浇口的设计
浇口设计ppt课件

精选ppt
19
模具
点浇口附近充模剪切速率高,取向度高,固 化残余应力大,为减弱其影响,须适当增加浇口 处的壁厚,图3-3-30。
为脱出浇道凝料, 采用点浇口的普通浇 注系统模具必须专设 脱浇道凝料分型面, 因而模具结构为带顺 序分型机构的三板式。
精选ppt
30
4)圆环形浇口
模具
精选ppt
31
模具
圆环形浇口可看成平缝形浇口的变异形式,图 3-3-25 。
相当于把平缝形浇口的最后一级分流道变成侧 壁与型腔边缘等距的圆环(图3-3-25e )或圆盘 (图3-3-25a、b、c) ,浇口成为圆环形窄缝。
圆环形浇口和盘形浇口主要用于圆筒形或带中 心孔的制品。
材料
POM CA PE
PC PMMA PVC PS
PP PA
材料系数 k 0.6 0.7 0.8 0.9
精选ppt
13
模具
③点浇口
点浇口,又称针点浇口,因形状似针刺小 孔而得名。
点浇口是典型的小浇口(限制性浇口)具 有小浇口的一般特性,如:剪切速率高,切力 变稀和升温作用明显、浇口附近物料取向度高; 流动阻力大,压力降大;封凝快,不倒流;料 把与制品连接强度低,可自行拉断,浇口痕迹 小等等。
精选ppt
25
模具
潜伏式浇口应用实例
精选ppt
26
模具
2)扇形分流道浇口
最后一级分流道呈由窄变宽、 由深变浅的鱼尾形(扇形)。
精选ppt
27
模具
扇形分流道浇口是一种变形的侧浇口,图3-323 。浇口为宽深比w/h较大的窄缝,计算思路及 方法与侧浇口相同,常用尺寸范围为:深度 h=0.25~1.5, 宽 度 b=6~B/4 ( B 进 浇 侧 型 腔 宽 度) 。最后一级分流道由窄变宽、由深变浅,结 构及断面尺寸设计类似于鱼尾形板片膜挤出机头。 这种浇口主要用于较宽的扁平制件或长扁制件。 与一般侧浇口相比扇形浇口物料入模均匀、制品 内应力小、裹入空气的可能性小,但浇口薄、凝 封快,浇口痕长、修饰困难。
浇口的设计原则
浇口的设计原则:1.浇口位置尽量选择在分型面上,以便于加工及其使用时清理浇口2.浇口位距型腔各个部位的距离尽量一致,并使其流程最短3.浇口位置应保证塑料流入型腔时,对着型腔中宽畅,厚壁部位4.避免浇口位置设置时料流直冲型腔壁,型芯,或者嵌件,5.浇口的设置,最好避免使产品产生熔接痕或者控制熔接痕在不重要的部位6.浇口位置及其料流流入方向有利于型腔内气体的排出7.浇口在制品上易于清除,同时不影响制品外观zym_16 edited on 2004-11-08 15:41 作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 10:57主,分流道截面的选择,1.主流道的截面大于或者等于各个分流道的截面面积之和2.如果型腔数比较多,最好在各个分流道的拐弯处倒圆角3.原则上,主流道的至浇口的末端的分流道的拐弯数不超过3个作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 11:04机嘴选择的考虑因素:首先来复习一下机嘴的基本常识:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-09-27 11:12浇口套的球面半径大致有两种规格a,1/2“(13mm)b,3/4”(19mm)但是比较常用的还是SR13mm,16mm,20mm,球面的深度3~5mm理论上:浇口套的SR半径=注射机喷嘴半径SR1 + 2mm发贴:490积分:31 注意上图中的各个部位的公差:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 12:54这种A型的,优点:加工,安装都比较方便缺点:由于只用螺丝固定所以不能防止机嘴的转动,zym_16 edited on 2004-09-27 12:57作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版于2004-09-27 13:01 延长式浇口:优点:流道较短,版主发贴:490 积分:31 缺点:制造比较复杂,三板模时,浇口的头部(图中绿色部位)还有倒扣,便于流道留在脱料板一侧zym_16 edited on 2004-11-08 19:23作者回复:【分享】浇注系统的设计[Re:zym_16]zhengxiaojun初级会员发贴:143积分:10于2004-09-30 12:19 谢谢,受教了作者回复:【分享】浇注系统的设计[Re:zym_16] pronick于2004-10-07 08:11一棵草普通会员发贴:99积分:5謝謝你的寶貴經驗!!作者Re:【分享】浇注系统的设计[Re:zym_16]hp_hie 普通会员发贴:22 积分:1于2004-11-06 09:26 谢谢!!作者Re:【分享】浇注系统的设计[Re:zym_16]zhangben 普通会员发贴:26 积分:3于2004-11-08 11:07你家的大灌嘴才这样!!不懂别误导别人.OK作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-11-08 19:25to zhangben 兄能否介绍一下,你的大灌嘴能否上传一张图片阿发贴:490积分:31然后说说到底我那个错在哪?欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490积分:31于2004-11-11 13:44不知道楼上的兄弟,说得是否是这种情况但是这个机嘴的加工,没有上面的那个方便, 虽然好多的书都提到这种机嘴欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zhangben]hotpiepro/e&塑性成形版版主发贴:802积分:45于2004-11-11 14:14zhangben wrote:你家的大灌嘴才这样!!不懂别误导别人.OK兄弟,如果有真本事就拿出些真东西出来让兄弟们信服这样躲在后面瞎说(不好意思,不知道是不是瞎说?)兄弟们实在有些气愤不过授人以鱼不如授人以渔!作者Re:【分享】浇注系统的设计[Re:zym_16]fan2008模具技术版版主发贴:309 积分:24于2004-11-11 17:18基本设计原则:1.不要将浇口置于高压力区域2.尽量避免或减少熔合线3.尽量使熔合线远离高压力区域4.对于增强型塑料,浇口位置决定零件的翘曲性能5.提供足够的排气口以避免空气存集交流才会有进步,共同进步,共同提高!作者Re:【分享】浇注系统的设计[Re:zym_16] fan2008于2004-11-11 17:24设立适宜浇口位置的建议:1.将浇口设置在壁面最厚的位置处;模具技术版版主发贴:309 积分:24 2.浇口不能设置在高压区附近;3.对长型的零件,在可能的情况下,浇口应设置在纵向,而不是设置在横向或在中央,特别是对增强性材料的模塑尤为如此。
精选铸造工艺学浇口设计
(1) 横浇道应呈充满状态:内浇道的截面、位置; (2) 流速应尽量低;
(3)横浇道与内浇道的位置关系要正确; a 内浇道距离直浇道应足够远,使渣团能上浮到吸动区上部。 b 有正确的横浇道末端延长段,以容纳初流金属液;吸收液流
动能使金属液平稳;防止液流折返。
27
c 封闭式浇注系统的内浇道应 位于横浇道的下部,且和横 浇道具有同一底面;开放式 浇注系统的内浇道应重叠在 横浇道之上,且搭接面积要 小,但大于内浇道横截面积 。
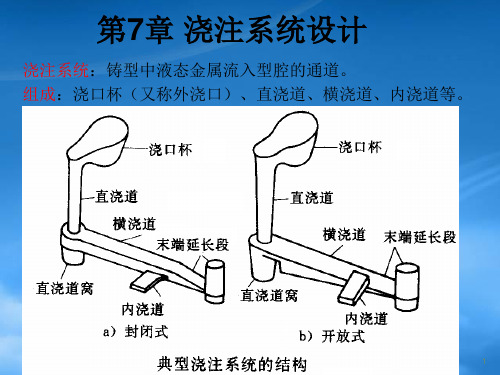
第7章 浇注系统设计
浇注系统:铸型中液态金属流入型腔的通道。 组成:浇口杯(又称外浇口)、直浇道、横浇道、内浇道等。
1
浇注基本要求: (1)内浇道设置符合铸件凝固原则和补缩方法; (2)在规定的浇注时间内充满型腔; (3)提供必要的充型压头,保证铸件轮廓、棱角清晰; (4)使金属液流动平稳,防止紊流、卷气、金属氧化; (5)具有良好的阻渣能力; (6)金属液进入时速度不可过高,避免飞溅、冲刷; (7)保证金属液面有足够的上升速度,避免夹砂结疤、浇
P = Pα+ρg·h (2)伯努利(E.Bernoulli)方程(能量守衡定律)
在封闭系统中移动的流体由三种不同的能量组成: 位能:用位于距离基准面以上h处的单位体积的流体来表
示(基准面位置任选)。EP=h(m)
压能:作用在单位体积流体上的压力来表示。
EP=p/ρ(m) p 质量压力(kg/m2)
ρ金属密度(kg/m3)
动能:用单位体积的流体以速度v移动时的动量来表示。
EK=v2/2g
定理:在一封闭系统中,单位质量流体所携带的总能量是
不变的,但其位能、压能、动能可以互换。
h1+p1/γ+V12/2g=h2+p2/γ+v22/2g 伯努利方程 (3)托里拆利(Torricelli)定理
浇口的设计原则

浇口的设计原则:1.浇口位置尽量选择在分型面上,以便于加工及其使用时清理浇口2.浇口位距型腔各个部位的距离尽量一致,并使其流程最短3.浇口位置应保证塑料流入型腔时,对着型腔中宽畅,厚壁部位4.避免浇口位置设置时料流直冲型腔壁,型芯,或者嵌件,5.浇口的设置,最好避免使产品产生熔接痕或者控制熔接痕在不重要的部位6.浇口位置及其料流流入方向有利于型腔内气体的排出7.浇口在制品上易于清除,同时不影响制品外观zym_16 edited on 2004-11-08 15:41 作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 10:57主,分流道截面的选择,1.主流道的截面大于或者等于各个分流道的截面面积之和2.如果型腔数比较多,最好在各个分流道的拐弯处倒圆角3.原则上,主流道的至浇口的末端的分流道的拐弯数不超过3个作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 11:04机嘴选择的考虑因素:首先来复习一下机嘴的基本常识:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-09-27 11:12浇口套的球面半径大致有两种规格a,1/2“(13mm)b,3/4”(19mm)但是比较常用的还是SR13mm,16mm,20mm,球面的深度3~5mm理论上:浇口套的SR半径=注射机喷嘴半径SR1 + 2mm发贴:490积分:31 注意上图中的各个部位的公差:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 12:54这种A型的,优点:加工,安装都比较方便缺点:由于只用螺丝固定所以不能防止机嘴的转动,zym_16 edited on 2004-09-27 12:57作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版于2004-09-27 13:01 延长式浇口:优点:流道较短,版主发贴:490 积分:31 缺点:制造比较复杂,三板模时,浇口的头部(图中绿色部位)还有倒扣,便于流道留在脱料板一侧zym_16 edited on 2004-11-08 19:23作者回复:【分享】浇注系统的设计[Re:zym_16]zhengxiaojun初级会员发贴:143积分:10于2004-09-30 12:19 谢谢,受教了作者回复:【分享】浇注系统的设计[Re:zym_16] pronick于2004-10-07 08:11一棵草普通会员发贴:99积分:5謝謝你的寶貴經驗!!作者Re:【分享】浇注系统的设计[Re:zym_16]hp_hie 普通会员发贴:22 积分:1于2004-11-06 09:26 谢谢!!作者Re:【分享】浇注系统的设计[Re:zym_16]zhangben 普通会员发贴:26 积分:3于2004-11-08 11:07你家的大灌嘴才这样!!不懂别误导别人.OK作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-11-08 19:25to zhangben 兄能否介绍一下,你的大灌嘴能否上传一张图片阿发贴:490积分:31然后说说到底我那个错在哪?欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490积分:31于2004-11-11 13:44不知道楼上的兄弟,说得是否是这种情况但是这个机嘴的加工,没有上面的那个方便, 虽然好多的书都提到这种机嘴欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zhangben]hotpiepro/e&塑性成形版版主发贴:802积分:45于2004-11-11 14:14zhangben wrote:你家的大灌嘴才这样!!不懂别误导别人.OK兄弟,如果有真本事就拿出些真东西出来让兄弟们信服这样躲在后面瞎说(不好意思,不知道是不是瞎说?)兄弟们实在有些气愤不过授人以鱼不如授人以渔!作者Re:【分享】浇注系统的设计[Re:zym_16]fan2008模具技术版版主发贴:309 积分:24于2004-11-11 17:18基本设计原则:1.不要将浇口置于高压力区域2.尽量避免或减少熔合线3.尽量使熔合线远离高压力区域4.对于增强型塑料,浇口位置决定零件的翘曲性能5.提供足够的排气口以避免空气存集交流才会有进步,共同进步,共同提高!作者Re:【分享】浇注系统的设计[Re:zym_16] fan2008于2004-11-11 17:24设立适宜浇口位置的建议:1.将浇口设置在壁面最厚的位置处;模具技术版版主发贴:309 积分:24 2.浇口不能设置在高压区附近;3.对长型的零件,在可能的情况下,浇口应设置在纵向,而不是设置在横向或在中央,特别是对增强性材料的模塑尤为如此。
铸件浇口的设计规范
铸件浇口的设计规范1. 引言本文档旨在为铸件的浇口设计提供一些规范和指导。
浇口是铸造过程中的关键部分,直接影响铸件的质量和性能。
合理的浇口设计可提高铸件的成形性和减少缺陷的产生。
2. 浇口位置浇口的位置应根据具体铸件的形状和结构来确定。
一般而言,应选择尽可能靠近铸件壁厚最大的位置作为浇口位置,以保证铸件内部的金属能够充分流动并填充整个模腔。
同时,还应考虑到浇注过程中金属的流动方向和空气的排出,以避免产生气孔等缺陷。
3. 浇口尺寸浇口的尺寸应根据铸件的大小和形状来确定。
一般而言,浇口的直径或边长应足够大,使得金属在浇注过程中不会发生过快的凝固和困实。
同时,还应确保浇口尺寸能够满足金属充分流动的要求,以避免产生浇冒缺陷。
4. 浇注方式浇注方式的选择应根据铸件的形状、尺寸和材料来确定。
常用的浇注方式包括顶浇、底浇、侧浇等。
在选择浇注方式时,应考虑到金属在模腔内的流动路径和方向,以避免产生太多的湍流和气体夹杂。
5. 浇注温度浇注温度的选择应根据铸件的材料和结构来确定。
一般而言,浇注温度应使得金属液流动性好,同时又能保证铸件的凝固过程能够顺利进行。
浇注温度过高可能导致金属液的喷溅和气孔的产生,而浇注温度过低可能导致金属液流动性差和凝固不完全。
6. 浇注速度浇注速度的选择应根据铸件的材料和尺寸来确定。
一般而言,浇注速度应使得金属液在浇注过程中能够充分填充整个模腔并压实,同时又不能过快引起金属液的喷溅和气孔的产生。
浇注速度过慢可能导致金属液的凝固过早和铸件成形性差。
7. 浇注压力浇注压力的选择应根据铸件的材料和尺寸来确定。
一般而言,浇注压力应使得金属液能够顺利流动并填充整个模腔,同时又不能过大引起金属液的喷溅和气孔的产生。
浇注压力过小可能导致金属液无法充分填充模腔。
8. 浇注过程控制在铸造过程中,应对浇注过程进行有效的控制。
包括控制浇注温度、浇注速度和浇注压力等参数,及时发现和处理异常情况,确保铸件的质量和性能。
浇口种类设计规范
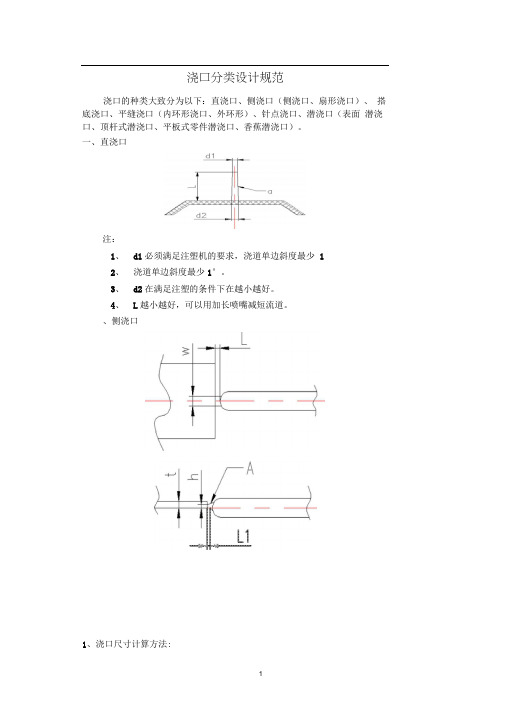
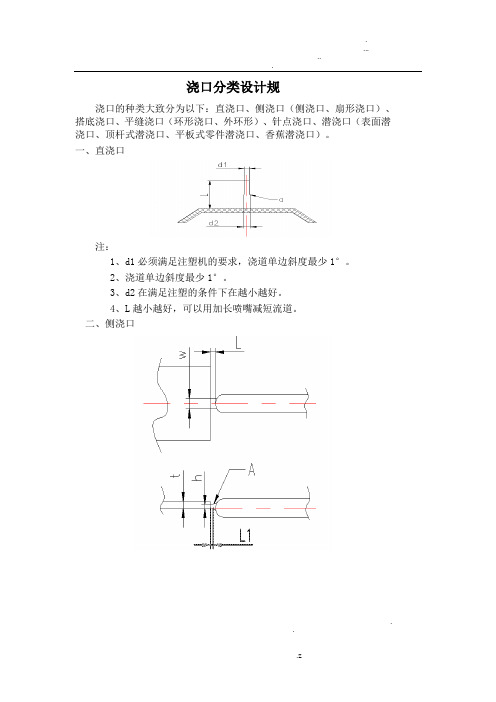
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
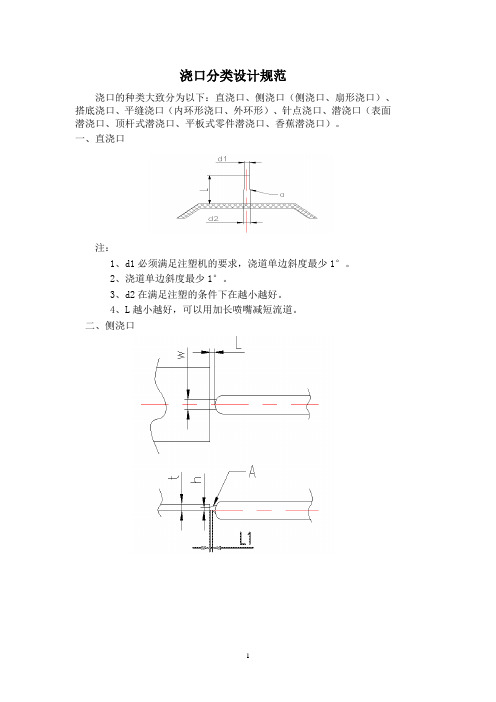
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少12、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口1、浇口尺寸计算方法:(0.8-1.5 ) A=(20- 30) °L1=0.5 -1塑料类别参数nPE/PS0.6POM/PC/PP0.7PMMA/PA0.8PVC0.92 、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣-----工IrA1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;h=nt w=(3-10)h L=3)除硬质PVC夕卜,适合绝大多数产品I注:h=nt w=(3-10)h L=O. 8-1 ・5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7ntL五、平缝式浇口r44+J内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nth适合于大平板且易变形的零件,h=0.7t L=1-1.3六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理I U2)进胶点处形状的三中形式:7/////V/////Z、A B以上三种形式根据产品的实际要求选择七、潜浇口1、表面潜浇口潜定模潜动模1、浇口处圆角,水口断面好,2、浇口处流道粗,冷却时间长1、 水口顶杆直径D 最小不能少于4mm2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易被冲歪。
浇口分类设计规范
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
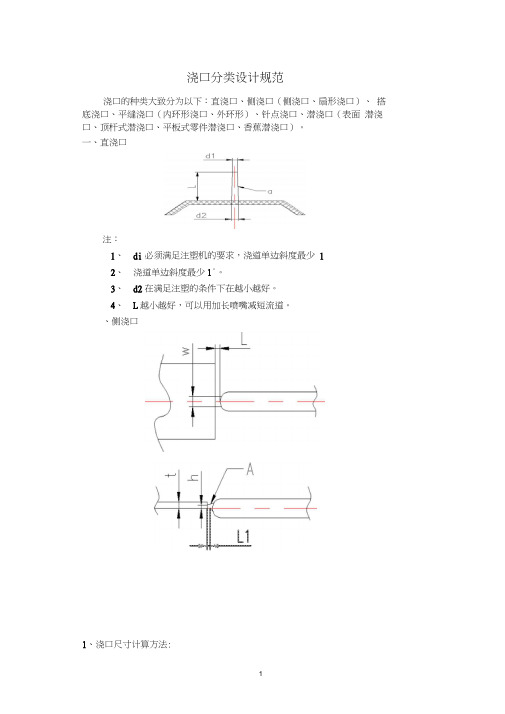
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同2、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下;倒扣2)、避免有流纹的现象;3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品五、平缝式浇口此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、潜浇口1、表面潜浇口`26.53mm潜定模潜动模2、顶杆潜浇口3、平板式零件的潜浇口d1<t顶杆镶件4、香蕉式潜浇口。
浇口的设计规范_ok

1.概述浇口是连接流道与制品的直接通道,浇口的类型和尺寸对制品的成型起着至关重要的作用。
常用浇口的种类有大水口、侧浇口、潜浇口、弯钩浇口、隧道式浇口和三板模点浇口。
在汽车模具浇口设计时,选择浇口类型及尺寸可参考客户提供的样件,或者参考类似模具母本,然后由CAE 分析出合理的位置及尺寸,如有不确定因素应进行评审得出结果。
2. 浇口设计2.1大水口ØA和SRB 需要与注塑机匹配,大于注塑机对应尺寸, ØC 由CAE 提供,H 尽量小于80mm。
(如图1)2.2侧浇口常见的有直通式侧浇口、扇形侧浇口和搭接式侧浇口。
注意:侧浇口不能设计在皮纹等外观面边缘!2.2.1直通式侧浇口:L 为2mm,W 和H 由CAE 分析提供,W 等于或略小于分流道宽度。
(如图2) 图1 大水口图2 直通式侧浇口2.2.2扇形侧浇口:L为2mm,浇口尺寸CAE 提供。
(如图3)图3 扇形侧浇口2.2.3搭接式侧浇口:L 为2mm,W 为1.5mm,H2为1.2-1.8mm,T 为产品壁厚,H1为分流道高度。
(如图4)图4 搭接侧浇口2.3潜浇口多设计在产品的筋位或侧壁上,如果产品形状无法设计可增加辅助筋位(如图5)或借助顶杆(如图6)。
主要分推切式和拉切式,浇口的截面形状基本形式是圆形(如图7),可变化为矩形(如图8)。
图5 加辅助筋位潜浇口图6 加辅助顶杆潜浇口图8 截面为矩形潜浇口图7 基本形式潜浇口2.3.1基本形式的潜浇口参数(如图9)。
图9 基本形式的潜浇口2.3.2辅助顶杆潜浇口参数(如图10)。
图10 基本形式的潜浇口2.3.3拉切式潜浇口参数(如图11)。
图11 拉切式潜浇口2.3.4对于潜浇口,浇口和流道最好分别设计到前模和后模,这样浇口拉断时受力和变形都比较好,但是如果流道设计到前模,热流道喷嘴需要加工形状,所以潜浇口设计时不限制浇口和流道是否分别在前后模,但是浇口的设计和流道的设计都要符合标准。
注塑模具设计之浇口与流道设计

注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。
浇口的设计
浇n是连接流道与型腔之间的一段纲短通道,它长波注系统的关艘部分。
浇口的形状、位置和尺寸对制品的质量影响很大。
浇口分为直接浇口和限制件浇u,直接绕L1打时被称力非限制性浇口,而其他类型的浇u则通称为限制性浇门。
限制性浇口的卞要作用有以下几点:(1)熔体充模后,首先在浇口处凝Iq,当泞射机螺杆袖回时可防止焙体间流退回流(2)熔体在流经狭窄的浇口时卢生摩擦热,使熔体习倔.有助于充模。
(3)易丁切除浇n尾料,钽电容二次加工方便。
(4)对于多型腔模具,浇166炳来半衔进料;对丁多浇n单型胺模具,浇n既能用来平衡进料,义能用来控制熔合纹在制品中的位置。
浇n66理想尺4很难阑丁丁的力祛计算,—般可根据经验,浇门断由积约为分流道断面积的3%一9%.断圆形状常为矩形或凶形,浇口的长度约为1—1.5mm。
齐设计挠口时往往先取较小的尺寸.以便在试模时逐步加以修正。
1.浇口的类型在注射模设计中常均的浇口形式有如下几种。
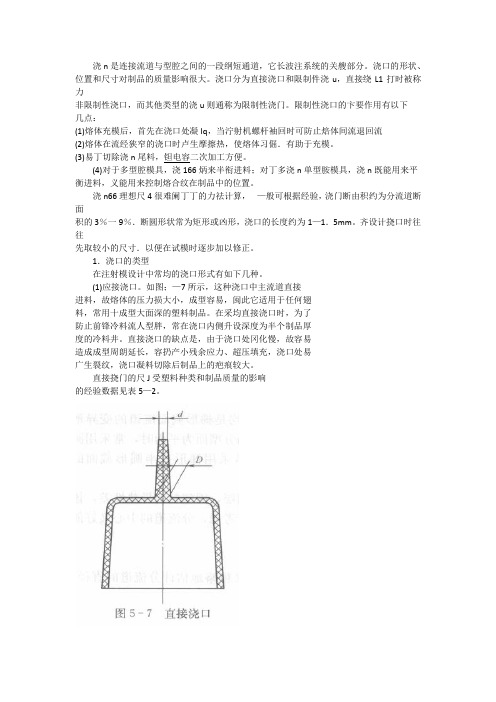
(1)应接浇口。
如图;—7所示,这种浇口中主流道直接进料,故熔体的压力损大小,成型容易,闽此它适用于任何翅料,常用十成型大面深的塑料制品。
在采均直接浇口时,为了防止前锋冷料流人型胖,常在浇口内侧升设深度为半个制品厚度的冷料井。
直接浇口的缺点是,由于浇口处冈化慢,故容易造成成型周朗延长,容扔产小残余应力、超压填充,浇口处易广生裂纹,浇口凝料切除后制品上的疤痕较大。
直接挠门的尺J受塑料种类和制品质量的影响的经验数据见表5—2。
(2)矩形侧浇u。
如图;—8所尔.矩形侧浇n姬升在模具的分型面上,从制品的边缘进料。
侧浇口的厚度A决定着浇L1的固化时间,在实践小通常是在容许的范围内首先将侧浇口的厚度加工得湾一些,在试模时再进行修正,以调节浇D的固化时间。
矩形侧浇口广泛使均十个小型制品的多则腔注射模,其优点是截而形状简节,易十加工,便于试模后修正,缺点是在制腻的外表凶留有浇u痕迹。
相等,浇口的厚度应逐渐减小。
应注意.浇u的截面积不能大于分流道的截面积,扇形浇n 的长度可比矩形侧浇口的氏度长一些,常为1.3—6.omm。
浇口种类设计规范
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、di必须满足注塑机的要求,浇道单边斜度最少12、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口1、浇口尺寸计算方法:(0.8-1.5 ) A=(20- 30) °L1=0.5 -1塑料类别参数nPE/PS0.6POM/PC/PP0.7PMMA/PA0.8PVC0.92 、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣-----工A 搭底浇口是侧浇口的改良,适合某种特定形状的产品1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;h=nt w=(3-10)h L=3)除硬质PVC夕卜,适合绝大多数产品I_£Z注:h=nt w=(3-10)h L=0・ 8-1 ・5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7ntL五、平缝式浇口£4$内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nth适合于大平板且易变形的零件,h=0.7tL=1-1.3六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理2)进胶点处形状的三中形式:7/////V/////Z、A B以上三种形式根据产品的实际要求选择七、潜浇口1、表面潜浇口潜定模潜动模1、浇口处圆角,水口断面好,2、浇口处流道粗,冷却时间长1、 水口顶杆直径D 最小不能少于4mm2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易被冲歪。
压铸的浇口计算公式
压铸的浇口计算公式压铸是一种常用的金属件生产工艺,通过将金属加热至液态,然后注入模具中,待冷却凝固后取出成型件。
在压铸过程中,浇口的设计是非常重要的,它直接影响着成型件的质量和生产效率。
本文将介绍压铸的浇口设计原则和计算公式。
一、浇口设计原则。
1. 浇口位置,浇口应尽量设置在成型件上部,以利于气体和杂质的排出,同时减少金属的氧化和渗透。
同时,浇口位置也要考虑成型件的结构和形状,尽量减少对成型件的影响。
2. 浇口形状,浇口的形状应该尽量简单,避免出现死角和难以清理的地方,同时也要考虑金属液体的流动性,以保证金属能够充分填充模具。
3. 浇口尺寸,浇口尺寸的大小直接影响着金属的流动速度和填充时间。
一般来说,浇口的尺寸应该根据成型件的大小和形状来确定,以保证金属能够均匀地填充整个模具。
二、浇口计算公式。
1. 浇口尺寸计算。
浇口的尺寸可以通过以下公式来计算:A=Q/V。
其中,A为浇口的横截面积,Q为金属液体的流量,V为金属的流速。
金属液体的流量可以通过以下公式来计算:Q=kv√H。
其中,k为流量系数,v为金属的流速,H为金属液体的压力。
金属的流速可以通过以下公式来计算:v=√(2gH)。
其中,g为重力加速度,H为金属液体的压力。
2. 浇口位置计算。
浇口的位置可以通过以下公式来计算:h=(2/3)√(2gh)。
其中,h为浇口的高度,g为重力加速度,h为金属液体的压力。
三、浇口设计实例。
假设有一个直径为100mm的圆形成型件,需要设计浇口。
首先,我们可以通过以下公式来计算浇口的尺寸:A=Q/V。
假设金属液体的流速v为1m/s,金属液体的压力H为2m,流量系数k为0.9,则可以计算得出金属液体的流量Q为:Q=0.91√2=1.27m²/s。
根据圆形成型件的面积计算得出A=πr²=3.145050=7850mm²。
将流量Q和横截面积A代入浇口尺寸计算公式中,可以得出浇口的尺寸为:V=Q/A=1.27/7850=0.000161m/s。
《浇口的设计》课件

环保理念:通过优化浇口设计,减 少废料,降低对环境的影响
添加标题
添加标题
添加标题
添加标题
提高产品质量:通过优化浇口设计, 提高产品质量,减少废品率
智能化设计:通过优化浇口设计, 实现智能化生产,提高生产自动化 程度
智能化:采用先进的智能技术,提高浇口设计的准确性和效率 环保化:采用环保材料和工艺,减少对环境的污染和破坏 轻量化:采用轻质材料和结构,降低浇口设计的重量和成本 集成化:将浇口设计与其他工艺环节相结合,提高生产效率和产品质量
浇口设计影响产品的成型质量 浇口设计影响产品的力学性能 浇口设计影响产品的外观质量 浇口设计影响产品的生产效率
浇口位置:选择合适的浇口 位置,避免影响产品外观和 性能
浇口尺寸:根据产品尺寸和 形状选择合适的浇口尺寸, 保证产品成型质量
浇口数量:根据产品结构和 生产效率选择合适的浇口数 量,避免产品缺陷
感谢您的观看
汇报人:
浇口形状:选择合适的浇口 形状,提高产品成型质量和 生产效率
浇口冷却:合理设计浇口冷 却系统,保证产品成型质量 和生产效率
浇口清理:定期清理浇口, 保证产品成型质量和生产效 率
浇口设计的优化
提高浇口质量:优化浇口设计,提高浇口质量,减少缺陷 降低浇口成本:优化浇口设计,降低浇口成本,提高生产效率 提高浇口效率:优化浇口设计,提高浇口效率,减少废品率 提高浇口稳定性:优化浇口设计,提高浇口稳定性,减少波动性
浇口的设计
汇报人:
目录
添加目录标题
浇口的基Байду номын сангаас概念
浇口的设计原则
浇口设计的实际 应用
浇口设计的优化
浇口设计的新趋 势
添加章节标题
浇口的设计和塑件的尺寸

浇口的设计和塑件的尺寸、形状模具结构一、浇口位置的要求1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响1.流长(FlowLength)决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力。
2.浇口位置会影响保压压力,保压压力大小,保压压力是否平衡,将浇口远离产品未来受力位置(如轴承处)以避免残留应力,浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位(CoreShaft)。
三、选择浇口位置的技巧1.将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。
如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。
2.可能的话,从产品中央进浇,将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
3.浇口(Gate):浇口是一条横切面面积细小的短槽,用以连接流道与模穴.横切面面积所以要小,目的是要获得以下效果:1)模穴注不久,浇口即冷结2)除水口简易3)除水口完毕,仅留下少许痕迹4)使多个模穴的填料较易控制5)减少填料过多现象设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:1.浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失. 模具达人微信:mujudaren2.浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形.不过,浇口的开关通常是由模件的开关来决定的.3.浇口尺寸:浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸: 1)胶料流动特性2)模件之厚薄3)注入模腔的胶料量4)熔解温度5)工模温度决定浇口位置时,应紧守下列原则:1.注入模穴各部份的胶料应尽量平均.2.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线.3.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况.4.应尽量使除水口操作容易进行,最好是自动操作.5.浇口的位置应与各方面配合。
浇口的设计原则
浇口的设计原则:1.浇口位置尽量选择在分型面上,以便于加工及其使用时清理浇口2.浇口位距型腔各个部位的距离尽量一致,并使其流程最短3.浇口位置应保证塑料流入型腔时,对着型腔中宽畅,厚壁部位4.避免浇口位置设置时料流直冲型腔壁,型芯,或者嵌件,5.浇口的设置,最好避免使产品产生熔接痕或者控制熔接痕在不重要的部位6.浇口位置及其料流流入方向有利于型腔内气体的排出7.浇口在制品上易于清除,同时不影响制品外观zym_16 edited on 2004-11-08 15:41 作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 10:57主,分流道截面的选择,1.主流道的截面大于或者等于各个分流道的截面面积之和2.如果型腔数比较多,最好在各个分流道的拐弯处倒圆角3.原则上,主流道的至浇口的末端的分流道的拐弯数不超过3个作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 11:04机嘴选择的考虑因素:首先来复习一下机嘴的基本常识:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-09-27 11:12浇口套的球面半径大致有两种规格a,1/2“(13mm)b,3/4”(19mm)但是比较常用的还是SR13mm,16mm,20mm,球面的深度3~5mm理论上:浇口套的SR半径=注射机喷嘴半径SR1 + 2mm发贴:490积分:31 注意上图中的各个部位的公差:作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490 积分:31于2004-09-27 12:54这种A型的,优点:加工,安装都比较方便缺点:由于只用螺丝固定所以不能防止机嘴的转动,zym_16 edited on 2004-09-27 12:57作者回复:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版于2004-09-27 13:01 延长式浇口:优点:流道较短,版主发贴:490 积分:31 缺点:制造比较复杂,三板模时,浇口的头部(图中绿色部位)还有倒扣,便于流道留在脱料板一侧zym_16 edited on 2004-11-08 19:23作者回复:【分享】浇注系统的设计[Re:zym_16]zhengxiaojun初级会员发贴:143积分:10于2004-09-30 12:19 谢谢,受教了作者回复:【分享】浇注系统的设计[Re:zym_16] pronick于2004-10-07 08:11一棵草普通会员发贴:99积分:5謝謝你的寶貴經驗!!作者Re:【分享】浇注系统的设计[Re:zym_16]hp_hie 普通会员发贴:22 积分:1于2004-11-06 09:26 谢谢!!作者Re:【分享】浇注系统的设计[Re:zym_16]zhangben 普通会员发贴:26 积分:3于2004-11-08 11:07你家的大灌嘴才这样!!不懂别误导别人.OK作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主于2004-11-08 19:25to zhangben 兄能否介绍一下,你的大灌嘴能否上传一张图片阿发贴:490积分:31然后说说到底我那个错在哪?欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zym_16]zym_16模具技术版版主发贴:490积分:31于2004-11-11 13:44不知道楼上的兄弟,说得是否是这种情况但是这个机嘴的加工,没有上面的那个方便, 虽然好多的书都提到这种机嘴欢迎大家来仿真论坛交流用proe,在学catia.请多多指教作者Re:【分享】浇注系统的设计[Re:zhangben]hotpiepro/e&塑性成形版版主发贴:802积分:45于2004-11-11 14:14zhangben wrote:你家的大灌嘴才这样!!不懂别误导别人.OK兄弟,如果有真本事就拿出些真东西出来让兄弟们信服这样躲在后面瞎说(不好意思,不知道是不是瞎说?)兄弟们实在有些气愤不过授人以鱼不如授人以渔!作者Re:【分享】浇注系统的设计[Re:zym_16]fan2008模具技术版版主发贴:309 积分:24于2004-11-11 17:18基本设计原则:1.不要将浇口置于高压力区域2.尽量避免或减少熔合线3.尽量使熔合线远离高压力区域4.对于增强型塑料,浇口位置决定零件的翘曲性能5.提供足够的排气口以避免空气存集交流才会有进步,共同进步,共同提高!作者Re:【分享】浇注系统的设计[Re:zym_16] fan2008于2004-11-11 17:24设立适宜浇口位置的建议:1.将浇口设置在壁面最厚的位置处;模具技术版版主发贴:309 积分:24 2.浇口不能设置在高压区附近;3.对长型的零件,在可能的情况下,浇口应设置在纵向,而不是设置在横向或在中央,特别是对增强性材料的模塑尤为如此。
浇口种类设计规范
浇口分类设计规浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口... .1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同塑料类别参数nPE/PS 0.6 POM/PC/PP 0.7 PMMA/PA 0.8 PVC0.92、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣延时针三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品..此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
五、平缝式浇口....六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
. .2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、 潜浇口1、表面潜浇口. .`2、顶杆潜浇口2 6.53m m潜定模 潜动模d1<t. .3、平板式零件的潜浇口顶杆距离PL面5-8mm产品镶件平板式零件的潜浇口4、香蕉式潜浇口... .。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料允許的溢邊值
粘度特性
高粘度
中粘度ቤተ መጻሕፍቲ ባይዱ
低粘度
塑料品種
PC,PPO,PSF,OPVC PS,ABS,PMMA PA,PE,PP
允許的溢邊值
0.06~0.08
0.04~0.05
0.025~0.04
Runner Design Standard
主流道 冷料穴 分流道
垂直式 傾斜式
(Cold Slag Well)
b≧3
扇形澆口 (fan gate)
一般
h=0.25~1.5mm 澆口寬度 b=L/4(最小不小於8mm)
點澆口(pin gate)
護耳式澆口(ear gate)
分流道形式
圓形 ﹐U形﹐梯形﹐半圓形 a=5~10°。其中以圓形最為常用。
分流道截面尺寸參考(依成品大小選擇) 注意現場刀具的參數
D 4 (5) 6 8 (9) 10 (11) 12
側澆口(side gate)
小型模具
大型模具
L
0.5~0.8
1~1.5
h
1/3~1/2T OR 0.5~1.5
b
1~2
Design Of Mo(u)ld
Check Point:
1.成型材質 Shinkage﹔ 2.模具鋼材; 3.表面亮度(表面處理)Texture; 4.成品圖的重點標注; 5.拔模斜度; 6.頂出方式;
7.進膠口位置 形式的選定(流道形式及特點,優缺點);
8.模穴數的排列 分模線的確定 9.其他…
1.無流道進膠(熱嘴進膠); 2.直接膠口; 3.側膠口(直接 搭接 扇形 護耳) 4.潛伏 ( Cavity&Core 香蕉形)膠口 5.針點膠口 6.薄膜 平縫膠口 7.輪輻 盤形 爪形 環形膠口
123
Lurk Gate
1.特點:在分模面上(下)方模穴供料的圓形或針 點膠口; 2.主要用于彈性塑料及多模穴(小成品的射出);
Tip:傾斜式主流道 傾斜角a與塑膠性能有關,如
PE﹑PP﹑PA 等塑膠﹐其傾斜角α最大 可達30°﹔ PS﹑SAN﹑ABS ﹑PC ﹑POM ﹑PMMA 等 塑膠﹐其傾斜角α最大可達20°.
傾斜角α最大可達15°
左右方向不可超過40MM
Tip:冷料穴 1. 主流道泠料穴尺寸參考 L=1~1.5d 2. 分流道泠料穴﹐其長度L=1.5~2D 3. 在三板式模具上一般不設計主流道泠料穴 4. ﹐只在分流道上設計冷料穴﹐其尺寸與上述相同
缺點:壓力損失大,適用于小型簡單塑件; 優點:膠口可與塑件自動分離,節省后加工過程,
位置可自動選擇,殘痕小,膠口切斷可自動化.
潛伏澆口(sub gate)
潛伏澆 口(sub gate)
A>L, a≦45°
Banana Gate
保護和不拉傷成品 L太長(太短?)
注意點﹕ 採用直接澆口時﹐爲了保證製 品表 面的平整﹐須對制口偷肉﹐同時在製 品的內表面補肉。以保持肉厚均一。
Tip:垂直式主流道 d--------主流道小端直徑﹐即主流道與注
射機噴嘴接觸處的直徑. d=注射機噴嘴孔徑+(0.5~1)mm SR--------根據成型機的nozzle來選擇.
(噴嘴球面半徑+1~2) a--------主流道的錐度。a一般在2~4°範圍
內選取﹐對粘度大的塑膠﹐a可取 3~6°.