电子课件-《数控机床电气装调与维修》-B01-9607 【例7—14、15、16、17、18、19、20】
《数控机床电气维修》课件

数控机床电气安全的基本原则
确保操作者、维修人员和其他相关人员的安全是首要任 务。遵循国家和行业标准,制定并执行安全操作规程。
数控机床电气安全规范
定期检查和维护电气系统,确保其正常运行。对电气元 件和线路进行定期检查,及时发现并处理潜在的安全隐 患。
数控机床电气安全防护措施与设备
防护措施
采取必要的接地、隔离、滤波等措施, 以减少或消除漏电流、过电压、过电流 等对人身和设备的危害。
观察法、测量法、替换法、调试法
数控机床电气故障诊断技巧
先外部后内部、先机械后电气、先静后动、先公用后专用
数控机床电气故障排除步骤与实例
数控机床电气故障排除步骤
了解故障现象、分析故障原因、确定故障部位、排除故障
数控机床电气故障排除实例
主轴电机无法启动、刀架无法换刀、加工精度异常
REPORT
CATALOG
制定合理的维修流程,提高 维修效率。
提高数控机床电气维修效率的方法与技巧
快速定位故障点
通过观察、测试等方法快速找到故障位置。
备件管理
合理储备常用备件,缩短维修时间。
团队合作
维修人员之间密切配合,共同完成维修任务 。
数控机床电气维修技术的发展趋势与展望
技术升级与创新
随着数控机床技术的不断发展,电气维修技术也 需要不断升级和创新。
工具
万用表、示波器、电桥、绝缘电阻表等。
数控机床电气元件的维修步骤与实例
2. 使用工具检测元件性能 参数。
1. 检查元件外观,确定是 否损坏。
步骤
01
03 02
数控机床电气元件的维修步骤与实例
3. 根据检测结果,判断元件是否需 要更换或修复。
4. 执行维修操作,如更换元件或修复 电路。
电子课件-《数控机床电气装调与维修》-B01-9607 1-2
手持式IC测试仪
IC在线测试仪 a)GT2100A数字集成电路多参数筛选测试仪
b)LPICT-7A线性IC测试仪
第一章 数控机床电气维修基础
IC测试仪的使用方法。在线测试主要包括以下3项测试。 (1)快速测试
快速测试图
第一章 数控机床电气维修基础
(2)诊断测试
诊断测试图
以上测试方法可以找出85%以上的失效IC芯片。用以上测试 方法判断后,可以再选择第三项测试—连线测试来判断IC的好坏。
线间短路测试示意图
第一章 数控机床电气维修基础
3)测试线间非完全短路的方法
线间非完全短路测试示意图
4)测试电容短路的方法 5)判断变压器绕组局部短路的方法
第一章 数控机床电气维修基础
(2)用电流流向追踪法测试短路故障 当印刷线路板上有线间短路,而且该短路故障在板上的某一 个或某几个区域内时,可以用电流流向追踪法测试该故障。 1)准备工作 ①开机。 ②调整。 2)测试方法
第一章 数控机床电气维修基础
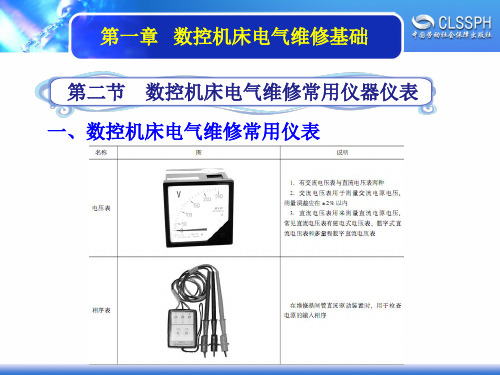
第二节 数控机床电气维修常用仪器仪表 一、数控机床电气维修常用仪表
第一章 数控机床电气维修基础
第一章 数控机床电气维修基础
图1—2 数控机床电气系统的组成
第一章 数控机床电气维修基础 二、数控机床电气维修常用仪器
1.示波器 数控系统修理通常选用频带宽度为10~100MHz的双踪示波 器。
4、8-OFFSET旋钮 5-VOL按钮 6-TRACE键 7-V/Ω键 9-MAG PROBE插口 10-Ω/V PROBE插口 11-DRIVE PROBE插口
第一章 数控机床电气维修基础 短路故障追踪仪的应用方法如下:
(1)用微电阻测量法寻找短路故障 1)准备工作 ①开机。 ②调整。 ③确定参考值。 2)查找线间短路的方法
电子课件-《数控机床电气装调与维修》-B01-9607 2内部继电器(R)

2.内部继电器(R)
在梯形图中,经常需要中间继电器作为辅助运算用。
内部继电器的地址是从R0开始的,R0~R1499作为通用中间继电器使用,R9000~R9117作为PMC系统程序保留区域,这个区域中的继电器不能用作梯形图中的线圈使用。
R9000作为二进制加法运算(ADDB)、二进制减法运算(SUBB)、二进制乘法运算(MULB)、二进制除法运算(DIVB)和二进制数值大小判别(COMPB)功能指令的运算结果输出用寄存器时,R9000的各位的定义如表3—8所示。
R9000作为外部数据输入(EXIN)、读CNC窗口数据(WINDR)、写CNC窗口数据(WINDW)功能指令的错误输出寄存器时,R9000.0为指令执行出错。
R9000~R9005是二进制除法运算(DIVB)功能指令的运算结果输出寄存器时,执行DIVB功能指令后的余数输出到这些寄存器。
R9091是系统定时器,其各位的定义如表3—9所示。
表3—8 R9000的各位的定义
表3—9 R9091系统定时器各位的定义。
电子课件-《数控机床电气装调与维修》-B01-9607 2-1

380V电路验电笔判断法
第二章 数控机床强电部分 的故障与维修
2.断电检查法 断电检查法是将被检修的数控机床与外部电源切断后 进行检修的方法。
单向启动自锁控制线路图
第二章 数控机床强电部分 的故障与维修
3.电压检查法 电压检查法是利用电压表或万用表的交流电压挡对线 路进行带电测量,可分为电阻分阶测量法和电阻分段测量 法。
第二章 数控机床强电部分 的故障与维修
第一节 概述 一、数控机床的强电部分
1.数控机床强电电路
数控机床电气连接的实物图
第二章 数控机床强电部分 的故障与维修
数控机床的强电电路图(部分)
第二章 数控机床强电部分 的故障与维修
强电连接的部分实物图 a)实物示意图 b)接线图 c)实物图
ห้องสมุดไป่ตู้
图1—2 数控机床电气系统的组成
电压分阶测量法
电压分段测量法
第二章 数控机床强电部分 的故障与维修
4.电阻检查法 电阻检查法是利用万用表的电阻挡,对线路进行断电 测量,可分为电阻分阶测量法和电阻分段测量法。
电阻分阶测量法
电阻分段测量法
第二章 数控机床强电部分 的故障与维修
5.局部短接检查法 检查时,用一根绝缘良 好的导线,将怀疑有断路 的部位连接,若短接到某 处时电路接通,则说明该 处断路。这种方法称为局 部短接法。
局部短接法
第二章 数控机床强电部分 的故障与维修
6.长短接检查法 长短接检查法是指一次短接两个或多个触点来检查故障 的方法。
长短接法
第二章 数控机床强电部分 的故障与维修
2.数控机床用强电元件 数控机床常用的电器主要是低压电器。 低压电器通常是指工作在交流电压1200 V、 直流电压1500 V及以下的电器。低压电器 按其用途又可分为低压配电电器和低压控 制电器。 配电电器包括熔断器、断路器、接触器 与继电器(过流继电器与热继电器)以及各类 低压开关等,主要用于低压配电电路(低压 电网)或动力装置中,对电路和设备起保护、 通断、转换电源或转换负载的作用。
电子课件-《数控机床电气装调与维修》-B01-9607 【例7—14、15、16、17、18、19、20】

【例7—14】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202;驱动器显示报警号ALM599。
报警内容如下。
ALM380500:PROFIBUS DP驱动器连接出错;ALM400015:PROFIBUS DP I/O连接出错;ALM400000:PLC停止:ALM025201:驱动器1出错;ALM025202.驱动器l出错,通信无法进行;ALM026102:驱动器不能更新。
伺服驱动器ALM599:802D与驱动器之间的循环数据转换中断。
分析方法如下。
(1)开机时,伺服驱动器可以显示“RUN”,表明伺服驱动系统可以通过自诊断,驱动器的硬件应无故障。
(2)系统初始化完成后,驱动器“使能”信号尚未输出,系统就出现报警;并且,驱动器亦随之报警。
根据以上两点,可以暂时排除伺服驱动器的原因,而且由于伺服驱动的使能信号尚未加入,从而排除了由于电动机励磁产生的干扰,由此判定故障是由系统引起的。
(3)系统报警ALM400015(PROFIBUS DP I/O连接出错)与ALM400000(PLC停止)分析,ALM400015(PROFIBUS DP I/O连接出错)属于硬件故障报警,如果系统的I/O单元工作正常,即使是ALM400000(PLC停止),一般也不会引起系统产生硬件报警。
综合以上分析,报警的检查应重点针对I/O单元(PP72/48)进行。
经检查,该机床的I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入回路或外部DC24V与I/O单元的连接上。
进一步检查I/O单元与外部24V的连接,发现I/O单元电源连接端子的接触不良,重新连接后,I/O单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【例7—14】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202;驱动器显示报警号ALM599。
报警内容如下。
ALM380500:PROFIBUS DP驱动器连接出错;
ALM400015:PROFIBUS DP I/O连接出错;
ALM400000:PLC停止:
ALM025201:驱动器1出错;
ALM025202.驱动器l出错,通信无法进行;
ALM026102:驱动器不能更新。
伺服驱动器ALM599:802D与驱动器之间的循环数据转换中断。
分析方法如下。
(1)开机时,伺服驱动器可以显示“RUN”,表明伺服驱动系统可以通过自诊断,驱动器的硬件应无故障。
(2)系统初始化完成后,驱动器“使能”信号尚未输出,系统就出现报警;并且,驱动器亦随之报警。
根据以上两点,可以暂时排除伺服驱动器的原因,而且由于伺服驱动的使能信号尚未加入,从而排除了由于电动机励磁产生的干扰,由此判定故障是由系统引起的。
(3)系统报警ALM400015(PROFIBUS DP I/O连接出错)与ALM400000(PLC停止)
分析,ALM400015(PROFIBUS DP I/O连接出错)属于硬件故障报警,如果系统的I/O单元工作正常,即使是ALM400000(PLC停止),一般也不会引起系统产生硬件报警。
综合以上分析,报警的检查应重点针对I/O单元(PP72/48)进行。
经检查,该机床的I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入回路或外部DC24V与I/O单元的连接上。
进一步检查I/O单元与外部24V的连接,发现I/O单元电源连接端子的接触不良,重新连接后,I/O单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
【例7—15】配套SIEMENS 802D系统的数控铣床,开机时出现报警:ALM380500、400015、400000、025201、026102、025202,驱动器显示报警号ALM599。
分析与处理过程:同上例,经检查,该机床I/O单元(PP72/48)指示灯“POWER”不亮,表明I/O单元无DC24V。
测量外部供电DC24V正常,I/O单元内部全部熔断器都正常,由此初步判定故障原因在DC24V的输入圊路或外部DC24V 与I/O单元的连接上。
检查I/O单元与外部24V的连接,发现I/0单元线路板上的电源连接端子上有DC24V,但在经过了熔断器F7后,24V电压消失。
因单独测量熔断器F7正常,由此判定故障原因是熔断器F7接触不良引起的;进一步检查发现,线路板上的F7虚焊,重新焊接后,I/0单元的“POWER”、“READY”指示灯亮,系统报警消失,机床恢复正常工作。
【例7—16】 MCV50立式加工中心,配西门子系统,屏幕全黑,进给失效,其他功能也全部失效。
经调查发现,是操作人员在更换电池时,关机引起的。
重新安装机床参数及PLC用户程序盘,故障排除。
【例7—17】某配套SIEMENS的加工中心,系统电源接通后,显示器无显示,面板上的“报警”、“未到位”、“进给保持”、“循环运行”指示灯同时亮。
系统面板上的“报警”、“未到位”、“进给保持”、“循环运行”指示灯同时亮,代表系统自检出错,系统无法正常启动。
其原因可能是系统CPU板或系统软件出错。
为了判别故障原因,可以对系统进行初始化处理。
按住系统面板上的诊断键,接通电源起动系统;在系统起动时,面板上方的4个指示灯闪烁:然后系统显示初始化页面;结束系统初始化后,机床恢复正常。
【例7—18】某配套SIEMENS的加工中心,系统工作时,显示器无显示,面板上的“?”指示灯亮;关机后再次起动,系统无显示,面板上的“?”指示灯亮。
系统面板上的“?”指示灯亮,表明系统存在报警,但检查系统硬件无故障。
从故障现象分析,原因应属于软件出错,但由于系统无显示,无法判别故障原因。
对系统进行初始化处理,经系统初始化后,机床恢复正常。
【例7—19】配套SIMENS PRIMO-S的数控滚齿机,开机后系统显示(数码
管)混乱,机床无法正常开机。
SIMENS PRIMO-S的数控系统是SIEMENS公司早期生产的经济型系统,系统结构非常简单,可以控制3轴,系统CPU为Intel 8085。
检查系统硬件无故障,根据故障现象分析,原因应属于软件出错。
根据SIMENS PRIMO-S说明书,按住M键,同时接通数控系统电源,系统恢复正常显示,检查发现系统内部参数混乱。
重新输入参数后,系统恢复正常。
【例7—20】某配置SINUMERIK 810的卧式加工中心,机床启动后,发境X、Y、Z三轴按下手动方向键后,机床可以非常缓慢地向给定的方向运动,但运动速度、坐标位置均不正确。
故障分析与处理:根据机床故障现象分析,此类故障通常是机床的位置检测系统不良引起的。
在本机床上,通过系统跟随误差页面检查,发现在机床运动过程中,位置跟随误差也在随之变化,但其变化速度非常缓慢,明显与机床的实际运动距离不符。
维修时首先检查系统的位置控制系统参数设定,在SIEMENS 810系统中,位置控制系统有关的主要参数有:
MD5002 bit2、1、0位置控制系统的控制分辨率;
MD5002 bit7、6、5位置控制系统的输入分辨率;
MD3640、3641、3642 X、Y、Z轴的电动机每转反馈脉冲数;
MD3680、3681、3682 X、Y、Z轴的电动机每转指令脉冲数。
本机床上,X、Y、Z轴伺服电动机内装2500脉冲的编码器,位置控制系统的控制分辨率为0.5μm,位置控制系统的指令分辨率为lμm,X、y、Z轴的丝杠螺距为10mm,丝杆与电动机为直接连接。
因此,正确的参数设定应该为:MD5002 bit2、1、O=100;
MD5002 bit7、6、5=010;
MD3640、3641、3642=10000;
MD3680、3681、3682:20000。
检查系统参数设定,发现系统中MD3680、3681、3682实际设定为l,这显然与实际机床不符。
更改参数后,机床恢复正常。