常用钢材及焊条力学性能参数表
bl常用钢材焊材选用表(钢材焊材对照表)
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
类别
组别
钢号
标准编号
Ⅰ
Ⅰ+Ⅰ
Q235-A.F
GB/T912、GB/T3274
Q235-A
GB/T912、GB/T3274
Q235-B
GB/T912、GB/T3274
Q235-C
GB/T912、GB/T3274
10
GB3087、GB6479、GB/T8163、GB9948
20
GB3087、GB/T8163、GB9948、JB4726
W607
H08MnA
SJ102
TG50
Ar
MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
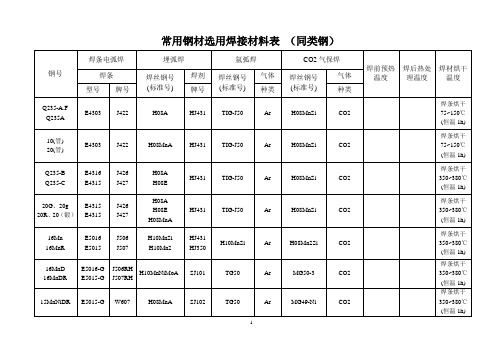
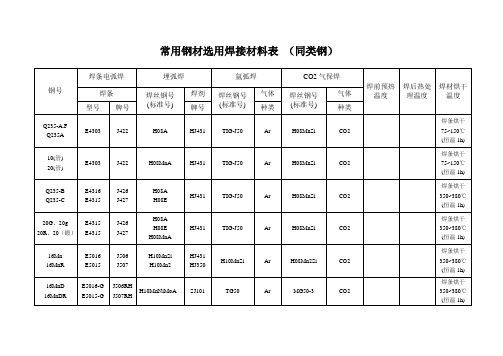
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
各种常见钢材的焊接焊条及焊接工艺选用一览表.docx
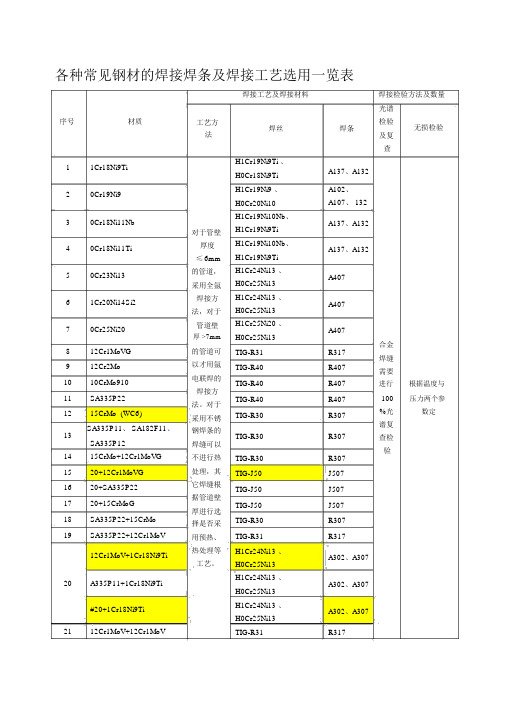
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质11Cr18Ni9Ti20Cr19Ni930Cr18Ni11Nb40Cr18Ni11Ti50Cr23Ni1361Cr20Ni14Si270Cr25Ni20812Cr1MoVG912Cr2Mo1010CrMo91011SA335P221215CrMo (WC6)SA335P11、 SA182F11、13SA335P121415CrMo+12Cr1MoVG 1520+12Cr1MoVG1620+SA335P221720+15CrMoG18SA335P22+15CrMo19SA335P22+12Cr1MoV12Cr1MoV+1Cr18Ni9Ti 20A335P11+1Cr18Ni9Ti#20+1Cr18Ni9Ti2112Cr1MoV+12Cr1MoV工艺方法对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚 >7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
焊接工艺及焊接材料焊丝焊条H1Cr19Ni9Ti 、H0Cr18Ni9TiA137、A132H1Cr19Ni9 、A102、H0Cr20Ni10A107、 132H1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr24Ni13 、A407H0Cr25Ni13H1Cr24Ni13 、A407H0Cr25Ni13H1Cr25Ni20 、A407H0Cr25Ni13TIG-R31R317TIG-R40R407TIG-R40R407TIG-R40R407TIG-R30R307TIG-R30R307TIG-R30R307TIG-J50J507TIG-J50J507TIG-J50J507TIG-R30R307TIG-R31R317H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13TIG-R31R317焊接检验方法及数量光谱检验无损检验及复查合金焊缝需要进行根据温度与100压力两个参%光数定谱复查检验A335P11+12Cr1MoV TIG-R30R307#20+#20TIG-J50J50712Cr1MoV+12Cr1MoV TIG-R31R31722A335P11+12Cr1MoV TIG-R30R307 #20+#20TIG-J50J507H1Cr24Ni13 、12Cr1MoV+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+1Cr18Ni9Ti H1Cr25Ni20 、A302、A30723H0Cr25Ni13H1Cr24Ni13 、#20+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+1Cr18Ni9Ti H1Cr25Ni20 、A302、A307H0Cr25Ni13316+1Cr18Ni9TiH1Cr19Ni10Nb、A132、A137H1Cr19Ni9Ti24316L+316L H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti25H1Cr19Ni10Nb、316L+1Cr18Ni9Ti A132、A137H1Cr19Ni9Ti26TP316+316ss H1Cr19Ni9Ti A132 27316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228T91+TP316镍基 182ENiCrFe-2 29TP316+TP316H1Cr19Ni9Ti A13230T91+1Cr18Ni9Ti镍基 182ENiCrFe-2 31T91+T91CM9-1G、 TGS-9cb E9015-B9 32TP316+A216Grade WCB H0Cr25Ni13A30233TP316+A105H0Cr25Ni13A30234TP316+A-182Grade F22H0Cr25Ni13A30235TP316+A-182Grade F91镍基 182ENiCrFe-2 36T91+A216Grade WCB TIG-R40R40737T91+A105TIG-R40R40738T91+A-182Grade F22TIG-R40R40739T91+A-182Grade F91CM9-1G E9015-B9 4012Cr1MoV+A216Grade WCB TIG-J50J507 4112Cr1MoV+A105TIG-J50J5074212Cr1MoV+A-182GradeTIG-R40R407 F224312Cr1MoV+A-182GradeTIG-R40R407 F9144T91+12Cr1MoV TIG-R40R407 4512Cr1MoV+TP316H0Cr25Ni13A302。
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围

80-140A 100-180A
直流反接
1、低合金钢包含 耐热钢、低温用钢(如15CrMo、16MnDR) 2、板厚>4mm应开坡口,采取多层多道焊工艺。 3、低合金钢板厚>28mm应采取预热工艺,防止产生冷裂纹 4、紫铜板焊前须预热400~600℃ 。 5、直流正接工件 接正极,直流反接工件接负极。 6、纤维素焊条打底焊用直流正接,热焊、填充焊、盖面焊用直流反接。 7、手工电弧焊一般焊接速度范围:2~15cm/min。
140-260A 180-320A 交直流两用 120-220A 160-260A 直流反接 10~200 20~200
90-200A 120-250A 直流正接 100-240A 140-280A 直流反接 8~22 8~30 直流反90-180A 25-55A 40-110A 70-120A 90-150A 2~6 4~10 4~10 6~40 6~20 10~60
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
钢材类别 焊条类型 焊条型号 焊条直径 φ2.5 φ3.2 φ4 φ5 φ6 电源 种类极性
碳素钢 E4303(J422) 酸性焊条 30-70A 60-140A 80-220A 低合金钢 E5003(J502) (20#、 E5015(J507) 碱性焊条 30-60A 50-120A 80-180A 35#) E5515(J557) (16Mn、 适用板厚 (mm) 2~6 4~12 6~200 15MnV) E6010 纤维素 40-120A 50-140A 碳素钢 (打底焊) 普低钢 E8010 大口径管 纤维素 60-140A 80-200A E8518-G (立向下焊) 适用壁厚 (mm) 4~6 6~18 酸性焊条 奥氏体 不锈钢 (0Cr18Ni9 碱性焊条 ) 适用板厚 铜及铜合金 碱性焊条 (紫铜) 适用板厚 说明: 奥102 奥312 奥137 奥317 (mm) T107 (mm)
常用钢材焊材选用表

350~380C
(恒温1h)
20G、20g 20R、20(锻)
E4315
E4315
J426
J427
H08A
H08E
H08 MnA
HJ431
TIG-J50
Ar
H08M nSi
CO2
焊条烘干
350~380C
(恒温1h)
16Mn
16MnR
E5016
E5015
J506
J507
H10M nSi
H10 Mn2
Ar
J427.J507
E5016
J507
380C1.5h
I+(川+1.)
E4315
J427
H08A
HJ431
H10M nSi
Ar
J427.J507
I+(m+2.)
E5015
J507
H08 MnA
380C1.5h
碳素钢与耐热型
I+W
E4315
J427
H08A
H08 MnA
HJ431
H10M nSi
Ar
Ar
A022.A212
150C1h
00Cr19Ni10
E308L-16
A002
H00Cr21Ni10
HJ260
H00Cr21Ni10
Ar
A002
150C1h
1Cr13
E410-16
G202
G202
150C1h
1Cr6Si2Mo
E5MoV-15
R507
焊条烘干380~420C(恒温1.5h)
RQTSi505
EZC
Q345的焊接性能介绍
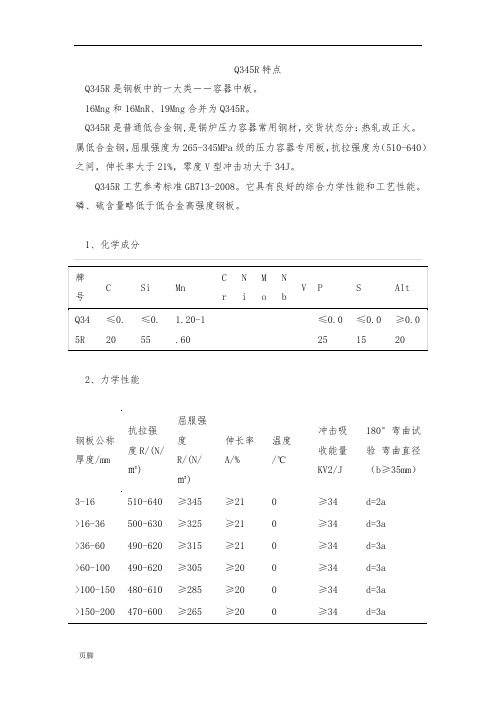
Q345R 特点Q345R 是钢板中的一大类--容器中板。
16Mng 和16MnR 、19Mng 合并为Q345R 。
Q345R 是普通低合金钢,是锅炉压力容器常用钢材,交货状态分:热轧或正火。
属低合金钢,屈服强度为265-345MPa 级的压力容器专用板,抗拉强度为(510-640)之间,伸长率大于21%,零度V 型冲击功大于34J 。
Q345R 工艺参考标准GB713-2008。
它具有良好的综合力学性能和工艺性能。
磷、硫含量略低于低合金高强度钢板。
2、力学性能3、规格尺寸4. Q345钢的焊接性分析4.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0. 45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
4.2 热裂纹Q345含碳量低,含锰量较高,硫和磷控制严格,它的Mn/S较高,因而具有良好的抗结晶裂纹性能。
所以在正常情况下,Q345是不会出现结晶裂纹。
4.3 冷裂纹钢种的淬硬倾向、一定的含氢量和局够的拘束应力是焊接时产生冷裂纹的三大主要因素。
Q345含碳量低,故在淬火时,就会得到低碳马氏体组织,或者铁素体+珠光体组织,由于这些组织的硬度不高,因而淬硬倾向小。
焊缝中的氢主要来源于焊接材料中的水分、焊件坡口处的铁锈、油污,以及环境湿度等。
而对Q345来说只要板厚不太大且冷却速度控制得当,就不会在焊缝中产生残余氢,所以也不易形成冷裂纹。
拘束应力和板厚有关系,板厚越大,拘束应力越大。
所以只要板厚不超过40mm,就不会产生冷裂纹。
4.4 再热裂纹Q345不含强碳化物形成元素,在热轧状态下供货,焊后一般不进行热处理,因而对在热裂纹不敏感。
4.5 脆化Q345当含碳量低于下限(0.12%-0.14%)时,由于本身含碳量少,又是通过固溶强化方式来获得较好的额强度和韧性,因而其脆化倾向小。
只有当线能量过大时,会导致过热区奥氏体晶粒严重粗化,冷却时形成氏组织,这时才会出现脆化现象。
各种常见钢材的焊接焊条及焊接工艺选用一览表

焊接工艺及焊接材料
序号
材质
工艺方 法
焊丝
1
1Cr18Ni9Ti
2
0Cr19Ni9
H1Cr19Ni9Ti 、 H0Cr18Ni9Ti H1Cr19Ni9 、 H0Cr20Ni10
3
0Cr18Ni11Nb
4
0Cr18Ni11Ti
5
0Cr23Ni13
6
1Cr20Ni14Si2
H0Cr25Ni13
R307 J507 R317 R307 J507
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 A302
12Cr1MoV+1Cr18Ni9Ti 23
#20+316
#20+316L
#20+1Cr18Ni9Ti
316+1Cr18Ni9Ti
24 316L+316L
1Cr18Ni9Ti+1Cr18Ni9Ti
1Cr18Ni9Ti+1Cr18Ni9Ti 25
316L+1Cr18Ni9Ti 26 TP316+316ss 27 316SS+1Cr18Ni9Ti 28 T91+TP316 29 TP316+TP316 30 T91+1Cr18Ni9Ti 31 T91+T91 32 TP316+A216Grade WCB 33 TP316+A105
常用钢材及焊条力学性能参数表
常用焊接材料的选用原则一、同种钢材焊接时焊条的选用要点1、考虑工件的物理、机械性能与化学成分。
(1)从等强度观点出发,选择满足机械性能要求的焊条,或结合母材的焊接性,改用不等强度而韧性好的焊条,但需改变焊缝的结构形式,以满足等强度、等刚度的要求。
(2)使熔敷金属的合金成分符合或接近母材。
(3)当母材化学成分中的碳、硫或磷等有害杂质较高时,应选用抗裂性与抗气孔性能力较强的焊条,如低氢型焊条等。
2、考虑工件的工作条件与使用性能。
(1)工件在承受动载荷与冲击载荷下,除了要求保证抗拉强度与屈服强度外,对冲击韧性与塑性均有较高的要求,此时应选用低氢型、钛钙型与氧化铁型焊条。
(2)工件在腐蚀介质中工作时,必须分清介质的种类、浓度、工作温度以及腐蚀类型(一般腐蚀、晶间腐蚀、应力腐蚀等),从而选择合适的不锈钢焊条。
(3)工件在受磨损条件下工作时,须区分是一般磨损还是冲击磨损;是金属间磨损还是磨粒磨损;是在常温下磨损,还是在高温下磨损等。
还应考虑是否在腐蚀介质中工作,以选择合适的堆焊焊条。
(4)处在低温或高温下工作的工件,应选择能保证低温或高温机械性能的焊条。
3、考虑工件的复杂程度、刚度大小、焊接坡口制备与焊接部位等。
(1)形状复杂或大厚度的工件,由于其焊缝金属在冷却收缩时产生的内应力大,容易产生裂纹。
因此,必须采用抗裂性好的焊条,如低氢型焊条、高韧性焊条或氧化铁型焊条。
(2)焊接部位所处的位置不能翻转时,必须选择能进行全位置焊接的焊条。
(3)因受条件限制而使某些部位难以清理干净时,就应考虑选用氧化性强,对铁锈、氧化皮与油污反应不敏感的酸性焊条,以免产生气孔等缺陷。
4、考虑施焊工作条件。
(1)没有直流焊机的地方应选用交、直流两用焊条。
(2)某些钢材(如珠光体耐热钢)需进行焊后热处理,以消除残余应力。
但受设备条件限制或本身结构限制而不能进行热处理时,应选用与母材化学成分不同的焊条(如奥氏体不锈钢焊条),以免进行焊后热处理。
常用钢材焊材选用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
5钢材材质的选用及焊条选用

钢材材质及焊条选用
《碳素结构钢》(GB700-88)
《低合金高强度结构钢》(GB/T1591)
《碳钢焊条》(GB/T5117)
一:钢材的选用
的合格保证,对焊接结构尚应具有碳含量的合格保证。
焊接承重结构以及重要的非焊接承重结构采用的钢材还应具有冷弯试验的合格保证。
”
此条指出:“焊接结构尚应具有碳含量的合格保证。
”在焊接结构中,建筑钢的焊接性能主要取决于碳含量,碳的合适含量宜控制在0.12%-0.2%之间,超出该范围的幅度愈多,焊接性能变差的程度就愈大。
3.GB50018-3.0.1指出“在现行国家标准«碳素结构钢»中提出:‘A级钢的含碳量可以不作交货条件’,由于焊接结构对钢材含碳量要求严格,所以Q235A级钢不宜在焊接结构中使用。
”
二:焊条的选用
1.(GB50017-3.3.8-1)“手工焊接采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117或《合金钢焊条》GB/T5118的规定。
选择的焊条型号应与主体金属力学性能相适应。
对直接承受动力荷载且需要验算疲劳的结构,宜采用低氢型焊条。
2.E43型焊条力学性能与Q235钢材的力学性能相适应,E50,E55型焊条的力学性能均大于Q235钢材的。
各种电焊基本焊接工艺参数表

钢材类别
碳素钢 低合金钢 (20#、35#) (16Mn、 15MnV)
焊条类型 焊条型号
φ 2.5 φ 3.2
酸性焊条
E4303(J422) E5003(J502)
30-70A
60-140A
碱性焊条
E5015(J507) E5515(J557)
30-60A
50-120A
适用板厚 (mm)
2~6 4~12
焊条直径
φ4
φ5
电源 φ 6 种类极性
80-220A 140-260A 180-320A 交直流两用
80-180A 120-220A 160-260A 直流反接
6~200 10~200 20~200
碳素钢 普低钢 大口径管 (立向下焊)
纤维素 纤维素
直流反接
说明: 1、低合金钢包含 耐热钢、低温用钢(如15CrMo、16MnDR) 2、板厚>4mm应开坡口,采取多层多道焊工艺。 3、低合金钢板厚>28mm应采取预热工艺,防止产生冷裂纹 4、紫铜板焊前须预热400~600℃ 。 5、直流正接工件 接正极,直流反接工件接负极。 6、纤维素焊条打底焊用直流正接,热焊、填充焊、盖面焊用直流反接。 7、手工电弧焊一般焊接速度范围:2~15cm/min。
E6010 (打底焊)
E8010 E8518-G
适用壁厚 (mm)
40-120A 50-140A 90-200A 120-250A 直流正接
60-140A 80-200A 100-240A 140-280A 直流反接
4~6
6~18
8~22
8~30
酸性焊条
奥氏体 不锈钢 碱性焊条 (0Cr18Ni9)
重常见材料的力学性能
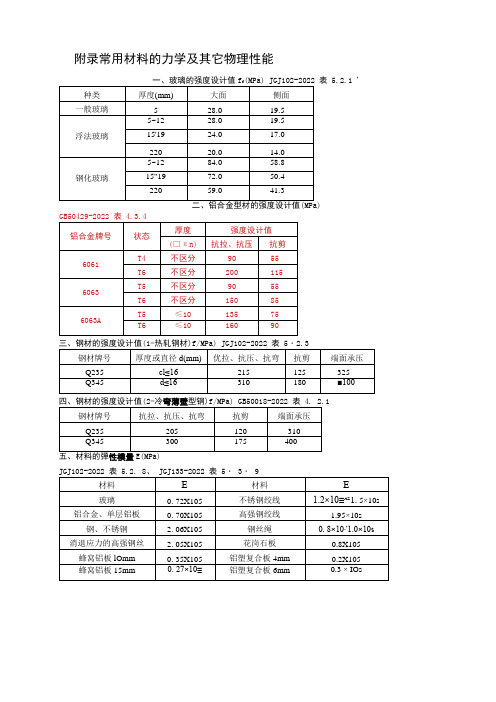
附录常用材料的力学及其它物理性能
表 5.2.1 '
ΠP
十六、铝塑复合板强度设计值(MPa)
十七、蜂窝铝板强度设计值(MPa)
十八、不锈钢板强度设计值(MPa)
附录常用材料的力学及其它物理性能
十九、玻璃的强度设计值f (N∕≡2)
g
二十、铝合金型材的强度设计值f (N∕≡2)a
二十一、钢材的强度设计值(1-热轧钢(N/nw)
Wf 8
二十二、钢材的强度设计值(2-冷弯薄壁型钢)f (N∕mm
)
2
S
二十三、材料的弹性模量E(N∕mm
)
2
二十四、材料的泊松比U
二十五、材料的膨胀系数α (1/℃)
二十六、材料的重力密度Y (KN/m3)
) 二十七、板材单位面积重力标准值(N∕m
2
)
二十八、螺栓连接的强度设计值(NZmm
2
二十九、焊缝的强度设计值(N/nw)
三十、不锈钢螺栓连接的强度设计值(N∕π≡)
三十一、楼层弹性层间位移角限值
三十二、局部单层铝合板强度设计值(MPa)
三十三、铝塑复合板强度设计值(MPa)
三十四、蜂窝铝板强度设计值(MPa)
三十五、不锈钢板强度设计值(MPa)。
材质强度

T8,表示平均碳含量为0.8%的碳素工具钢。
都是优质钢,质量更高时,通常在后面再加符号A,称为高级优质---成分特点:碳含量=0.65~1.35%,S、P杂质低。
性能特点:强度\硬度高,耐磨性好T 12 T10 为充分发挥其性能特点,必须进行热处理才能正常使用。
Q235表示屈服点(σs)为235 MPa的碳素结构钢。
主要力学性能(试件厚度≤16mm,摘自GB/T 700-88):σs=235 MPa、σb=275~460Mpa、σ5/%≥26Q235为中碳钢,综合力学性能较好,可在一定程度上代替45钢QT450-10的力学性能抗拉强度σb (MPa):≥450条件屈服强度σ0.2 (MPa):≥250冲击韧性值αkv (J/cm2):≥18硬度:130~180HB45号钢是高强度中碳调质钢,具有一定的塑性和韧性,切削性能良好,采用调质处理可获得良好的综合力学性能,淬透性较差。
20#与Q235区别-化学成分与力学性能分析。
Q235:碳素结构钢--------GB70O-8820#:优质碳素结构钢-------GB699-99一、化学成分(%):注:“-”为无要求。
以上20#S 、P 含量按照优质钢取值,其钢材(或坯)的化学成分允许偏差应符合GB /T 222--1984标准中下表的规定。
组 别PS不大于,%优质钢 (20) 0.035 0.035 高级优质钢 (20A ) 0.030 O.030 特级优质钢(20E )0.0250.020冲压用时: 20#冷冲压用沸腾钢含硅量不大于0.03%。
氧气转炉冶炼的钢其含氮量应不大于0.008%。
供方能保证合格时,可不做分析。
可见:20#钢在化学成分控制的要求上要高于Q235。
二、力学性能序号 牌号力学性能钢材交货状态硬度 HBSlO /3000 不大于σb MPa σs MPa δ5 %ψ %A ku2J不小于未热处理钢退火钢 1 Q235 375~500225 25-27 - - 2 20# 410 245 25 55 -156以上试验采用式样为直径25mm以上可以看出两种钢材的力学性能还是比较接近的,20#在各项性能要求上比Q235严格,在一些要求不高的场合可以互换,但是对于承力、冲压等应用上的替换就必须注意,只有在经过试验验证各项性能能满足要求才能替换。
常用焊材推荐表
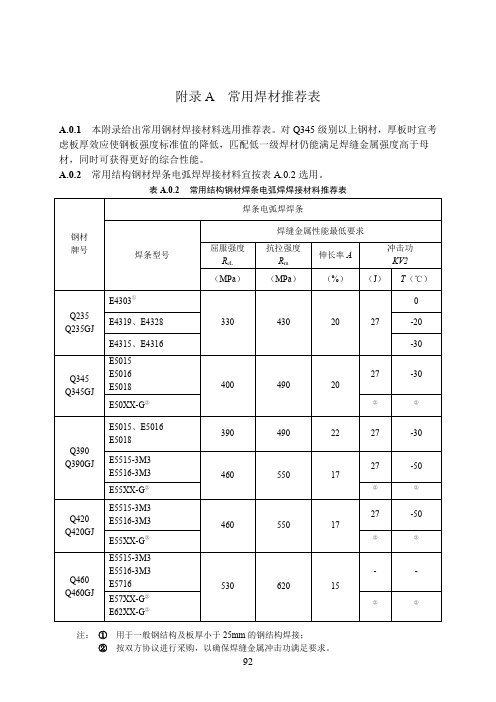
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
钢结构常用钢材焊条焊丝焊剂选用表
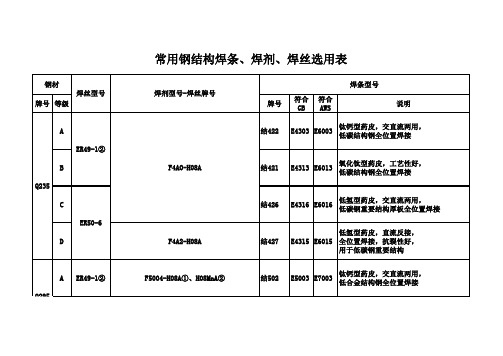
钢材 焊丝型号 牌号 等级 焊剂型号-焊丝牌号 牌号 符合 GB 符合 AWS 焊条型号 说明 钛钙型药皮,交直流两用, 低碳结构钢全位置焊接
A ER49-1② B Q235 C ER50-6 D F4A2-H08A F4AO-H08A
结422
E4303 E6003
结421
结507
E5015 E7015
低氢型药皮,直流反接,抗裂性好, 用于低合金钢重要结构全位置焊接
B
ER50-3
F5014-、F5011-H08MnA②、H10Mn2②
结422Fe E4323 E6023
铁粉钛钙型药皮,交直流两用, 全位置焊接,用于低碳钢较重要的结构
Q345 C ER50-2 D F5034-、F5031-H08MnA②、H10Mn2② F5024-、F5021-H08MnA②、H10Mn2②
铁粉钛钙型药皮,交直流两用, 结426Fe E4328 E6028 药皮中含有30%铁粉,焊接效率高, 用于碳锰钢重要结构 铁粉钛钙型药皮,交直流两用, 结506Fe E5018 E7018 药皮中含有30%铁粉,焊接效率高, 用于低合金结构钢重要结构
E A
F5041-③ F5011-H08MnA①、H10Mn2②、H08MnMoA②
E4313 E6013
氧化钛型药皮,工艺性好, 低碳结构钢全位置焊接
结426
E4316 E6016
低氢型药皮,交直流两用, 低碳钢重要结构厚板全位置焊接
结427
低氢型药皮,直流反接, E4315 E6015 全位置焊接,抗裂性好, 用于低碳钢重要结构 钛钙型药皮,交直流两用, 低合金结构钢全位置焊接
B Q390 C D
钢材力学性能

钢材
1、钢棒试验规定要求达到,主筋宜采用预应力混凝土钢棒其质量应符合YB/111规定,常用的D类低松弛异形钢棒力学性能符合下表要求:
主筋墩头必须符合下表要求规定:
2、螺旋钢筋采用冷拨低碳钢丝低碳钢热扎圆盘条其质量符合GB/T701规定,其冷拨低碳钢丝机械性能符合下表要求:
根据管桩规格而确定一般,外径Φ500以下管桩螺旋筋直径应不小于Φ4,外径Φ500~Φ600以下管桩螺旋筋直径应不小于Φ5。
螺旋筋螺距不得大于110mm、两端1~1.5m范围内螺距应控制40~60m范围两边要密2~3圈。
钢筋笼焊接后预应力钢筋间距偏差不得超过±5m,螺距不得超过±10m,。
3、端板、桩套箍及桩尖的钢材A3或AY3钢板应符合GB/T700 中Q235的规定。
端部锚固筋采用热扎带肋钢筋,焊条采用E4300~4313, 焊缝质量不应低于二级。
规定,其冷拨低碳钢丝机械性能符合下表要求:。
钢材的性能
40#钢性能:是强度较高的一种中碳优质钢,因淬透性差,一般以正火状态使用,机械性能要求较高时,采用调质处理。
冷变形塑性中等,退火和正火的切削加工性比调质的好。
用于制造强度要求较高的零件,如齿轮、轴、活塞销等和受力不很大的机械加工件、锻件、冲压件和螺栓、螺母、管接●化学成份:碳C :0.42~0.50硅Si:0.17~0.37锰Mn:0.50~0.80硫S :≤0.035磷P :≤0.035铬Cr:≤0.25镍Ni:≤0.25铜Cu:≤0.25●力学性能:抗拉强度σb (MPa):≥600(61)屈服强度σs (MPa):≥355(36)伸长率δ5 (%):≥16断面收缩率ψ (%):≥40冲击功Akv (J):≥39冲击韧性值αkv (J/cm2):≥49(5)硬度:未热处理,≤229HB;退火钢,≤197HB试样尺寸:试样尺寸为25mm●热处理规范及金相组织:热处理规范:正火,850℃;淬火,840℃;回火,600℃30#钢性能:30号钢调质后硬度的硬度在热处理时是可以控制的,一般常用的硬度为HRC30左右,硬度不影响焊接性能,评价是否影响焊接,主要是看钢的含碳量及在焊接时的淬硬的影响,所以焊接时要缓慢冷却,或做消除应力处理.做任何直径的轴都可以.试述中碳调质钢的焊接性。
碳的质量分数量较高(含碳量0.25%~0.5%),并加入适量的合金元素(M n 、Si、Cr、Ni、B、Mo、W、V、Ti等)以保证钢的淬透性,再通过调质处理以获得综合性能较好的高强钢称为中碳调质钢,常用牌号有30CrMnSiA、30CrMnSiNi2A、40CrMnSiMoVA、35CrMoA、35CrMo VA、34CrNi13MoA、40CrNiMoA等。
中碳调质钢的屈服点可达到880~1176MPa,但焊接性较差,主要表现在:⑴焊接热影响区的脆化和软化首先,由于中碳调质钢的含碳量高、合金元素多,钢的淬硬倾向大,在热影响区的淬火区会产生大量的马氏体,导致严重脆化。
常用钢材焊材选用表
(恒温1h)
10(管)
20(管)
E4303
J422
H08MnA
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
75~150℃
(恒温1h)
Q235-B
Q235-C
E4316
E4315
J426
J427
H08A
H08E
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
350~380℃
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
珠光体钢与铁素体不锈钢焊接
Ⅳ+(Ⅶ+1)
E309-16
A302
H1Cr24Ni13
Ar
150℃
恒温1h
E310-16
A402
H1Cr26Ni21
Ar
250℃
恒温1h
E310-15
A407
H1Cr26Ni21
Ar
150℃
恒温1h
E309-16
0Cr18Ni9
E308-16
E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102.A107
150℃1h
250℃1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10Ti
HJ260
H0Cr21Ni10Ti
各种常见钢材的焊接焊条及焊接工艺选用一览表
各种常见钢材的焊接焊条及焊接工艺选用一览表以下是一些常见钢材的焊接焊条及焊接工艺选用的一览表:1. 碳钢(Carbon Steel):-焊接焊条:ER70S-6、E6010、E7018-焊接工艺选用:-熔化极气体保护焊(MIG):适用于焊接较薄的碳钢板和管材-碳弧气保护焊(GMAW):适用于焊接较大厚度的碳钢结构-气体保护电弧焊(GMAW):适用于焊接较大厚度的碳钢结构-矩阵式电弧焊(SMAW):适用于焊接碳钢构件,可以在各种位置进行焊接2. 不锈钢(Stainless Steel):-焊接焊条:ER308L、ER309L、ER316L-焊接工艺选用:-氩弧焊(GTAW):适用于焊接不锈钢板和管材,提供较高的焊缝质量-通用电弧焊(SMAW):适用于焊接不锈钢构件,可以在多种位置进行焊接-碳弧气保护焊(GMAW):适用于焊接较大厚度的不锈钢结构3. 高强度低合金钢(High Strength Low Alloy Steel):-焊接工艺选用:-通用电弧焊(SMAW):适用于焊接高强度低合金钢构件,可以在多种位置进行焊接-高频电弧焊(GMAW):适用于焊接厚度较小的高强度低合金钢结构-熔化极气体保护焊(MIG):适用于焊接较薄的高强度低合金钢板和管材4. 铸铁(Cast Iron):-焊接焊条:ENi-CI、EZNi-CI、EFCNi-A1-焊接工艺选用:-碳弧气保护焊(GMAW):适用于修复和连接铸铁构件,提供较高的焊缝质量-高频电弧焊(GMAW):适用于焊接铸铁构件,提供良好的熔合性和机械性能以上只是一些常见钢材的焊接焊条及焊接工艺的选用一览表,实际选择应根据具体的钢材类型、应用要求和焊接条件进行评估和选择。
焊接操作前需对材料进行处理,并严格遵循相关安全规范和操作规程。
焊条 c mn si s 数值

焊条 c mn si s 数值
焊条是一种用于焊接的金属棒,通常由焊接材料和药芯组成。
C、Mn、Si和S代表焊条中的主要元素含量,它们对焊接性能有重要影响。
C代表碳含量,碳含量的增加通常会提高焊接材料的硬度和强度,但也可能导致脆性增加。
对于焊接来说,适当的碳含量可以提
高焊接材料的抗拉强度和硬度。
Mn代表锰含量,锰是一种常见的合金元素,可以提高焊接材料
的强度、韧性和耐磨性。
适当的锰含量可以改善焊接材料的机械性能。
Si代表硅含量,硅是一种常见的合金元素,可以提高焊接材料
的流动性和润湿性,有助于焊接的进行。
适当的硅含量可以改善焊
接材料的流动性和焊缝形貌。
S代表硫含量,硫是一种杂质元素,高硫含量可能会导致焊接
材料的脆性增加,降低焊接接头的韧性和冲击性能。
因此,控制硫
含量是保证焊接接头质量的重要因素。
总的来说,焊条中的C、Mn、Si和S的含量会直接影响焊接材料的性能和焊接接头的质量,因此在选择和使用焊条时,需要根据具体的焊接要求和工艺规程来合理控制这些元素的含量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用焊接材料的选用原则
一、同种钢材焊接时焊条的选用要点
1、考虑工件的物理、机械性能和化学成分。
(1)从等强度观点出发,选择满足机械性能要求的焊条,或结合母材的焊接性,改用不等强度而韧性好的焊条,但需改变焊缝的结构形式,以满足等强度、等刚度的要求。
(2)使熔敷金属的合金成分符合或接近母材。
(3)当母材化学成分中的碳、硫或磷等有害杂质较高时,应选用抗裂性和抗气孔性能力较强的焊条,如低氢型焊条等。
2、考虑工件的工作条件和使用性能。
(1)工件在承受动载荷和冲击载荷下,除了要求保证抗拉强度和屈服强度外,对冲击韧性和塑性均有较高的要求,此时应选用低氢型、钛钙型和氧化铁型焊条。
(2)工件在腐蚀介质中工作时,必须分清介质的种类、浓度、工作温度以及腐蚀类型(一般腐蚀、晶间腐蚀、应力腐蚀等),从而选择合适的不锈钢焊条。
(3)工件在受磨损条件下工作时,须区分是一般磨损还是冲击磨损;是金属间磨损还是磨粒磨损;是在常温下磨损,还是在高温下磨损等。
还应考虑是否在腐蚀介质中工作,以选择合适的堆焊焊条。
(4)处在低温或高温下工作的工件,应选择能保证低温或高温机械性能的焊条。
3、考虑工件的复杂程度、刚度大小、焊接坡口制备和焊接部位等。
(1)形状复杂或大厚度的工件,由于其焊缝金属在冷却收缩时产生的内应力大,容易产生裂纹。
因此,必须采用抗裂性好的焊条,如低氢型焊条、高韧性焊条或氧化铁型焊条。
(2)焊接部位所处的位置不能翻转时,必须选择能进行全位置焊接的焊条。
(3)因受条件限制而使某些部位难以清理干净时,就应考虑选用氧化性强,对铁锈、氧化皮和油污反应不敏感的酸性焊条,以免产生气孔等缺陷。
4、考虑施焊工作条件。
(1)没有直流焊机的地方应选用交、直流两用焊条。
(2)某些钢材(如珠光体耐热钢)需进行焊后热处理,以消除残余应力。
但受
设备条件限制或本身结构限制而不能进行热处理时,应选用与母材化学成分不同的焊条(如奥氏体不锈钢焊条),以免进行焊后热处理。
(3)此外,还用根据施工现场条件,选用合适的焊条。
5、改善焊接工艺,保证工人身体健康。
(1)酸性和碱性焊条都可以满足的地方,应尽量采用酸性焊条。
(2)在密闭容器内或通风不良的场所焊接时,应尽量采用低尘、低毒焊条或酸性焊条。
6、经济性:在保证使用性能的前提下,尽量选用价格低廉的焊条。
针对性能有不同要求的主次焊缝,可采用不同的焊条,不要片面追求焊条的全面性能。
7、效率:对焊接工作量大的结构,有条件时应尽量采用高效率焊条,如铁粉焊条、高效率不锈钢焊条以及重力焊条等,或选用底层焊条、立向下焊条之类的专用焊条,以提高焊接生产率。
二、异种钢、复合钢焊接时焊条选用要点
1、一般碳钢和低合金钢焊接
(1)应使焊接接头的强度大于被焊钢材中最低的强度。
(2)应使焊接接头的塑性和冲击韧性不低于母材。
(3)为了防止裂缝,应按焊接性能较差的母材选择焊接工艺措施。
2、低合金钢和奥氏体不锈钢焊接
(1)一般选用含镍量比母材高、塑性和抗裂性较好的奥氏体不锈钢焊条。
(2)对于不重要的该种异种钢,可选用与不锈钢相应的焊条。
3、不锈钢复合板焊接
(1)建议选用基层、过渡层、复层三种不同性能的焊条。
(2)一般复合钢的基层不接触腐蚀介质,常用碳钢和低合金结构钢,故基层焊接可选用相应等级的结构钢焊条。
(3)过渡层处于两种不同材质的交界处,应选用含铬镍量比复合钢板高,塑性和抗裂性较好的奥氏体不锈钢焊条。
(4)复合层直接与腐蚀介质接触,选用相应的奥氏体不锈钢焊条。
三、常用钢材及焊条力学性能参数表
三、手弧焊焊接电流的选择
1、按电流密度计算:i=I/F。
i—电流密度,A/mm2;I—焊接电流,A;F—焊芯截面积,mm2。
★一般要求,焊接电流密度在15~25 A/mm2范围内。
2、按经验公式计算:I=Kd。
四、判断电流大小的实际经验。