常用焊条的各种数据
SACX0307中文

应用
ALPHA VACULOY SACX0307适用于电子组装厂波峰焊接和表面贴装的无铅焊接工艺应用。它适用于单面和 混装工艺。推荐焊料槽温度为255 - 265° C (491 – 509F),接触时间2.3 – 3.5 sec。 相关的波峰焊接助焊 剂,请参考我们的选择指南。 可提供无铅焊料回收服务,包括专门的无铅容器,请咨询当地的分公司。
这个分析服务由确信电子组装材料提供,欲恰详情,请联系当地销售机构。
推荐波峰焊料杂质的处置界限
请参考下面列表推荐的波峰焊料槽杂质的处置界限。想了解采取何种措施使你的焊料槽回到可接受的水平,请联系当地
销售机构。
成分
处置 界限
备注
Sn/锡
余部
无处置界限.
Pb/铅
0.10
RoHS 指令 2002/95/EC 规定铅的最大含量为 0.1%
Al/铝
0.002 含量大于 0.002% 可能增加桥连和拉尖,同时焊料表面会产生大量氧化
Au/金
0.1
含量超过 0.1% ,可能对焊点强度造成影响.
------------------------------------------------------------------------------------------------------------------------------------------------
可供产品
ALPHA VACULOY SACX0307可提供1kg (2.2lb) 焊条,焊块,Ingot条,自动添加锡丝
SUPER7号钢模具用焊条
SUPER7号钢模具用焊条
特性:1、低电流焊接,弧击性优,施焊容易;
2、焊道非常平滑,焊渣容易去除;
3、韧性良好,耐冲击性佳;
4、可作多层之堆焊,对热处理后之高碳工具钢,亦不易龟裂;
5、尤其应用于模具之硬面修补,效果奇佳。
成份:C Si Mn Cr Mo
性能:硬度:55~60°HRC
用途:1、锻造工具、热冲模、冲模、剪模、压模之刀口修补;
2、农工矿业之一切需高硬度,耐撞击的机件,皆可广泛使用;
3、轴承、碎矿滚轮、颚板、铲斗、铲齿、帮浦叶轮;
4、挖泥铲、裁纸机、滚刀、水泥拌混机衬片、蔗刀之硬面修补。
用法:1、保持短电弧施焊,采用垂直焊接;
2、如焊高碳钢时,施以200~300℃之预热,避免可能之龟裂,如按上述之温度保温4小时,然后徐徐冷却,可得最佳之机械性质;
3、对于一般之母材,不需要预热的。
焊接数据:。
注册结构工程师考试常用数据速查手册-钢结构部分

2013年全国一级注册结构工程师专业考试常用数据及表格速查钢结构部分第 1 页/共14 页目录每1cm长角焊缝承载力设计值 .................................................. 错误!未定义书签。
每1cm长角焊缝承载力设计值(kN) .......................................... 错误!未定义书签。
普通C级螺栓承载力设计值(kN) ............................................... 错误!未定义书签。
普通C级螺栓承载力设计值(kN) 续表................................... 错误!未定义书签。
高强度螺栓摩擦型承载力设计值(kN) 8.8级 ......................... 错误!未定义书签。
高强度螺栓摩擦型承载力设计值(kN) 10.9级 ....................... 错误!未定义书签。
高强度螺栓承压型承载力设计值(kN) 8.8级 ......................... 错误!未定义书签。
高强度螺栓承压型承载力设计值(kN) 10.9级 ....................... 错误!未定义书签。
每1cm长角焊缝承载力设计值注:1表中数值按下式计算:N f w=h e l w f f w;h e=0.7 h f,l w=10mm;2施工条件较差的高空焊缝,承载力乘折减系数0.9;3单角钢单面衔接的直角角焊缝,承载力乘折减系数0.85;4承受静载或间接动载的正面角焊缝,承载力可乘增大系数1.22;5角焊缝的计算长度应取实际长度减2h f第 1 页/共14 页每1cm长角焊缝承载力设计值(kN)第 3 页/共14 页普通C级螺栓承载力设计值(kN)普通C级螺栓承载力设计值(kN) 续表注:1承压:Ncb=d ∑t fcb;受拉:Ntb=Ae ftb;受剪:Nvb=nv A fvb;2单角钢单面衔接的螺栓,其承载力设计值应按表中的数值乘以0.85。
焊接工艺参数对焊接残余应力的影响分析

5目前世界上最高、最大的结构采用的都是钢结构, 而历届奥运会的场馆也多采用钢结构, 如2008年北京奥运会的国家体育场“鸟巢”, 2012 年伦敦奥运会的场馆“伦敦碗”等。
但是在钢结构的制造过程中产生的焊接应力和变形一直备受关注。
焊接应力不仅会改变钢结构的刚度, 影响加工精度,严重时还会导致构件的断裂失效等焊接工艺参数是影响焊件焊缝材料性能主要因素。
电弧焊时,焊接电流的变化不仅直接影响焊接生产效率,重要的是还影响焊接接头和结构的使用性能。
采用不锈钢焊条电弧焊时,焊接电流的变化对焊接质量的影响更为突出,如焊接电流过大时往往引起飞溅增大,药皮开裂,气孔产生,严重时产生焊接裂纹等缺陷。
一、实验部分1.实验方案实验选取石油化工容器、塔类制作常用16M n R 钢(厚16m m )作为实验材料。
实验中把实验材料16MnR制成五块中间带V型坡口(宽15mm)的1000mm×400mm试件如图1所示。
图1试件图样然后,应用埋弧自动电焊机,通过改变焊接速度及焊接电流,分别焊取五块试件。
五块试件的具体焊接工艺参数如表1所示。
然后,用小盲孔法测得纵向、横向残余应力。
表1试件焊接参数数据表2.实验过程(1)把加工好的5块试板用自动埋弧焊方法按表1所示焊接工艺参数分别进行焊接,并相应编号。
然后,在自然状态下冷却至室温。
(2)取每块试板,用小盲孔法测各试件残余应力,贴片位置(贴片间距5mm)。
测得残余应力。
3.数据分析(1)标准试件A1焊缝周围残余拉应力平均值为:纵向σx=242.1Mpa,横向σy =110.8M p a 。
(2)其他条件未变,焊接电流减少至550A 的A 2试件焊缝周围残余拉应力平均值为:纵向σx=212.97Mpa,横向σy=96.17Mpa。
与标准试件相比焊缝周围残余拉应力降低率分别为:纵向ηx=12.04%,横向ηy=13.20%。
(3)其他条件未变,焊接电流增大至750A的A3试件焊缝周围残余拉应力平均值为:纵向σx=265.33Mpa,横向σy=136.4Mpa。
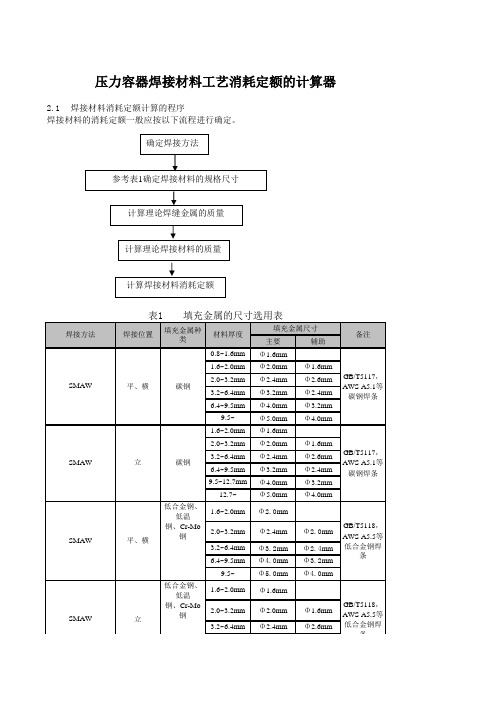
压力容器焊材计算器
全位置
铝合金
9.5~
Φ1.6mm Φ1.2mm
平,横
碳钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横
不锈钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横 镍基合金
9.5~
碳钢、合金
全位置
钢、 不锈钢、镍
1.6~
基合金
Φ1.2mm Φ1.2mm
3.2~6.4mm Φ2.4mm
平
碳钢、低合
Φ1.2mm
AWS A5.11 等镍基合金
焊条
Φ2.0mm
Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.0mm Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.4mm Φ3.2mm Φ3.2mm Φ2.4mm Φ1.2mm Φ2.4mm Φ3.2mm
GTAW-AC
GTAW自动 GTAW药芯
GB/T5293, GB/T12470
, AWS A5.17, A5.23等
GB/T17854 ,AWS A5.9
等 AWS A5.14
等
Φ3.2mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
最小内径: 纵向
=200mm,环 向=300mm 最小外径:
纵向 =400mm,环
向=250mm 最小内径:
Φ1.6mm
Φ1.6mm
Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ3.2mm Φ1.6mm Φ1.6mm Φ2.4mm
Φ2.4mm Φ3.2mm Φ1.6mm Φ2.6mm Φ2.4mm Φ3.2mm Φ4.0mm
常用焊接数据表

美
SA-312-95
SUS316L TP
日
JIS G3459-94
16Cr-12Ni-2Mo
0Cr18Ni12Mo2Ti
中
GB/T14976-94
1Cr18Ni12Mo2Ti
中
GB/T14976-94
0Cr17Ni12Mo2
中
GB/T14976-94
TP316
美
SA-312-95
TP316H
≥30
JIS 4903-91
Inconel625
(热退)
UNS N06625(Incenel625)
美
≥414
≥827
≥30
B444-90
NCF625 TP
日
≥410
≥820
≥30
JIS G4903-91
镍合金
Hastlly B
UNS N10001
美
≥310
≥690
≥40
B169-91
Hastlly B2
ZG14Ni32Cr20Nb
中
≥185
≥450
≥25
HG/T2601-94
UNS N08800
(Incoloy 800)(冷退)
美
≥205
≥520
≥30
B407-88
UNS N08810
(Incoloy 800H)
美
≥205
≤450
≥30
B407-88
UNS N08811
(Incoloy 800HT)
NCF825 TP(冷退)
日
≥285
≥580
≥30
JIS G4903-91
常用的焊条长度

常用的焊条长度
焊条长度通常以毫米(mm)为单位,常用的焊条长度有:
1. 25mm:适用于小型焊接作业,如焊接电子元器件、首饰等。
2. 3.2mm:适用于小型金属零件的焊接,如自行车链条、电器配件等。
3. 4mm:适用于中等大小的金属零件焊接,如家具、机械零件等。
4. 5mm:适用于较大型的金属零件焊接,如汽车、船舶等。
5. 6mm:适用于大型金属结构件的焊接,如建筑钢结构、桥梁等。
6. 8mm:适用于重型金属结构的焊接,如压力容器、锅炉等。
7. 10mm:适用于特殊环境下的焊接,如高空作业、水下作业等。
8. 12mm:适用于特殊材料的焊接,如高合金钢、不锈钢等。
9. 16mm:适用于大面积金属表面的堆焊修复。
10. 20mm:适用于大面积金属表面的堆焊修复,如矿山设备、钢铁厂设备等。
以上焊条长度仅为常见规格,实际应用中还有更多不同长度的焊条可供选择。
在选择焊条长度时,需要根据焊接工件的大小、形状和厚度等因素进行综合考虑。
焊条光谱实验报告总结(3篇)

第1篇一、实验目的本次实验旨在通过学习和使用光谱分析技术,了解焊条材料中元素的分析方法。
通过掌握光谱仪的基本原理、操作方法以及数据处理,分析焊条中主要元素的成分和含量,为焊条质量控制和焊接工艺优化提供依据。
二、实验原理光谱分析是利用物质对特定波长的光吸收或发射的特性,对物质进行定性和定量分析的方法。
本实验主要采用紫外-可见分光光度法(UV-Vis)和红外光谱法(IR)对焊条材料进行分析。
1. 紫外-可见分光光度法:当紫外-可见光照射到焊条材料时,部分光被吸收,吸收程度与物质浓度成正比。
通过测定吸光度,可以计算出焊条材料中元素的含量。
2. 红外光谱法:红外光谱是分子振动和转动能级的跃迁产生的光谱。
不同元素和化合物在红外光谱中具有特定的吸收峰,可以用来鉴定物质。
三、实验仪器与试剂1. 仪器:紫外-可见分光光度计、红外光谱仪、电子天平、磁力搅拌器、移液器、容量瓶、比色皿等。
2. 试剂:标准溶液、盐酸、氢氧化钠、硝酸、高氯酸等。
四、实验步骤1. 标准溶液配制:按照实验要求,配制一系列标准溶液,用于制作标准曲线。
2. 样品前处理:将焊条样品研磨、过筛,取适量样品置于比色皿中,加入适量溶剂溶解。
3. 紫外-可见光谱分析:将制备好的样品溶液置于紫外-可见分光光度计中,在特定波长下测定吸光度,绘制标准曲线,计算样品中元素含量。
4. 红外光谱分析:将制备好的样品溶液置于红外光谱仪中,扫描一定波数范围内的红外光谱,分析样品中元素成分。
五、实验结果与分析1. 紫外-可见光谱分析结果:根据标准曲线,计算出样品中各元素的含量,结果如下:- 钢铁元素:x%- 镍元素:y%- 钼元素:z%- 铬元素:w%2. 红外光谱分析结果:根据红外光谱图,识别出样品中各元素的特征吸收峰,分析样品中元素成分。
- 钢铁元素:在红外光谱图中出现特征吸收峰,表明样品中含有钢铁元素。
- 镍元素:在红外光谱图中出现特征吸收峰,表明样品中含有镍元素。
Q235与Q345R在钢结构中不同位置焊接材料的选择

Q235与Q345R在钢结构中不同位置焊接材料的选择根据Q235与Q345R在钢结构中不同位置的焊接实例分析和试验结果,阐述其钢结构制造过程中,如何选择焊缝金属填充材料时的方法。
标签:钢结构;焊缝;Q235;Q345R;机械性能一、Q235普通碳素钢与Q345R低合金钢焊接工艺在钢结构的制造过程中,是具有一定难度的,主要体现在进行制作的过程中容易遇到一系列的焊接问题,从而影整体的焊接效果,由于异种钢焊接的过程中主要会遇到异种钢焊接和金相组织存在不同的情况的发生,并主要体现在以下几个方面,以往普通的碳素钢结构设计一般体现在相关的资料中,而异种钢的焊接却具有一定的特殊性,并主要体现在以下几个方面,a.选择焊接工艺:对于施工工艺的挑选主要以异种钢中合金化程度为主,一般来说是要选择焊接性较差的钢;b.选择填充材料:对于填充材料的选择一般需要挑选具有异种钢强度较硬的材料,化学成分也要尽可能的符合异种钢成分较少的基于于普通碳素钢与低合金钢的焊接的考量,需要根据实际的构件的结构以及具体的受力情况而定,要保证决定的过程中具有一定的科学依据。
二、异种钢焊接化学成分变化及对机械性能的影响焊接材料选择T426,主体情况如图l以下所示:电弧焊在实际应用的过程中主要是需要通过电弧放电过程中所产生的热量作为主要根据,并用来融化母材以及填充金属,在电弧固有性质的影响下,被融化的母材金属以及相关的填充金属需要在实际焊接的部位形成一个熔池,但熔池具有较高的温度会造成冶金出现激烈的反应,从而加速产生一系列的化学反应,当熔池金属在经过冶金反应后更是促使熔池的金属反应发生一系列的物理变化,从而造成了化学成分的改变。
因此,在规范焊接条件下,母材需要按照合理的融合比来进入熔池,并促使金元素由密集区域向反方向的扩散,以此来促使被融化的母材部分的合金元素被稀释,但在这过程中会使得整体的母材硬度下降,更会在一定程度上影响整体的结构性质和结构质量例如:1.以简体材质的压力容器为例,如图二所示:简体作为压力容器的主要受压元件,若是选用T426焊条进行筒体和垫板焊接,便会降低硬度,也会影整体的结构完整度,因此进行这就需要用另一种型号的材料,并保证材料在融的过程中减少实际的稀释程度,也能减母材所收到的相关影响,(这种情况多现在压力容器支座垫板、塔式压力容器台支腿的垫板和塔式压力容器裙座与底的椭圆封头部位)2.以简体材质为塔式压力容器为例,如图三所示:由于接下来要研究的物质均属于筒体,作为压力容器的主要受压元件,更是要在经济的方面进行考虑,若是将其设计成普通碳素钢,并通过此方法来降低成本,那么就要选用T426焊条进行两种材质简体来进行焊接,如实按照上述的方法来进行,则焊缝的强度是达标的。
常用焊缝符号及其标注方法(全)

5.4.9 焊缝符号的标注尽可能简化。
5.4.10 在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的。
5.4.11 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
5.4.12 当对焊缝段(点)数无严格要求时,允许省略。
b) 必要时,允许箭头线弯折一次,见图4。
(a) (b)
图3 箭头线的位置
图4 弯折的箭头
5.2 焊缝在图样上的表示
5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:
a) 可见焊缝纵向可用2b~2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5(a);
b) 不可见焊缝纵向可用2b~2.5b等粗的粗虚线表示,见图5(b);
表4 焊缝尺寸符号
序号
名称
示意图
符号
标注示例
说明
1
焊脚尺寸
角焊缝
焊脚尺寸为K
2
焊缝宽度
焊缝厚度
c
S
Ⅰ形焊缝
焊缝宽为c
焊缝厚为S
3
熔核直径
d
塞焊缝
熔核直径d
点焊缝
焊点直径d
4
焊缝间距
e
角焊缝
焊脚尺寸为K
焊缝长度为l
焊缝间距为e
焊缝段(点)数n
5
焊缝长度
l
6
焊缝段(点)数
n
7
相同焊缝处数
d
角焊缝
焊脚尺寸为K
c)标对称焊缝及双面焊缝时,可省略虚线基准线,见图6(c)。
5.4 焊缝标注原则
标准对照表及缩写

】【标准对照表及缩写1缩写表SAW 埋弧焊. 40SMAW 焊条电弧焊GTAW 钨极氩弧焊GMAW CO2气体保护焊FCAW 管状焊丝气体焊2常用的焊接方法的数字标记ISO4063 及缩写DIN1910 焊接基本术语介绍ISO5873焊接方法的选择包括以下的条件正确选择焊接方法的根据是构件的几何形式材料可接近性件数设备焊接位置要求经济性4电弧电弧是所有电弧焊接方法的能量载体电弧是在一定条件下电荷通过两电极气体空间的一种导电过程,或是说一种气体放电过程,借助这种气体放电过程,电弧将电能转变成热能解;电弧就是两电极之间利用气体传导热能弧焊电源1弧焊电源概述1.1弧焊电源的基本知识含义;未焊接电弧提供电流的系统,称为弧焊电源电源的种类包括焊接变压器。
焊接整流器,直流发电机弧焊电源的静特性;在稳定的状态下弧焊电源的输出电压与输出电流的关系特性,称为弧焊电源的静特性。
也称为弧焊电源的外特性2技术数据焊机銘牌按ISO60974-1的标准制定的。
相关的IEC974-1或VDE0544-1标准是指国际电工学会名牌分三部分分解;1上部分;制造厂家名称,编号及其它重要标记。
2中间部分;焊接电源电路数据。
3下部分;网路数据3弧焊电源调节性能:分别为空载电压工作电压短路电压1空载电压:一般情况下为50-75V电流为0。
2工作电压:取决于电流I多数为20-30V 电流范围在100-200A。
3短路电压:电压几乎为0电流强度很高的分布情况。
气焊一乙炔气瓶按照DIN2403的规定都是黄色国内为白色。
1乙炔的制取在:乙炔是由碳化钙CaC2在乙炔发生器中与水相化合而产生,理论上一公斤碳化钙可制取347升乙炔。
而实际上每公斤碳化钙一般可制取300升乙炔计算。
2乙炔性能:乙炔是无色无毒可燃烧的气体,存乙炔带有醚的气味,易溶于丙酮中是一种易爆炸气体,乙炔密度为公斤|立方米空气为|立方米比空气轻。
纯氧中燃烧的火焰温度为3200摄氏度。
注:乙炔与铜或银长期接触后产生一种爆炸的化合物。
焊条成本计算
据权威行业调查数据(电焊条设备,电焊条生产设备,电焊条机械设备,电焊条机械,电焊条机,电焊条生产线,电焊条原料,电焊条辅料,电焊条配方,电焊条设备生产厂家,电焊条设备价格, 电焊条生产设备价格)显示:随着国家经济调整发展,今后电焊条用量将会大幅度提高。
国家工业部门统计,我国电焊条年需求量达一千五百万吨。
而实际产量不足六十万吨,市场缺口很大,且价格一涨再涨,产品供应紧张,伴随经济进一步发展,电焊条用量将会成百倍增加,它的用量将在某种程度上直接标志着一个国家、一个地区工业经济发展水平的高低!新型电焊条生产设备及技术,利用新旧钢材生产,材料来源广泛,以独特的工艺、卓越的品质、超低的成本,为各地开办焊条厂,提供了得天独厚的有利条件,该设备及技术生产的产品质量、价格优势明显,市场竞争力强,在焊接行业独占鳌头,因此,用新旧钢材生产电焊条是一项短、平、快、高回报、永不衰败的致富项目!市场前景目前我国的电焊条市场良好,尤其是中小型焊条厂,立足于本地市场其销售占有很大优势,我国市场每个县市每年的电焊条消耗在三百至八百吨左右,因此建小型号焊条厂有着很在的销售市场,并且经济效益极为可观!生产电焊条投资少,见效快,利润大,原料丰富、无污染、无三废。
利润分析明细类别新钢材生产废旧钢材生产钢材成本3400元/吨x 吨=2040元1600元/吨x 吨=576元药皮成本药皮2000元/吨x 吨=800元药皮2000元/吨x 吨=480元人工工资3人x 50元/天=150元3人x 50元/天=150元电费1元/度x 50度=50元1元/度x 50度=50元包装费100元100元杂费100元100元总成本3240元1456元每天纯利4200元- 3240元=960元/天4200元吨- 1456元=1064元/天月纯利960元x 30天=28800元1064元x 30天=31920元年纯利28800元x 10月=288000元31920元x 10月=319200元注:由上述明显对比,若以废旧钢材生产,成本更低,利润更高。
J607 RH DQ和 LB-65 L熔敷金属成分与性能对比

5 O ℃ 范围 内0 7 Mn N i M o D R
中图 分 类 号
T Q 0 5 3 . 2
文 献标 识码 A
文章 编号
0 2 5 4 - 6 0 9 4 ( 2 0 1 5 ) 0 1 - 0 0 1 6 - 0 4
条, 其 熔敷金 属 的低 温 冲击 韧 性指 标 满 足 设 计 温
度 为 一5 0 ℃0 7 M n N i Mo V D R 钢 的建 造 要 求 , 现 就
两 个 乙烯工 程项 目的建造实 例进 行分 析论述 。
国 内设 计 温度为 一5 O ℃的 乙烯球 罐主要 采用
宝钢的0 7 Mn N i Mo V D R、 日本 J F E公 司的 J F E - H I T -
近十年 来 , 我 国的 乙烯 工业 发展迅 速 , 已成 为
国 民经济 的支柱 产业 之一 。作 为 乙烯 装置 中的关
E N 6 1 0 U 2 L 、 N — T U F 4 9 0及 武 钢 的 1 5 M n N i N b D R。
前两 种钢 均采 用 调质 工 艺 生产
。国 内设 计 温
分数 , 结果 整理见 表 3 。可 以看 出 : 国产 焊 条及 日
本 焊条 主要 元 素 的质 量 分 数 实 物水 平 基 本 相 当 ; 特 别 是 P、 S的质 量 分数 , 国产 焊 条 控 制 水平 较 高
两 个 乙 烯 工 程 项 目 中 使 用 国 产 焊 条 J 6 0 7 R H D Q及 日本 焊 条 L B - 6 5 L质 保 书 中 都 提 供 了 c、 S i 、 Mn 、 S 、 P 、 N i 、 Mo及 其 他 合 金 元 素 的质 量
国标焊接钢管规格表
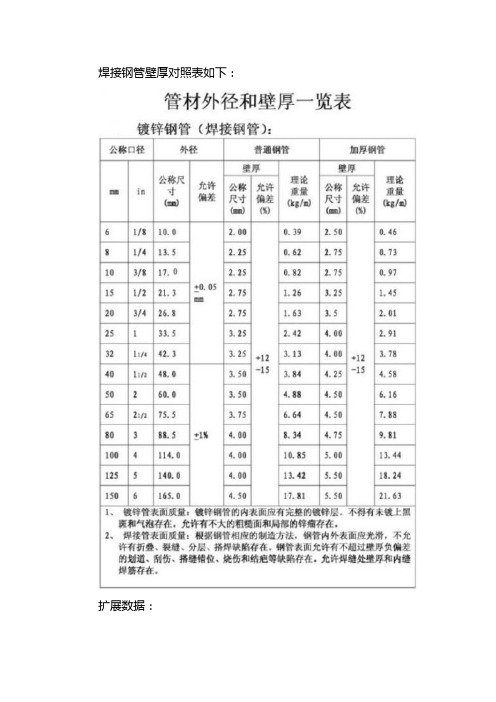
焊接钢管壁厚对照表如下:扩展数据:焊接钢管的焊接技巧1,前提是打磨必须在焊接位置磨掉锌涂层,否则会产生气泡,沙孔和虚假焊接。
这也会使焊缝变脆和变硬。
2,镀锌钢的焊接特性镀锌钢通常在低碳钢上镀锌,锌镀层的厚度通常为20um。
锌的熔点为419°C,沸点约为908°C。
在焊接中,锌熔化成液体并漂浮在熔池表面或焊缝根部。
锌在铁中具有很大的固溶性,液态锌会沿晶界深深腐蚀焊缝金属,从而导致低熔点锌的“液态金属脆化”。
同时,锌和铁会形成金属间脆性化合物。
这些脆性相降低了焊接金属的可塑性,并在拉伸应力下引起裂纹。
如果对角焊缝进行焊接,尤其是T型接头的角焊缝,则很容易产生裂纹。
在镀锌钢的焊接过程中,槽表面和边缘上的锌层在电弧热的作用下会氧化,熔化,蒸发甚至挥发出白烟和蒸汽,这很容易造成焊接孔隙。
氧化形成的ZnO的熔点高于1800°C。
如果焊接过程中的参数过小,则会导致ZnO夹杂熔渣。
因为Zn成为脱氧剂。
生成FeO MnO或Feo-mno-sio2低熔点氧化物夹杂物。
其次,由于锌的蒸发,会散发出大量的白烟和灰尘,这会刺激并损害人体。
因此,必须抛光焊接接头上的锌涂层。
3,焊接过程控制镀锌钢的焊接前准备与普通低碳钢相同。
必须小心处理沟槽尺寸和附近的锌涂层。
为了焊透,凹槽尺寸应适当,一般为60〜65°,并应留有一定的间隙,一般为1.5〜2.5mm;为了减少锌对焊缝的渗透,可以在焊接前去除凹槽中的锌涂层。
在实际工作中,采用无钝边的集中倒角工艺进行集中控制,两层焊接工艺减少了不完全熔深的可能性。
焊条应根据镀锌钢管的基材选择。
由于易于操作,J422通常用于低碳钢。
焊接方法:在进行多层焊接的第一层焊接时,应尝试使锌层熔化并使之蒸发并从焊缝中蒸发掉,这样可以大大减少残留在焊缝中的液态锌。
在角焊缝焊接中,锌层应在第一层中尽可能多地熔化,并从焊缝中蒸发掉。
方法是将电极的末端向前移动约5〜7mm,然后在熔化锌层后返回到原始位置并继续向前焊接。
焊条的规格及用途
焊条的规格及用途焊条是一种焊接材料,包括焊接电弧材料和焊接辅助材料。
它常用于各种金属制品的连接,如钢结构、铁路轨道、汽车制造、航空航天、石油化工、船舶建造等行业。
焊条的规格和用途多种多样,在以下几个方面进行了详细介绍。
1. 直径:焊条的直径一般在1.6mm到6.4mm之间,直径较小的适用于细小的焊接工作,而直径较大的适用于对焊接强度要求较高的工作。
2. 长度:焊条的长度通常为300mm或350mm。
300mm长的焊条适用于手工电弧焊接,而350mm长的焊条适用于半自动焊接和自动焊接。
3.电流极性:焊条可以根据电流极性分为直流焊条和交流焊条。
直流焊条适用于直流焊接机,可以提供更稳定的电弧和焊接质量,而交流焊条适用于交流焊接机,通常用于低电压焊接。
4.焊接位置:焊条的规格还可以根据焊接位置进行分类,如水平焊、垂直焊、仰角焊和横焊等。
每个焊接位置的规格有着不同的要求和特点。
5.焊接材料:焊条的规格还与焊接材料有关,如焊接碳钢、低合金钢、不锈钢、铸铁和铝等。
不同的焊接材料需要不同的焊条规格来保证焊接质量。
焊条的用途焊条广泛应用于各个领域,其主要用途如下:1.钢结构建设:焊条在钢结构建设中扮演着重要的角色。
焊条可以用来连接钢材构件和加固钢结构,以提供更好的强度和稳定性。
这些焊接应用包括建筑桥梁、高层建筑、舞台设备等。
2.汽车制造:汽车制造过程中需要使用焊接技术来连接不同的部件,焊条成为了必不可少的焊接材料。
焊条可以用于连接车身零部件、发动机支架、车轮总成等。
3.航空航天工业:航空航天工业对焊接的要求非常高,焊条在这个领域也广泛应用。
焊条可以用于航空器的制造和维修,如飞机机身、发动机部件等。
4.石油化工:石油化工行业需要耐高温和耐腐蚀的材料,焊条可以提供这些特性。
焊条可以用于石油管道、储罐、炉排等设备的制造和维修工作。
5.船舶建造:焊条在船舶建造领域有着广泛的应用。
焊条可以用于连接船体、船体构件、船尾部件等,以及修补船舶结构。
焊条的型号及用途
焊条的型号及用途焊条是一种常用的焊接材料,它由主要的焊接金属、焊剂和包覆材料组成。
不同的焊条型号和材料适用于不同的焊接工艺和焊接金属,下面是一些常见的焊条型号及其用途的介绍。
1.AWSE6010焊条AWSE6010焊条是一种碳钢焊条,适用于直流焊接,能够穿透轻质工件和薄板,特别适用于焊接薄板细管和高速钢构件。
2.AWSE6011焊条AWSE6011焊条也是一种碳钢焊条,适用于直流或交流焊接。
它具有优秀的焊接性能和穿透能力,适用于焊接低碳钢和薄板构件。
3.AWSE7018焊条AWSE7018焊条是一种常用的低氢焊条,适用于直流或交流焊接。
它具有优良的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道、船舶和桥梁构件。
4.AWSE6013焊条AWSE6013焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和美观的焊缝,适用于焊接低碳钢和薄板构件。
5.AWSE308L-16焊条AWSE308L-16焊条是一种不锈钢焊条,适用于直流或交流焊接。
它具有良好的耐腐蚀性和抗裂性能,适用于焊接不锈钢结构和设备。
6.AWSE7014焊条AWSE7014焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较高的焊接效率,适用于焊接低碳钢和中厚板构件。
7.AWSE6016焊条AWSE6016焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较低的氢含量,适用于焊接低碳钢和薄板构件。
8.AWSE6018焊条AWSE6018焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道和车辆构件。
这些仅仅是一些常见的焊条型号及其用途,实际上还有许多其他型号的焊条,根据不同的焊接需求和焊接材料,选择合适的焊条是十分重要的。
在使用焊条时,还需要按照相应的焊接规范和操作要求进行操作,以保证焊接质量和安全。
焊丝焊材量

管道每个焊口(V型坡口)焊材金属用
说明:
1、坡口设定条件见右图,每个焊口的长度按外径OD计算,所以此表并非100%准确,其意义在于提供一
2、计算公式:(3.14*OD/1000)*[0.00942*(0.57735*δ*δ+2δ)](焊缝余高按坡口面积的0.2倍计算
3、实际焊材量的计算:
(1)采用电弧焊时,焊条质量按表中数据的1.8-2.0倍计算
(2)采用氩弧焊时,焊司质量按表中数据的1.0倍计算。
(3)采用氩电联焊时,一项工程中每种焊条与焊丝的总质量比可按4:1或5:1考虑。
5、实际焊材量的另一种粗略估算方法:
(1)焊丝质量按一项工程中管子质量的1%估算。
(2)焊丝质量按一项工程中管子质量的0.5%估算。
V型坡口)焊材金属用量一览表
准确,其意义在于提供一个快速参考作用
壁厚:mm,质量:kg管径OD:mm 按坡口面积的0.2倍计算)
δV型坡口
考虑。
常用焊接点数据表

上海材料
研究所
S-P3
4、常用奥氏体焊丝类别(摘自SH/T3523-1999)
材料类别
焊条型号牌号
国别
标准
备注
00-18Cr-8Ni
H00Cr21Ni10
中
GB4242-84
ER308L
美
SFA-5.9-95
E308LT-2
美
SFA-5.22-95
0-18Cr-8Ni
H0Cr21Ni10
中
GB4242-84
美
SA-312-95
TP316N
美
SA-312-95
SUS316 TP
日
JIS G3459-94
SUS316H TP
日
JIS G3459-94
00-18Cr-13Ni-3Mo
00Cr19Ni13Mo3
中
GB/T14976-94
TP317L
美
SA-312-95
SUS317 TP
日
JIS G3459-94
ZG14Ni32Cr20Nb
中
≥185
≥450
≥25
HG/T2601-94
UNS N08800
(Incoloy 800)(冷退)
美
≥205
≥520
≥30
B407-88
UNS N08810
(Incoloy 800H)
美
≥205
≤450
≥30
B407-88
UNS N08811
(Incoloy 800HT)
NCF825 TP(冷退)
日
≥285
≥580
≥30
JIS G4903-91
托管施工介绍
托管施工实例1。
1工程概况星湖街(老机场路—新机场路)定向钻穿越段中压燃气管道工程,为新机场路中压燃气管道工程的一部分。
定向穿越段起点位于桩号4+308,出土点桩号4+440,穿越段钻孔水平长约132米,铺设钢管长约132米。
1. 2编制依据1、工程招标文件;2、工程设计图纸;3、现场踏勘场地情况.4、《城镇燃气设计规范》(GB500028—93)(2002版);5、《原油和天然气输送管道穿越工程设计规范穿越工程》(SY/T0015—98)6、《石油天燃气管道穿越工程施工及验收规范》(SY/T4079—95);7、《石油天燃气工业输送钢管交货技术条件第1部分A级钢管》(GB/T9711.1-1997);8、《途装前钢材表面锈蚀等级和除锈等级》(GB/T8923—88);9、《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)10、《油、气管道焊接工艺评定方法》(SY4052-92);11、《管道下向焊接工艺规程》(SY/T4071—93);12、《钢融化焊对接接头射线照相和质量等级》(GB3323-87);13、《钢质管道溶结环氧粉末外途层技术标准》(SY/T0315—97);14、《埋地钢质管道聚乙烯防腐层技术标准》(SY/T4013-95)。
1. 3工程地质本工程由于甲方提供的定向钻穿越段地质资料不齐全,穿越段施工前,我单位将对穿越管位处进行详细地质勘查,并进行场区地下水条件判别,场地液化判别、物探、水土对钢管的腐蚀性评价分析,提交上述报告和评价分析由设计单位对穿越管线视实际情况进行适当调整。
1。
4主要工程量该工程主要工程包括:a。
现场三通一平和防火措施b. 沿线土层地址勘察、管线探测c。
临时占地、临时通道d. 挖排浆池:2个,规格5m×3m×2m;e. 出土端施工场地平整、管道滚轮支架安装f。
入土端是钻机安装场地平整g。
ф323.9×8。
4管线焊接、防腐、拍片、通球、试压、吹扫h。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
E9015-B3
低氢型
直流
焊接Cr2.5Mo类珠光体耐热钢结构
R427
E5515-B3-VNb
低氢型
直流
用于焊接工作温度在620摄氏度以下的12Cr2MoWVB等耐热钢结构
R507
E5MoV-15
低氢型
直流
焊接Cr5Mo类珠光体耐热钢,如400摄氏度的高温抗氢腐蚀的管道
R507B
E5MoV-15
R817
E11MoVNiW-15
低氢型
直流
焊接工作温度在580摄氏度以下的Cr11MoNiVW类热强钢结构,如过热器及蒸汽管道等
R827
低氢型
直流
焊接工作温度在565摄氏度以下的Cr11MoV、Cr11MoNiV型热强钢结构,如过热器及蒸汽管道、高压气轮机的变速级叶片等
结构钢焊条
牌号
型号
溶敷金属化学成分(%)
力学性能
焊条直径及参考电流(A)
GB/T
AWS
C
Si
Mn
其它
σbMpa
σ0.2Mpa
δ5%
AKVJ
2.0mm
2.5mm
3.2mm
4.0mm
5.0mm
5.8mm
J421
E4313
E6013
≤0.12
≤0.35
0.3-0.6
-
480≥420
340≥330
22≥17
75 - (0℃)
40-70
50-80
80-120
-
-
90-130
150-190
180-230
-
J506D
E5016
E7016
≤0.12
≤0.65
≤1.6
-
550≥490
440≥400
29≥22
130≥27 (-30℃)
-
-
60-130
140-180
140-230
-
J506X
E5016
E7016
≤0.12
≤0.75
≤1.6
-
550≥490
440≥400
180-220
210-260
-
J507H
E5015
E7015
≤0.12
≤0.75
≤1.6
-
550≥490
430≥400
30≥22
130≥27 (-30℃)
-
-
90-130
140-190
170-220
210-260
J507D
E5015
E7015
≤0.12
≤0.75
≤1.6
-
520≥490
420≥400
R302
E5503-B2
钛钙型
交直流
用于工作温度在520摄氏度以下的锅炉管道焊接,如15CrMo等氩弧焊打底焊后的盖面焊接
R307
E5515-B2
E8015-B2
低氢型
直流
用于工作温度在520摄氏度以下的15CrMo等珠光体耐热钢的焊接
R307B
E5515-B2
E8015-B2
超低氢型
直流
用于Cr-Mo耐热钢,如15CrMo、13CrMo等钢制反应器、换热器、高压容器等结构应力复杂,拘束大的耐热钢焊接
R310
E5500-B2-V
特殊型
交直流
用于工作温度在540摄氏度以下珠光体耐热钢(如12CrMoV)结构焊接
R312
E5503-B2-V
钛钙型
交直流
用于工作温度在540摄氏度以下珠光体耐热钢(如12CrMoV)的锅炉管道氩弧焊打底焊后的盖面焊接
R317
E5515-B2-V
低氢型
直流
用于工作温度在540摄氏度以下珠光体耐热钢(如12CrMoV)结构焊接
R327
E5515-B2-VW
低氢型
直流
用于工作温度在570摄氏度以下的15CrMoV等珠光体耐热钢的焊接
R337
E5515-B2-VNb
低氢型
直流
用于工作温度在570摄氏度以下的15CrMoV等珠光体耐热钢的焊接
R340
E5500-B2-VWB
特殊型
直流
用于焊接工作温度在620摄氏度以下珠光体耐热钢结构
25-50
45-75
110-130
140-160
170-180
-
J506
E5016
E7016
≤0.12
≤0.75
≤1.6
-
550≥490
440≥400
30≥22
120≥27 (-30℃)
40-70
60-90
90-130
150-190
180-230
240-280
J506Fe
E5018
E7018
≤0.12
150-190
180-240
220-280
J421X
E4313
E6013
≈0.8
≈0.25
≈0.5
-
480≥420
340≥330
22≥17
75 - (0℃)
50-70
60-100
80-150
160-200
180-250
-
J421Fe
E4313
E6013
≤0.12
≤0.35
0.3-0.6
-
490≥420
R717A
E505-15
低氢型
直流
用于焊接Cr9Mo1型耐热钢结构、高温高压锅炉过热器管及石油精练设备的加热器管等
R802
E11MoVNi-16
钛钙型
交直流
焊接工作温度在565摄氏度以下的Cr11MoV耐热钢结构
R807
E11MoVNi-15
低氢型
直流
焊接工作温度在565摄氏度以下的Cr11MoV耐热钢结构,如高压气轮机的变速级叶片等
-
50-80
80-110
150-190
190-250
250-310
J425
E4311
-
≤0.20
≤0.30
0.3-0.6
-
480≥420
350≥330
25≥22
110≥27 (-30℃)
25-40
30-50
70-100
90-140
150-200
-
J426
E4316
E6016
≤0.12
≤0.90
≤1.25
120-150
170-200
210-250
240-310
-
J506Fe18
E5028
E7028
≤0.12
≤0.75
≤1.6
-
≥490
≥400
≥22
≥27 (-20℃)
-
-
-
180-240
200-300
-
J506H
E5016-1
E7016-1
≤0.12
≤0.70
≤1.6
-
≥490
≥400
≥22
≥27 (-46℃)
≤0.75
≤1.6
-
540≥490
440≥400
27≥23
110≥27 (-30℃)
-
90-120
120-150
170-200
210-250
240-310
J506Fe-1
E5018-1
E7018-1
≤0.12
≤0.70
≤1.6
-
550≥490
450≥400
28≥23
100≥27 (-46℃)
90-120
25≥22
80≥27 (-30℃)
25-50
40-70
70-120
-
-
-
J507X
E5015
E7015
≤0.12
≤0.75
≤1.6
-
550≥490
440≥400
30≥22
70≥27 (-30℃)
90-140
170-210
190-230
-
-
-
J507RH
E5016-G
E7016-G
≤0.10
≤0.50
≤0.60
1.25-1.75
Mo0.25~0.45
660≥590
550≥490
22≥15
90≥27 (-30℃)
60-80
70-90
90-120
140-180
170-210
210-260
J857
----
----
≤0.15
0.4-0.8
≥1.0
Mo0.6~1.2
900≥830
780≥740
18≥12
80 - (常温)
≤0.12
≤0.75
≤1.6
-
540≥490
430≥400
27≥22
120≥27 (-30℃)
-
90-120
120-150
170-200
210-250
240-310
J507Fe16
E5028
E7028
≤0.12
≤0.75
≤1.6
-
560≥490
430≥400
30≥22
120≥27 (-30℃)
-
-
-
23≥22
100≥27 (-30℃)
-
-
-
170-190