标准椭圆封头范文
椭圆封头制造标准-概述说明以及解释

椭圆封头制造标准-概述说明以及解释1.引言1.1 概述椭圆封头作为一种常用的压力容器头部,其制造标准对于产品的质量和安全性至关重要。
本文将对椭圆封头制造标准进行深入探讨,包括椭圆封头的定义、制造工艺以及质量标准等方面进行详细阐述。
通过对椭圆封头制造标准的分析和总结,旨在提高制造过程中的规范性和标准化水平,确保产品的质量和安全性,促进行业的健康发展。
1.2 文章结构文章结构部分的内容如下:文章结构部分旨在介绍本篇文章的组织结构,包括各个章节的内容概要以及它们之间的逻辑关系。
通过对文章结构的介绍,读者可以更好地理解本文的框架和内容安排,为后续阅读提供指引。
本文分为引言、正文和结论三个部分。
在引言部分,将对椭圆封头制造标准进行整体概述,并介绍本文的结构和目的。
在正文部分,将详细介绍椭圆封头的定义、制造工艺和质量标准,为读者提供全面的制造标准知识。
在结论部分,将总结椭圆封头制造标准的重要性,并展望未来的发展方向,最终得出结论。
通过明确的文章结构,读者可以清晰地了解本文的内容安排,有助于把握核心观点和逻辑脉络,提高阅读效率,加深对椭圆封头制造标准的理解。
1.3 目的本文旨在对椭圆封头制造标准进行全面分析和探讨,以便更好地了解和掌握椭圆封头的制造工艺和质量标准。
通过本文的研究,我们可以更好地认识椭圆封头在工业生产中的重要性和应用价值,同时也可以为制定和完善椭圆封头的相关标准提供参考和指导。
此外,本文也旨在强调椭圆封头制造标准对于产品质量和安全性的重要性,以及对于行业发展的推动作用。
通过对椭圆封头制造标准的深入研究和分析,我们可以为相关行业的企业和从业人员提供更科学、合理和规范的生产指导,为行业的可持续发展提供有力支撑。
2.正文2.1 椭圆封头的定义椭圆封头是一种常见的压力容器和储罐的端部形状,其外形呈椭圆形状。
椭圆封头通常由板材经过冷冲压、热成形或冷拔工艺制成,具有良好的强度和密封性能。
其设计结构能够承受内部介质的压力,同时也能够保证压力容器或储罐的安全运行。
标准椭圆形封头容积
标准椭圆形封头容积椭圆形封头是一种常见的容器封头,其特殊的形状使得它在工业领域中有着广泛的应用。
在设计和制造椭圆形封头时,了解其容积是非常重要的。
本文将介绍如何计算标准椭圆形封头的容积,以及一些相关的实际应用。
首先,我们需要了解椭圆形封头的基本结构。
椭圆形封头由两部分组成,椭圆形壳体和封头。
椭圆形壳体是由椭圆形截面旋转而成的,而封头则是由两个椭圆形和一个短圆柱形部分组成。
在实际应用中,椭圆形封头通常用于制造压力容器、储罐和锅炉等设备。
接下来,我们将介绍如何计算标准椭圆形封头的容积。
标准椭圆形封头的容积计算公式为:V = 0.0002618 L (D 0.2L)^2。
其中,V表示容积(立方米),L表示椭圆形封头的长度(米),D表示椭圆形封头的直径(米)。
这个公式是根据椭圆形封头的几何形状推导出来的,可以准确地计算出标准椭圆形封头的容积。
除了使用上述公式进行计算,我们还可以通过CAD软件进行三维建模,然后进行体积测量来得到椭圆形封头的容积。
这种方法可以更直观地了解椭圆形封头的实际形状和容积,适用于复杂的非标准椭圆形封头。
在实际应用中,我们可以根据椭圆形封头的容积来确定压力容器、储罐或锅炉的容量。
这对于工程设计和设备选型非常重要。
此外,椭圆形封头的容积还可以用于计算储罐或容器内部的液体或气体的储存量,以及进行流体力学分析。
总之,标准椭圆形封头的容积计算是工程设计和制造过程中的重要一环。
通过本文介绍的计算公式和方法,我们可以准确地计算出椭圆形封头的容积,并且了解其在实际应用中的重要性。
希望本文能对相关领域的工程师和设计师有所帮助。
椭圆封头拼接焊缝标准要求
椭圆封头拼接焊缝标准要求篇一椭圆封头拼接焊缝标准要求椭圆封头拼接焊缝标准要求,这可是个相当重要的事儿!为啥要定这些个要求呢?那是因为椭圆封头在各种设备中承担着重要的角色,焊缝要是不靠谱,那可就麻烦大啦!比如说,焊缝质量不过关,可能会导致泄漏,甚至整个设备都得“罢工”,这损失谁能承受得起呀?**一、材料要求**首先,用于拼接焊缝的材料那必须得是高质量的,不能有啥瑕疵。
这材料的强度、韧性得达标,**不然咋能经受住各种压力和温度的考验呢?** 就好比一个运动员,身体素质不过硬,还怎么上场比赛呢?**二、焊接工艺要求**焊接这活儿可讲究啦!电流、电压、焊接速度都得控制好,就像炒菜一样,火候不对,菜就不好吃。
**焊接电流过大或过小,能行吗?肯定不行!** 必须按照严格的工艺参数来操作。
而且,焊接的顺序也不能乱,先焊哪儿后焊哪儿,都有讲究。
这就跟搭积木似的,顺序错了,积木就搭不稳。
**三、焊缝外观要求**焊缝的外观也不能马虎。
焊缝表面得平整光滑,不能有裂纹、气孔、夹渣这些毛病。
想象一下,脸上长了痘痘,多难看呀!焊缝也是一样,要是坑坑洼洼的,能让人放心吗?**四、焊缝检测要求**焊缝焊完了,可不能拍拍屁股就不管了,得检测呀!要用各种先进的检测手段,比如 X 射线检测、超声波检测。
检测出问题就得及时处理,**难道还能睁一只眼闭一只眼?**总之,这些椭圆封头拼接焊缝的标准要求那是相当重要。
要是不遵守,设备出了问题,那可真是追悔莫及呀!所以,大家都得把这些要求放在心上,严格执行,可别不当回事儿!篇二椭圆封头拼接焊缝标准要求嘿,今儿咱来聊聊椭圆封头拼接焊缝标准要求!为啥要整这一出呢?你想啊,这椭圆封头在好多设备里都是关键部件,焊缝要是不行,那不是要出大乱子嘛!**一、焊缝的尺寸要求**焊缝的宽度、高度都得有个准儿。
比如说,焊缝宽度不能小于多少毫米,高度也得在规定范围内。
**这就好比盖房子打地基,尺寸不对,房子能稳吗?**而且,焊缝的长度也有讲究,不能太长也不能太短。
椭圆形封头标准
椭圆形封头标准椭圆形封头是一种常见的压力容器头部形式,其外形呈椭圆形状,具有一定的设计标准和规范。
椭圆形封头广泛应用于化工、石油、医药、食品等领域的压力容器中,其设计和制造对于保障压力容器的安全运行具有重要意义。
本文将对椭圆形封头的标准进行介绍,以便于大家对椭圆形封头有更深入的了解。
椭圆形封头的标准主要包括以下几个方面,尺寸标准、材质标准、制造标准和检验标准。
首先,尺寸标准是指椭圆形封头的外形尺寸、厚度、曲率半径等方面的要求,这些尺寸标准是根据压力容器的设计压力、工作温度、介质性质等因素来确定的。
其次,材质标准是指椭圆形封头所采用的材质应符合相应的国家标准或行业标准,以保证其具有良好的耐压、耐腐蚀等性能。
制造标准是指椭圆形封头的制造工艺、工艺要求、成形要求等方面的标准,包括热加工、冷加工、焊接等工艺要求。
最后,检验标准是指对椭圆形封头进行检验和验收时所需符合的标准,包括外观检查、尺寸检查、材质分析、无损检测等。
在实际应用中,椭圆形封头的标准对于压力容器的安全运行具有重要的意义。
符合标准的椭圆形封头能够保证压力容器具有良好的耐压性能,能够承受设计压力下的工作条件,同时也能够保证压力容器在高温、腐蚀等恶劣环境下的安全运行。
因此,在设计、制造和使用压力容器时,应严格按照椭圆形封头的标准要求进行操作,以确保压力容器的安全可靠。
除了上述的标准要求外,椭圆形封头的设计也需要考虑到其与压力容器的连接方式、密封性能、热应力等方面的因素。
椭圆形封头的连接方式可以采用对接焊接、法兰连接等形式,其密封性能对于压力容器的安全运行至关重要,而在高温、高压工况下,椭圆形封头还需要考虑到热应力的影响,以避免因热应力引起的裂纹、变形等问题。
总的来说,椭圆形封头作为压力容器的重要组成部分,其标准化设计和制造对于压力容器的安全运行至关重要。
只有严格按照标准要求进行设计、制造和使用,才能够保证压力容器的安全可靠。
因此,在实际工程中,需要充分重视椭圆形封头的标准化要求,确保压力容器在使用过程中能够达到预期的安全性能,保障人员和设备的安全。
椭圆形封头标准
椭圆形封头标准椭圆形封头是一种常见的压力容器头部形状,其具有较好的流体动力学性能和结构强度。
椭圆形封头标准是指椭圆形封头的设计、制造和使用过程中需要遵循的一系列规范和标准。
本文将从椭圆形封头的结构特点、标准规范以及应用领域等方面进行介绍。
椭圆形封头的结构特点。
椭圆形封头是由椭圆形曲线旋转而成,其外形呈椭圆形,具有两个焦点和两个半轴。
椭圆形封头相对于球形封头而言,具有较大的内部空间和较小的投影面积,因此在一些对容器内部空间要求较大的场合中得到广泛应用。
椭圆形封头的结构特点决定了其在压力容器中的应用优势,同时也需要遵循相应的标准规范以确保其安全可靠地运行。
椭圆形封头标准规范。
椭圆形封头的标准规范主要包括设计、制造、检测和使用等方面的要求。
在设计方面,椭圆形封头需要满足相关的厚度、曲率半径、焊缝形式等要求,以确保其在承受压力时不会发生变形或破裂。
在制造和检测方面,椭圆形封头需要符合相关的材料、工艺和质量控制要求,以确保其内部结构和表面质量达到标准规定。
在使用方面,椭圆形封头需要按照相关的安装、运行和维护要求进行操作,以确保其在使用过程中不会发生泄漏或其他安全问题。
椭圆形封头的应用领域。
椭圆形封头由于其结构特点和标准规范的要求,被广泛应用于石油、化工、医药、食品等行业的压力容器中。
在石油行业中,椭圆形封头常用于储罐、反应釜、换热器等设备中;在化工行业中,椭圆形封头常用于塔器、容器、管道等设备中;在医药和食品行业中,椭圆形封头常用于卫生容器、食品加工设备等场合中。
椭圆形封头的应用领域多样,但其标准规范的要求始终如一,以确保其安全可靠地运行。
总结。
椭圆形封头作为一种常见的压力容器头部形状,具有较好的流体动力学性能和结构强度。
椭圆形封头的标准规范包括设计、制造、检测和使用等方面的要求,以确保其安全可靠地运行。
椭圆形封头被广泛应用于石油、化工、医药、食品等行业的压力容器中,其应用领域多样,但其标准规范的要求始终如一。
压力容器制造工艺卡范文
卷板机
4
焊接
铆焊
按焊接工艺要求加工坡口,坡口两侧30mm范围内清理污物,然后按焊接工艺施 焊;清除熔渣及焊接飞溅,补焊凹坑、咬边、弧坑等缺陷并修磨;打焊工钢印; 填写施焊记录;检验员检查外观质量。
5
校圆
铆焊
筒体校圆,要求最大最小直径差eWmm,棱角度EWmm。
卷板机
6
检测
探伤室
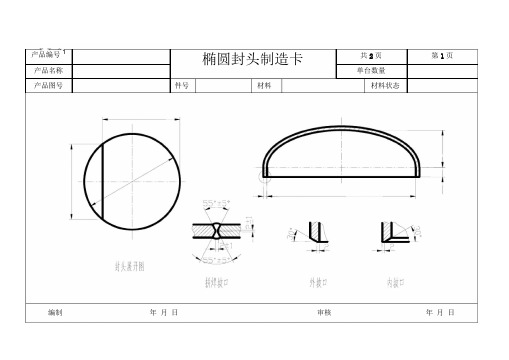
椭圆封头制造卡
材料
编制
审核
年 月 日
年 月 日
产品编号1
产品名称
产品图号
件号
共2页
第1页
单台数量
材料状态
艺表一01
产品编号
椭圆封头制造卡
共2页
第1页
产品名称
单台数量
产品图号
件号材料材料状态
序 号
工序
承制 单位
工序内容及技术要求
设备 工装
检验数据
操作者.一日期
检验员
“日期
1
备料
库房
库房备有材质证明书、检验合格的(5=_mm,钢板,要求材
射线机
艺桌—04年 月 日审核年 月 日
产品编号
补强圈制造卡
共2页
第2页
产品名称
单台数量
产品图号
件号材料材料状态
序 号
工序
承制 单位
工序内容及技术要求
设备 工装
检验数据
操作者
11日期
检验员/ /日期
1
备料
库房
库房备有材质证明书、检验合格的6=mm,钢板,要求
材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2
椭圆形封头标准
27、0
14
32、0
16
36、9
18
42、0
500
125
25
3
0、309
0、0213
7、30
4
4
10、0
5
12、5
6
6
15、1
7
17、6
8
8
20、1
40
9
22、6
10
10
0、333
0、0242
27、1
12
12
32、7
14
14
38、5
16
16
45、2
18
18
50、5
50
20
20
0、349
0、0262
25
7
0、204
0、0115
11、0
8
8
13、223
0、0134
18、3
12
12
22、1
14
14
26、0
16
16
30、0
(450)
112
25
3
0、254
0、158
6、07
4
4
8、20
5
10、3
6
6
12、3
7
14、7
8
16、6
9
18、6
40
10
0、275
0、0183
22、7
容积V
m3
质量G
Kg
12
1、71
0、272
137
12
12
165
14
14
194
16
16
椭圆封头展开计算方法论述和对比分析

椭圆封头展开计算方法论述和对比分析张卢伟 , 顾守岩 , 陈 莹(辽宁省轻工设计院 , 辽宁 沈阳 110031 )摘 要 : 根据等体积 、等弧长 、等面积法的基本思路 ,分别计算了椭圆封头的展开面积及展开圆直径 ,并根据所得结果进行了对比分析 ,阐述了哪种计算结果最为精确 ,可供制造单位参考使用 。
关 键 词 : 标准椭圆封头 ; 等体积法 ; 等弧长法 ; 等面积法 ; 展开面积 ; 展开圆直径 中图分类号 :TQ 050. 2文献标识码 : A 文章编号 : 1004 - 0935 ( 2009) 11 - 0809 - 031. 1 方法 ( 1 )等体积法所谓等体积法就是零件的外表面围成的体积减去零 件的内表面围成的体积 ,得到的就是零件本身的体积 ,成 型前后体积始终是相等的 。
此法是以封头外壁容积减去 封头内壁容积 ,得到封头本身的体积 ,近而求出封头展开 直径 。
结论公式如下 :封头是压力容器中主要承压零部件 ,其质量对压力容 器的安全运行起着至关重要的作用 。
随着制造行业的发 展和生产实际的需要 ,封头逐步向大型化和材料的多样化 发展 ,这就对大型的贵重金属材料封头的下料准确性提出 了更高的要求 。
精准的下料首先能节省材料成本 ,其次能 减少封头直边的机加工成本 。
2 2 V n =πD i H /6 +πD i h /4;1 计算方法封头及封头展开图见图 1、图 2。
V =π (D + 2 t) 2 ( H + t ) /6 +π (D + 2 t) 2h/4; w i i ΔV = V w - V n ;d = ( 4 (V w - V n ) / t /π) 0. 5 式中 : V n —封头内壁容积 ; V w—封头外壁容积 ; ΔV —封头材料体积 。
以 D i = 3 000 mm ; H = 750 m m ; h = 50 mm; t = 12 mm(标准椭圆封头 )为例进行计算 :图 1 封 头 图 片3 3V n = 3 887 720 909 mm ; V w = 4 007 630 323 mm ; ΔV = 119 909 414 mm 3 ; d = 3 567 mm 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准椭圆封头范文
标准椭圆封头EHA DN*1.21+2倍直边+厚度+加工余量(1.211*(公称直径+壁厚)+2*直边高度)
碟形封头代号DH 标准JB/T4729-94参数:R=0.904Dg r=0.173Dg H=0.225Dg 下料尺寸:=1.167Dg+2h
浅碟形封头下料公式: Dp=1.12(Dg+S)+2h+20 h=0.19Dg(曲面高度)
球形封头展开尺寸:1.42Di(内直径)+2δn(名义厚度)+80 1) 椭圆封头下料公式:
(冲压) D展=1.19(Di+2S)+2h +20 或D展=1.2Di+2h +20 (旋压) D展=1.15(Di+2S)+2h +20
R= 0.833 Di Di: 内径 H: 拱高
r = 0.256 Di S : 壁厚
h = 0.25 Di h :直边高
2) 浅碟封头下料公式:
Di1500-3300 D展 = 1.12Di+2h +S
Di3400-6500 D展 = 1.15Di+2h +S
R = Di
r = 0.1Di
H = 0.193Di
3) 平顶封头下料公式:
D展 = (Di – 2R) +π (R + 1/2S) + 2h + 20
锥形封头
(不计直边部分)看成是一个等腰梯形,延伸两个斜边得一个等腰三角形,运用勾股定理可以计算出斜边长度,既为展开料的半径R,再加上直边高度H,封头展开园料半径最终为(R+H)。
然后计算出封头中径(公称直径加壁厚)的周长C。
再计算出展开园料的周长C1=2πR。
最后用C/C1得出一个小于1的数值,用这个数值乘以360°,即为(扇形)封头展开料的夹角。
以上的方法没有计算收口使用的边料重合部分的面积。
这点一定要计算上去,可以按封头扇形的面积计算,上面的方法是可行的。
不过实际上只需要用锥体放样就好了。
封头下料尺寸表
曲面直边高度25落料尺寸
内径 Dg
高度
壁厚 3~8毫米
壁厚 10~16毫米
直边高度40落料尺寸
Dg 高 3
4
5
6
8
10
12 910 950 1020 1070 1130 1190 1310 1440
910 950 1020 1130 1310 1440
910 950 1020 1130 1310
920 992 1050 1110 1070 1225
920 992 1050 1110 1070 1225 1400
920 992 1050 1110 1070 1225 1400
920 992 1050 1110 1070 1225 1250 1280 1400
930 1020 1070 1130 1190 1310 1440
Dg 高
5
6
8
10
12 1500 1560 1620 1680 1805 1865 1930 2040 2150 2195 2270 1500 1560 1620 1680 1805 1865 1930 2040 2150 2195 2270
1930 2040 2150 2195 2316
1540
1540 1580 1650 1780 1830 1890 xx 2123
1540 1580 1650 1780
1560 1620 1680 1805
1890 xx 2123 2165 2240
1930 2040 2150 2195 2270
直边高度25落料尺寸
内径 Dg8
直边高度40落料尺寸 10
12
24002540265527702978310032203460370039404xx420466049005130 14 2400 2540 2655 2770 2978 3100 3220 3460 3700 3940 4200 16 2400 2540 2655 2770 2978 3100 3220 3460 3700 3940 4200
直边高度50落料尺寸 18 2565 2678
20 2565 2678
2620 2740 2946
2655 2770 2978 3100 3220
3480 3720
3480 3720
4200
4200
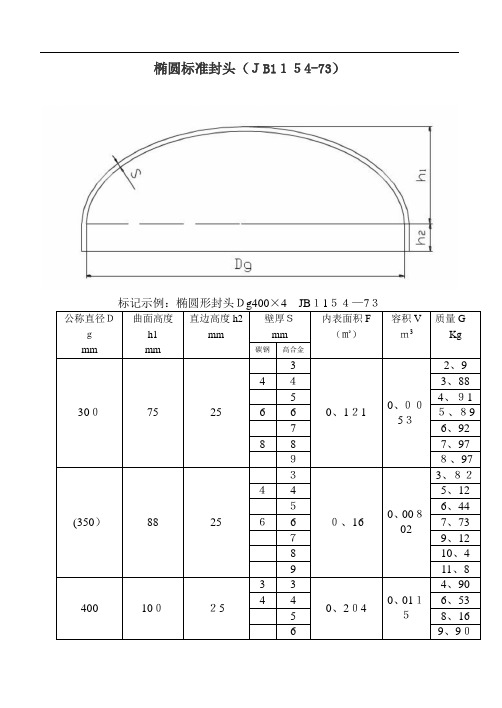
标准椭圆形封头快速近似画法
日常生活中,大部分压力容器通常都是由筒体及封头组成。
在设
计过程中选择最多的封头是标准椭圆形封头(JB1154-73)。
这种椭圆
封头的长半轴长度是短半轴长度的两倍。
在绘制椭圆封头时,一般采用四心法进行作图,见图1。
四心法具体作法是:连接AC,在线段AC上取点E,使作CE=OA-OC。
AE的中垂线
交短轴和长轴于O1、O2。
在长轴AB上取点O3,使
OO3
=OO2。
以O2O2A
为半径画圆弧AM。
以O1为圆心,O1C为半径画圆弧MN。
再以O3为圆心,O3B为半径画圆弧NB。
这就是采用四心法作椭圆的过程。
找出圆心O1、O2和O3三点的具体位置是画椭圆形封头的关键。
然后用这种单纯几何作图来绘制标准椭圆形封头很费时间,在椭圆形封头画好后,要擦去辅助线,使得图面不够清晰,并且在确定点
O1的具体位置时,由于直线O2O1与直线OO1的夹角较小,故有时点O1会出现0.5毫米左右的误差,结果使得椭圆在M、N两点处连接不够圆滑。
如何克服上述的不足之处,同时又能迅速准确的画出标准椭圆形封头呢?
标准椭圆形封头的曲面高度为其公称直径Dg的1。
抓住这一特点,就可
4
1
利用数学关系式找出圆弧线中心点O1、O2和O3的具体位置。
若椭圆形封头的公称直径Dg=2R,则OO1=1.3090ROO3=OO2=0.6545R,r =0.3455R,R球=1.8090R,见图2.按这些尺寸就可以迅速准确的确定O1、O2和O3的具体位置,从而画出椭圆形封头。
上述尺寸是在四心法画椭圆的基础上,按图1进行如下推导而得出的。
在△AOC中,已知CO=0.5R,AO=R,则:
AC=AO2+CO2
=R2+(0.5R)2
=
5
2
R AD=
1
2
[AC-CP] =12
[AC-(AO-CO)]
=1[
5
22
R-(R-0.5R)] =
?1
4
R CD=AC-AD=
?2R-14R=+14
R
在△AO2D与△ACO中
∠DAO2=∠OAC,∠ADO2=∠AOC=90°∴△AO2D~△ACO ∴AO2AC
=ADAO
把AC=
52R,AD=?14
R,AO=R代入上式
,
2
Dg=2R
5得:AO2=
R×-1RR
=5?
8
R≈0.3455R
同时可得:OO2 = AO-AO2 = R-0.3455R = 0.6545R 在△O1CD与△ACO中
∠O1CD=∠ACO,∠CDO1=∠AOC=90°∴△O1CD~△ACO ∴O1CAC =CDCO
把AC=
55+2R,CD=14R,CO=0.5R代入上式
5+得:
O1C=
R×1
R0.5R
=5+4R≈1.8090R
=O1C-CO=1.8090R-0.5R=1.3090R
3
第三教时椭圆及其标准方程(3)
【教材】8.1椭圆及其标准方程
【目的】1.能利用转移法求动点的轨迹方程.
2.理解圆与椭圆之间的伸缩变换关系.
3.通过教学,培养学生勇于探索的思维品质.
【过程】:
一、复习提问
1.椭圆的标准方程是什么?
2.求曲线方程的基本方法有哪些?
二、新课
例题:(教材例3)
分析:(1)让学生画出坐标系和已知图作出一些符合条件的点直观
感受一下: 的轨迹可能是什么图形?
(2)求动点的轨迹的方法.
提问:用什么方法?直接法行吗?待定系数法呢?定义法呢?
启发:由于轨迹是椭圆只是猜想,因此不能用待定系数法和定义法;又由于无法直接列出所满足的等式,也不能用直接法求出,因此要另
想其他方法.
(3)学生在画图时猜想的轨迹时,可以看到动点与动点是一一对应的,而题中给出了点的运动轨迹,因此可先找到与坐标间的关系,将的轨迹通过点“”的“桥梁”作用而得到. 解:(见教材95页,略)
指出:根据圆的参数方程,得到启发,圆上的点可设为得到另一种解法.
内容仅供参考。