UG 平面铣工序和刀具中英文名称对照
UG平面铣工序和刀具中英文名称对照完整版
U G平面铣工序和刀具中英文名称对照
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
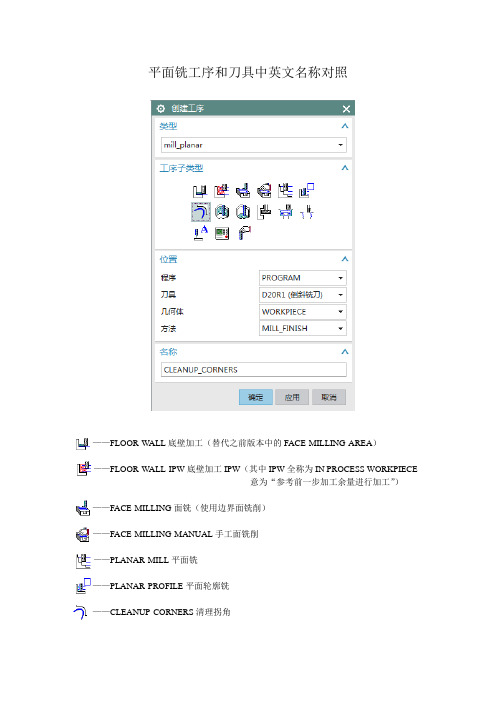
平面铣工序和刀具中英文名称对照
——FLOOR-WALL底壁加工(替代之前版本中的FACE-MILLING-AREA)
——FLOOR-WALL-IPW底壁加工IPW(其中IPW全称为IN PROCESS WORKPIECE
意为“参考前一步加工余量进行加工”)
——FACE-MILLING面铣(使用边界面铣削)
——FACE-MILLING-MANUAL手工面铣削
——PLANAR-MILL平面铣
——PLANAR-PROFILE平面轮廓铣
——CLEANUP-CORNERS清理拐角
——FINISH-WALLS精加工壁
——FINISH-FLOOR精加工底面
——GROOVE-MILLING槽铣削
——HOLE-MILLING孔铣
——THREAD-MILLING螺纹铣
——PLANAR-TEXT平面文本
——MILL-CONTROL铣削控制
——MILL-USER用户定义的铣削
——MILL立铣刀(端铣刀)
——CHAMFER-MILL倒斜铣刀
——BALL-MILL球头铣刀
——SPHERICAL-MILL球面铣刀
——T-CUTTER T型刀
——BARREL鼓型刀(桶型刀)
——THREAD-MILL螺纹铣刀
——MILL-USER-DEFINED用户定义的铣刀
——CARRIER刀库
——MCT-POCKET刀头(刀槽)
——HEAD动力头。
UG加工中文对照

Can general 一般的
mill planar 平面铣
1《面铣削区域》2面对平面铣3手工面铣削4平面铣5平面轮廓6跟随轮廓粗加工
7往复粗加工8单向粗加工9清理拐角10精加工壁11精加工底部面12螺纹铣削
13平面文本14 铣削控制15铣削用户
mill contour 轮廓铣
1型腔铣2插铣3轮廓粗加工4剩余铣5深度加工轮廓6深度加工拐角
7固定轮廓铣8轮廓区域9轮廓表面积10流线11轮廓区域非陡峭12轮廓方向陡峭
13单刀路清根14多刀路清根15清根参考刀具16清根光顺17实体轮廓3D 18轮廓3D 19轮廓文本20铣削用户21铣削控制
mill multi axis 可变轮廓洗
1可变轮廓铣2可变流线3外形轮廓加工4实现多深度5下边界在铅滞后6C冲浪区怡铅滞后
7固定轮廓铣8深度加工5轴铣9选择刀具10一般运动11铣削用户12铣削控制
Drill孔加工
1孔加工2点钻3钻4啄钻5断屑钻6镗孔
7铰孔8沉头孔加工9钻埋头孔10出屑11螺纹铣削12铣削控制
Hole making 孔加工
1铣削控制2孔加工3铣孔4手工钻孔
Turning变相车加工
1中心孔2中心线钻孔3中心钻啄钻4中心钻断屑5中心钻铰孔6中心钻出屑
7面加工8粗车9退刀粗车10粗堂11退刀粗堂12精车
13精镗14退刀精镗15教学模式16外槽17内槽18槽面
19外螺纹OD 20内螺纹ID 21切断22进给杆停止位23车削控制24车削用户。
ug加工中英文对照
ug 加工中英文对照表Aactivation range 自动进刀范围add transition points增加转换点addarcs 加圆弧additional passes 附加轨迹allow oversize tool 允许偏大刀具append 追加approach 趋近刀轨approach maker 趋近标记approach maker 趋近标记arc center probe 探头弧心area milling 区域铣削at angle to ds 与驱动面成角度at angle to ps 与零件面成角度auxfun 辅助功能avoid 避让avoidance geometry 避让几何体away from line 远离参考线away from point 远离参考点Bbandwidth 带宽barrel cutter 鼓形刀blank boundary 毛坯边界blank distance 毛坯距离blank geometry 毛坯几何体blank stock 主坯余量blank 毛坯block 块(程序块)blind hole 盲孔boundary face center 边界面的中心bottom regions 底面区域boundaries 边界boundary approximation 边界近似(增加沿边界优削刀轨)boundary face 边界面boundary 边界break chip 断削钻Ccavity型腔cavity layout型腔模布局cam customization cam 用户化cam object cam 对象case 情形cavity mill 型腔铣cclw 逆时针check boundary 检查边界check geometry 检查几何体circular feed rate compensatiori 圆弧进给速度补偿circular-perp to ta 在垂直于刀具的平面输出圆弧插补circular-par to ta 在平行于刀具的平面输出圆弧插补clamp 夹紧cleanup geometry 清理几何体cleanup corners 清理拐角clearance plane 安全平面climb cut 顺锐closed 封闭clsf actions 刀具位置源文件作用clsf manager 刀具位置源文件管理器clsf (cutter location source file)刀具位置源文件clw 顺时针cnc 计算机数字控制cone椎体cool 冷却core 型芯combine bodies构造实体collision check 碰撞检查concave comer 凹拐角configuration 配置constant 常量corner rough 轮廓粗加工contact (tool position)接触(刀具位置〉continuous path motion 连续刀轨运动control points 进刀控制点conventional cut 逆镜convex comer 凸拐角coolant off 冷却液关coolant on 冷却液开comer and feed rate control 拐角及其进给速度控制comer angle 拐角curve,directrix 曲线,准线curvel point drive 曲线和点驱动customizing 客户化custom command 自定义后处理命令cut angle 切削角cut area 切削区域cut depth 切削深度cut level 切削层cut method 切削方法cut order 切削顺序cut region 切削区域cut region start point 切削区域起始点cut step 切削步距cut 切削cutter compensation 刀具补偿cutter diameter compensation 刀具直径补偿cutter length compensation 刀具长度补偿cutting 切削参数cutting move 切削运动cycle definition events 固定循环定义事件cycle events 固定循环事件cycle move events 固定循环运动事件cycle parameter 固定循环参数cycle parameter set 固定循环参数组cycle 固定循环Ddatum axis创建基准轴datum plane创建基准面default 默认值definition file elements 定义文件要素definition file 定义文件depth first 深度优先depth offset 深度偏置display maching tool 显示机床directional steep 指向陡峭面drill 钻孔drilling tool 钻头drive curve lathe 驱动曲线车削drive method 驱动方法dual4axis on drive 双四轴于驱动面上dual 4axis on part 双四轴于零件面上dumb objects 关联对象dwell 暂停时间Eedge patch 边界修补edge blend边倒圆edit transition objects编辑转换对象ejector pin顶出杆eject pin post process剪堆杆encrypt output 加密输出end-of-path commands 刀轨结束命令engage l retract 进刀/退刀方法engage motion 进刀运动engage 进刀environment 环境ejector pin顶出杆eject pin post process剪堆杆event 事件event generator 事件生成器event handler 事件处理器exclude face 排除的面ext. tan 相切延伸Fface split分割体face milling 面铣削face milling area 表面区域铣face milling manual 表面手动铣fan 扇形f 缸 side 远侧feed per tooth 每齿进给量feed rate 进给速度fill填充fixhalf定模部分fit distance配合长度filter methods 过滤方法final retract 最终返刀finish path 精加工刀轨finish walls 精铣侧壁finish floor 精铣底面finish stock 最终余量first cut 切削的第一刀(进给量)fixed contour 固定轴曲面轮廓锐fixed depth 固定深度fl stck/min clr 零件底面余量/最小安全距离flip material 材料侧反向floor 底平面floor & island tops 底平面和各岛屿的顶面floor only 只切削底平面flow cut 清根切削format 定义坐标值、准备功能代码、进给速度、主轴转速等参数的数据格式follow boundary 遵循边界方向follow check geometry 遵循检查几何体形状follow periphery 遵循外轮廓形状follow pre-drill points 沿着预钻孔点follow start points 沿着起始点from marker 从标记点finish stock 最终余量free form 建曲面first cut 切削的第一刀(进给量)fixed contour 固定轴曲面轮廓铣fixed depth 固定深度fl stck/min clr 零件底面余量/最小安全距离flip material 材料侧反向floor 底平面floor & island tops 底平面和各岛屿的顶面floor only 只切削底平面flow cut 清根切削follow boundary 遵循边界方向follow check geometry 遵循检查几何体形状follow periphery 遵循外轮廓形状follow pre-drill points 沿着预钻孔点follow start points 沿着起始点from marker 从标记点Ggate desige浇口设计g codes g代码get design建立浇口generate 生成geometry 几何体geometry groups 几何体组geometry objects 几何体对象geometry view 几何体视图generate 生成geometry 几何体geometry groups 几何体组geometry objects 几何体对象geometry view 几何体视图general parameters 一般参数goto 转移到gouge check area 过切检查区域gouge check 过切检查graphical post processing module (gpm)图形后处理模块grooving tool 车槽刀group 组Hhelical 按螺旋线(斜坡进刀)hookup distance 连接间隙距离home position 机床的原点位置hole making 孔加工Iignore chamfers 忽略倒角ignore holes 忽略孔ignore islands 忽略岛屿insert desige内嵌件incremental side stock 侧余量增量inheritance 继承initial engage 初始进刀insert 插入internal engage 内部进刀internal retract 内部混刀interpolate 插补inward 向里ipw 处理中的工件island 岛屿Llathe cross-section 横切面(用于车削〉lathe finish 精车layer settings图层设置layout多腔模体布局lathe groove 车槽lathe rough 粗车lathe thread 车螺纹layer/layout 视图/布局lead and lag 前导角和后导角level first 水平优先levels at island tops 切削各岛屿的顶面libraries 库linear axis travel limits 各坐标轴的最大行程linear motion resolution 机床直线移动的最小步距linear only 只输出直线插补list 显示列表loop 循环load produc加载产品locating ring定位环Mmachine control 机床控制machine tool 机床参数(ug)machine control events 机床控制事件machine data file generator (mdfg)机床数据文件生成machine tool 机床machine tool kinematics 机床运动学machine tool motion control 机床运动控制machine tool type options 机床类型选项machine tool view 刀具视图machining method view 加工方法视图manufacturing 制造(加工〉manufacturing output manager 加工输出管理器material side 材料侧max concavity 最大凹度m codes m代码mcs (machine coordinate system)加工坐标系mdf (machine data file)机床数据文件method groups 方法组method 0 均 ects 方法对象mill area 铣削区域mill control 机床控制mill planar 平面铣mill contour 轮廓铣mill multi-axis 多轴铣mill user 自定义方式mill boundary 铣削边界mill geometry 铣削几何体milling tool 铣刀min clearance 最低安全平面min cut length 最小切削段长度minimum clearance 最小安全距离mlod csys 模具坐标系mord insert 模型嵌件mold base模架movehalf动模部分mold base 模架mirror throngh a plane通过平面镜像motion output 运动输出格式move events 运动事件move status 运动状态movement 运动形式multi-depth 多层切削Nnc (numerical control)数控n/c data definition nc数据格式near side 近侧no cycle 无固定循环non-cutting move 非切削运动non-steep 避让陡峭面non-steep face 非陡峭面normal to drive 与驱动法向一致normal to ds 与驱动面法向一致normal to part 与零件法向一致normal to ps 与零件面法向一致nurbs(non uniform rational b-spline) 才 i 三均匀有bOoffset/gouge 刀具偏置过切检查omit 省略on (tool position)在刀具中心位置上on lines 按直线(斜坡进刀)on shape 按外形(斜坡进刀)on surface 在曲面上ont (operation navigation tool)操作导航工具open 开口other data elements 定义程序序号的起始值、增量以及跳过程序段的首字符operation objects 操作对象operation 操作operator message 操作者提示optimize 优化optional stop 选择性停止optional skip off 程序跳段结束optional skip on 程序跳段开始origin 原点output file validation 输出文件有效output circular record 输出圆孤output plane 输出插补平面output setting 输出参数(ug)outward 向外overlap distance 搭接距离Ppart material材料成份parting manager分型管理product body center 产品中心parallel to ps 平行于零件面parallel to ds 平行于驱动面parameter groups 参数组parent 父节点part boundary 零件边界part containment 零件包容part floor stock 零件底部余量part geometry 零件几何体part side stock 零件侧面余量part stock 零件余量pattern center 同 jl.'圆模式中 jl.' pattern 切削模式peck drill 啄式钻permanent boundary 永久边界planar mill 平面铣planar text 文本铣削planar profile 平面轮廓铣plunge milling 插铣pocket 内腔point to point motion 点到点运动point to point 点位加工post process 后置处理post files preview 后处理文件预览post prosessor 后置处理生成器power 功率pre-drill engage points 预钻孔进刀点pre-drill 预钻孔program & tool path 程序和刀轨参数(ug)preferences 预设置prefun 准备功能epare geometry 预加工几何体'eprocess 预处理profile 轮廓program groups 程序组program object 程序对象program order view 程序顺序视图program 程序叶 ds normal 沿驱动面法向投射叶 ps normal 沿零件面法向投射叶 ection vector 投射矢量dial cut 径向切削p angle 斜坡角度p down angle 向下斜坡角度p type 斜坡进刀类型Rramp up angle 向上斜坡角度range 切削范围range depth 切削范围深度rapid 快速进给速度rapto offset 快进偏置rcs (reference coordinate system)参考坐标系runner design 建立流道revolve旋转region connection 区域连接region sequencing 切削区域的顺序register number(刀具补偿)寄存器号reject 拒绝relative to drive 相对于驱动面relative to part 相对于零件面relative to vector 相对于矢量方向replay 重新显示reset from table 从表中重新设置rest milling 残料铣削restore 恢复值retract clearance 返刀安全高度retract motion 退刀运动retract 返刀return 刀具返回reverse boundary 反向边界方向rotate 旋转rough follow 跟随零件粗铣rough zigzag 往复式粗铣rough zig 单向粗铣rtrcto 退刀(到 c 距离)Ssafe clearance 安全距离same as drive path 与驱动轨迹刀具轴相同s crews螺钉scallop 残留高度seed face 种子面select head 选择主轴头sequence number 序列号sequential milling 顺序铣set modes 设置模式setup events 事件设置setup 设置shrinkage收缩率shop documentation 车间工艺文档sketch草图slowdowns 降速smart objects 相关联对象sprue bushing浇口套spindle off 主轴停止spindle on 主轴启动spindle speed 主轴转速spiral 螺旋驱动standard part标准件standard part manager标准件管理standard bore 标准镗standard bore,back 标准背镗standard bore,drag 标准镗快退standard bore,manual 标准镗锺手退刀standard bore,no drag 标准镗横向偏置后快退standard drill 标准钻削standard drill,break chip 标准钻削,断屑standard drill,csink 标准钻削,沉孔standard drill,deep 标准钻削,深孔standard drive 标准驱动铣standard tap 标准攻螺纹standard text 标准文本(输出〉start marker 起始点标记startup commands 启动命令steep angle 陡峭壁角度steep area 陡峭壁区域steep faces 陡峭壁面steep 陡峭壁step 步距(进给速度)step over 步距类型/方向step over 行距stock 余量stopping position 刀具停止位置sub operations 子操作sur face area 曲面区域(驱动)surface region 曲面区域(特征)surface speed 曲面表面切削速度swarf drive 直纹面驱动Ttangent to ds 相切于驱动面tangent to ps 相切于零件面tangential edge angle 相切边角tan to (tool position)相切(刀具位置)t-cutter t 形刀templates 模板templates posts data file 后处理模板数据菜单temporary boundary 临时边界temporary plane 临时平面the event generator 事件生成器the event generator 事件处理器thread milling 螺纹铣threading tool 螺纹车刀three point plane 三点(圆心)探测thru fixed pt 通过固定点thru hole 通孔tilt 倾角tolerances-intoljouttol 内公差/外公差tolerant machining 容错加工tool axis 刀具轴(刀轴)tool change 换刀tool change marker 换刀标记tool checker 刀具检测器tool diameter 刀具直径tool groups 刀具组tool holder 刀柄tool length compensation 刀具长度补偿tool objects 刀具对象tool path actions 刀轨动作tool path 刀位轨迹(刀轨)tool position 刀具位置tool preselect 刀具预选tool 刀具toward line 指向线toward point 指向点transfer method 转移方法traver 叫转移traverse interior edge 穿过内边缘traverse pattern 转移模式traversal feed rate 机床的最大进给速度triangle tolerance 三角形公差trim boundary 修剪边界trim geometry 修剪几何体turning tool 车刀turning 车削UUtilities 公用工程ugpost ug 后置处理器uncut regions 未切削区域undercut handing 底部切削处理user defined 用户定义user defined event (ude)用户定义事件Vvariable contour 可变轴曲面轮廓铣vericut 模拟切削veri points 验证点visualize 切削仿真Wwire edm 线切割work piece 成型镶件word 各代码及其格式word summary 各代码的数据类型word sequencing 各代码的顺序Zzlever profile 深度加工轮廓zlever corner 深度加工拐角。
ug加工中英文对照

ug 加工中英文对照表Aactivation range 自动进刀范围add transition points增加转换点addarcs 加圆弧additional passes 附加轨迹allow oversize tool 允许偏大刀具append 追加approach 趋近刀轨approach maker 趋近标记approach maker 趋近标记arc center probe 探头弧心area milling 区域铣削at angle to ds 与驱动面成角度at angle to ps 与零件面成角度auxfun 辅助功能avoid 避让avoidance geometry 避让几何体away from line 远离参考线away from point 远离参考点Bbandwidth 带宽barrel cutter 鼓形刀blank boundary 毛坯边界blank distance 毛坯距离blank geometry 毛坯几何体blank stock 主坯余量blank 毛坯block 块(程序块)blind hole 盲孔boundary face center 边界面的中心bottom regions 底面区域boundaries 边界boundary approximation 边界近似(增加沿边界优削刀轨) boundary face 边界面boundary 边界break chip 断削钻Ccavity型腔cavity layout型腔模布局cam customization cam 用户化cam object cam 对象case 情形cavity mill 型腔铣cclw 逆时针check boundary 检查边界check geometry 检查几何体circular feed rate compensatiori 圆弧进给速度补偿circular-perp to ta 在垂直于刀具的平面输出圆弧插补circular-par to ta 在平行于刀具的平面输出圆弧插补clamp 夹紧cleanup geometry 清理几何体cleanup corners 清理拐角clearance plane 安全平面climb cut 顺锐closed 封闭clsf actions 刀具位置源文件作用clsf manager 刀具位置源文件管理器clsf (cutter location source file)刀具位置源文件clw 顺时针cnc 计算机数字控制cone椎体cool 冷却core 型芯combine bodies构造实体collision check 碰撞检查concave comer 凹拐角configuration 配置constant 常量corner rough 轮廓粗加工contact (tool position)接触(刀具位置〉continuous path motion 连续刀轨运动control points 进刀控制点conventional cut 逆镜convex comer 凸拐角coolant off 冷却液关coolant on 冷却液开comer and feed rate control 拐角及其进给速度控制comer angle 拐角curve,directrix 曲线,准线curvel point drive 曲线和点驱动customizing 客户化custom command 自定义后处理命令cut angle 切削角cut area 切削区域cut depth 切削深度cut level 切削层cut method 切削方法cut order 切削顺序cut region 切削区域cut region start point 切削区域起始点cut step 切削步距cut 切削cutter compensation 刀具补偿cutter diameter compensation 刀具直径补偿cutter length compensation 刀具长度补偿cutting 切削参数cutting move 切削运动cycle definition events 固定循环定义事件cycle events 固定循环事件cycle move events 固定循环运动事件cycle parameter 固定循环参数cycle parameter set 固定循环参数组cycle 固定循环Ddatum axis创建基准轴datum plane创建基准面default 默认值definition file elements 定义文件要素definition file 定义文件depth first 深度优先depth offset 深度偏置display maching tool 显示机床directional steep 指向陡峭面drill 钻孔drilling tool 钻头drive curve lathe 驱动曲线车削drive method 驱动方法dual4axis on drive 双四轴于驱动面上dual 4axis on part 双四轴于零件面上dumb objects 关联对象dwell 暂停时间Eedge patch 边界修补edge blend边倒圆edit transition objects编辑转换对象ejector pin顶出杆eject pin post process剪堆杆encrypt output 加密输出end-of-path commands 刀轨结束命令engage l retract 进刀/退刀方法engage motion 进刀运动engage 进刀environment 环境ejector pin顶出杆eject pin post process剪堆杆event 事件event generator 事件生成器event handler 事件处理器exclude face 排除的面ext. tan 相切延伸Fface split分割体face milling 面铣削face milling area 表面区域铣face milling manual 表面手动铣fan 扇形f 缸 side 远侧feed per tooth 每齿进给量feed rate 进给速度fill填充fixhalf定模部分fit distance配合长度filter methods 过滤方法final retract 最终返刀finish path 精加工刀轨finish walls 精铣侧壁finish floor 精铣底面finish stock 最终余量first cut 切削的第一刀(进给量)fixed contour 固定轴曲面轮廓锐fixed depth 固定深度fl stck/min clr 零件底面余量/最小安全距离flip material 材料侧反向floor 底平面floor & island tops 底平面和各岛屿的顶面floor only 只切削底平面flow cut 清根切削format 定义坐标值、准备功能代码、进给速度、主轴转速等参数的数据格式follow boundary 遵循边界方向follow check geometry 遵循检查几何体形状follow periphery 遵循外轮廓形状follow pre-drill points 沿着预钻孔点follow start points 沿着起始点from marker 从标记点finish stock 最终余量free form 建曲面first cut 切削的第一刀(进给量)fixed contour 固定轴曲面轮廓铣fixed depth 固定深度fl stck/min clr 零件底面余量/最小安全距离flip material 材料侧反向floor 底平面floor & island tops 底平面和各岛屿的顶面floor only 只切削底平面flow cut 清根切削follow boundary 遵循边界方向follow check geometry 遵循检查几何体形状follow periphery 遵循外轮廓形状follow pre-drill points 沿着预钻孔点follow start points 沿着起始点from marker 从标记点Ggate desige浇口设计g codes g代码get design建立浇口generate 生成geometry 几何体geometry groups 几何体组geometry objects 几何体对象geometry view 几何体视图generate 生成geometry 几何体geometry groups 几何体组geometry objects 几何体对象geometry view 几何体视图general parameters 一般参数goto 转移到gouge check area 过切检查区域gouge check 过切检查graphical post processing module (gpm)图形后处理模块grooving tool 车槽刀group 组Hhelical 按螺旋线(斜坡进刀)hookup distance 连接间隙距离home position 机床的原点位置hole making 孔加工Iignore chamfers 忽略倒角ignore holes 忽略孔ignore islands 忽略岛屿insert desige内嵌件incremental side stock 侧余量增量inheritance 继承initial engage 初始进刀insert 插入internal engage 内部进刀internal retract 内部混刀interpolate 插补inward 向里ipw 处理中的工件island 岛屿Llathe cross-section 横切面(用于车削〉lathe finish 精车layer settings图层设置layout多腔模体布局lathe groove 车槽lathe rough 粗车lathe thread 车螺纹layer/layout 视图/布局lead and lag 前导角和后导角level first 水平优先levels at island tops 切削各岛屿的顶面libraries 库linear axis travel limits 各坐标轴的最大行程linear motion resolution 机床直线移动的最小步距linear only 只输出直线插补list 显示列表loop 循环load produc加载产品locating ring定位环Mmachine control 机床控制machine tool 机床参数(ug)machine control events 机床控制事件machine data file generator (mdfg)机床数据文件生成machine tool 机床machine tool kinematics 机床运动学machine tool motion control 机床运动控制machine tool type options 机床类型选项machine tool view 刀具视图machining method view 加工方法视图manufacturing 制造(加工〉manufacturing output manager 加工输出管理器material side 材料侧max concavity 最大凹度m codes m代码mcs (machine coordinate system)加工坐标系mdf (machine data file)机床数据文件method groups 方法组method 0 均 ects 方法对象mill area 铣削区域mill control 机床控制mill planar 平面铣mill contour 轮廓铣mill multi-axis 多轴铣mill user 自定义方式mill boundary 铣削边界mill geometry 铣削几何体milling tool 铣刀min clearance 最低安全平面min cut length 最小切削段长度minimum clearance 最小安全距离mlod csys 模具坐标系mord insert 模型嵌件mold base模架movehalf动模部分mold base 模架mirror throngh a plane通过平面镜像motion output 运动输出格式move events 运动事件move status 运动状态movement 运动形式multi-depth 多层切削Nnc (numerical control)数控n/c data definition nc数据格式near side 近侧no cycle 无固定循环non-cutting move 非切削运动non-steep 避让陡峭面non-steep face 非陡峭面normal to drive 与驱动法向一致normal to ds 与驱动面法向一致normal to part 与零件法向一致normal to ps 与零件面法向一致nurbs(non uniform rational b-spline) 才 i 三均匀有b Ooffset/gouge 刀具偏置过切检查omit 省略on (tool position)在刀具中心位置上on lines 按直线(斜坡进刀)on shape 按外形(斜坡进刀)on surface 在曲面上ont (operation navigation tool)操作导航工具open 开口other data elements 定义程序序号的起始值、增量以及跳过程序段的首字符operation objects 操作对象operation 操作operator message 操作者提示optimize 优化optional stop 选择性停止optional skip off 程序跳段结束optional skip on 程序跳段开始origin 原点output file validation 输出文件有效output circular record 输出圆孤output plane 输出插补平面output setting 输出参数(ug)outward 向外overlap distance 搭接距离Ppart material材料成份parting manager分型管理product body center 产品中心parallel to ps 平行于零件面parallel to ds 平行于驱动面parameter groups 参数组parent 父节点part boundary 零件边界part containment 零件包容part floor stock 零件底部余量part geometry 零件几何体part side stock 零件侧面余量part stock 零件余量pattern center 同 jl.'圆模式中 jl.' pattern 切削模式peck drill 啄式钻permanent boundary 永久边界planar mill 平面铣planar text 文本铣削planar profile 平面轮廓铣plunge milling 插铣pocket 内腔point to point motion 点到点运动point to point 点位加工post process 后置处理post files preview 后处理文件预览post prosessor 后置处理生成器power 功率pre-drill engage points 预钻孔进刀点pre-drill 预钻孔program & tool path 程序和刀轨参数(ug)preferences 预设置prefun 准备功能epare geometry 预加工几何体'eprocess 预处理profile 轮廓program groups 程序组program object 程序对象program order view 程序顺序视图program 程序叶 ds normal 沿驱动面法向投射叶 ps normal 沿零件面法向投射叶 ection vector 投射矢量dial cut 径向切削p angle 斜坡角度p down angle 向下斜坡角度p type 斜坡进刀类型Rramp up angle 向上斜坡角度range 切削范围range depth 切削范围深度rapid 快速进给速度rapto offset 快进偏置rcs (reference coordinate system)参考坐标系runner design 建立流道revolve旋转region connection 区域连接region sequencing 切削区域的顺序register number(刀具补偿)寄存器号reject 拒绝relative to drive 相对于驱动面relative to part 相对于零件面relative to vector 相对于矢量方向replay 重新显示reset from table 从表中重新设置rest milling 残料铣削restore 恢复值retract clearance 返刀安全高度retract motion 退刀运动retract 返刀return 刀具返回reverse boundary 反向边界方向rotate 旋转rough follow 跟随零件粗铣rough zigzag 往复式粗铣rough zig 单向粗铣rtrcto 退刀(到 c 距离)Ssafe clearance 安全距离same as drive path 与驱动轨迹刀具轴相同s crews螺钉scallop 残留高度seed face 种子面select head 选择主轴头sequence number 序列号sequential milling 顺序铣set modes 设置模式setup events 事件设置setup 设置shrinkage收缩率shop documentation 车间工艺文档sketch草图slowdowns 降速smart objects 相关联对象sprue bushing浇口套spindle off 主轴停止spindle on 主轴启动spindle speed 主轴转速spiral 螺旋驱动standard part标准件standard part manager标准件管理standard bore 标准镗standard bore,back 标准背镗standard bore,drag 标准镗快退standard bore,manual 标准镗锺手退刀standard bore,no drag 标准镗横向偏置后快退standard drill 标准钻削standard drill,break chip 标准钻削,断屑standard drill,csink 标准钻削,沉孔standard drill,deep 标准钻削,深孔standard drive 标准驱动铣standard tap 标准攻螺纹standard text 标准文本(输出〉start marker 起始点标记startup commands 启动命令steep angle 陡峭壁角度steep area 陡峭壁区域steep faces 陡峭壁面steep 陡峭壁step 步距(进给速度)step over 步距类型/方向step over 行距stock 余量stopping position 刀具停止位置sub operations 子操作sur face area 曲面区域(驱动)surface region 曲面区域(特征)surface speed 曲面表面切削速度swarf drive 直纹面驱动Ttangent to ds 相切于驱动面tangent to ps 相切于零件面tangential edge angle 相切边角tan to (tool position)相切(刀具位置)t-cutter t 形刀templates 模板templates posts data file 后处理模板数据菜单temporary boundary 临时边界temporary plane 临时平面the event generator 事件生成器the event generator 事件处理器thread milling 螺纹铣threading tool 螺纹车刀three point plane 三点(圆心)探测thru fixed pt 通过固定点thru hole 通孔tilt 倾角tolerances-intoljouttol 内公差/外公差tolerant machining 容错加工tool axis 刀具轴(刀轴)tool change 换刀tool change marker 换刀标记tool checker 刀具检测器tool diameter 刀具直径tool groups 刀具组tool holder 刀柄tool length compensation 刀具长度补偿tool objects 刀具对象tool path actions 刀轨动作tool path 刀位轨迹(刀轨)tool position 刀具位置tool preselect 刀具预选tool 刀具toward line 指向线toward point 指向点transfer method 转移方法traver 叫转移traverse interior edge 穿过内边缘traverse pattern 转移模式traversal feed rate 机床的最大进给速度triangle tolerance 三角形公差trim boundary 修剪边界trim geometry 修剪几何体turning tool 车刀turning 车削UUtilities 公用工程ugpost ug 后置处理器uncut regions 未切削区域undercut handing 底部切削处理user defined 用户定义user defined event (ude)用户定义事件Vvariable contour 可变轴曲面轮廓铣vericut 模拟切削veri points 验证点visualize 切削仿真Wwire edm 线切割work piece 成型镶件word 各代码及其格式word summary 各代码的数据类型word sequencing 各代码的顺序Zzlever profile 深度加工轮廓zlever corner 深度加工拐角。
UG 平面铣工序和刀具中英文名称对照
平面铣工序和刀具中英文名称对照
——FLOOR-WALL底壁加工(替代之前版本中的FACE-MILLING-AREA)
——FLOOR-WALL-IPW底壁加工IPW(其中IPW全称为IN PROCESS WORKPIECE
意为“参考前一步加工余量进行加工”)——FACE-MILLING面铣(使用边界面铣削)
——FACE-MILLING-MANUAL手工面铣削
——PLANAR-MILL平面铣
——PLANAR-PROFILE平面轮廓铣
——CLEANUP-CORNERS清理拐角
——FINISH-WALLS精加工壁——FINISH-FLOOR精加工底面——GROOVE-MILLING槽铣削——HOLE-MILLING孔铣——THREAD-MILLING螺纹铣——PLANAR-TEXT平面文本——MILL-CONTROL铣削控制——MILL-USER用户定义的铣削
——MILL立铣刀(端铣刀)——CHAMFER-MILL倒斜铣刀
——BALL-MILL球头铣刀——SPHERICAL-MILL球面铣刀
——T-CUTTER T型刀
——BARREL鼓型刀(桶型刀)——THREAD-MILL螺纹铣刀
——MILL-USER-DEFINED用户定义的铣刀——CARRIER刀库
——MCT-POCKET刀头(刀槽)——HEAD动力头。
非常全面的UG加工模块中英对照(图标注释)

mill-planar 平面铣模块平面和垂直侧面,主要加工模具或零件中的平面区域mill-contour 轮廓铣/曲面铣模块可加工存在斜面或是曲面的工件,根据模具或零件的形状进行加工,包括型腔铣加工、等高轮廓铣加工和固定轴区域轮廓铣加工等mill-multi-axis 多轴铣模块在多轴机床上利用工作台的运动和刀轴的旋转实现多轴加工。
Drill孔加工模块在模具中钻孔,使用的刀具为钻头。
Turning车加工模块Wire-edm 线切割加工模块在线切割机上利用铜线放电的原理切割零件或模具Solid-tool 铸造加工模块Q- Turning车加工模块1.CENTERLINE_SPOTDRILL 钻中心孔2.CENTERLINE_DRILLING一般钻孔3.CENTERLINE_PECKDRILL 深孔钻4.CENTERLINE_BREAKCHIP 断屑钻5.CENTERLINE_REAMING铰孔6.CENTERLINE_TAPPING攻螺纹7.FACING车端面8.ROUGH_TURN_OD粗车外圆9.ROUGH_BACK_TURN退刀粗车外圆10.ROUGH_BORE_ID粗镗内孔11.ROUGH_BACK_BORE 退刀粗镗内孔12.FINISH_TURN_OD 精车外圆13.FINISH_BORE_ID精镗内孔14.FINISH_BACK_BORE 退刀精镗内孔15.TEACH_MODE 模式16.GROOVE_OD 车外圆槽17.GROOVE_ID 车内孔槽18.GROOVE_FACE车端面槽19.THREAD_OD 车外螺纹20.THREAD_ID 车内螺纹21.PARTOFF切断22.BAR_FEED_STOP 主轴停止23.LATHE_CONTROL 机床控制THE_USER 用户控制A:-Mill_Planar平面铣1.FACE_MILLING_AREA面铣削“面铣削区域”有部件几何体、切削区域、壁几何体、检查几何体和自动壁面选择。
UG中英文对照
补充资料:UG加工一,UG加工流程UG几何模型Manufacturing Operation刀具加工参数CLSF刀轨源文件Postprocess后处理NC Code MDFA机床数据文件MDFG *.cls *.Ptp二,UG CAM 术语1,刀具Tools2,边界Boundary3,操作Operation4,刀轨Tool Path5,后置处理Postprocess6,加工坐标系统MCS注意:1,编程原点MCS 的坐标原点2,刀轨坐标为刀具尖端中心坐标3,刀轴矢量缺省状态下是MCS坐标系的Z轴方向4,Boundary 不一定是加工面,加工面是Boundary沿某一方向之投影. Manufacture 主菜单Toolbox->操作管理刀轨管理刀具定义边界管理加工方式Point to Point 点位加工Planar Mill 平面铣Fixed Contour 固定轴曲面铣Varible Contour 变轴曲面铣Cavity Mill 型腔铣...Operation type三,加工操作管理(Operation Manager)Operation Manager 是所有加工编程的入口Toolbox Operation Manager1,管理排列工序2,选择加工方式3,工序操作4,刀轨管理已定义好的工序表对现有工序的调整选择不同加工方式新建,修改,拷贝四,刀具及边界(Tool & Boundary)Tool Position : On TantoBoundary PlaneBoundary Type: Open CloseChange Name边界定义菜单:Toolbox ToolToolbox Boundary五,平面铣Planar Milling走刀方式步距控制刀具选择加工边界选择切深控制进退刀控制加工参数控制刀轨生成进给率机床动作控制加工余量一般过程:1,选择刀具Tool Select2,选择边界Boundary SelectPart Boundary 零件边界Blank Boundary 毛坯边界3,指定底面Floor4,指定走刀方式Zig-Zag , Follow…5,指定其他参数指定安全避让Aviodance指定进刀退刀方式Engage/Retract进给率Feedrate余量Stock机床控制Machine (换刀,开主轴…)…..6,生成刀轨GenerateAvoidance避让Feedrate进给率走刀方式Zig-ZagZigZig with contourFollowStepover 步距Boundary 边界顺铣,逆铣Cavity Milling六,型腔铣Cavity MillingCavity Milling 特点是等高线走刀, 主要用于零件的粗加工.**铣型腔Boundary Geometry Select all **铣型芯Boundary Geometry选Part Geometry选Blank Geometry 毛坯体**铣铸造毛坯Cutting Blank Distance=。
UG加工部分中英文翻译对照
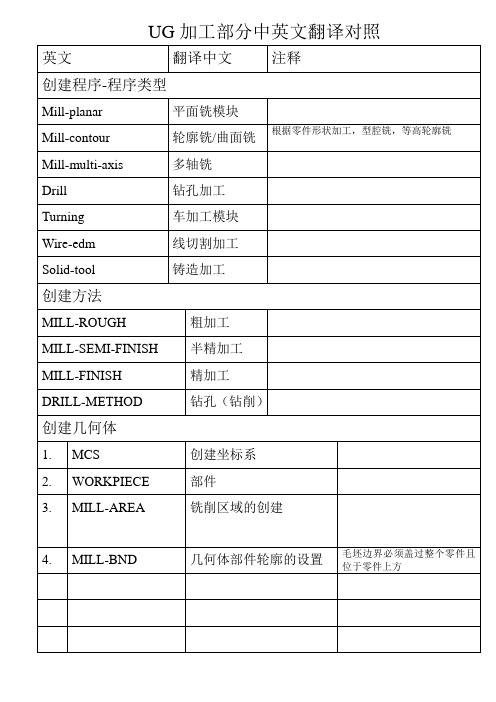
创建刀具时刀号参数:1.“补偿寄存器”为长度补偿。
2.“刀具补偿寄存器”为半径补偿,在G41 G42时用
l-planar类型下:
1.
Mill
端铣刀(平面铣刀)
2.
CHAMFER-MILL
倒角刀
3.
BALL-MILL
球刀
4.
SPHERICAL-MILL
球状铣刀
5.
T-CUTTER
MILL-ROUGH
粗加工
MILL-SEMI-FINISH
半精加工
MILL-FINISH
精加工
DRILL-METHOD
钻孔(钻削)
创建几何体
1.
MCS
创建坐标系
2.
WORKPIECE
部件
3.
MILL-AREA
铣削区域的创建
4.
MILL-BND
几何体部件轮廓的设置
毛坯边界必须盖过整个零件且位于零件上方
T形铣刀(专用刀)
2.drill类型下:
1.
SPOTFACING-TOOL
键槽铣刀
用于斜面或曲面上的孔加工
2.
SPOTDRILLING-TOOL
中心钻
钻中心孔
3.
DRILLING-TOOL
麻花钻
4.
BORING-BAR
镗刀
5.
REAMER
铰刀
6.
COUNTERBORING-TOOL
沉头孔刀
用于加工沉头孔
UG加工部分中英文翻译对照
英文
翻译中文注释创建程序-源自序类型Mill-planar
平面铣模块
Mill-contour
轮廓铣/曲面铣
UG英汉互译

Mill planar 平面铣mill semi finishiMill contour 平面加工auxtunMill multi axis 多轴加工clampDrill 点位加工coolant onHole making 镗孔加工cutter compensation 刀具补偿Turning 车床加工dwellWire adm 线切割headProbing 电极加工insertSolid tool 铸造加工insert operation handler 插入操作处理程序Machining knowledge 机械学科ilock axisCavity mill 型腔铣extra toolchange 额外换刀Fix contour 固定轴轮廓铣operator massageMethod 方法optional skip on 可选跳过Mill finish 精铣origin 原点Millrough 粗铣prefun 预功能Mill semi finish 半精铣rotate 旋转Face milling area 面铣区域select headFace milling 面铣sequence number 程序号Face manual 端面铣削setaxis 轴设置Planar profile 平面轮廓setmodes 设置模式Generic machine setpolar 极轴设置Ball mill 球铣刀extra spindleon on 额外的主轴开Face mill 平面铣刀spindle off 主轴关T cutter T型刀user defined 用户定义Barrel tool preselect 刀具预选Thread mill coad workpieceNill user defined 无用户定义workpiece takeover byspindle 2 由2主轴的工件Carrier unload workpiece 卸载工件Mct pocret zero 零点Head go to 走Generic maching 通用加工spindlemarker 主轴标记Mill semi finishi 半精铣from marker 从标记Drill method 钻孔方法tool change marker 刀具更改标记Rough follow 跟随粗铣approach marker 接近标记Rough zigzag 来回铣Rough zigCleanup corners 清角Finish walls 精铣清壁Finish floor 精铣底面Thread milling 铣螺纹Planar text 2D文本Mill control 铣削控制Mill user 铣床的用户Parameters 参数。
UG数控加工创建操作中英对照

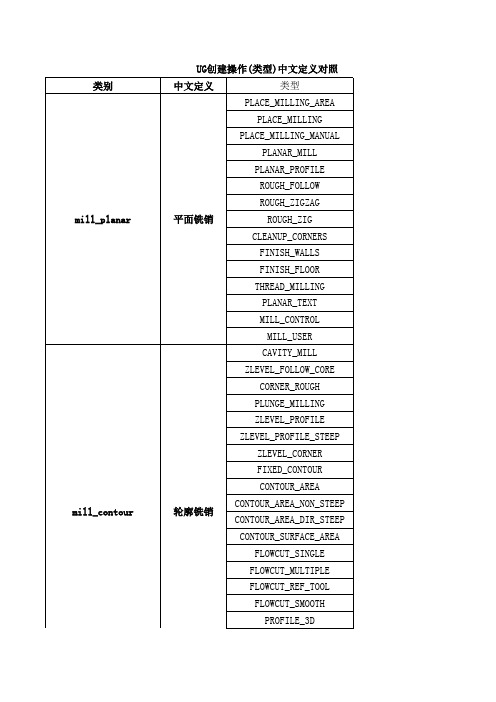
mill planar(平面铣)1:FACE_MILLING_AREA面铣刀区2:FACE_MILLING面铣刀3:FACE_MILLING_MANUAL面铣刀手册4:PLANAR_MILL平面磨5:PLANAR_PROFILE平面简介6:ROUGH_FOLLOW粗糙后续7:ROUGH_ZIGZAG粗糙曲折8:ROUGH_ZIG粗锯齿9:CLEANUP_CORNERS清理的角落10:FINISH_W ALLS完成墙11:FINISH_FLOOR完成地板12:THREAD_MILLING螺纹铣13:PLANAR_TEXT平面文字14:MILL_CONTROL轧机控制15:MILL_USER轧机用户Mill contour轧机轮廓1:CA VITY_MILL腔轧机2:PLUNGE_MILLING插铣3:CORNER_ROUGH角粗4:REST_MILLING剩余(部分), 的铣削5:ZLEVEL_PROFILE加工简介6:ZLEVEL_CORNER 加工角7:FIXED_CONTOUR固定轮廓8:CONTOUR_AREA周围部位9:CONTOUR_SURFACE_AREA轮廓表面积10:STREAMLINE流线11:CONTOUR_AREA_NON_STEEP轮廓区非陡12:CONTOUR_AREA_DIR_STEEP轮廓区迪尔陡13:FLOWCUT_SINGLE FLOWCUT单14:FLOWCUT_MULTIPLE FLOWCUT多重15:FLOWCUT_REF_TOOL FLOWCUT编号工具16:FLOWCUT_SMOOTH FLOWCUT平滑17:PROFILE_3D三维简介18:CONTOUR_TEXT轮廓文本Mill multi axis机多轴1:V ARIABLE_CONTOUR变轮廓2:V ARIABLE_STREAMLINE变流线3:CONTOUR_PROFILE轮廓简介4:VC_MULTI_DEPTH风险投资多深5:VC_BOUNDARY_ZZ_LEAD_LAG风险投资分界倾角加工6:VC_SURF_AREA_ZZ_LEAD_LAG风险投资冲浪区倾角加工7:FIXED_CONTOUR固定轮廓8:ZLEVEL_5AXIS 五轴加工9:SEQUENTIAL_MILL时序轧机10:ZIG_ZAG_SURFACE闪电表面11:GENERIC_MOTION通用运动Drill钻1:SPOT_FACING锪2:SPOT_DRILLING钻井的地点3:DRILLING钻井4:PECK_DRILLING派克钻井5:BREAKCHIP_DRILLING BREAKCHIP钻井6:BORING镗7:REAMING扩孔8:COUNTERBORING n. 扩钻;锪圆柱沉孔v. 扩孔(counterbore的ing形式)9:COUNTERSINKING n. 钻锥坑v. 穿孔(countersink的ing形式)10:TAPPING攻丝11:THREAD_MILLING螺纹铣Hole making孔加工1:HOLE_MAKING孔加工2:HOLE_MILL孔磨3:MANUAL_HOLE_MAKING手动孔加工Turning车削1:CENTERLINE_SPOTDRILL中线SPOTDRILL 2:CENTERLINE_DRILLING中线钻3:CENTERLINE_PECKDRILL中线PECKDRILL 4:CENTERLINE_BREAKCHIP中线BREAKCHIP 5:CENTERLINE_REAMING中线扩孔6:CENTERLINE_TAPPING中线攻丝7:FACING面对8:ROUGH_TURN_OD粗车外径9:ROUGH_BACK_TURN粗糙返回转向10:ROUGH_BORE_ID粗糙膛内编号11:ROUGH_BACK_BORE粗糙返回膛12:FINISH_TURN_OD成绩结束外径13:FINISH_BORE_ID膛内完成身份证14:FINISH_BACK_BORE膛内完成返回15:TEACH_MODE示教模式16:GROOVE_OD沟槽外径17:GROOVE_ID槽号18:GROOVE_FACE槽面19:THREAD_OD螺纹外径20:THREAD_ID线程ID21:PARTOFF22:BAR_FEED_STOP英美饲料停止23:LATHE_CONTROL车床控制24:LATHE_USER车床用户Wire edm线切割1:NOCORE2:INTERNAL_TRIM内部微调3:EXTERNAL_TRIM外部调理4:OPEN_PROFILE开放简介5:WEDM_CONTROL线切割机床控制6:WEDM_USER线切割机床用户。
UG10.0平面铣工序和刀具中英文名称对照

UG10.0平面铣工序和刀具中英文名称对照
——FLOOR-WALL底壁加工(替代之前版本中的FACE-MILLING-AREA)
——FLOOR-WALL-IPW底壁加工IPW(其中IPW全称为IN PROCESS WORKPIECE
意为“参考前一步加工余量进行加工”)
页脚内容1
——FACE-MILLING面铣(使用边界面铣削)
——FACE-MILLING-MANUAL手工面铣削
——PLANAR-MILL平面铣
——PLANAR-PROFILE平面轮廓铣
——CLEANUP-CORNERS清理拐角
——FINISH-WALLS精加工壁
——FINISH-FLOOR精加工底面
——GROOVE-MILLING槽铣削
——HOLE-MILLING孔铣
——THREAD-MILLING螺纹铣
页脚内容2
——PLANAR-TEXT平面文本
——MILL-CONTROL铣削控制
——MILL-USER用户定义的铣削
——MILL立铣刀(端铣刀)
页脚内容3
——CHAMFER-MILL倒斜铣刀
——BALL-MILL球头铣刀
——SPHERICAL-MILL球面铣刀
——T-CUTTER T型刀
——BARREL鼓型刀(桶型刀)
——THREAD-MILL螺纹铣刀
——MILL-USER-DEFINED用户定义的铣刀——CARRIER刀库
——MCT-POCKET刀头(刀槽)
——HEAD动力头
页脚内容4。
UG术语中英对照表

UG术语中英对照表UG术语中英对照表CAM部分A- BAaxis A轴ACL ASCII刀位文件ACL/BCL Generation ACL/BCL 生成器Action Mode 激活模式Activation Range 自动进刀范围Add Arcs 增加圆弧Add Ranges 增加切削范围Add To List 增加到列表ADDED STOCK 增加的余量Adding a post command 增加一个后置命令Additional Passes 附加轨迹Adjust Active 刀补激活Adjust Region 刀补范围Adjust Register 刀长补寄存器After each Engage 每次进刀之后After Each Pass 每条刀轨之后After each Retract 每次退刀之后After Each Subop 每次子操作之后After Last Motion 最终运动之后All but Faces 除了面的所有类型All but Steep 除了陡壁的所有类型All Loops 所有的环All Passes 所有刀轨Allow Oversize T ool 允许偏大刀具Analysis Tools (刀轨)分析工具Analyze Cut Shapes 分析切削外形Analyze Tool Path 分析刀轨ANGLE 1,ANGLE 2,DISTANCE 角1,角2,距离Angle Tolerance 角度公差ANGLE,ANGLE,PLANE 角度,角度,平面Angle/DS 角度/驱动面Angle/PS 角度/零件面Animate 动态模拟Animate Tool Path 动态模拟刀轨Animation Speed 动态模拟速度Append 附加Appended Text Active 附加的文本激活Appending Objects 附加对象Approach 趋近速度Approach Marker 趋近运动标记Aquamarine 蓝绿色Arc Center Probe 圆心自动定位Arc Output Type 圆弧输出类型Arc:Normal Tool axis 圆弧:垂直刀具轴Arc:Parallel to Cut 圆弧:平行切削方向Arc:Parallel Tool axis 圆弧:平行刀具轴Area Centroid 面积质心Area Milling Drive 区域铣削驱动Area Milling 区域铣削As Final 与最终相同As Initial 与最初相同At Angle to DS 与驱动面成角度At Angle to PS 与零件面成角度Automatic 自动的Auxfun 辅助功能Auxfun V alue 辅助功能值A vailable Functions 有效功能A void 避让A VOID CLEARANCE 避让安全平面A voidance Geometry 避让几何体A way From Line 远离线A way From Point 远离点Axis 轴Axis Off 轴关闭B-Axis On 轴开启BBackburn 反切口Bad Chains 无效的链接Bad Segments 无效的段Bandwidth 带宽Barrel Cutter 鼓形刀Baxis B轴BCL 二进制文件Before 1st Motion 第一次运动之前Before each Engage 每次进刀之前Before each Retract 每次退刀之前Blank Boundary 毛坯边界Blank Distance 毛坯距离Blank Geometry 毛坯几何体Blank Shape 毛坯外形Blank Stock 毛坯余量Blank 毛坯Blind Hole 盲孔Blue 蓝色Boring Radius 切削刃到车刀轴距离Bottom Regions 底部区域Bottom Surface 底部曲面Boundary Approximation 边界近似Boundary Drive Method 边界驱动方法Boundary Face 边界面Boundary Name 边界名Boundary Type 边界类型Boundary 边界Break Chip 断削钻Break_corner 打断拐角Brown 褐色By Name 通过名称(过滤)By Tool 通过刀具(过滤)UG术语中英对照表CAD部分A2 Curve Fillet 两曲线倒圆角2-D Distance 平面距离2D Exchange 二维交换3-D Distance 空间距离A Single Symbol 单个符号Above Plane 在平面上面Above Text 在文本上面Absolute coordinate system (ACS )绝对坐标系Accept Result 接受产生的结果Active view 激活视图Actual 实际的Add a components 加一个组件Add Attribute Search to Filter 给过滤器加属性搜索特性Add Exclude Filter 加排除过滤器Add Proximity Filter 加接近的过滤器Add Tangent Edges 加相切边Add to Filter 加到过滤器Add View to Drawing 加视图到图纸Add View 加视图Add Zone to Filter 加区域到过滤器Adding a view distance 加一个视图的距离Adding an orthographic view 加一个正投影视图Adding entries 加记录Adding members to assembly 加成员到装配体中Adding poles 加极点Additional GD&T symbols 增加的形位公差符号Adjacency Tolerance 邻接公差Adjacent Edges Deviation 邻接边偏差Advantages over interpart expressions 超过部件间表达式的优点After Text 在文本后面Align 对齐Align curve 曲线对齐Align View 对齐视图Aligning drawing views 视图对齐Alignment Method 对齐方法Alignment options 对齐选项All But Selected 除被选择之外的所有对象All Components 所有组件All Objects 所有对象Allow Duplicate V alues 允许相同的值Allow substitution 允许替换Along curve 沿曲线Along direction 沿某一方向Along driver normals 沿驱动的法向Along face normals 沿表面的法向Along fixed vector 沿定固定矢量方向Along vector 沿矢量方向Alternate Solution 替换方法Alternate Thickness 改变的厚度Alternates 替换Always Confirm 一直确认Analysis and Reporting Functions 分析和报告功能Analysis Data Set Functions 分析数据集功能Analysis Functions 分析功能Analysis type 分析类型Analyze Angle 分析角度Analyze Distance 分析距离Analyzing 分析Anchor and orientation point 锚点和方位点Anchor point 锚点Angle 角度Angle tolerance 角度公差Angle 角度Angled extensions 角度延伸Angular 角度的Angular dimensions 角度尺寸Angular Format 角度的格式Angular law 角度规律Angular 角度的Angularity 角状Animation 动画Anisotropic material 各向异性材料Annotation Editor 注释编辑器Annotation Preferences 注释设置ANSI Diameter Symbol ANSI直径符号ANSI Spherical Diameter Symbol ANSI球形直径符号ANSI Standard Section Line Display ANSI标准截面线显示Ansys solver Ansys 求解器ANT 装配导航工具Apex string 顶点线Apparent intersection point 表观交叉点Appended 附加的Appended Text 附加的文本Appended text controls 附加文本控制Application context 应用上下文Applications 应用Applications of W A VE WA VE的应用Apply Filter 使用过滤器Approximate Rho 近似的Rho 值Aquamarine 碧绿色Arc 弧Arc Center 弧中心Arc Length 弧长Arc/Circle 圆弧/圆周Arc/ellipse center 弧/椭圆的中心Architectural Feet/Inches 建筑上的英寸/英尺Arclength 弧长Area Fill 区域填充Area law 面积规律Arow segment 箭头段Arrow line display 箭头线显示Arrow Lines 箭头线Arrow Position 箭头位置Arrowhead 箭头ASCII 美国信息交换标准码Aspect Ratio 纵横比Assemblies Clearance 装配间隙Assembly 装配Assembly analysis 装配体分析Assembly Crosshatching 装配剖面线Assembly Filtering 装配过虑Assembly Hidden Line Removal 装配隐藏线去除Assembly Modeling 装配建模Assembly Navigator 装配导航器Assembly Navigator Tool 装配导航工具Assembly part 装配部件Assembly preferences 装配参数预设置Assembly views 装配视图Assembly Zone 装配区域Associate Note 相关注释Associated Objects 关联对象Associative direction 关联方向Associative offsets 相关偏置Associative taper plane reference point 相关的拔模面参考点Associative View Scale 相关视图比例Associative 关联的Associativity 相关性Associativity Manager 关联性管理器Associativity of utility symbols 实用符号的相关性At angle to vector 与矢量方向成角度Attached Target 附着的目标体Attachment methods 附着方式Attribute editor 属性编辑器Attribute Filter 属性过滤器Attribute Name 属性名Attribute Type 属性类型Attributes 属性Attributes From All Objects 从所有对象得到的属性Attributes From One Object 从一个对象的属性Attributes hierarchy 属性级别Auto dimension 自动尺寸标注Auto Ordinate Dimensions 自动坐标尺寸标注Automatic 自动的Automatic Placement 自动放置Automatic Preview 自动预览Automatic Rectangle 自动生成矩形Automatic Update 自动更新Auto-size Cells 自动大小的单元Auxiliary 辅助的Auxiliary View 辅助视图Axis 轴Axisymmetric analysis 轴对称分析Axisymmetric loading 轴对称加载。
非常全面的UG加工模块中英对照(图标注释)

mill-planar 平面铣模块平面和垂直侧面,主要加工模具或零件中的平面区域mill-contour 轮廓铣/曲面铣模块可加工存在斜面或是曲面的工件,根据模具或零件的形状进行加工,包括型腔铣加工、等高轮廓铣加工和固定轴区域轮廓铣加工等mill-multi-axis 多轴铣模块在多轴机床上利用工作台的运动和刀轴的旋转实现多轴加工。
Drill 孔加工模块在模具中钻孔,使用的刀具为钻头。
Turning 车加工模块Wire-edm 线切割加工模块在线切割机上利用铜线放电的原理切割零件或模具Solid-tool 铸造加工模块Q- Turning 车加工模块1.CENTERLINE_SPOTDRILL 钻中心孔2.CENTERLINE_DRILLING 一般钻孔3.CENTERLINE_PECKDRILL 深孔钻4.CENTERLINE_BREAKCHIP 断屑钻5.CENTERLINE_REAMING 铰孔6.CENTERLINE_TAPPING 攻螺纹7.FACING 车端面8.ROUGH_TURN_OD粗车外圆9.ROUGH_BACK_TURN 退刀粗车外圆10.ROUGH_BORE_ID 粗镗内孔11.ROUGH_BACK_BORE 退刀粗镗内孔12.FINISH_TURN_OD 精车外圆13.FINISH_BORE_ID精镗内孔14.FINISH_BACK_BORE 退刀精镗内孔15.TEACH_MODE 模式16.GROOVE_OD 车外圆槽17.GROOVE_ID 车内孔槽18.GROOVE_FACE 车端面槽19.THREAD_OD 车外螺纹20.THREAD_ID 车内螺纹21.PARTOFF 切断22.BAR_FEED_STOP 主轴停止THE_CONTROL 机床控制THE_USER 用户控制A:-Mill_Planar平面铣1.FACE_MILLING_AREA 面铣削“面铣削区域”有部件几何体、切削区域、壁几何体、检查几何体和自动壁面选择。
ug创建操作(刀具类型)中文定义对照表
CONTOUR_TEXT MILL_USER MILL_CONTROL VARIABLE_CONTOUR VC_MULTI_DEPTH VC_BOUNDARY_ZZ_LEAD_LAG VC_SURF_REG_ZZ_LEAD_LAG mill_multi-axis 多轴铣销 CONTOUR_PROFILE FIXED_CONTOUR SEQUENTIAL_MILL ZIG_ZAG_SURFACE MILL_USER MILL_CONTROL SPOT_FACING SPOT_DRILLING DRILLING PECK_DRILLING BREAKCHIP_DRILLING BORING drill 钻孔 REAMING COUNTERBORING COUNTERSINKING TAPPING THREAD_MILLING MILL_CONTROL MILL_USER 孔加工:能 实现钻、撞、 惚等孔加工、 钻中心孔。 MILL_CONTROL HOLE_MAKING HOLE_MILL CENTERLINE_SPOTDRILL CENTERLINE_DRILLING CENTERLINE_PECKDRILL CENTERLINE_BREAKCHIP CENTERLINE_REAMING
曲面文本铣销 机床控制 自定义方式 变轴铣 多层变轴铣 多层切削双四轴边界变轴铣 多层切削双四轴曲面变轴铣 曲面轮廓铣 固定轴曲面轮廓铣 顺序铣 往复式曲面铣 机床控制 自定义方式 锪孔(扩孔) 钻中心孔 普通钻孔 啄钻 对应G83 断屑钻孔 对应G73 镗孔 对应G65 铰孔 平底沉孔(平底扩孔) 埋头钻 攻螺纹孔(攻丝) 铣螺纹 机床控制 自定义方式 铣削控制 制孔 螺旋专用 中点钻孔 中线钻孔 中线啄钻深孔 中线断屑钻孔 中线铰孔
UG创建操作(类型)中文定义对照 类别 中文定义 类型 PLACE_MILLING_AREA PLACE_MILLING PLACE_MILLING_MANUAL PLANAR_MILL PLANAR_PROFILE ROUGH_FOLLOW ROUGH_ZIGZAG mill_planar 平面铣销 ROUGH_ZIG CLEANUP_CORNERS FINISH_WALLS FINISH_FLOOR THREAD_MILLING PLANAR_TEXT MILL_CONTROL MILL_USER CAVITY_MILL ZLEVEL_FOLLOW_CORE CORNER_ROUGH PLUNGE_MILLING ZLEVEL_PROFILE ZLEVEL_PROFILE_STEEP ZLEVEL_CORNER FIXED_CONTOUR CONTOUR_AREA mill_contour 轮廓铣销 CONTOUR_AREA_NON_STEEP CONTOUR_AREA_DIR_STEEP CONTOUR_SURFACE_AREA FLOWCUT_SINGLE FLOWCUT_MULTIPLE FLOWCUT_REF_TOOL FLOWCUT_SMOOTH PROFILE_3D
UG术语中英对照

Material Side材料侧
Max Concavity最大凹度
MCS(Machine Coordinate System)加工坐标系
MDF(Machine Data File)机床数据文件
Method Groups方法组
Motion Output运动输出格式
Move Events运动事件
Move Status运动状态
Movement运动形式
Multi-Depth多层切削
N
NC(Numerical Control)数控
Near Side近侧
No Cycle无固定循环
Non-Cutting Move非切削运动
Dumb Objects关联对象
Dwell暂停时间
E
End-Of-Path Commands刀轨结束命令
Engage/Retract进刀/退刀方法
Engage Motiot环境
Event事件
Event Generator事件生成器
Event Handler事件处理器
Machine Tool Motion Control机床运动控制
Machine Tool Type Options机床类型选项
Machine Tool View刀具视图
Machining Environment加工环境
Machining method view加工方法视图
Manufacturing制造(加工)
Customizing客户化
Cut Angle切削角
Cut Area切削区域
UG加工模块最完整的工序类型中英文翻译
Vc_Boundary_Zz_Lead_Lag
Vc_Surf_Area_Zz_Lead_La g
固定轮廓铣
mill-multi-blade
ZLEVEL_5AXIS
深度加工 5 轴铣
SEQUENTIAL_MILL
选择刀具
GENERIC_MOTION
一般运动
MILL_USER
铣削用户
MILL_USER
责任编辑:中磊教育 QQ:838676806
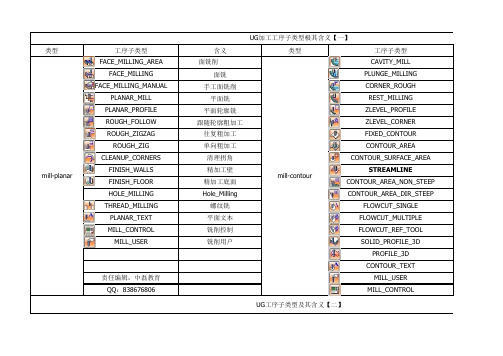
UG加工工序子类型极其含义【一】
含义
类型
工序子类型
面铣削
CAVITY_MILL
面铣
PLUNGE_MILLING
手工面铣削
CORNER_ROUGH
平面铣
REST_MIPROFILE
跟随轮廓粗加工
ZLEVEL_CORNER
MILL_CONTROL HOLE_MILL
MANUAL_HOLE_MAKING HOLE_MILLING
THREAD_MILLING
类型
工序子类型 CENTERLINE_SPOTDRILL CENTERLINE_DRILLING CENTERLINE_PECKDRILL CENTERLINE_BREAKCHIP CENTERLINE_REAMING
MILL_CONTROL
铣削控制
工序子类型 MULTI_BLADE_ROUGH
HUB_FINISH BLADE_FINISH BLEND_FINISH GENERIC_MOTION
MILL_USER MILL_CONTROL
类型
工序子类型
含义
UG工序子类型及其含义【三】 类型
工序子类型
非常全面的UG加工模块中英对照
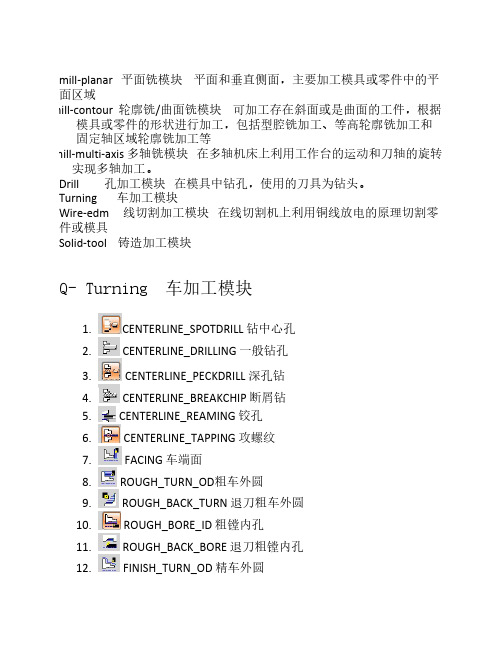
mill-planar 平面铣模块平面和垂直侧面,主要加工模具或零件中的平面区域mill-contour 轮廓铣/曲面铣模块可加工存在斜面或是曲面的工件,根据模具或零件的形状进行加工,包括型腔铣加工、等高轮廓铣加工和固定轴区域轮廓铣加工等mill-multi-axis 多轴铣模块在多轴机床上利用工作台的运动和刀轴的旋转实现多轴加工。
Drill 孔加工模块在模具中钻孔,使用的刀具为钻头。
Turning 车加工模块Wire-edm 线切割加工模块在线切割机上利用铜线放电的原理切割零件或模具Solid-tool 铸造加工模块Q- Turning 车加工模块1. CENTERLINE_SPOTDRILL 钻中心孔2. CENTERLINE_DRILLING 一般钻孔3. CENTERLINE_PECKDRILL 深孔钻4. CENTERLINE_BREAKCHIP 断屑钻5. CENTERLINE_REAMING 铰孔6. CENTERLINE_TAPPING 攻螺纹7. FACING 车端面8. ROUGH_TURN_OD粗车外圆9. ROUGH_BACK_TURN 退刀粗车外圆10. ROUGH_BORE_ID 粗镗内孔11. ROUGH_BACK_BORE 退刀粗镗内孔12. FINISH_TURN_OD 精车外圆13. FINISH_BORE_ID精镗内孔14. FINISH_BACK_BORE 退刀精镗内孔15. TEACH_MODE 模式16. GROOVE_OD 车外圆槽17. GROOVE_ID 车内孔槽18. GROOVE_FACE 车端面槽19. THREAD_OD 车外螺纹20. THREAD_ID 车内螺纹21. PARTOFF 切断22. BAR_FEED_STOP 主轴停止23. LATHE_CONTROL 机床控制24. LATHE_USER 用户控制A:-Mill_Planar平面铣1. FACE_MILLING_AREA 面铣削“面铣削区域”有部件几何体、切削区域、壁几何体、检查几何体和自动壁面选择。
UG平面铣工序和刀具中英文名称对照
UG平面铣工序和刀具中英文名称对照
UG10.0平面铣工序和刀具中英文名称对照——FLOOR-WALL底壁加工(替代之前版本中的FACE-MILLING-AREA)
——FLOOR-WALL-IPW底壁加工IPW(其中IPW全称为IN PROCESS WORKPIECE
意为“参考前一步加工余量进行加工”)
——FACE-MILLING面铣(使用边界面铣削)
——FACE-MILLING-MANUAL手工面铣削
——PLANAR-MILL平面铣
——PLANAR-PROFILE平面轮廓铣
——CLEANUP-CORNERS清理拐角
——FINISH-WALLS精加工壁
——FINISH-FLOOR精加工底面
——GROOVE-MILLING槽铣削
——HOLE-MILLING孔铣
——THREAD-MILLING螺纹铣
——PLANAR-TEXT平面文本
——MILL-CONTROL铣削控制
——MILL-USER用户定义的铣削
——MILL立铣刀(端铣刀)
——CHAMFER-MILL倒斜铣刀
——BALL-MILL球头铣刀
——SPHERICAL-MILL球面铣刀
——T-CUTTER T型刀
——BARREL鼓型刀(桶型刀)——THREAD-MILL螺纹铣刀
——MILL-USER-DEFINED用户定义的铣刀——CARRIER刀库——MCT-POCKET刀头(刀槽)——HEAD动力头。
UG加工英汉对照(包括应用说明)(1)1

序号名称类型说明1 FACE MILLING AREA表面区域铣可选多种切削方式对一个平面的局部区域进行单层切削2 FACE MILLING表面铣可选多种切削方式对一个平面进行单层切削3 FACE MILLING MANUAL表面铣手动设定可同时选几种切削方式对一个工件的不同切削区域进行单层切削,而且可以手工布置刀轨4 PLANAR MILLING平面铣可选多种切削方式对工件进行多层切削5 PLANAR PROFILE平面轮廓铣只用轮廓切削方式对侧壁进行切削,是单层还是多层切削由切削深度选项决定6 ROUGH FOLLOW跟随工件粗铣优先用跟随工件切削方式对工件多层切削7 ROUGH ZIGZAG往复粗铣优先用往复切削方式对工件多层切削8 ROUGH ZIG单向粗铣优先用单向切削方式对工件多层切削9 CLEANUP CORNERS凹角清理优先用跟随工件切削方式对凹角进行多层切削10 FINISH WALL侧壁精铣优先用轮廓切削方式对侧壁进行多层切削11 FINISH FLOOR底面精加工优先使用跟随工件切削方式,切削深度选择[仅仅底面]选项对底面进行切削12 THREAD MILLING铣螺纹加工大直径螺纹13 PLANAR TEXT平面刻字在工件平面上刻字14 MILLING CONTROL铣控制就是设置机床控制15MILLING USER轧机用户用编好的刀轨进行切削MILL planar 2D加工操作英汉对照MILL contour 3D加工操作英汉对照表序号名称类型说明1 CAVITY MILL型腔铣可选多种切削方式对工件进行多层切削2 ZLEVEL FOLLOW CORE等高跟随型芯优先用[跟随工件] 切削方式进行多层切削,每一切削层的刀轨形状跟随切削层所在高度的型芯岛轮廓3 CORNER ROUGH角粗加工优先用[跟随工件] 切削方式对凹角进行多层切削,每一切削层的刀轨形状跟随切削层所在高度的凹角轮廓4 PLUNGE_MILLING插铣插铣5 ZLEVEL PROFILE等高轮廓只用[轮廓] 切削方式对曲面侧壁进行侧向单层轴向多层切削,每一切削层的刀轨跟随切削层所在高度的轮廓6 ZLEVEL PROFILE STEEP等高轮廓陡峭只用[轮廓] 切削方式对斜面侧壁进行侧向单层轴向多层切削,每一切削层的刀轨跟随切削层所在高度的轮廓7 ZLEVEL CORNER等高角加工只用[轮廓] 切削方式对凹角进行侧向单层轴向多层切削,每一切削层的刀轨是跟随切削层所在高度的凹角轮廓8 FIXED CONTOUR固定轮廓可选多种驱动方式生成刀轨对工件进行单层切削9 CONTOUR AREA轮廓区域优先用[区域铣削] 驱动方式生成刀轨,对工件表面进行单层切削10 CONTOUR AREA NONSTEEP非陡峭区域轮廓优先用[区域铣削] 驱动方式生成刀轨,对工件非陡峭面进行单层切削11 CONTOUR AREA DIRSTEEP陡峭区域轮廓优先用[区域铣削] 驱动方式生成刀轨,对工件陡峭面进行单层切削12 CONTOUR SURFACE AREA曲面区域轮廓优先用[曲面区域] 驱动方式生成刀轨,对网格工件表面进行单层切削13 FLOWCUT SINGLE单刀清角只用[FLOWCUT]驱动方式生成单路清角刀轨14 FLOWCUT MULTIPLE多刀清角只用[FLOWCUT] 驱动方式生成多个偏置清角刀轨15 FLOWCUT REF TOOL参考上一把刀清角只用[FLOWCUT] 驱动方式生成以刀具百分比为偏置的清角刀轨16 FLOWCUT SMOOTH多线跟随切削只用[FLOWCUT]驱动方式生成清角刀轨,非切削刀轨用光滑圆弧过渡1 17 PROFILE 3D3D轮廓只用[轮廓] 切削方式沿工件边缘形成单一刀轨,可用于棱角倒角或凹角清角18 CONTOUR TEXT轮廓刻字在复杂轮廓面上刻字Drill 孔加工操作英汉对照表序号名称类型说明1 SPOT FACING(huo)锪钻属于锪钻,是对已有孔的端面加工2 SPOT DRILLING钻中心标记用点钻给孔中心位置钻中心标记,或用中心钻给轴类零件钻中心孔3 DRILLING钻钻是从实心材料上加工出孔的最普通方法4 PECK DRILLING啄钻属于钻加工,进给方式是每进给一步就退回孔外安全点排屑,然后在已有深度再进给一步5 BREAKCHIP DRILLING断屑钻属于钻加工,进给方式是每进给一步就退回到前一次钻削深度,起断屑和排屑作用6 BORING镗孔镗是对已有孔进行半精加工和精加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UG10.0平面铣工序和刀具中英文名称对照——FLOOR-WALL底壁加工(替代之前版本中的FACE-MILLING-AREA)
——FLOOR-WALL-IPW底壁加工IPW(其中IPW全称为IN PROCESS WORKPIECE
意为“参考前一步加工余量进行加工”)
——FACE-MILLING面铣(使用边界面铣削)
——FACE-MILLING-MANUAL手工面铣削
——PLANAR-MILL平面铣
——PLANAR-PROFILE平面轮廓铣
——CLEANUP-CORNERS清理拐角
——FINISH-WALLS精加工壁
——FINISH-FLOOR精加工底面
——GROOVE-MILLING槽铣削
——HOLE-MILLING孔铣
——THREAD-MILLING螺纹铣
——PLANAR-TEXT平面文本
——MILL-CONTROL铣削控制
——MILL-USER用户定义的铣削
——MILL立铣刀(端铣刀)
——CHAMFER-MILL倒斜铣刀
——BALL-MILL球头铣刀
——SPHERICAL-MILL球面铣刀
——T-CUTTER T型刀
——BARREL鼓型刀(桶型刀)——THREAD-MILL螺纹铣刀
——MILL-USER-DEFINED用户定义的铣刀——CARRIER刀库
——MCT-POCKET刀头(刀槽)——HEAD动力头。