焊工上岗考试记录表1
焊工上岗考试记录表
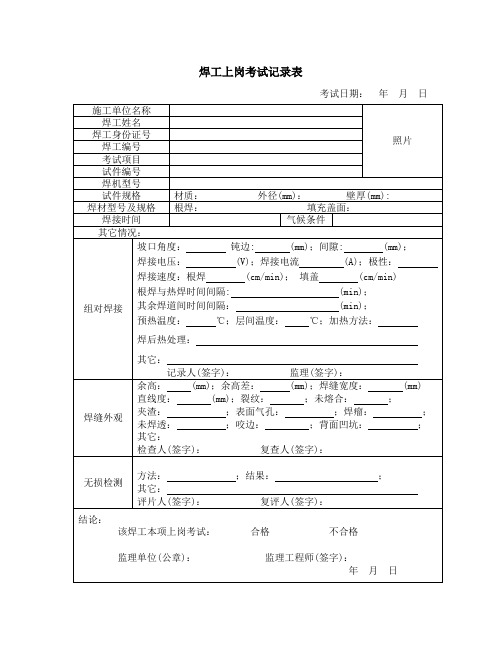
考试日期: 年 月 日
施工单位名称
照片
焊工姓名
焊工身份证号
焊工编号
考试项目
试件编号
焊机型号
试件规格
材质: 外径(mm): 壁厚(mm):
焊材型号及规格
根焊: 填充盖面:
焊接时间
气候条件பைடு நூலகம்
其它情况:
组对焊接
坡口角度:钝边:(mm);间隙:(mm);
焊接电压:(V);焊接电流(A);极性:
身份证号
首 次
取证时间
焊工编号
持证项目
拟考项目
审查
结论
审查人
填报日期: 年 月 日
填报人(签字): 施工单位负责人(签字): 审核人(签字):
焊接速度:根焊(cm/min); 填盖(cm/min)
根焊与热焊时间间隔:(min);
其余焊道间时间间隔:(min);
预热温度:℃;层间温度:℃;加热方法:
焊后热处理:
其它:
记录人(签字): 监理(签字):
焊缝外观
余高:(mm);余高差:(mm);焊缝宽度:(mm)
直线度:(mm);裂纹:;未熔合:;
夹渣:;表面气孔:;焊瘤:;
未焊透:;咬边:;背面凹坑:;
其它:
检查人(签字): 复查人(签字):
无损检测
方法:;结果:;
其它:
评片人(签字): 复评人(签字):
结论:
该焊工本项上岗考试: 合格 不合格
监理单位(公章): 监理工程师(签字):
年 月 日
附表1焊工上岗考试人员情况统计表
序号
焊工
姓名
性别
焊工项目考试交底记录

五.外观要求1.试件的外观检验:手工焊的板材试件两端20mm内的缺陷不计,焊缝的余高和宽度可用焊缝检验尺测量最大值和最小值,但不取平均值,单面焊的背面焊缝宽度可不测定。
2.试件焊缝的外观检验应符合下列要求:2.1焊缝表面应是焊后原始状态,不允许加工修磨或返修。
2.2焊缝外形尺寸应符合表1的规定以及下列要求:1)焊缝边缘直线度:手工焊≤2mm。
2)不带衬垫的板材试件、外径不小于76mm的管材试件背面焊缝的余高应不大于3mm。
3)管材对接焊缝试件当管外径小于32mm时需进行通球检查,通球直径为管内径的75%。
表1 试件焊缝外形尺寸(mm)焊缝余高焊缝余高差焊缝宽度焊接方法平焊位置其他位置平焊位置其他位置比坡口每侧增宽宽度差手工焊 0-3 0-4 ≤2 ≤3 0.5-2.5 ≤34)各种焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
机械化焊的焊缝表面不得有咬边和凹坑。
手工焊焊缝表面的咬边和背面凹坑不得超过表2的规定。
表2手工焊焊缝表面咬边和背面凹坑缺陷名称允许的最大尺寸咬边深度≤0.5mm;焊缝两侧咬边总长度不得超过焊缝长度的10%。
背面凹坑当T≤6mm时,深度≤15% T,且≤0.5mm;当T>6mm时,深度≤10% T,且≤1.5mm。
除仰焊位置的板材试件不作规定外,总长度不超过焊缝长度的10%。
5)板状试件焊后变形角度θ≤3°;试件的错边量不得大于10%T,且≤2mm。
7)试件表面最后一层不允许修磨和返修。
8)焊工、焊接操作工操作技能考试试件的数量应当符合要求,不允许多焊试件从中挑选。
9)考试期间,每个工位只许一人操作,不允许他人替代或者帮助考试。
如发现立即取消考试资格。
四.注意事项1)自觉遵守考试纪律,服从监考人安排,严禁违章操作,违者取消考试资格。
2)在考试中,随时检查设备、工机具是否安全,小心爱护如发现有不安全的现象,及时报告,处理好方可工作;考试过程中不要把焊条夹钳乱放,以防短路。
焊工登记表——精选推荐
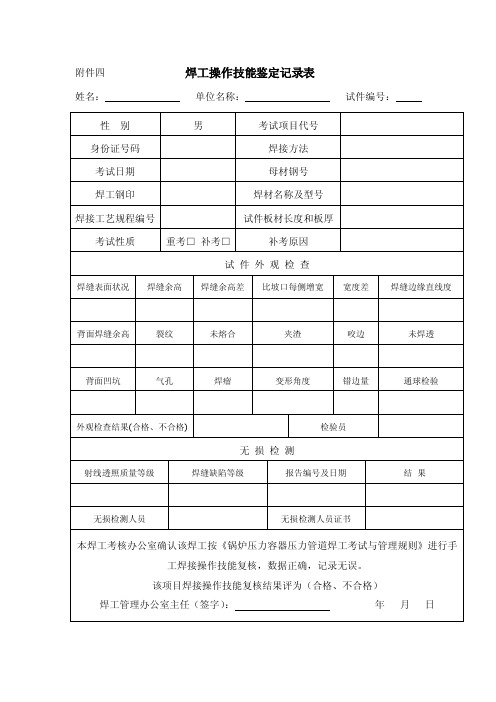
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
外观检查结等级
焊缝缺陷等级
报告编号及日期
结果
无损检测人员
无损检测人员证书
本焊工考核办公室确认该焊工按《锅炉压力容器压力管道焊工考试与管理规则》进行手
工焊接操作技能复核,数据正确,记录无误。
该项目焊接操作技能复核结果评为(合格、不合格)
焊工管理办公室主任(签字):
年月日
附件四 姓名:
焊工操作技能鉴定记录表
单位名称:
试件编号:
性别
男
考试项目代号
身份证号码
焊接方法
考试日期
母材钢号
焊工钢印
焊材名称及型号
焊接工艺规程编号
试件板材长度和板厚
考试性质
重考□ 补考□
补考原因
试件外观检查
焊缝表面状况 焊缝余高 焊缝余高差 比坡口每侧增宽 宽度差
焊缝边缘直线度
背面焊缝余高
裂纹
未熔合
电焊工考试记录
检查
焊缝尺寸检查
其它检查
备注
试件编号母材钢号源自焊条直径考试日期焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
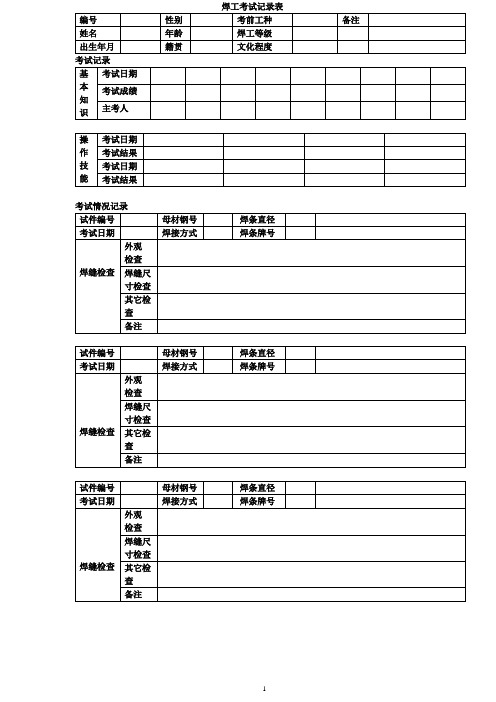
焊工考试记录表
编号
性别
考前工种
备注
姓名
年龄
焊工等级
出生年月
籍贯
文化程度
考试记录
基
本
知
识
考试日期
考试成绩
主考人
操
作
技
能
考试日期
考试结果
考试日期
考试结果
考试情况记录
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
ISO9606焊工考试明细表

培训班名称(中英文):
培训教师:现场监考人员:培训时间:考试时间: 培训人数: 6 人取证人数:6人
考试项目:EN287 标准(PA)平焊WPS 编号:PWPS-DZ-607
培训班名称(中英文):
培训教师:现场监考人员:培训时间:考试时间: 培训人数:6人取证人数: 6 人
考试项目:EN287 标准(PB)角焊WPS 编号:PWPS-DZ-606
按 ISO9606(EN287) 标准焊工培训、考试资料明细表
培训班名称 (中英文 ) :
培训教师: 现场监考人员: 培训时间: 考试时间 : 培训人数: 考试项目: EN287 标准( PA )平焊
取证人数:
WPS PWPS-DZ-0605
按ISO9606(EN287)标准焊工培训、考试资料明细表
培训班名称(中英文):
培训教师:现场监考人员:培训时间:考试时间: 培训人数:取证人数:
考试项目:EN287 标准(PB)角焊WPS 编号:PWPS-DZ-0604
按ISO9606(EN287) 标准焊工培训、考试资料明细表
培训班名称
培训教(中英文) :
现场监考人员:培训时间:考试时间: 培训人数:取证人数:
考试项
目:
EN287 标准(PA)平焊WPS 编号:PWPS-DZ-0609
按ISO9606(EN287) 标准焊工培训、考试资料明细表
培训班名称
培训教(中英文) :
现场监考人员:培训时间:考试时间: 培训人数:取证人数:
考试项
目:
EN287 标准(PB)角焊WPS 编号:PWPS-DZ-0608。
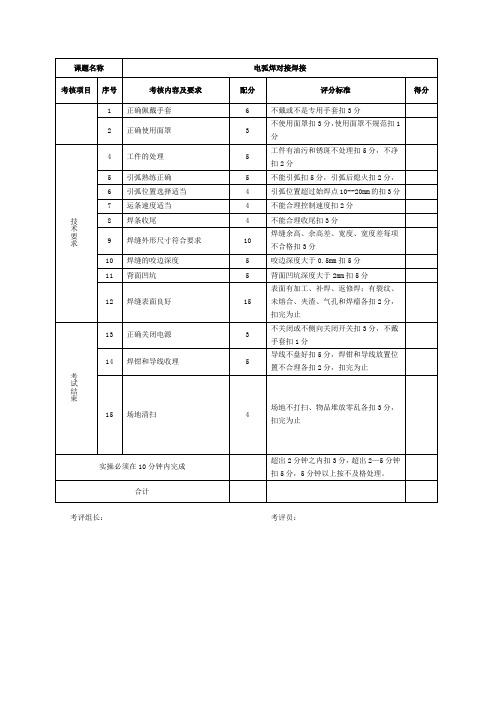
焊工面试实操考试
焊件焊后变形程度
5
变形角度大于30扣3分,错边量大于1.2mm扣2分
18
焊缝的咬边深度
5
咬边深度大于0.5mm扣5分
19
背面凹坑
5
背面凹坑深度大于2mm扣5分
20
焊缝表面良好
10
表面有加工、补焊、返修焊;有裂纹、未熔合、夹渣、气孔和焊瘤各扣2分,扣完为止
考试结束
21
正确关闭电源
3
不关闭或不侧向关闭开关扣3分,不戴手套扣1分
工件的处理
5
工件有油污和锈斑不处理扣5分,不净扣2分
12
引弧熟练正确
5
不能引弧扣5分,引弧后熄火扣2分,
13
引弧位置选择适当
4
引弧位置超过始焊点10--20mm的扣3分
14
运条速度适当
4
不能合理控制速度扣2分
15
焊条收尾
4
不能合理收尾扣3分
16
焊缝外形尺寸符合要求
10
焊缝余高、余高差、宽度、宽度差每项不合格扣3分
7
运条速度适当
4
不能合理控制速度扣2分
8
焊条收尾
4
不能合理收尾扣3分
9
焊缝外形尺寸符合要求
10
焊缝余高、余高差、宽度、宽度差每项不合格扣3分
10
焊缝的咬边深度
5
咬边深度大于0.5mm扣5分
11
背面凹坑
5
背面凹坑深度大于2mm扣5分
12
焊缝表面良好
15
表面有加工、补焊、返修焊;有裂纹、未熔合、夹渣、气孔和焊瘤各扣2分,扣完为止
考试结束
13
正确关闭电源
3
民用核安全设备焊工焊接操作工操作技能考试检验记录

考核中心主任年月日
民用核安全设备焊工焊接操作工操作技能考试检验记录
焊工、焊接操作工姓名:试件编号:
焊接方法
焊接位置
焊接工艺规程编号
焊条牌号、直径
母材钢号
焊丝(带)牌号、规格
试件板材厚度
焊剂牌号
试件管材外径和壁厚
钨极牌号、直径
试件形式
保护气体和流量
考试项目代号
试件外观检验
原始状态
焊缝余高
裂纹
咬边
焊缝余高差
未熔合
背面凹坑
弯曲试验
面弯
背弯
侧弯
弯曲试验果
试验报告编号
试验日期
断口检验结果
检验报告编号
检验日期
金相检验结果
检验报告编号
检验日期
化学成分检验结果
检验报告编号
检验日期
硬度检验结果
检验报告编号
检验日期
本民用核安全设备焊工、焊接操作工考核中心确认该焊工(焊接操作工)依据《民用核安全设备焊工焊接操作工资格管理规定》进行焊接操作技能考试,检验数据正确,记录无误。
比坡口每侧增宽
夹渣
变形角度
宽度差
气孔
错边量
焊缝边缘直线度
焊瘤
角焊缝凹凸度
背面焊缝余高
未焊透
焊脚尺寸
堆焊焊道高度差
堆焊凹下量
通球检验
堆焊焊道平面度
外观检验结果(合格、不合格)
检验人员
检验人员证书号
检验日期
无损检验
检验人员
检验人员证书号
射线检验结果
射线检验
报告编号
检验日期
其他检验结果
检验报告编号
检验日期
焊工考试操作记录

焊缝余高
余高差
比坡口每侧增宽
宽度差
焊缝边缘直线度
合格
2
1.2
1.5
0.8
1
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
/
无
无
无
无
无
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
/
无
无
/
/
/
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
/
/
/
/
/
外观检查结果(合格、不合格)
合格
检验员
无损检验
射线透照质量等级
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
外观检查结果(合格、不合格)
检验员
无损检验
射线透照质量等级
焊缝缺陷等级
报告编号及日期
结果
渗透检测方法
渗透检测结果
报告编号及日期
结果
无损检测人员
无损检测人员证书号
弯曲试验
面 弯
背 弯
/
宏观金相检验
检验结果
检验编号及日期
结果
试件1
试件2
试件3
/
/
/
/
/
检验员:
/
螺柱折弯试验
弯折方法
检验结果
报告编号及日期
结果
/
特种设备金属材料焊工焊接操作技能考试检验记录表

特种设备金属材料焊工焊接操作技能考试检验记录表
姓名: 焊工考试编号:
焊接方法
机动化程度
□自动焊;□机动焊;
□手工焊
焊接作业指导书
编号
试件金属材料类别
代号
试件板材厚度
试件管材外径
与壁厚
螺柱直径
填充金属材料
类别代号、型号
考试项目代号
试件外观检查
焊缝表面状况
焊缝余高
焊缝余高差
比坡口每侧
增宽
宽度差
焊缝边缘
无损检测人员:日期:
无损检测人员证书号:
共 页 第 页
续表
弯曲试验
面弯
背弯
侧弯
报告编号与日期
结果
□合格;
□不合格
检验员: 日期:
金相检验(宏观)
检验结果
报告编号与日期
结果
金相面Ⅰ
金相面Ⅱ
金相面Ⅲ
金相面Ⅳ
□合格;□不合格
检验员: 日期:
螺柱折弯试验
折弯方法
检验结果
报告编号与日期
结果
试件Ⅰ
试件Ⅱ
试件Ⅲ
试件Ⅳ
试件Ⅴ
□合格;□不合格
检验员: 日期:
本焊工考试机构确认该焊工按照《特种设备焊接操作人员考核细则》进行焊接操作技能考试试件检验,数据正确,记录无误。
该项目焊接操作技能考试结果评为:(合格、不合格)
焊工考试机构技术负责人:日期:
(考试机构公章)
年月日
直线度
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤变形角度错边量源自角焊缝凹凸度焊脚堆焊焊道接头不平度
焊工技能考试检验记录表

姓名试件编号
焊接方法
焊机操作工□,手工焊焊工□
焊接工艺规程编号
母材钢号
试件板材厚度
试件管材外径和壁厚
螺拴直径
焊材名称及型号
考试项目代号
试件外观检查
焊缝表面状况
焊缝余高
焊缝余高差
比坡口每侧曾宽
宽度差
焊缝边缘直线
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤
变形角度
错边量
结果
检验员Biblioteka 金相检验报告编号及日期结果
式样Ⅰ
式样Ⅱ
式样Ⅲ
检验员
螺拴侧弯试验
折弯方法
检验结果
报告编号及日期
结果
式样Ⅰ
式样Ⅱ
式样Ⅲ
式样Ⅳ
式样Ⅴ
检验员
本焊工考委会确认该焊工按《锅炉压力容器管道焊工考试与管理规则》进行焊接操作
技能考试和检验、数据正确,记录无误。
该项目焊接操作技能考试结果评为(合格、不合格)
主任委员
年 月 日
通球检验
角焊缝凹凸度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
外观检查结果(合格、
不合格)
检验员
无损检验
射线透照质量等级
焊缝缺陷等级
报告编号及日期
结果
渗透检测方法
渗透检测结果
报告编号及日期
结果
无损检测人员
无损检测人员证书号
弯曲试验
面弯
背弯
侧弯
报告编号及日期
结果
检验员
断口检查
检验结果
报告编号及日期
【精品】焊工技能考核

焊工初级操作技能考核评分记录表总成绩表统分人:年月日试题1、16MnR钢板V形坡口对接平位手工电弧焊评分人:年月日核分人:年月日试题2、16Mn钢板I形坡口对接横位气焊评分人:年月日核分人:年月日试题3、Q235-A厚钢板直线手工气割评分人:年月日核分人:年月日焊缝咬边是焊缝边缘略低于母材的一种表面缺陷,在X射线探伤(RT)的影像上与焊缝的焊波起伏基本一致,形态呈弯曲且平行于爆缝,粗细不等,轮廊不明显,黑度深浅不一,并与焊缝边缘相吻合,断续或连续状分布,咬边的产生是由于焊接参数选择不当(主要是焊接电流过大)或焊接操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
螺旋钢管焊缝缺陷(SY/T5037-2000)1.焊缝不得有裂纹、断弧、烧穿和弧坑等缺陷。
焊缝外形应均匀规整,过渡平缓。
2.任意长度而最大深度不超过0.6mm的焊缝咬边允许存在。
在任意0.3m长度焊缝上,最大深度不超过0.8mm,且不超过钢管标称壁厚的12.5%,而最大长度为钢管标称壁厚一半的焊缝咬边应不多于两处。
超过上述规定的焊缝咬边应按下列方法处理:a)深度不超过0.8mm且不超过钢管标称壁厚12.5%的咬边应修磨b)深度超过0.8mm或超过钢管标称壁厚12.5%的咬边按SY/T5037标准中5.7.7中b),c)或d)的方法处置。
其中厚度为36mm管壁对接焊缝为251.596m(纵焊麓长度38.6m,环焊缝长度约212.996m),厚度为36ram管壁与厚度为90mm月牙肋板的组合角焊缝长度为28m,厚度为90mm月牙肋板的对接焊缝长度为1.2m。
源自: 特大型高强钢月牙肋岔管制造安装技术《水电站机电技术2004年年会》2004在制造过程中共拍片415张,合格率94.94%;超声波探伤检验焊缝长度933m,磁粉探伤检验焊缝长度67.2m,渗透探伤检验焊缝长度248m,经检验均合格。
源自: 150t门座起重机监理实践《设备管理与维修》2005年03期对焊缝内部缺陷的检查,城建二公司采用单位焊缝,即在缺陷最密集处取连续长度300mm为检测焊缝长度单位,当焊缝长度小于300mm,以焊缝全长作为检测长度单位,单位焊缝是否合格根据焊缝种类,用缺陷评价长度及回波高度区域来判定。
焊工和焊接操作工考试流程记录
焊工和焊接操作工考试流程记录records of Welders and welding operator examination process公司名称company name焊工姓名Welders name 钢印号Stamp No.焊接试板时遵照的WPS编号Identification of WPS followed by welder during welding of test coupon焊接方法welding melted自动化等级Type 试件母材牌号Base material(s) welded厚度Thickness SFA标准号Filler metal specification手工或半自动焊参数Manual or semiautomatic variables for each process实际数值Actual Values 评定范围Range Qualified衬垫(母材,焊缝金属,双面焊,焊剂等)Backing(metal, weld metal, welded from both sides, flux, etc.)[]板Plate [ ] 管(注明直径)Pipe(enter diameter, if pipe)填充金属Filler metal F-No.填充金属产品型式Filler metal product form可熔性填充物(MAG) Consumable insert for MAG熔敷金属厚度Weld deposit thickness for each welding process焊接位置Welding position焊接方向(上行焊/下行焊) Progression(uphill/downhill)背面保护气或燃料气Backing gas for MAG过渡方式(MAG) MAG transfer mode焊接电流类型/极性(MAG) MAG welding current type/polarity机动焊接参数Machine Welding Variables for the Process Used实际数值Actual Values 评定范围Range Qualified直接控制/遥控Direct /remote visual control电压自动控制(MAG) Automatic voltage control(MAG)接头自动跟踪Automatic joint tracking焊接位置(1G,5G等) Welding position (1G,5G etc.)可熔性填充物Consumable insert衬垫(金属、焊缝金属、双面焊、焊剂等)Backing(metal, weld metal, welded from both sides, flux, etc.)每面单道焊或多道焊Multiple or single pass per side焊接工程师日期质保总监日期记录人员日期PREPARED BY: DATE : CERTIFIED BY: DATE : RECORD BY AI :DATE :。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程名称:长治-赵庄-长平(长子)煤层气输气管道工程单位工程编号:CZⅡ-03编号:01焊工姓名孟省伟性别男焊工代号01 证件种类焊接照片孟会超男02 焊接发证单位河南省质量技术监督局主考单位长治市三晋新能源发展有限公司考试单位山西省工业设备安装公司监考单位濮阳市中原石化工程建设监理有限公司监考人赵国栋现场监理李继领主考人张建锋材质标准:GB/T9711.2-1999 标准:GB/T12459-2005 钢级:L360NB(直缝管) 钢级:A105(法兰)规格:Ф323.9×6.3mm 规格:DN300焊接材料焊条电弧焊根焊焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 填充焊条:标准号:GB/T5117-1995 E5015 牌号:THJ507 Ф3.2 盖面焊条:标准号:GB/T5117-1995 E5015 牌号:THJ507 Ф3.2接头设计接头形式:对接坡口型式: V型钝边: 1.6±0.8(mm)坡口角度: 30°±2.5°间隙:2-3mm 错边:≤1.0mm余高: 0-1.6mm 盖帽焊缝宽:坡口每侧增宽1.6(mm)焊接程序□ 1.焊道附近钢管内外表面清理干净;□ 4.按照焊接工艺规范规定.焊材.极性.焊接□ 2.预热温度大于及层间温度大于80℃;方向电流电压等符合规范要求□ 3.需烘干的焊条用专用的保温桶盛放;焊缝外观1.焊缝及其附近表面上不得有裂纹、未融合、气孔、加渣、引弧痕迹、有害的焊瘤、咬边、凹坑及夹具焊点等缺陷。
2. 焊缝外观成型均匀一致,不得有焊渣飞溅。
外观检查结果焊缝余高(mm)焊缝宽度(mm)错边(mm)焊工代号0102X射线探伤结果结论焊工姓名孟省伟□合格;□不合格孟会超□合格;□不合格本表用于焊工上岗考试,一张表填两人。
本表一式二份,施工单位、监理单位各一份。
工程名称:长治-赵庄-长平(长子)煤层气输气管道工程单位工程编号:CZⅡ-03编号:02焊工姓名孟省伟性别男焊工代号01 证件种类焊接照片发证单位河南省质量技术监督局主考单位长治市三晋新能源发展有限公司考试单位山西省工业设备安装公司监考单位濮阳市中原石化工程建设监理有限公司监考人赵国栋现场监理李继领主考人张建锋钢管标准:GB/T12459-2005 标准:GB/T9711.2-1999 钢级:L360NB(异径接头) 钢级:L245NB(无缝钢管)规格:R(C)300×200I-STD 规格:Ф219.1×6.3mm焊接材料焊条电弧焊根焊焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 填充焊条:标准号:GB/T5117-1995 E4316 牌号:THJ426 Ф3.2 盖面焊条:标准号:GB/T5117-1995 E4316 牌号:THJ426 Ф3.2接头设计接头形式:对接坡口型式: V型钝边: 1.6±0.8(mm)坡口角度: 30°±2.5°间隙:2-3mm 错边:≤1.0mm余高: 0-1.6mm 盖帽焊缝宽:坡口每侧增宽1.6(mm)焊接程序□ 1.焊道附近钢管内外表面清理干净;□ 4.按照焊接工艺规范规定.焊材.极性.焊接□ 2.预热温度大于及层间温度大于80℃;方向电流电压等符合规范要求□ 3.需烘干的焊条用专用的保温桶盛放;焊缝外观2.焊缝及其附近表面上不得有裂纹、未融合、气孔、加渣、引弧痕迹、有害的焊瘤、咬边、凹坑及夹具焊点等缺陷。
2. 焊缝外观成型均匀一致,不得有焊渣飞溅。
外观检查结果焊缝余高(mm)焊缝宽度(mm)错边(mm)焊工代号0102X射线探伤结果结论焊工姓名孟省伟□合格;□不合格□合格;□不合格本表用于焊工上岗考试,一张表填两人。
本表一式二份,施工单位、监理单位各一份。
工程名称:长治-赵庄-长平(长子)煤层气输气管道工程单位工程编号:CZⅡ-03编号:03焊工姓名孟省伟性别男焊工代号01 证件种类焊接照片发证单位河南省质量技术监督局主考单位长治市三晋新能源发展有限公司考试单位山西省工业设备安装公司监考单位濮阳市中原石化工程建设监理有限公司监考人赵国栋现场监理李继领主考人张建锋钢管标准:GB/T12459-2005 标准:GB/T9711.2-1999 钢级:L245NB(无缝弯头) 钢级:L245NB(无缝钢管)规格:90E(L)80I-STD 规格:Ф88.9×4mm焊接材料焊条电弧焊根焊焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 填充焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 盖面焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5接头设计接头形式:对接坡口型式: V型钝边: 1.6±0.8(mm)坡口角度: 30°±2.5°间隙:2-3mm 错边:≤1.0mm余高: 0-1.6mm 盖帽焊缝宽:坡口每侧增宽1.6(mm)焊接程序□ 1.焊道附近钢管内外表面清理干净;□ 4.按照焊接工艺规范规定.焊材.极性.焊接□ 2.预热温度大于及层间温度大于80℃;方向电流电压等符合规范要求□ 3.需烘干的焊条用专用的保温桶盛放;焊缝外观3.焊缝及其附近表面上不得有裂纹、未融合、气孔、加渣、引弧痕迹、有害的焊瘤、咬边、凹坑及夹具焊点等缺陷。
2. 焊缝外观成型均匀一致,不得有焊渣飞溅。
外观检查结果焊缝余高(mm)焊缝宽度(mm)错边(mm)焊工代号0102X射线探伤结果结论焊工姓名孟省伟□合格;□不合格□合格;□不合格本表用于焊工上岗考试,一张表填两人。
本表一式二份,施工单位、监理单位各一份。
工程名称:长治-赵庄-长平(长子)煤层气输气管道工程单位工程编号:CZⅡ-03编号:04焊工姓名孟会超性别男焊工代号02 证件种类焊接照片发证单位河南省质量技术监督局主考单位长治市三晋新能源发展有限公司考试单位山西省工业设备安装公司监考单位濮阳市中原石化工程建设监理有限公司监考人赵国栋现场监理李继领主考人张建锋钢管标准:GB/T12459-2005 标准:GB/T9711.2-1999 钢级:L245NB(异径接头) 钢级:L245NB(无缝钢管)规格:R(C)150×100I-STD 规格:Ф168.3×5.6mm焊接材料焊条电弧焊根焊焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 填充焊条:标准号:GB/T5117-1995 E4316 牌号:THJ426 Ф3.2 盖面焊条:标准号:GB/T5117-1995 E4316 牌号:THJ426 Ф3.2接头设计接头形式:对接坡口型式: V型钝边: 1.6±0.8(mm)坡口角度: 30°±2.5°间隙:2-3mm 错边:≤1.0mm余高: 0-1.6mm 盖帽焊缝宽:坡口每侧增宽1.6(mm)焊接程序□ 1.焊道附近钢管内外表面清理干净;□ 4.按照焊接工艺规范规定.焊材.极性.焊接□ 2.预热温度大于及层间温度大于80℃;方向电流电压等符合规范要求□ 3.需烘干的焊条用专用的保温桶盛放;焊缝外观4.焊缝及其附近表面上不得有裂纹、未融合、气孔、加渣、引弧痕迹、有害的焊瘤、咬边、凹坑及夹具焊点等缺陷。
2. 焊缝外观成型均匀一致,不得有焊渣飞溅。
外观检查结果焊缝余高(mm)焊缝宽度(mm)错边(mm)焊工代号0102X射线探伤结果结论焊工姓名孟会超□合格;□不合格□合格;□不合格本表用于焊工上岗考试,一张表填两人。
本表一式二份,施工单位、监理单位各一份。
工程名称:长治-赵庄-长平(长子)煤层气输气管道工程单位工程编号:CZⅡ-03编号:05焊工姓名孟会超性别男焊工代号02 证件种类焊接照片发证单位河南省质量技术监督局主考单位长治市三晋新能源发展有限公司考试单位山西省工业设备安装公司监考单位濮阳市中原石化工程建设监理有限公司监考人赵国栋现场监理李继领主考人张建锋钢管标准:GB/T9711.2-1999 标准:GB/T12459-2005 钢级:L245NB(无缝钢管) 钢级:A105(法兰)规格:Ф114.3×5mm 规格:DN100焊接材料焊条电弧焊根焊焊条:标准号:GB/T5117-1995 H08Mn2SiA 牌号:THJ49-1 Ф2.5 填充焊条:标准号:GB/T5117-1995 E4315 牌号:THJ427 Ф3.2 盖面焊条:标准号:GB/T5117-1995 E4315 牌号:THJ427 Ф3.2接头设计接头形式:对接坡口型式: V型钝边: 1.6±0.8(mm)坡口角度: 30°±2.5°间隙:2-3mm 错边:≤1.0mm余高: 0-1.6mm 盖帽焊缝宽:坡口每侧增宽1.6(mm)焊接程序□ 1.焊道附近钢管内外表面清理干净;□ 4.按照焊接工艺规范规定.焊材.极性.焊接□ 2.预热温度大于及层间温度大于80℃;方向电流电压等符合规范要求□ 3.需烘干的焊条用专用的保温桶盛放;焊缝外观5.焊缝及其附近表面上不得有裂纹、未融合、气孔、加渣、引弧痕迹、有害的焊瘤、咬边、凹坑及夹具焊点等缺陷。
2. 焊缝外观成型均匀一致,不得有焊渣飞溅。
外观检查结果焊缝余高(mm)焊缝宽度(mm)错边(mm)焊工代号0102X射线探伤结果结论焊工姓名孟会超□合格;□不合格□合格;□不合格本表用于焊工上岗考试,一张表填两人。
本表一式二份,施工单位、监理单位各一份。