集装箱检查记录表
货柜装箱检验单装封检查记录

检验项目
结果
YES
NO
A:集装箱号
B:封条号
C:货柜车车号
装运区是否整洁干净
验货报告
检查前板、左侧、右侧、底版、顶板、箱顶、内/外门、底架外 部/下方是否有隐蔽空间
A:检查有无新刷油漆、焦木或填充的味道
B:检查有无新刷油漆的痕迹、焊接烙印或都有箱板质地差异
结构:检查前后角有无裂缝
A:检查箱板是否有打孔、切割、磨损或开裂,是否丢失、松脱 零件或固件 B:进行内部漏光检查:检查有无应门封缺损、孔洞焊接破、损地 板损坏和分离、紧固件松脱/丢失造成的光线渗透 C:在门的末端检查锁条,包括托架、倒杆以及凸轮、查看有无影 响箱门操作或关牢的缺损,如:折曲、弯曲凹曲等
日期:
货柜拍照、 货柜装1/3拍照、 货柜装2/3拍照、
E:在下层结构检查底板、箱板或板条是否破损、开裂或断开
装货检查:
A:装货品名、数量是否与装箱一致
B:外箱包装及标贴是否完好
装箱人员核查装货数量是否与装柜单一致
产品重量核查:平一箱产品核算其总重量是否与报关一致
产品数量与质量
货柜和封条检查记录表(精品)

合格 不合格 合格 不合格 合格 不合格 合格 不合格
货柜底外面\外底架 货柜尺寸 虫害、外来物种检查
无破损,无异物,底部结构牢固
内侧长,宽,高 1、货柜内外无污垢、害虫、虫卵等; 2、无外来入侵物种(蛋,巢,带泥种子等)
合格 不合格 合格 不合格 合格 不合格
是
否(须用清水清洗干净并干燥后,方可使用)
具体检查项目
检查部位
检查要点
检查结果
检查人签名 ,凹凸面
合格 不合格
货柜左侧面
内外无破损,无锈,无异物,凹凸面
合格 不合格
货柜右侧面 货柜顶的内外面 货柜门的内外面 货柜内底面
内外无破损,无锈,无异物,凹凸面
顶外挂钩处牢固,内外无破损,无锈,无异物,凹凸面, 无孔洞或泄漏 车门可关严,密封处防水,内外无破损,无锈,无异物, 挂锁处牢固,结实
铅封收领人 签字
审核人签名
封条检查
观察封条的装置,确认封条号码,拖拉封条,确认良好无 脱落,用力拧封条上下部分,确认良好不分离,无螺旋
合格 不合格
领用时间
货柜装货和铅封贴照片处 (可附后面)
XXX有限公司
货柜和封条检查记录表
承运公司
车牌号
装柜日期/时间
年月日时分
司机姓名
集装箱号码
封条号码
货柜规格检查: 20尺普柜约6.1(长)*2.44(宽)*2.6(高)米 40尺普柜约12.2(长)*2.44(宽)*2.6(高)米 40尺高柜约12.2(长)2.44(宽)2.9(高)米
货柜内外清洁度:货柜内外是否整洁、干净无脏污等
集装箱发货检查记录模板
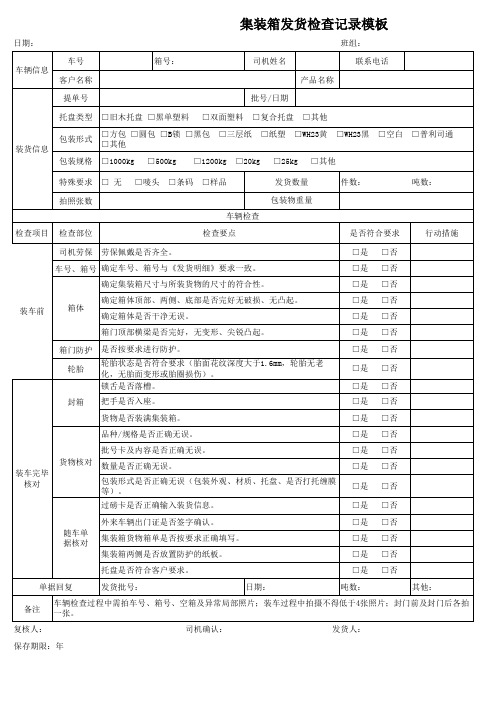
特殊要求 □ 无 □唛头 □条码 □样品
发货数量
件数:
吨数:
拍照张数 检查项目 检查部位
包装物重量 车辆检查 检查要点
是否符合要求
行动措施
司机劳保 劳保佩戴是否齐全。
□是 □否
车号、箱号 确定车号、箱号与《发货明细》要求一致。
□是 □否
确定集装箱尺寸与所装货物的尺寸的符合性。
□是 □否
装车前
箱体
确定箱体顶部、两侧、底部是否完好无破损、无凸起。 确定箱体是否干净无误。
□是 □是 □是
□否 □否 □单据回复
发货批号:
日期:
吨数:
其他:
备注
车辆检查过程中需拍车号、箱号、空箱及异常局部照片;装车过程中拍摄不得低于4张照片;封门前及封门后各拍 一张。
复核人:
司机确认:
发货人:
保存期限:年
集装箱发货检查记录模板
日期:
车号 车辆信息
客户名称
箱号:
司机姓名
班组: 联系电话
产品名称
提单号
批号/日期
托盘类型 □旧木托盘 □黑单塑料 □双面塑料 □复合托盘 □其他
装货信息
包装形式
□方包 □圆包 □B锁 □黑包 □其他
□三层纸
□纸塑
□WH23黄
□WH23黑
□空白
□普利司通
包装规格 □1000kg □500kg □1200kg □20kg □25kg □其他
□是 □否
装车完毕 核对
批号卡及内容是否正确无误。 货物核对 数量是否正确无误。
包装形式是否正确无误(包装外观、材质、托盘、是否打托缠膜 等)。
过磅卡是否正确输入装货信息。
□是 □否 □是 □否 □是 □否 □是 □否
集装箱对查表

集装箱对查表检查人:日期:年月日集装箱号码:承运人:封印:购货商/客户:集装箱状况新[ ] 好[ ] 一般[ ] 差[ ]新:此集装箱未被使用过或几乎未被使用过,里外都没有受到损害。
好:没有锈迹和破洞的迹象,或许有些微小的凹凸。
一般:有一些锈迹,还有一些或大或小的凹凸,但没有破洞。
差:普遍的锈迹,存在严重的大块的凹凸。
门有可能位移不能够完全被合拢,有破洞和修补过的迹象。
这样类型的集装箱,严禁被使用。
前端1、墙端是否已锈,有凹陷现象的,有劣质修补过的痕迹。
是[ ] 不是[ ]2、柱位是否被挤压的有些变形,有锈或有损坏,明显有焊接的迹象。
是[ ] 不是[ ]3、前门梁(顶部与底部)是否有锈并有所损坏,明显的焊接迹象。
是[ ] 不是[ ]4、前端是否有破洞。
是[ ] 不是[ ]左右两端1、是否有焊接或铆钉修补迹象,但做的不是很彻底,修补地方没有漆过。
是[ ] 不是[ ]2、是否上下交接处有挤压和损坏,有劣质修补痕迹。
是[ ] 不是[ ]3、是否左右两端都有破洞。
是[ ] 不是[ ]顶部1、是否横梁边有损坏。
是[ ] 不是[ ]2、是否前后两头有损坏,有修补迹象,但修补效果不彻底。
是[ ] 不是[ ]3、是否顶部是个明显的假的顶,置于角落层上。
是[ ] 不是[ ]4、是否有凹陷及其他的损坏,有明显的劣质修补痕迹。
是[ ] 不是[ ]5、是否在顶部上有破洞。
是[ ] 不是[ ]后端1、是否后端有凹陷、划过或是损坏的,劣质修补明显的。
是[ ] 不是[ ]2、是否左右门框有凹陷和损坏,劣质修补明显的。
是[ ] 不是[ ]3、是否门框和门铰接处以及铰接栓有凹陷或损坏。
是[ ] 不是[ ]4、是否门有损坏或不能够彻底合拢。
是[ ] 不是[ ]5、是否垂直方向的锁门槽有凹陷或损坏。
是[ ] 不是[ ]6、是否门柄和固定器有凹陷,损坏或是丢失。
是[ ] 不是[ ]7、是否门凸锁固定器有凹陷,损坏或是丢失。
是[ ] 不是[ ]8、是否底部的门垫圈丢失或已被替代。
集装箱17点检查表
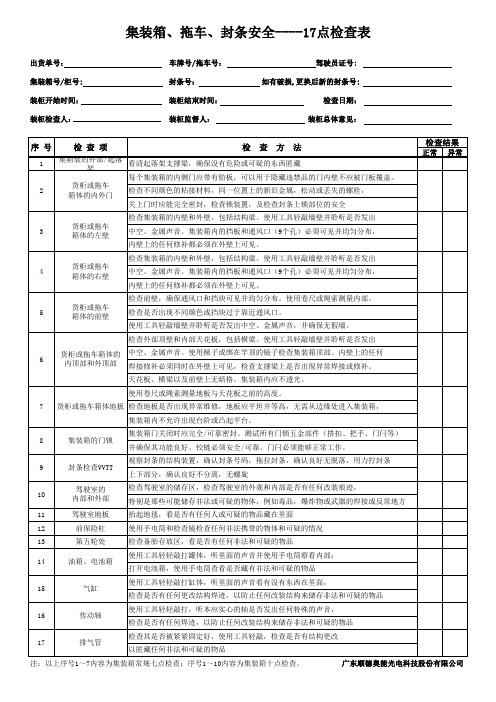
每个集装箱的内侧门应带有肋板,可以用于隐藏违禁品的门内壁不应被门板覆盖。
2
货柜或拖车 箱体的内外门
检查不同颜色的粘接材料,同一位置上的新旧金属,松动或丢失的螺栓,
关上门时应能完全密封,检查锁装置,及检查封条上锁部位的安全
检查结果 正常 异常
检查集装箱的内壁和外壁,包括结构梁。使用工具轻敲墙壁并聆听是否发出
并确保其功能良好。铰链必须安全/可靠。门闩必须能够正常工作。
观察封条的结构装置,确认封条号码,拖拉封条,确认良好无脱落,用力拧封条
9
封条检查VVTT
上下部分,确认良好不分离,无螺旋
10
驾驶室的 内部和外部
检查驾驶室的储存区,检查驾驶室的外观和内部是否有任何改装痕迹, 特别是那些可能储存非法或可疑的物体,例如毒品,爆炸物或武器的焊接或反常地方
检查前壁,确保通风口和挡块可见并均匀分布。使用卷尺或绳索测量内部。
5
货柜或拖车 箱体的前壁
检查是否出现不同颜色或挡块过于靠近通风口。
使用工具轻敲墙壁并聆听是否发出中空、金属声音,并确保无假墙。
检查外部顶壁和内部天花板,包括横梁。使用工具轻敲墙壁并聆听是否发出
6
货柜或拖车箱体的 中空、金属声音。使用梯子或绑在竿顶的镜子检查集装箱顶部。内壁上的任何 内顶部和外顶部 焊接修补必须同时在外壁上可见,检查支撑梁上是否出现异常焊接或修补。
11
驾驶室地板 抬起地毯,看是否有任何人或可疑的物品藏在里面
12
前保险杠
使用手电筒和检查镜检查任何非法携处
检查备胎存放区,看是否有任何非法和可疑的物品
使用工具轻轻敲打罐体,听里面的声音并使用手电筒察看内部;
14
油箱、电池箱
打开电池箱,使用手电筒查看是否藏有非法和可疑的物品
集装箱货柜检查表

是
否
3、前壁板-弯曲或损坏.焊接烙印说明被改装过的.
是
否
4、前端部分有洞.
是
否
1、损坏或缺少排气孔
是
否
2、焊接或铆接错误,修补后遗漏上漆
是
否
左右侧 3、上下的角位的框梁撞坏或损坏
是
否
4、左右侧的桁材有凹痕或损坏,有明显的修补不良 痕迹.
是
否
5、左右侧有洞
是
否
1、桁材损坏.
是
否
2、前后方顶梁破损.有明显的不正常修补
好:没有生锈和孔,仅有一些小问题
一般:货柜中有一些生锈和或大或小的破损,但货柜没有孔
差:货柜中有过多的生锈,出现较为严重的破损,货柜门不对称,关不好,有明显的孔,修补不 良,则该货柜不能使用
1、端壁- 凹痕, 裂开,被破坏,有明显的修补不良 痕迹.
是
否
2、角柱-撞坏,凹痕,损坏.焊接烙印说明被改装过 前端部分 的.
是
否
箱顶 3、箱顶高于角板,表明是一个伪造的箱顶
是
否
4、凹痕或其它的损坏,有明显的修补不良痕迹
是
否
5、顶部有洞
是
否
1、后部桁材有凹痕,损坏,有明显的修补不良痕迹.
是
否
2、左右箱门框架有凹痕,损坏,有明显的修补不良 痕迹.
是
否
3、框架和箱门之间的铰链连接弯曲变形,或者损坏
是
否
后部
4、箱门损坏或不对称.不能正常关闭 5、垂直的锁杆轴弯曲变形,或者损坏
集装箱/货柜检查记录表
检查人
检查日期
客户
车牌
货柜号
承运人
停放处
备注: 根据检查的实际情况回答下列问题,如果货柜隐藏有其它非授权放置的物品,违禁品,或 者货柜不牢固,则该货柜是不能接受的,并且要通知相关的运输公司.
集箱检查记录

试验系统是否可靠
压力表是否在有效期
确认工作压力/试验压力
试验步骤:
1、充水前应将集箱内部清洗干净,充水时应排尽内部空气。
2、缓慢升压至一定的压力时停止升压,检查个密封,确认没有泄漏后继续升压。
3、当升至工作压力时,暂停升压,进行检查,确认无渗漏和异常现象,及升压到试验压力。
4、在试验压力下保持5分钟,缓慢泄压到工作压力再仔细检查,检查期间压力不应有变化。
7
集箱直线度
L>20m
L≤20m
20mm
1mm/m
8
焊接管孔的尺寸
机械加工开孔
热切割开孔
GB/T1804 C级
±1mm
9
手孔和手孔盖密封面粗糙度,刻痕要求
Ra12.5
允许有轻微环向刻痕,不得有径向刻痕。
10
管接头的纵向倾斜度和横向倾斜度
≤1.5
11
管接头的端面倾斜度
≤1
12
成排管接头中相邻管两接头管端节距偏差
集箱检查记录
序号
检查项目
技术要求
检查结果
1
材料标识、标记
材料标识清晰、正确
2
集箱筒节最短长度
≥500mm
3
集箱总长度(包括端盖)
≤±8mm
4
集箱上拼接环缝总数
(集箱长度L)
L≤5m
5m≤L<10m
L≥10m
1
2
3
5
集箱上管接头高度
≥50mm
6
管接头的焊接管孔位置
符合JB/T1610-1993 3.4要求
油漆、包装
符合标准JB/T1615-1991及工艺要求
备
注
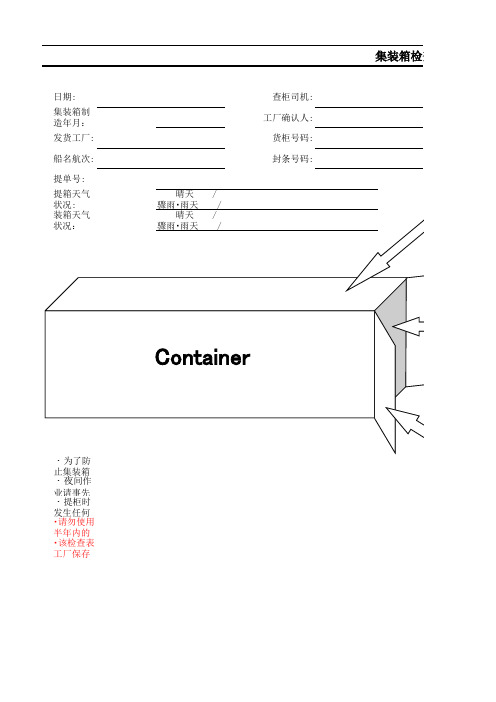
集装箱检查记录表
备注
结果 (有 / 否) 有/否 有/否 有/否
备注
日期: 集装箱制 造年月: 发货工厂:
船名航次:
提单号: 提箱天气 状况: 装箱天气 状况:
晴天 / 骤雨・雨天 / 晴天 / 骤雨・雨天 /
查柜司机: 工厂确认人:
货柜号码: 封条号码:
集装箱检查表
Container
・为了防 止集装箱 ・夜间作 业请事先 ・提柜时 发生任何 ・请勿使用 半年内的 ・该检查表 工厂保存
集装箱检查表
货柜外部 有否可疑 裂缝 有否破损, 洞 有否其他 物件
货柜内部 有否可疑 裂缝 有否地面 不平 有否破损, 洞 有否油渍
有否水渍
有否污垢
有否异味 有否其他 物件
柜门 有否破坏, 不正常门 有否封条 设备 有否门框 不平
结果 (有 / 否) 有/否 有/否 有/否
ቤተ መጻሕፍቲ ባይዱ
备注
结果 (有 / 否) 有/否 有/否 有/否 有/否 有/否 有/否 有/否 有/否
集装箱检查记录表

货柜进厂时间
货柜离厂时间
当班保写货柜进厂时间及车牌号,并将此表格交与货柜检查人。 2、货柜检查人收到此表单后于装柜前完成所有的检查,并将检查结果填写到对应栏内,与装完柜后光保安处。 3、货柜出厂时当值保安收到此检查表应填写货柜出厂时间,并核对货柜号后签名留存。
货 柜 检 查 记 录
顶部的外形不能有靠内或者靠外,确保是一致的。 顶部面 (顶板) 查看角上挡块的顶部距离。正常情况下顶部就稍微低一点或和角部档块的顶部平。 确定排气孔可见,没有被异物堵住 查看内外顶部内外侧异常修复。 底板通常与前门框架齐,平不能有不同的高度。 货柜内底面(底 检查异常修复情况。 板) 测量底部到顶部的高度,40尺柜和20尺柜的高度应是2.38M 确保门的锁闭性能或靠,安全。 检查门的底部,密封条是否包裹整个门边缘 柜门内外、铰链 检查铰链是否焊接在门和内框上 检查衬垫是否包裹整个门边 进厂装柜前,检查柜子的底盘和外观 外部/起落架 检查底盘要用一面镜子以确保所有的支架横梁式可见的,且没有其它外部的东西固定在 起落架上 在箱子的内部查看外部可见的修复
货柜检查记录表
货运公司 车辆信息 车辆类型 封条信息 货物信息 装柜人员名单
检查部位 检查要点
出柜日期 司机姓名 货柜编号 货柜检查人 联系电话
车牌号码
□吨车(走散货)□集装箱(走货柜) 封条上锁人 总箱数
封条号码 客户
检查结果
确定内部各角挡块可见且无误,前臂是由折皱材料构成 前壁 确定排气孔可见,没有被异物堵住 (前板/柜头) 用工具敲打,确认有无空的回声 检查侧壁有无新刷油漆或修复情形。 左侧面 (左板) 用工具敲打,确认有无空的回声 查看结构梁是否有异常的修补 检查侧壁有无新刷油漆或修复情形。 右侧面 (右板) 查看结构梁是否有异常的修补 用工具敲打柜壁应是空洞声
货柜安全检查及每日走货跟踪记录表
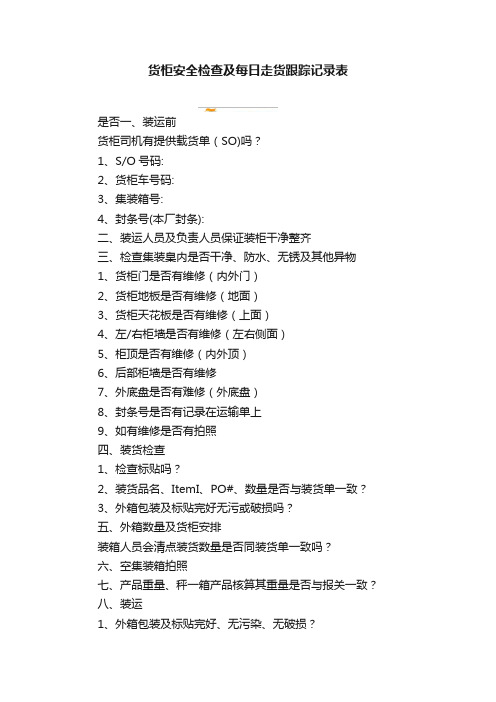
货柜安全检查及每日走货跟踪记录表是否一、装运前货柜司机有提供载货单(SO)吗?1、S/O号码:2、货柜车号码:3、集装箱号:4、封条号(本厂封条):二、装运人员及负责人员保证装柜干净整齐三、检查集装臬内是否干净、防水、无锈及其他异物1、货柜门是否有维修(内外门)2、货柜地板是否有维修(地面)3、货柜天花板是否有维修(上面)4、左/右柜墙是否有维修(左右侧面)5、柜顶是否有维修(内外顶)6、后部柜墙是否有维修7、外底盘是否有难修(外底盘)8、封条号是否有记录在运输单上9、如有维修是否有拍照四、装货检查1、检查标贴吗?2、装货品名、ItemI、PO#、数量是否与装货单一致?3、外箱包装及标贴完好无污或破损吗?五、外箱数量及货柜安排装箱人员会清点装货数量是否同装货单一致吗?六、空集装箱拍照七、产品重量、秤一箱产品核算其重量是否与报关一致?八、装运1、外箱包装及标贴完好、无污染、无破损?2、产品的品质及数量与装般单一致吗?3、拍照1)、货柜装1/3后拍照2)、货柜装2/3后拍照九、装运后1、所有货货物及箱数符合装运单注明的吗?2、拍照1)、货柜车门全部拍照2)、后再一半门拍照3)、本厂封条特写拍照4)、船公司及仓库确认装货数量并确认签字后再出货?十、装柜后跟踪起运时间货柜状况封条状况封条号码是否正确调查人调查时间运输状况调查地点封条号码是否正确调查人到达时间运输状况到达地点封条号码是否正确调查人A路線:B路線:货柜安全检查及每日走货跟踪记录日期:检查结果到厂时间:司机姓名:身份证号码:离厂时间:检查项目未核查公司雁田海关皇岗香港公司雁田海关蛇口运输商:客戶名称:运抵地点:路线:起运中途运输到达。
集装箱检查表

备注
货柜内部
有否可疑裂缝 有否地面不平 有否破损,洞 有否油渍 有否水渍 有否污垢 有否异味 有否其他物件
结果 (有 / 否) 有 有 有 有 有 有 有 有 / / / / / / / / 否 否 否 否 否 否 否 否
备注
货柜内部
有否可疑裂缝 有否地面不平 有否破损,洞 有否油渍 有否水渍 有否污垢 有否异味 有否其他物件
集装箱检查表
集装箱检查表
日期: 货柜号码:
工厂确认人: 封条号码:
日期: 货柜号码:
工厂确认人: 封条号码:
货柜外部
有否可疑裂缝 有否破损,洞 有否其他物件
结果 (有 / 否) 有 有 有 / / / 否 否 否
备注
货柜外部
有否可疑裂缝 有否破损,洞 有否其他物件
结果 (有 / 否) 有 有 / / / 否 否 否
结果 (有 / 否) 有 有 有 有 有 有 有 有 / / / / / / / / 否 否 否 否 否 否 否 否
备注
柜门
有否破坏,不正常门锁 有否封条设备 有否门框不平
结果 (有 / 否) 有 有 有 / / / 否 否 否
备注
柜门
有否破坏,不正常门锁 有否封条设备 有否门框不平
结果 (有 / 否) 有 有 有 / / / 否 否 否
备注
集装箱安全检查记录(2016年3月4号修订版本以此为准)

备注:1.请检查人员就检查结果在“正常"栏目或“异常"栏目内对应打“√"或“×"; 2.有异常时须有改善后的关闭记录。
责任会签栏(集装箱安全检查记录至少保存建档6个月以备查)
船务:
运输司机:
集装箱七点安全检查表(1)
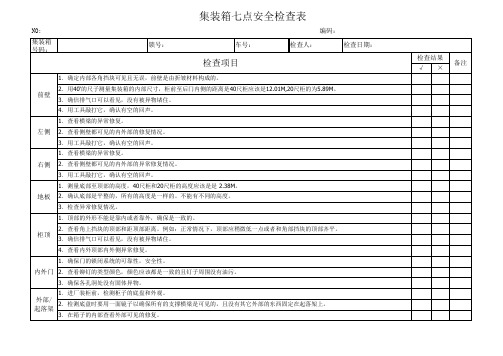
前壁
左侧
右侧
地板
柜顶
内外门 2.查看铆钉的类型颜色,颜色应该都是一致的且钉子周围没有油污。
3.确保各孔洞处没有固体异物。 1.进厂装柜前,检测柜子的底盘和外观。
的东西固定在起落架上。 起落架
3.在箱子的内部查看外部可见的修复。
集装箱七点安全检查表
NO: 集装箱号码: 锁号: 车号: 检查人: 编码: 检查日期: 检查结果 √ × 备注
检查项目
1.确定内部各角挡块可见且无误,前壁是由折皱材料构成的。 2.用40‘的尺子测量集装箱的内部尺寸,柜前至后门内侧的距离是40尺柜应该是12.01M,20尺柜的为5.89M。 3.确信排气口可以看见,没有被异物堵住。 4.用工具敲打它,确认有空的回声。 1.查看横梁的异常修复。 2.查看侧壁都可见的内外部的修复情况。 3.用工具敲打它,确认有空的回声。 1.查看横梁的异常修复。 2.查看侧壁都可见的内外部的异常修复情况。 3.用工具敲打它,确认有空的回声。 1.测量底部至顶部的高度,40尺柜和20尺柜的高度应该是是 2.38M。 2.确认底部是平整的,所有的高度是一样的。不能有不同的高度。 3.检查异常修复情况。 1.顶部的外形不能是靠内或者靠外,确保是一致的。 2.查看角上挡块的顶部和距顶部距离。例如:正常情况下,顶部应稍微低一点或者和角部挡块的顶部齐平。 3.确信排气口可以看见,没有被异物堵住。 4.查看内外顶部内外侧异常修复。 1.确保门的锁闭系统的可靠性,安全性。
集装箱检查记录表
前柜壁
左侧
右侧地板天花板柜门内外柜体外部 及底部
检查内容 确认内侧档块是否无误且前壁由皱折材料构成 量测柜子内侧尺寸 自柜前壁至后门内侧 40尺柜为39'5" 或 12.02米 量测柜子内侧尺寸 自柜前壁至后门内侧 20尺柜为 19.4"或 5.89 米 确认排气孔是否都可见没被异物赌塞或不存在 用工具敲打前柜壁 应是空洞声 查看结构梁有无不寻常的修补 查看内外壁是否有可见的修补 用工具敲打柜壁 应是空洞声 查看结构梁是否有不寻常的修补 查看内外壁是否有可见的修补 用工具敲打柜壁 应是空洞声 测量自地板至天花板的高度 40尺及 20 尺皆为7'10" 或 2.38 米 确认地板是否平整无高低不平的现象 查看地板有无不寻常的现象 查看角落方块的顶端至屋顶顶端的距离 通常屋顶顶端略低于或与角落方块平高 确认排气孔是否都可见没被异物赌塞或不存在 查看天花板 / 屋顶内外是否有可见的修补 用工具敲打天花板 / 屋顶 应是空洞声 确认柜门是否有牢固可靠的门锁机构 查看门锁机构铆钉的式样及颜色是否与其它铆钉一样式样与颜色 铆钉周围不得有有色的填充物 确认在挂锁机构上通常洞的地方是否是无洞实体的板子 用镜子或目视集装箱底部所有支撑梁完整 无其他外物装订其间 查看能从内部观察到的外部维修 用工具敲打柜体外部及底部 应是空洞声
集装箱号 车牌号 全格 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ 异常 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ 异常内容描述 备注
检查人
运输工具、集装箱检查表(补填)
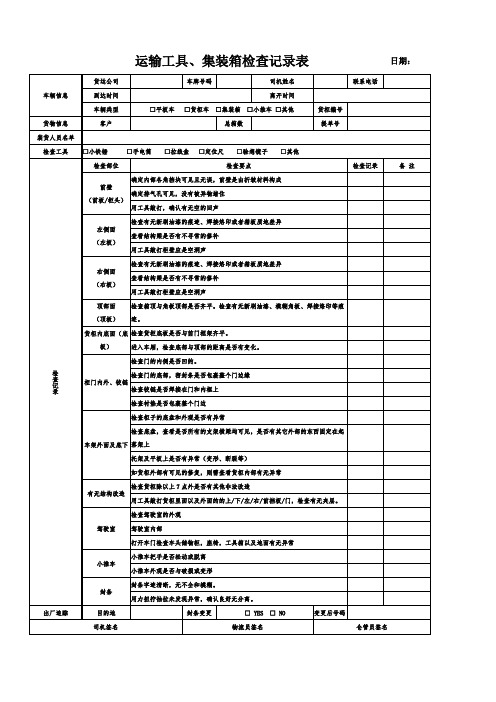
货柜内底面(底板)
检查货柜底板是否与前门框架齐平。
进入车厢,检查底部与顶部的距离是否有变化。
柜门内外、铰链
检查门的内侧是否凹的。
检查门的底部,密封条是否包裹整个门边缘
检查铰链是否焊接在门和内框上
检查衬垫是否包裹整个门边
车架外面及底下
检查柜子的底盘和外观是否有异常
检查底盘,查看是否所有的支架横梁均可见,是否有其它外部的东西固定在起落架上
托架及平板上是否有异常(变形、断裂等)
如货柜外部有可见的修复,则需查看货柜内部有无异常
有无结构改造
检查货柜除以上7点外是否有其他非法改造
用工具敲打货柜里面以及外面的的上/下/左/右/前挡板/门,检查有无夹层。
确定排气孔可见,没有被异物堵住
用工具敲打,确认有无空的回声
左侧面
(左板)
检查有无新刷油漆的痕迹、焊接烙印或者箱板质地差异
查看结构梁是否有不寻常的修补
用工具敲打柜壁应是空洞声
右侧面
(右板)
检查有无新刷油漆的痕迹、焊接烙印或者箱板质地差异
查看结构梁是否有不寻常的修补
用工具敲打柜壁应是空洞声
顶部面
(顶板)
运输工具、集装箱检查记录表日期:
车辆信息
货运ห้องสมุดไป่ตู้司
车牌号码
司机姓名
联系电话
到达时间
离开时间
车辆类型
□平板车□货柜车□集装箱□小推车□其他
货柜编号
货物信息
客户
总箱数
提单号
装货人员名单
检查工具
□小铁锤□手电筒□拉线盒□定位尺□验想镜子□其他
集装箱检查记录表
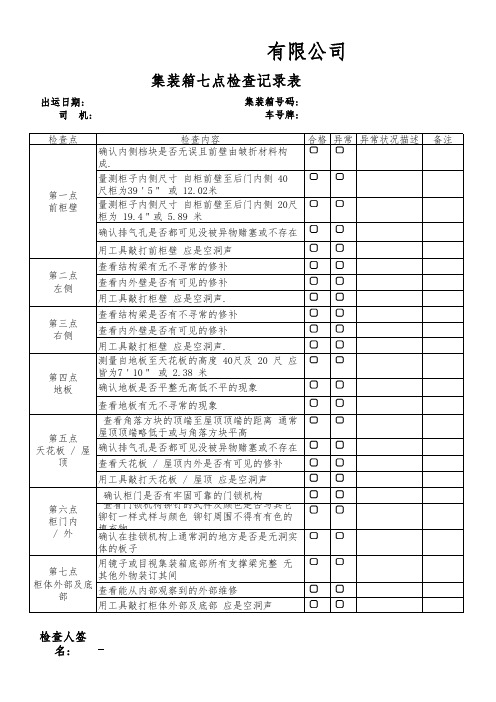
用镜子或目视集装箱底部所有支撑梁完整 无
第七点 其他外物装订其间
柜体外部及底 部
查看能从内部观察到的外部维修
用工具敲打柜体外部及底部 应是空洞声
备注
检查人签 名:有限公司出运日期: 司机:集装箱七点检查记录表
集装箱号码: 车号牌:
检查点
第一点 前柜壁
检查内容 确认内侧档块是否无误且前壁由皱折材料构 成.
量测柜子内侧尺寸 自柜前壁至后门内侧 40 尺柜为39'5" 或 12.02米 量测柜子内侧尺寸 自柜前壁至后门内侧 20尺 柜为 19.4"或 5.89 米
确认地板是否平整无高低不平的现象
查看地板有无不寻常的现象
查看角落方块的顶端至屋顶顶端的距离 通常
第五点 屋顶顶端略低于或与角落方块平高 天花板 / 屋 确认排气孔是否都可见没被异物赌塞或不存在
顶
查看天花板 / 屋顶内外是否有可见的修补
用工具敲打天花板 / 屋顶 应是空洞声
第六点 柜门内
/外
确认柜门是否有牢固可靠的门锁机构 查看门锁机构铆钉的式样及颜色是否与其它 铆钉一样式样与颜色 铆钉周围不得有有色的 填充物 确认在挂锁机构上通常洞的地方是否是无洞实 体的板子
确认排气孔是否都可见没被异物赌塞或不存在
合格 异常 异常状况描述
用工具敲打前柜壁 应是空洞声
第二点 左侧
查看结构梁有无不寻常的修补 查看内外壁是否有可见的修补 用工具敲打柜壁 应是空洞声.
第三点 右侧
查看结构梁是否有不寻常的修补 查看内外壁是否有可见的修补 用工具敲打柜壁 应是空洞声.
第四点 地板
测量自地板至天花板的高度 40尺及 20 尺 应 皆为7'10" 或 2.38 米
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
顶部面
箱顶
(顶板) 内部构造的伪造顶板可以通过触摸顶板,来检测。如果存在伪造顶板或者底
板,应可以感觉到高度变化或碰触箱顶难易程度的变化。其它要留意的痕迹
货
包括:新刷油漆、模糊角板、焊接烙印等
柜
未经改造货柜的底板通常与前门框架齐平
检 查
货柜内底面(底 板)
如果底板突出于框架平面或者看起来很新、不平整,或者朝货柜前板向上倾 斜,则很可能是伪造底板
完整的车身照片(包括车厢和驾驶室)
空柜相片
装柜1/3处
装柜前车是空的,什么都没有
货柜装了1/3时照相,注意场景要必须包括有 保安现场拿本记录
装
柜
相
片
装柜2/3处
记
录
满柜相片(未关车门)
货柜装了2/3时照相,注意场景要必须包括有保安现 货装完了照相,注意场景要必须包括有保安现
场拿本记录
场拿本记录
满柜相片(关一半车门)
记
进入车厢后,触摸货柜的顶部,然后走向前板。如果底板经过改造,可以明
录
显感到高度的变化,或用手碰触顶板难易程度的变化
检查门的内侧是否凹的。如果一样平整,那么里面就有可能放置物品
检查门的底部,密封条是否包裹整个门边缘 柜门内外、铰链
检查铰链是否焊接在门和内框上
检查衬垫是否包裹整个门边
检测柜子的底盘和外观
关好全部车门的相片
货装完了,车门关了一半时的照相,注意场景要必 须包括有保安现场拿本记录
车门已关好,并锁上了封条的相片
工厂签署
监柜保安签名
仓库主管签名
安全主任签名
车架外面及底下
检查底盘要用一面镜子以确保所有的支架横梁式可见的,且没有其它外部的 东西固定在起落架上
查看货柜的内部查看外部可见的修复
有无结构改造 封条检查
检查货柜除以上7点外是否有其他非法改造
用工具敲打货柜里面以及外面的的上/下/左/右/前挡板/门,听有无空洞声, 确保没有夹层。
观察封条的装置,确认封条号码。上好封条后,确认封条良好无脱落,用力 拧封条上下部分,确认良好不分离,无螺旋
左侧面 (左板)
检查有无新刷油漆的痕迹、焊接烙印或者箱板质地差异 查看结构梁是否有不寻常的修补
右侧面 (右板)
检查有无新刷油漆的痕迹、焊接烙印或者箱板质地差异 查看结构梁是否有不寻常的修补 用工具敲打柜壁应是空洞声
外部伪造顶板或箱顶,可以通过观察角板顶部和箱顶之间的距离来检测。通
常,箱顶稍低或者与角板顶部齐平。如果箱顶高于角板,则很有可能是伪造
货柜检查记录表
出柜日期
货运公司
车牌号码
司机姓名
联系电话
车辆信息
驾驶证号码
进厂时间
离厂时间
封条信息 货物信息
车辆类型 封条号码
客户
□吨车(走散货)□集装箱(走货柜) 封条上锁 人 总箱数
货柜编号 货柜检查人
提单号
装柜人员名单
检查部位
检查要点
空柜检查
前壁 (前板/柜头)
确定内部各角挡块可见且无误,前臂是由折皱材料构成 确定排气孔可见,没有被异物堵住 用工具敲打,确认有无空的回声
驾驶室
检查驾驶室的外观 打开车门检查车头储物柜,座椅,工具箱以及地面
货柜出厂追踪 集装箱目的地
封条变更
□ YES □ NO
变后号码
满柜检查
集装箱路线
是否监运 □YES □ NO 如有延迟请备注延迟原因 到达封条确认
监运人 □YES □ NO 原因: 订单确认
车头
预达时间
实达时间
数量重量确认
车身
必须包括车牌,车要停在装卸区内