230常用代码
排污申报登记常用的代码表

排污申报登记常用代码表
二、单位类别代码
附:工商行政管理机关登记注册、统计划分100内资企业
110国有企业
120集体企业
130股份合作企业
140联营企业
141国有联营企业
142集体联营企业
143国有与集体联营企业149其他联营企业
150限责任公司
151国有独资公司
159其他有限责任公司
160份有限公司
170私营企业
171私营独资企业(个人独资企业)
172私营合伙企业
173私营有限责任公司
174私营股份有限公司
190其他企业
200港、澳、台商投资企业
210合资经营企业(港或澳、台资)
220合作经营企业(港或澳、台资)
230港、澳、台商独资经营企业
240港、澳、台商投资股份有限公司300外商投资企业
310中外合资经营企业
320中外合作经营企业
330外资企业
340外商投资股份有限公司
400个体经营
410个体户
420个人合伙
五、《国民经济行业代码表》(GB/T 4754-2002)。
浏览器常见错误代码
jsp常见错误代码概要DD.log)。
HTTP1xx-信息提示这些状态代码表示临时的响应。
客户端在收到常规响应之前,应准备接收一个或多个1xx响应。
100-继续。
101-切换协议。
2xx-成功这类状态代码表明服务器成功地接受了客户端请求。
200-确定。
客户端请求已成功。
201-已创建。
202-已接受。
203-非权威性信息。
204-无内容。
205-重置内容。
206-部分内容。
3xx-重定向客户端浏览器必须采取更多操作来实现请求。
例如,浏览器可能不得不请求服务器上的不同的页面,或通过代理服务器重复该请求。
301-对象已永久移走,即永久重定向。
302-对象已临时移动。
304-未修改。
307-临时重定向。
4xx-客户端错误发生错误,客户端似乎有问题。
例如,客户端请求不存在的页面,客户端未提供有效的身份验证信息。
400-错误的请求。
401-访问被拒绝。
IIS定义了许多不同的401错误,它们指明更为具体的错误原因。
这些具体的错误代码在浏览器中显示,但不在IIS日志中显示:401."1-登录失败。
401."2-服务器配置导致登录失败。
401."3-由于ACL对资源的限制而未获得授权。
401."4-筛选器授权失败。
401."5-ISAPI/CGI应用程序授权失败。
401."7–访问被Web服务器上的URL授权策略拒绝。
这个错误代码为IIS 6."0所专用。
403-禁止访问:IIS定义了许多不同的403错误,它们指明更为具体的错误原因:403."1-执行访问被禁止。
403."2-读访问被禁止。
403."3-写访问被禁止。
403."4-要求SSL。
403."5-要求SSL128。
"403."6-IP地址被拒绝。
403."7-要求客户端证书。
403."8-站点访问被拒绝。
东芝复印机23

东芝复印机e-STUEIO230/280错误代码(故障代码)之一错误代码分类内容E010 出口卡纸未到达出口传感器时卡纸:已通过定影单元的纸张未到达出口传感器。
E020 纸张卡在出口传感器处纸张的前端已到达出口传感器,但尾端还没有通过出口传感器。
E030 其它类卡纸通电时卡纸:当接通电源时有纸张滞留在输送路径中。
E090 HDD 异常导致卡纸:无法准备要输出的图像数据。
E110 卡纸 ADU 卡纸(纸张未到达第一输纸传感器):在双面打印期间,已通过 ADU 的纸张未到达第一输纸传感器。
E120 旁路卡纸(纸张未到达第一输纸传感器):旁路供纸盘的供纸未到达第一输纸传感器。
E130 上纸盒供纸卡纸(纸张未到达第一输纸传感器):上纸盒的供纸未到达第一输纸传感器。
E140 下纸盒供纸卡纸(纸张未到达该第二输纸传感器):下纸盒的供纸未到达第二输纸传感器。
E150 PFP 上纸盒供纸卡纸(纸张未到达 PFP 上纸盒供纸传感器): PFP 上纸盒的供纸未到达 PFP 上纸盒供纸传感器。
E160 PFP 下纸盒供纸卡纸(纸张未到达 PFP 下纸盒供纸传感器): PFP 下纸盒的供纸未到达 PFP 下纸盒供纸传感器。
E190 LCF 供纸卡纸(纸张未到达 LCF 供纸传感器) LCF 的供纸未到达 LCF 供纸传感器。
东芝复印机e-STUEIO230/280错误代码(故障代码)之二东芝230卡纸错误代码列表错误代码分类内容E200 纸张输送卡纸上纸盒输送卡纸(纸张未到达第一个定位传感器):纸张通过第一输纸传感器后,未到达定位传感器。
E210 下纸盒输送卡纸(纸张未到达定位传感器):纸张通过第一输纸传感器后,未到达定位传感器。
E220 下纸盒输送卡纸(纸张未到达第一输纸传感器):纸张通过下纸盒供纸传感器后,未到达第一输纸传感器。
E270 旁路输送卡纸(纸张未到达定位传感器):纸张通过第一输纸传感器后,未到达定位传感器。
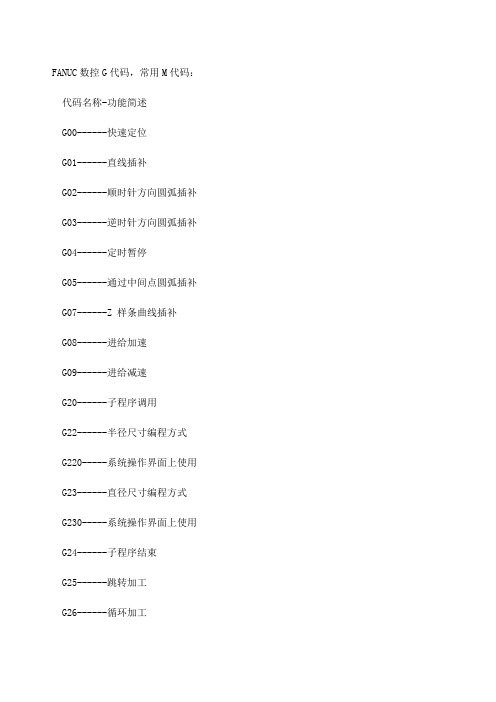
数控车床G指令和M代码
数控车床G指令和M代码详细解释FANUC数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
CNC及雕刻机常用G代码
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G20------子程序调用G22------半径尺寸编程方式G220-----系统操纵界面上使用G23------直径尺寸编程方式G230-----系统操纵界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具依照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
python编程代码大全分享(十分有用的Python编程代码大全)

python编程代码大全分享(十分有用的Python编程代码大全)得益于2017年、2018年人工智能(AI)领域的风口,让Python 成为近几年非常火爆的语言,大家纷纷转行学习Python,了解Python。
今天编程学习网就给大家分享一些关于Python编程代码,希望能对大家有所帮助。
1、交换两个变量# a = 4 b = 5 a,b = b,a # print(a,b) >> 5,4让我们通过交换两个变量作为一个简单的开始。
此方法是最简单、最直观的方法之一,无需使用临时变量或应用算术操作即可编写。
▍2、多个变量赋值a,b,c = 4,5.5,'Hello' #print(a,b,c) >> 4,5.5,hello你可以使用逗号和变量一次性将多个值分配给变量。
使用此技术,你可以一次分配多个数据类型。
你可以使用列表将值分配给变量。
下面是将列表中的多个值分配给变量的示例。
a,b,*c = [1,2,3,4,5] print(a,b,c)> 1 2 [3,4,5]▍3、列表中偶数的和有很多方法可以做到这一点,但最好和最简单的方法是使用列表索引和sum函数。
a = [1,2,3,4,5,6]s = sum([num for num in a if num%2 == 0])print(s)>> 12▍4、从列表中删除多个元素del是Python中用于从列表中删除值的关键字。
#### Deleting all evena = [1,2,3,4,5]del a[1::2]print(a)>[1, 3, 5]a▍5、读取文件lst = [line.strip() for line in open('data.txt')] print(lst)这里我们使用列表来处理。
首先,我们打开一个文本文件,并使用for循环,逐行读取。
最后,使用strip删除所有不必要的空间。
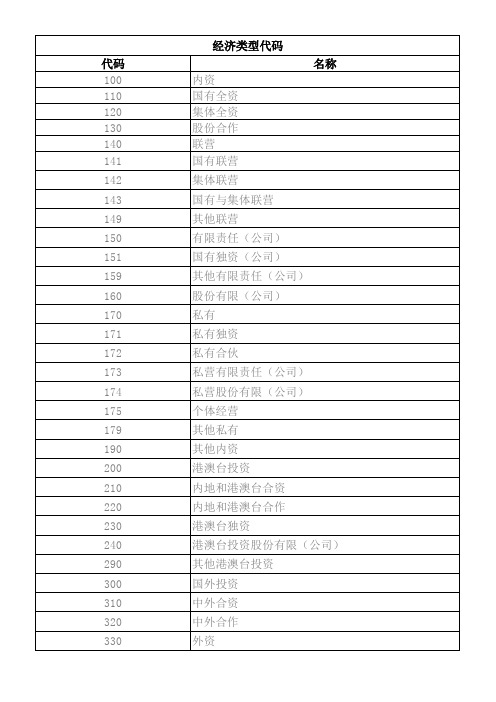
经济类型代码及名称表

经济类型代码 代码 100 110 120 130 140 141 142 143 149 150 151 159 160 170 171 172 173 174 175 179 190 200 210 220 230 240 290 300 310 320 330 名称 内资 国有全资 集体全资 股份合作 联营 国有联营 集体联营 国有与集体联营 其他联营 有限责任(公司) 国有独资(公司) 其他有限责任(公司) 股份有限(公司) 私有 私有独资 私有合伙 私营有限责任(公司) 私营股份有限(公司) 个体经营 其他私有 其他内资 港澳台投资 内地和港澳台合资 内地和港澳台合作 港澳台独资 港澳台投资股份有限(公司) 其他港澳台投资 国外投资 中外合资 中外合作 外资
华中数控常用代码
华中数控常用代码2013-03-07 01:43G00—快速定位格式:G00 X(U)__Z(W)__ 说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0 例:G00 X75 Z200 G0 U-25 W-100 先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
G01—直线插补格式:G01 X(U)__Z(W)__F__(mm/min) 说明:(1)该指令使刀具按照直线插补方式移动到指定位置。
移动速度是由F指令进给速度。
所有的坐标都可以联动运行。
(2)G01也可以写成G1 例:G01 X40 Z20 F150 两轴联动从A点到B点G02—逆圆插补格式1:G02 X(u)____Z(w)____I____K____F_____ 说明:(1)X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值。
在G91时,圆弧终点是相对圆弧起点的增量值。
无论G90,G91时,I和K均是圆弧终点的坐标值。
I是X方向值、K是Z方向值。
圆心坐标在圆弧插补时不得省略,除非用其他格式编程。
(2)G02指令编程时,可以直接编过象限圆,整圆等。
注:过象限时,会自动进行间隙补偿,如果参数区末输入间隙补偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕。
(3)G02也可以写成G2。
例:G02 X60 Z50 I40 K0 F120 格式2:G02 X(u)____Z(w)____R(+\-)__F__说明:(1)不能用于整圆的编程(2)R为工件单边R弧的半径。
R为带符号,“+”表示圆弧角小于180度;“-”表示圆弧角大于180度。
其中“+”可以省略。
(3)它以终点点坐标为准,当终点与起点的长度值大于2R时,则以直线代替圆弧。
例:G02 X60 Z50 R20 F120 格式3:G02 X(u)____Z(w)____CR=__(半径)F__ 格式4:G02 X(u)____Z(w)__D__(直径)F___ 这两种编程格式基本上与格式2相同G03—顺圆插补说明:除了圆弧旋转方向相反外,格式与G02指令相同。
麦克维尔故障代码表

2012-8-25 11:16:06
附件A:警报表格 警报 描述 重置
2相序A
3
蒸发器流量开关
A
5
低进口温度S/A
6
高进口温度S/A
10
蒸发器防冻M
14
没有开启信号
M
21
低水负荷S
22
低水流量M
23
高水流量S
45
冷凝器流量开关
A
46
恢复器流量开关
A
51
泵1维护S
52
泵2维护S
75
冷凝器防冻M
29
系统1过热度过小
49
TH10温度传感器ຫໍສະໝຸດ 障32系统1回气温度过高
50
TH11温度传感器故障
33
系统1排气温度过高
51
TH12温度传感器故障
34
系统2回气温度过高
52
系统2低压传感器故障
35
系统2排气温度过高
53
系统1低压传感器故障
36
系统2低压故障
机组报33和35的处理,系统1、2排气温度过高
克莱门特CVM3000C控制器的故障代码表
76
恢复器防冻A
81
泵1热保护M
82
泵2热保护M
85
蒸发器泵热保护
M
86
恢复器泵热保护
M
模块式风冷热泵机组故障代码表
机器型号:MAC230DRS-FDA
故障
代码
故障现象
故障
代码
故障现象
F6
线控器与主机通讯故障
37
系统2过热度过小
0…14
0-14#号从机通讯故障
加工中心代码

1.M00——程序结束指令M00指令实际上是一个暂停指令。
功效是履行此指令后,机床结束一切操作。
即主轴停转、切削液关闭、进给结束。
但模态信息全数被保存,在按下把持面板上的启动指令后,机床重新启动,持续履行后面的程序。
该指令重要用于工件在加工过程中需停机检查、测量零件、手工换刀或交接班等。
2.M01——打算结束指令M01指令的功效与M00类似,不同的是,M01只有在预先按下把持面板上“选择结束开关”按钮的情形下,程序才会结束。
如果不按下“选择结束开关”按钮,程序履行到M01时不会结束,而是持续履行下面的程序。
M01结束之后,按启动按钮可以持续履行后面的程序。
该指令重要用于加工工件抽样检查,清理切屑等。
3.M02——程序结束指令M02指令的功效是程序全数结束。
此时主轴停转、切削液关闭,数控装置和机床复位。
该指令写在程序的最后一段。
4.M03、M04、M05——主轴正转、反转、结束指令M03表现主轴正转,M04表现主轴反转。
所谓主轴正转,是从主轴向Z轴正向看,主轴顺时针迁移转变;反之,则为反转。
M05表现主轴结束迁移转变。
M03、M04、M05均为模态指令。
要阐明的是有些系统(如华中数控系统CJK6032数控车床)不容许M03和M05程序段之间写入M04,否则在履行到M04时,主轴立即反转,进给结束,此时按“主轴停”按钮也不能使主轴结束。
5.M06——主动换刀指令M06为手动或主动换刀指令。
当履行M06指令时,进给结束,但主轴、切削液不停。
M06指令不包含刀具选择功效,常用于加工中心等换刀前的筹备工作。
6.M07、M08、M09——冷却液开关指令M07、M08、M09指令用于冷却装置的启动和关闭。
属于模态指令。
M09表现关闭冷却液开关,并注销M07、M08、M50及M51(M50、M51为3号、4号冷却液开)。
且是缺省值。
7.M30——程序结束指令M30指令与M02指令的功效基础雷同,不同的是,M30能主动返回程序起始地位,为加工下一个工件作好筹备。
经济类型代码表
经济类型代码 代码 340 390 400 900 名称 国外投资股份有限(公司
e-STUDIO230复印机常用05调整模式代码

<p>05[354,355]——RADF单面和双面纸张定位量 </p>
<p>05[356]——RADF传感器初始化(RADF主板升级后)</p>
<p>05[367,368]——RADF原稿导板宽度调整(最小,最大)</p>
<p>05[357]——RADF副扫描方向的倍率微调 </p>
<p>05[358]——RADF侧向偏移调整 </p>
<p>05[468]——装订文件处理器/折叠位置调整 </p>
<p>05[430-438]——图像消边调整 </p>
<p>05[501-515]——面板上自动/手动浓度模式的图像浓度 </p>
<p>05[710-729]——面板上自动/手动浓度模式的图像浓度 </p>
<p>05[210] [205]——主充电极偏压/显影偏压测定 </p>
<p>05[221] [231]——转印偏压/分离偏压 </p>
<p>05[286]——激光功率调整 </p>
<p>05[401,405]——多棱镜电子转速调整 </p>
<p>05[410-411,440-445, 498]—— 激光写的位置调整 </p>
<p>05[845-862]——面板上自动/手动浓度模式的图像浓度 </p>
数控车床G指令和M代码详细解释
FANUC数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停G05------通过中间点圆弧插补 G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用 G23------直径尺寸编程方式G230-----系统操作界面上使用 G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------返回编程坐标起始点 G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
报关代码表(自己整合的常用代码—全)

445 保区来料成品 446 加工设备内销 456 加工设备结转 466 加工设备退运 500 减免设备结转 513 补偿贸易 544 保区进料料件 545 保区来料料件 615 进料对口 642 进料以产顶进 644 进料料件内销 654 进料深加工 657 进料余料结转 664 进料料件复出 700 进料料件退换 715 进料非对口 744 进料成品减免 815 低值辅料 844 进料边角料内销 845 来料边角料内销
[编辑]
征免性质报关代码表
代码
征免性质代码表的说明 简称
101 一般征
118 整车征
119 零部件 201 无偿援
299 其他法 301 特定区 307 保税区 399 其他地 401 科教用 403 技术改 406 重大项
412 基础设 413 残疾人 417 远洋渔 418 国产化 419 整车特 420 远洋船 421 内销设 422 集成电 423 膜晶显 499 ITA产品 501 加工设
[编辑]
监管证件报关代码表
监管证件名称代码表的说明
许可证或批文代码
许可证或批文名称
1 进口许可证
2 两用物项和技术进口许可证
3 两用物项和技术出口许可证
4 出口许可证
5 纺织品临时出口许可证
6 旧机电产品禁止进口
7 自动进口许可证
8 禁止出口商品
9 禁止进口商品
A
入境货物通关单
B
出境货物通关单
D
出/入境货物通关单(毛坯钻石用
关区名称
关区代码表的说明
950 鲅鱼圈关 1500 长春关区 1503 长白海关 1506 集安海关 1509 延吉海关 1516 集海关村 1519 延吉三合 1526 集安青石 1531 长春东站 1547 珲加工区 1559 延吉邮办 1593 长白邮办 1900 哈尔滨区 1903 黑河海关 1906 牡丹江关 1909 齐齐哈尔 1912 虎林海关 1915 漠河海关 1918 饶河海关 1922 哈关邮办 1925 绥关公路 2202 吴淞海关 2205 沪车站办 2208 宝山海关 2211 卢湾监管 2214 漕河泾发 2217 嘉定海关 2220 金山海关 2223 南汇海关 2226 贸易网点 2229 航交办 2232 船监管处 2235 松江加工 2238 青浦加工 2241 沪业一处 2244 上海快件 2247 沪化工区 2300 南京海关 2303 苏州海关 2306 常州海关 2309 盐城海关 2312 江阴海关 2315 淮安海关
数控G代码详解

数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
FANUC数控系统常用M代码
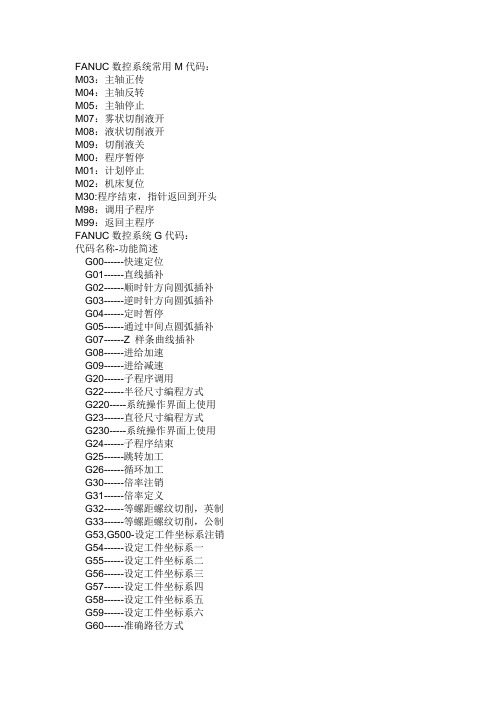
FANUC数控系统常用M代码:M03:主轴正传M04:主轴反转M05:主轴停止M07:雾状切削液开M08:液状切削液开M09:切削液关M00:程序暂停M01:计划停止M02:机床复位M30:程序结束,指针返回到开头M98:调用子程序M99:返回主程序FANUC数控系统G代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详细:G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
FANUC数控系统常用M代码:
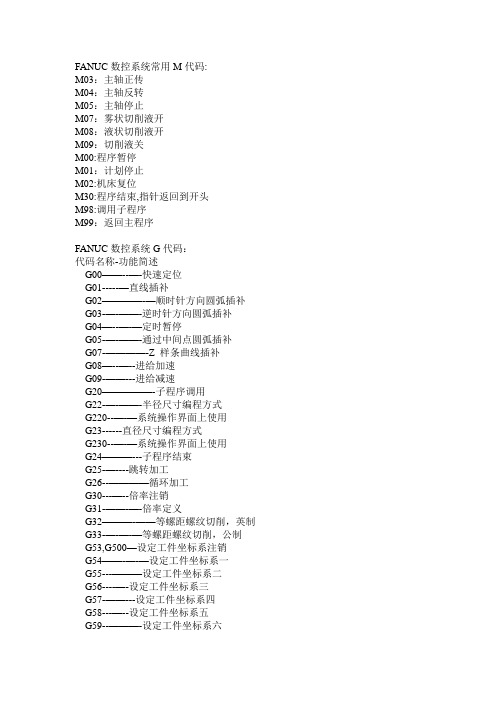
FANUC数控系统常用M代码:M03:主轴正传M04:主轴反转M05:主轴停止M07:雾状切削液开M08:液状切削液开M09:切削液关M00:程序暂停M01:计划停止M02:机床复位M30:程序结束,指针返回到开头M98:调用子程序M99:返回主程序FANUC数控系统G代码:代码名称-功能简述G00——--—-快速定位G01-----—直线插补G02————-—顺时针方向圆弧插补G03-—-——-逆时针方向圆弧插补G04—--—-—定时暂停G05-—-——-通过中间点圆弧插补G07-————-Z 样条曲线插补G08—--—--进给加速G09-——---进给减速G20—————-子程序调用G22-—-——-半径尺寸编程方式G220--—-—系统操作界面上使用G23------直径尺寸编程方式G230--—-—系统操作界面上使用G24———---子程序结束G25-—----跳转加工G26--————循环加工G30---—--倍率注销G31-——-—-倍率定义G32———-——等螺距螺纹切削,英制G33-—-—-—等螺距螺纹切削,公制G53,G500—设定工件坐标系注销G54——-—-—设定工件坐标系一G55---———设定工件坐标系二G56----—-设定工件坐标系三G57-——---设定工件坐标系四G58---—--设定工件坐标系五G59--———-设定工件坐标系六G60————--准确路径方式G64———---连续路径方式G70----—-英制尺寸寸G71--——--公制尺寸毫米G74——---—回参考点(机床零点)G75—--——-返回编程坐标零点G76—-—--—返回编程坐标起始点G81——-—--外圆固定循环G331-—---螺纹固定循环G90—---—-绝对尺寸G91————-—相对尺寸G92-—---—预制坐标G94-—————进给率,每分钟进给G95—--—-—进给率,每转进给功能详细:G00-快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东芝230/280复印机常用代码表
<05>200 自动墨粉传感器自动调正 163<0-255>
201手动墨粉传感器校正
205显影偏压dc输出调正 135<0-255>
210主充电极栅网偏压输出调正 90<0-255>
280 强制墨粉回收<换载体前打>
286 激光功率调正 63<0-255>
<08>250 维修请求电话设定
251 定期维护设定值<74/90k>
252 Pm计数器当前显示/清除
253 错误历史记录显示<最近20个错误数据>
263管理员密码
276 浓度调正默认设定(用户界面) 6<0-11>
400定影单元错误状态计数器 <0无错误>
692进行面板校准
1006 Ip寻址方法<1静态/2自动寻址/3默认>
1008 Ip地址 1009子网掩码 1010网关
08-1501:清除所有与像素计数哭相关的信息
-1502:清除所有以维修技术员清零为参考的像素计数相关信息-1503:清除所有以墨粉盒更换为参考的像素计数相关的信息9s-101/102 <05/08代码表>
-103 列表打印检查部件
-104打印以墨粉盒更换为参考的数据
-105打印以维修技术员清零为参考的数据.
-106 错误历史记录。