规制程检查表
日期
上旬 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 下旬 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 静电环是否有依规定量测并记录
2 作业员是否配带静电环(未配带者登记)
六、AOI检查
1 产品是否检查记录
2 半成品、成品是否有叠板现象
3 良品与不良品是否区分
作
3 机台和工作站5S是否符合要求
4 烘烤记录是否完整,烘烤好的PCB是否取出
二、锡膏印刷
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
2 每次加锡为1/4瓶,锡膏在钢网上使用4小时后重新搅拌
3 作业员是否有作自主检查PCB印刷品质
4 半成品是否有叠板现象
三、零件装著
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
贴片机保养检查清单

LINE NO:SMT线
日保养检查清单序号
12345678910111213141516171819202122232425262728291
2
3
4
检查置件头吸嘴是否磨损,破裂5
检杳是否有工具物品置件头可移动范围6清洁机器内部,并收集机器内掉落之组件
周保养检查清单
月保养检查清单序号检查内容(项日2)/服务日期第一周第二周第三周第四周序号检杳内容(项目3)/服务日期1
用镜头纸或布清洁照相机率(ULI)镜头表检查吸嘴转换是否正常2
检杳吸嘴真空度是否正常清洁加油(固定组装)升降板3
清洁加油于X,Y线性滑轨,球形丝杆清洁键盘,遥感4
清洁检测输及导轨清洁底盘软盘驱动5
清洁PTFNOZZLE,真空阀清洁加油于NOZZLE上下滑杆6
清洁机器内部,并收集机器内掉落之组件清洁检查各风扇动是否正常7
清洁过板传感器完成周保养检杳清单内容8检杳PCB傅支轮,傅动皮带是否顺畅
执行者签名:
执行者签名:
检查发现的问题:课长审核:领班审核:
执行者签名:
567检查内容(项目1)/服务日期贴片机保养检查清单
1234每班清理废料箱第 月清洁机器之外壳清理抛料盒中之零件。
[实用生产表格]高速贴片机日常检点表
![[实用生产表格]高速贴片机日常检点表](https://img.taocdn.com/s3/m/a5732fd3b8f67c1cfad6b8d6.png)
者
实施(
) 日期(
)
检
点
备注
1.检点日:月单位的月中旬10~20日实行,周单位的每周开始时实行。 2.点检方法参照XP141/XP142/XP143保养说明书进行.
者 确
认
者
(Rev 11.06.01) QST9024
实施(
) 日期(
)
实施(
) 日期(
)
实施(
) 日期(
)
审查
作成
28 29 30 31
实施(
) 日期(
)
废料带箱的清扫
无垃圾(每日)
NG部品接收箱的清扫
无部品(每日)
MFU零件桌清扫
无垃圾(每日)
X/Y轴导轨清扫
无旧油(每日)
X/Y桌上下部清扫
Байду номын сангаас
无部品/脏物(每日)
反光镜清扫
无部品/脏物(每日)
清扫 X/Y轴滚珠螺丝清扫
无部品/脏物(每日)
设备间隙之间的清扫
无脏物(每周)
吸嘴内部的清扫
实施(
) 日期(
)
实施(
) 日期(
)
实施(
) 日期(
)
校准 照相机亮度校准
120±10(每月)
实施(
) 日期(
)
交换 过滤棉(XP142、XP143)
更换(每月)
检
点
备注
1.检点日:月单位的月中旬10~20日实行,周单位的每周开始时实行。 2.点检方法参照XP141/XP142/XP143保养说明书进行.
吸嘴中心测定
OK(每日)
输入空气压力表
0.4-0.6Mpa(每日)
贴片机日常维护保养点检记录表
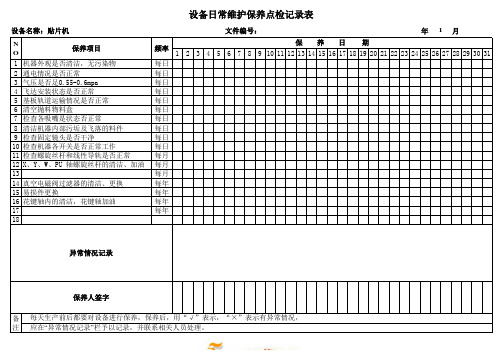
年月
123456789101112131415161718192021222324252627282930311
机器外观是否清洁,无污染物每日2
通电情况是否正常每日3
气压是否足0.55-0.6mpa 每日4
飞达安装状态是否正常每日5
基板轨道运输情况是否正常每日6
清空抛料物料盒每日7
检查各吸嘴是状态否正常每日8
清洁机器内部污垢及飞落的料件每日9
检查固定镜头是否干净每日10
检查机器各开关是否正常工作每日11
检查螺旋丝杆和线性导轨是否正常每月12
X、Y、W、PU 轴螺旋丝杆的清洁、加油每月13
每月14
真空电磁阀过滤器的清洁、更换每年15
易损件更换每年16
花键轴内的清洁,花键轴加油 每年17
每年18设备日常维护保养点检记录表
设备名称:贴片机
文件编号:1保 养 日 期异常情况记录
保养人签字
每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。
N
O
备注保养项目频率。
SMT保养及点检表格130-138(2)

项目方法日期周期12345678910111213141516171819202122232425262728293031
机器内外表面清洁
清洁、无异物气压检查(是否为
0.45-0.5mpa)
检查、无异常轨道内清洁
清洁、无异物机器运作状态检查、无异常气缸清洁清洁、无异物
指示灯、功能开关、锁定开关确认
检查、无异常皮带、按键确认检查、无异常
丝杠、导轨加油清洁、润滑保
养
人
确
认
人
日期
说明:1.可量化的必须量化记录。
气压标准为:4.0Kgf/Cm 2~6.0Kgf/Cm 2
2.点检中如发现异常,必须在“异常处置”栏槙上“原因”和“解决方案”;无法解决必须报告上级。
3.处理记号:正常(0) 清洁、清扫(C) 注油(Z) 更换(E) 要注意(Y) 要修理(RN) 未点检(-)
审核:__________________设备异常处理异常原因处理方法与对策工程师确认
结果每月
XBY-MR-139-A/0-L2
斯泰克SPI-S8030保养及点检记录表
线别/部门:
机器编号:SPI182869H 日期:_ _ _年_ _月。
SMT设备班前点检表

4
检查机器前后罩盖是否 盖好
5 检查气压是否在范围内 气压范围:0.4MPa--0.6MPa
6 检查感应器是否遮挡 表面干净,清洁周围无异物
7 检查各轨道是否有杂物 无任何物品,无任何障碍物
8 检查紧急开关是否正常
灵活,可靠
检查气动系统是否漏 9 气,过滤装置有无积
水,是否正常工作。
天
1、正常 √ 记入方法 2、异常 ×
3、无此项 -
稽核人: 备注
1、每日开机前必须实际正确操作点检 2、操作员必须按标准作业指导书作业
设备班前点检表
设备名称
设备型号
使用部门
日期
序号
班前点检项目
衡量标准
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查总电源是否正常
2 检查各指示灯是否正常
3 检查安全标示是否完整 完好,无破损模糊现象
SMT设备日常点检保养记录表
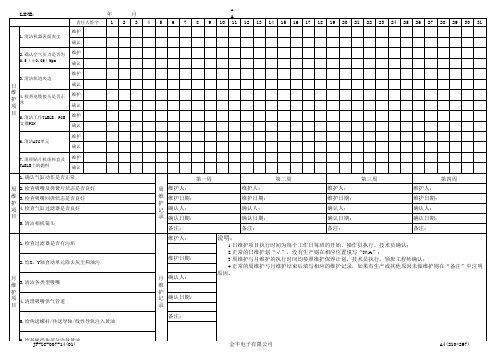
维护 确认
1.确认气缸动作是否正常
周 2.检查吸嘴及弹簧片状态是否良好 维 3.检查吸嘴回弹状态是否良好 护 项 4.检查气缸过滤器是否良好 目
5.清洁相机镜头
月 23
1.检查过滤器是否有污垢
2.给X、Y轴直动单元除去灰尘和油污
月 维 3.清洁各类型吸嘴
护
项 目
4.清理吸嘴供气管道
5.给传送螺杆/传送导轴/线性导轨注入黄油
Y 4 5 6 7 8 9 10 A11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
第一周
周 维护人: 维 维护日期: 护 记 确认人: 录 确认日期:
维护人:
第二周
维护日期:确认人:来自确认日期:维护人:
第三周
维护日期:
确认人:
备注:
6.给基板挡块部分涂抹黄油 JF-ZC-007-14(01)
金丰电子有限公司
A4(210*297)
6.给基板挡块部分涂抹黄油
JF-ZC-007-14(01)
金丰电子有限公司
A4(210*297)
确认日期:
第四周 维护人: 维护日期: 确认人: 确认日期:
备注: 维护人:
维护日期:
月 确认人: 维 护 记 确认日期: 录
备注:
备注:
备注:
说明:
1.日维护项目执行时间为每个工作日每班的开始,操作员执行,技术员确认; 2.正常的日维护划“√”,没有生产则在相应位置填写“N/A”; 3.周维护与月维护的执行时间均参照维护保养计划,技术员执行,领班工程师确认; 4.正常的周维护与月维护结束后填写相应的维护记录,如果有生产或其他原因未做维护则在“备注”中注明 原因。
SMT贴片文件检查表

日期:____年____月____日 产品型号: 项目 查核重点
修改码:O/NO
检查结果
临时是否按技术通知单执行 人员 是否按规定采取防静电措施 仪器设备点检是否正常 仪器设备接地是否良好 仪器 点检数据记录填写完整,真实有效 设备 是否进行了设备维护 仪器设备使用周期是否在有效期内 防静电手环线良好接地 现场温、湿度是否符合车间标准要求 环境 物料是否摆放有序 操作台上有无本批次无关的配件、工具 上线物料是否符合当前生产产品要求 上线物料的编码、站位、型号、上料方向是否经过 IPQC确认且有记录 物料 所用物料是否与BOM相符 确认 MSD器件是否在车间寿命内 是否按烘烤要求对MSD进行烘烤 飞达站的站位表上物料与机器上的实物是否符合 锡膏的有效期、保存期限是否在规定的范围内 锡膏 锡膏回温是否满足要求 管控 锡膏品牌是否满足要求 锡膏停留暴露时间是否超过30分钟 检查锡膏成型、无崩塌断裂、拉尖、覆盖锡膏90%以上 检查有无漏印、多印、连锡的现象 锡膏 是否定时进行了钢网的清洁 印刷 锡膏厚度是否符合标准 是否进行锡膏品质检查 不能漏料、移位不能超出标准、组件极性不能反、不 贴片 能少锡、连锡、不能错料、无短路现象 机贴 IC、排插、三极管等引脚移位不能超出焊盘的1/4 装工 CHIP料移位、平行方向及垂直方向不能超出焊盘的1/3 位 检查板面是否有异物残留、多件、少件、PCB无刮伤、 极性不能贴反 是否进行首件检查 首件 器件极性、规格是否符合BOM 检查 是否进行精密度测试 手贴器件位置、方向是否正确 手贴 手贴是否有作业指导书或样品指导员工操作 回流 是否进行炉温测试 焊接 炉温曲线设置是否满足锡膏厂提供的相关标准
是否进行AOI检查 AOI检 AOI软件器件覆盖是否全面 查 能否识别不良品 有无缺件、多件、错件、元件极性方向 有无元件破损、移位、侧位、立碑 FQC检 有无元件断脚、飞脚现象 查 PCB有无气泡、烫伤 元器件有无短路、虚焊、连锡 X-RAY 具有BGA物料的产品是否进行过X-RAY检测 检查 检测频次是否符合质量协议规定 烙铁温度是否点检 手工 焊接后是否进行表面清洁 焊接 焊接物料、位置、方向是否正确 是否存在漏焊虚焊现象 合格品与不合格品区分放置 其它 过程不良是否有记录 产品在转移过程中是否符合防静电要求 作业 作业指导书是否受控、有效 文件 ECN通知单是否受控、有效 填写说明:检查结果栏填写实际检查的情况,不符合项需有临时措施 不合格及需改善项目说明:
SMT巡检记录表 (1)

4、生产确认合格的PCB板需质量人员确认,经IPQC确认OK后才可过回流焊。
5、中途换料调机须经生产、IPQC先后顺序确认并做相应记录。
6、贴片后的PCB须经过目检(检查漏贴、错贴、移位等)OK后过回流焊。
7、过回流焊时板与板之间距离5cm以上。不允许堵板、叠板、卡板。
3、使用手摆的散件必须每一个元器件都要确认丝印是否相同,并做好标记。
4、AOI检测程序是否校正,维修后的PCB是否重新检测。
注:巡检合格项目打“√”,不合格项目打“×”,无此检验项目打“﹨”。
日期:年月日产品名称:审批:检验员:
状态
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、合格品与不合格品分开不可混放,不合格品放在不合格品区并有标识。
3、所有产品、物料状态要标识清楚、正确。
记录
1、锡膏管制记录是否符合要求并且正确登记使用时间。(原则为先进先出)
2、换料记录记录是否登记和经非本人签字确认。时间、站别、物料号登记是否正确
3、使用前需搅拌10分钟。机搅3分钟,手搅5分钟
(使用前搅拌时间不够,粘度不均,会使印锡效果差及回流焊后工艺不良)
4、印刷过锡膏的PCB未过回流焊前不得在产线停留超过60分钟。
5、不需用锡膏应收集好放回冰箱并做好相应记录,下次使用只能使用余下的有效期。
操作规则
1、PCB上料是否检查合格
2、检查印刷效果(不应有连锡、少锡、偏位等现象)
3、AOI工位是否如实记录测试、检查的不良品。要求检查一次做一次记录。
4、维修工位报表是否如实记录,要求检查一次做一次记录。
5、物料框上的标识是否与物料实际情况一样。
SMT设备点检保养记录表1
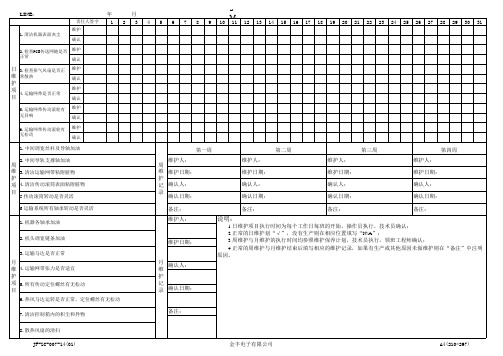
第一周
维护人: 周 维 维护日期: 护 记 确认人: 录
确认日期:
维护人:
第二周
维护日期:
确认人:
确认日期:
维护人:
第三周
维护日期:
确认人:
确认日期:
第四周 维护人: 维护日期: 确认人: 确认日期:
备注: 维护人:
维护日期:
月 确认人: 维 护 记 录 确认日期:
备注:
备注:
备注:
说明:
1.日维护项目执行时间为每个工作日每班的开始,操作员执行,技术员确认; 2.正常的日维护划“√”,没有生产则在相应位置填写“N/A”; 3.周维护与月维护的执行时间均参照维护保养计划,技术员执行,领班工程师确认; 4.正常的周维护与月维护结束后填写相应的维护记录,如果有生产或其他原因未做维护则在“备注”中注明 原因。
5.传动滚筒转动是否灵活
6.运输系统所有轴承转动是否灵活
月 23
1.机器各轴承加油
2.机头调宽链条加油
3.运输马达是否正常
月 维 4.运输网带张力是否适宜 护 项 5.所有传动定位螺丝有无松动 目
6.热风马达运转是否正常,定位螺丝有无松动
7.清洁控制箱内的积尘和异物
S 4 5 6 7 8 9 10 M11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
备注:
8.散热风扇的清扫
JF-ZC-007-14(01)
金丰电子有限公司
A4(210*297)
LINE:
1.清
确认
2.检查PCB传送网链是否 维护
正常
确认
日 3.检查排气风扇是否正 维护
SMT, 温湿度点检 Sheet(1)

每日温度测定值Graph
1 25 26 27 28 29 30 31
溫 度 ℃
G R A P H
28
23 15 18
测定值 AM 测定值 PM 75 G R A P H
湿 度 %
55
30
白班点检者 晚班点检者
备注: 1.每日点检时间 09:00 21:00,白班用蓝色笔点检、晚班用黑色笔点检 2.当车间温度超过标准范围时,通过调试车间空调温度的高低达到合格的标准 3.当车间湿度超过标准上限时,通过空调进行除湿 4.当车间湿度超过标准下限时,对地板常规拖地进行加湿 5.温湿度记录表由生产领班检查,QE工程师审查
2013年(
测定场所 测定日期 2次 / 天
2 3 4 5 6 7 8 9 10
)月温.湿度管理Check Sheet
温度计 Model Digital PK-01
11 12 13 14 15 16
表单编号:CSW-3-EN检查人 审查人
管理标准 温度: 18-28℃, 湿度: 30-75%
17 18 19 20 21 22 23 24
F010 FUJI NXT贴片机月保养记录表

①②③④⑤⑥⑦保养结果
1X 轴丝杠
○○○●○○○2X 轴LM 导轨
●○○○○○○3Y 轴LM 导轨●○○○○○○4XS 丝杠○○○●○○○5XSLM 导轨●○○○○○○6Z 轴滚珠丝杠○○○●○○○7Z轴LM导轨
●○○○○○○8Q 、R 轴齿轮○○○○●○○9PESTON ○●○○○○○10PIN
○○○○○○●11丝杠●○○○○○○12LM 轨道
●○○○○○○13气缸○○○○○○●14LM 导轨●○○○○○○15坦克练电缆○○○○○●○16嘴槽
嘴槽活动部分
○
○
○
●
○
○
○
①:②:③:④:NS7用于高速运转中可动部位⑤:GREASE
贴片头齿轮用油
⑥:G501坦克练专用油⑦: 制表人: 保养人:
审核:批准:
机器型号: 机器编号 : 线别: 作业日期:◆本表由技术人员保养确认填写,完成记“√”,否则记“×”。
◆若有异常则记“▲”,并在备注栏内注明异常现象并通知相关人员处理。
◆保养日期按照《设备保养计划表》进行。
◆每月底由技术人员将此表送交领班工程师并由工程程师复核后,交由工程文员存档备查。
BIRAL T&D 喷雾式油剂,用于防锈或比较低速的运转、低负载的可动部位的润滑。
AFC 用于各齿轮上
MDV235-2B 密封圈专用油
X 、Y 、XS 机
械手
贴装头
搬运轨道
废料带切刀说明:
备注:润滑油种类:EPONEXNO.2 出光公司生产的锂基润滑油,用于中低速运转中可动部位的润滑。
FUJI NXT贴片机月点检保养记录表
●:加油 ○禁止加油
月保养加油内容
润滑油的种类。
SMT贴片检验记录表
表单编号:
炉前
班别: A班 B班
15:30 PM 3:30 AM
16:30 PM 4:30 AM
炉后
线别:
17:30 PM 5:30 AM
18:30 PM 6:30 AM
版别:A
维修品
生产日期: 年
19:30 PM 7:30 AM
20:30 PM 8:30 AM
月日 总计
S/N Top-3 Defects/前三项不良 1 2 3
不良PCB数量/检验PCB数量
不良率(%)/PPMΒιβλιοθήκη 线长确认工程师确认
QC确认
总元件数:
9:30 AM 21:30 PM
10:30 AM 22:30 PM
11:30 AM 23:30 PM
SMT贴片检验记录表
面 别:
12:30 PM 00:30 AM
BOT
13:30 PM 01:30 AM
TOP
14:30 PM 2:30 AM
惠州市XXX电子有限公司
机型名称:
Item
Description
与样品板核对者签名
1 错件 2 极性/反向 3 锡珠 4 少件 5 少锡 6 冷焊 7 连锡(桥接) 8 立碑 9 侧立 10 多件 11 多锡 12 翘脚(IC类元件) 13 元件破损 14 假焊 15 偏移 16 翻贴(反白) 17 其它(脏污、划伤等) 不良元件个数
检验员:
RootCacse/根本原因分析 审核:
ActionTaken/改善措施
责任人
时间
备注
核准:
SMT检查表

问题号提问证据2.3是否通知了影响质量的人员有关不符合质量要求对客户造成的影响的后果?3.1组织是否为所有负责过程操作的人员准备了文件化的作业指导书?3.2这些指导书是否在工作现场易于得到?3.3这些指导书是否来源于质量计划、控制计划和产品实现过程?4.1无论何时作了设定,是否都进行了作业设定验证?4.2作业设定人员是否易于得到作业指导书?4.3适用时,供应商是否使用统计方法进行作业设定验证?5.1组织是否标识关键设备,为机器/设备的维护提供适当的资源,并建立有效的、有计划的全面预防性维护体系?预防性维护体系至少是否包括:4. 作业设定的验证3. 作业指导书5. 预防和预测性维护2. 培训2.1从事特殊工作的人员是否在教育、培训、技能和/或经验等方面具备相应的资格证明?2.2组织是否对对影响质量的新的或变更岗位的人员提供岗位培训,包括合同工或代理人员?SMT检查表1.文件要求书否编制了控制计划/流程图/特殊特性表(关键参数)/PFMEMA/PCBAL零件履历表1.11.2检验指导书是否得到被充分的定义,是否有定期确认其有效性、适用性。
- 计划性维护活动- 设备、工装和量具的包装和防护- 关键生产设备备件的可得性;- 文件化、评估和改进维护的目标5.3组织是否采用预测性维护方法以持续地提高其预防性系统?6.1组织是否提供资源以进行工装和量具设计、制造和验证活动?组织是否建立和实施工装管理的体系,包括:- 维护及修理设施与人员- 贮存与修复- 工装设定- 易损工具的更换计划- 工具设计的修改文件,包括工程等级变更- 工具的修改及相应的文件更改- 用以确定工装状态的标识?6.3如果这些工作中任何一项被外委,组织是否具有对工装管理活动实施跟踪的体系?8.3在有可追溯性要求时,组织是否控制和记录产品的独特标识。
9.1组织是否妥善保管在组织控制下或组织使用的顾客财产?8. 标识和可追溯性8.1组织是否在产品实现的全过程使用适当的方法标识产品?9. 顾客财产9.2组织是否对供其使用或组成产品的顾客财产,进行标识、验证、保护和防护?8.2组织是否就监控和测量要求,标识产品的状态?7. 生产计划7.1组织是否以满足客户要求为目的组织生产?6. 工装管理6.25.211.2过期产品是否用与不合格产品相似的方法加以控制?12.1组织是否确定所需采用的监控和测量,以及所需的监控和测量仪器,以提供产品对规定要求的符合性证据?为了保证有效的结果,测量仪器是否:a) 对照能溯源到国际或国家基准的测量标准,定期或在使用前进行校准和验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
周间 点检 每周 五
每 白周 班一 次 ( ) ( )
月间 点检 每月 月末
月 白别 班 1 回
4
5
6
7
8
内 容 设备外部是否有危险物质? 设备内部及 HEAD Feeder上是否有异物? AIR 压力是否是0.6MPa± 0.2(用数值标识) Feeder安装及锁定装置是否确认? NOZZEL表面及内部是否有异物? 点检者确认签字 工程师确认签字 设备外部是否有危险物质? 设备内部及 HEAD Feeder上是否有异物? AIR 压力是否是0.6MPa± 0.2(用数值标识) Feeder安装及锁定装置是否确认? NOZZEL表面及内部是否有异物? 点检者确认签字 工程师确认签字 Camera 及 Lens是否洁净? 部品别是否使用适度的TYPE NOZZEL? NOZZEL表面及内部是否有异物? 是否发生NOZZEL TENSION 低下及变色? 设备漏电电压,AC5V以下 NOZZEL磨损是否有?(与正常品比较时) 工程师点检确认 X. Y Motor 及 Belt是否有异常? Feeder的Return部驱动状态是否良好?(用良,否来标识) 是否发生RELL TAPE GUIDE 翘起现象?(FEEDER) PICK UP POSITION是否正确? HEAD别是否同时PICK UP? 各活动部件是否有加润滑油 工程师点检确认
camera及lens是否 洁净
X.Y MOTOR及belt是 否有异常
PICK UP POSITION是 否正常
FEEDER的return驱 动部是否良好
区分 日 别 Check 8:00 事 项
1 2 3 5 6
1 2 日 3 别 Check 20:00 5 事 6 项 1 2 3 4 5 6 1
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
措施内容
※
点检中发现异常时立即报告给管理者
LVV-SOP-SMT-002-R01 A0
作 成
检 讨
承
认
年 (
部 门
)月 贴 片 机 点 检 表
点 检 者 例
决
裁
SMT YANAHA
设备内部及HEAD Feeder
LINE名 管理编号
设 备 名
√正常
×故障
△改善措施
∕未使用
设备外部是否有物 品
AIR压力是否在 0.5MPa±0.1
Feedre安装及锁定 装置是否确认
NOZZEL表面及内 部是否有异物