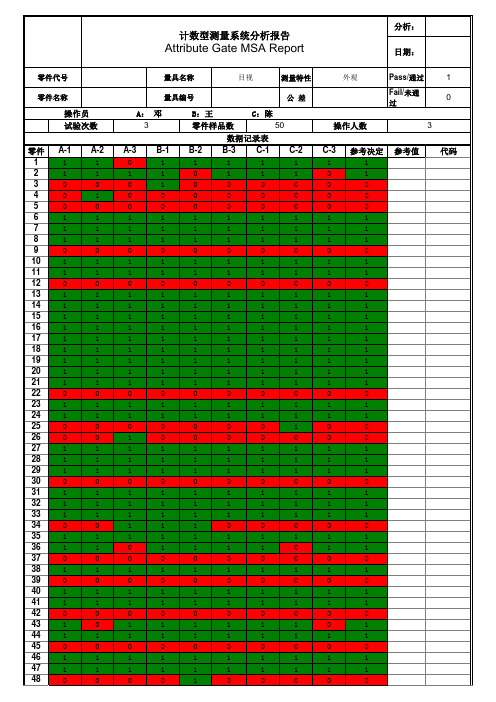
计数型分析表格-大样法
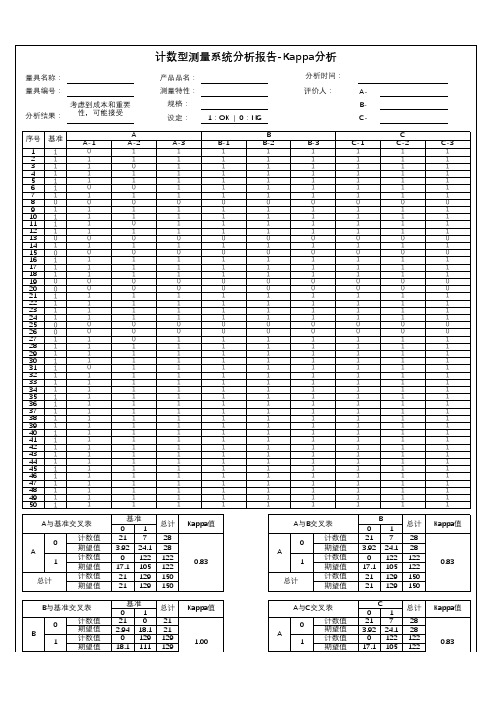
测量系统分析报告-大样法
01
21 7
A-3
B-1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
0
1
1
0
0
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
总计 Kappa值 28
0.83
B
C
B-2
B-3
C-1
C-2
C-3
1
1
1
44 1
1
45 1
1
46 1
1
47 1
1
48 1
1
49 1
1
50 1
1
A与基准交叉表
0
计数值
A
A A-2
1 1 0 1 1 0 1 0 1 1 0 1 0 1 0 1 1 1 0 0 1 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
MSA经典讲解
测量系统分析
典型的准备包括: -分析的作业指导书 -评价人和样件的数量 -重复读数和测试次数 -尺寸的关键性 -零件构造 -在日常工作使用测量仪器的作业员 -能代表整个工作范围的标准件
-测量仪器的分辨率必须至少能够读出特性的过程变差的 1/10
持续改进的理念
与过程变差相关联,使测量系统分析对上述基本问题 的确定变得更有意义。
测量仪器如何影响测量结果
测量仪器的精度必须小于规范值 测量仪器的种类,如尺,卡尺 测量仪器的准确度和精密度 偏倚和线性 重复性和再现性 稳定性
材料、方法、人员如何影响测量结果
材料 人员 方法(程序)
测量值并不总是精确的
测量系统的变差影响每个测量值和根据这些测量数据 所作的判定
测量系统变差源
测量过程的构成因子(S、W、I、P、E)及其相互作 用,产生了测量结果或数值的变差。
工件(W)
人员(P)
标准(S)
环境(E)
测量变差值
方法(P) 程序
仪器(I) 机器
环境如何影响测量数据
温度变化引起热涨冷缩,使同一零件的同一特性产生 不同的读数
光线不足妨碍正确读值 刺眼的光导致读值不正确 受时间影响的材料-如铝、塑料、玻璃 湿度 污染-如电磁、灰尘
测量系统分析的目的
什么是测量系统
测量:赋值给具体事物以表示它们之间关于特定特性 的关系。
测量系统:用来对被测特性定量测量或定性评价的仪 器或量具、标准、操作、方法、夹具、软件 、人员、 环境和假设的集合;是用来获得测量结果的整个过程。
评估这一系统的首要步骤是理解这一过程并确定其是 否符合我们的要求
偏倚范例
同一作业员对一个轴的外径作了15次测量,数据如 下:,基准值为6.0,是一个基准值,即假定产品与 原样一致。估计偏倚:
Excel高级技巧利用数据表快速分析大量数据

Excel高级技巧利用数据表快速分析大量数据Excel高级技巧:利用数据表快速分析大量数据在现代的信息时代,数据分析成为了企业决策和个人工作中不可或缺的一部分。
而Excel作为最常见、最广泛使用的电子表格软件之一,不仅可以简单处理数据,还提供了许多高级技巧,能够帮助我们更快速、高效地分析大量数据。
本文将介绍一些Excel中的高级技巧,希望能够帮助读者在数据分析中更加得心应手。
一、数据表格的创建与清理在进行数据分析前,首先需要创建一个数据表格,并进行数据清理。
Excel中的数据表格可以使用工作表的方式创建,每个工作表对应一个表格。
以下是一些创建和清理数据表格的技巧:1. 数据表格的创建:在Excel中创建数据表格非常简单,只需要依次点击"插入"->"表格",然后选择插入位置即可。
通过表格的方式创建数据表格,可以方便地对数据进行排序和筛选。
2. 数据清理:在分析大量数据前,通常需要对数据进行清理。
Excel 提供了一些功能,如去重、删除空行、合并单元格等,可以快速整理数据。
另外,还可以使用筛选功能,通过设置条件来过滤数据,只显示满足条件的数据。
二、数据透视表的使用数据透视表是Excel中非常强大且实用的功能之一,它能够快速对大量数据进行多维度的计算和汇总。
下面介绍数据透视表的使用技巧:1. 创建数据透视表:选中需要进行汇总分析的数据范围,然后点击"数据"->"数据透视表",按照向导操作即可创建数据透视表。
在创建过程中,可以选择需要分析的字段和汇总方式。
2. 设置数据透视表:创建数据透视表后,可以根据需要对其进行设置。
可以对字段进行拖拽和排序,对数据进行汇总和计算。
还可以进行字段筛选、排序和条件设置等,以获取所需的汇总结果。
三、使用公式和函数进行数据处理Excel提供了强大的公式和函数功能,可以帮助我们进行各种复杂的数据处理和计算。
MSA测量系统分析

风险分析法测量数据表 No:评价次数
Ref:基准值 评价值
风险分析法——Kappa系数的计算方法
➢假设检验分析——交叉表分析法 评价人之间交叉评价,计算Kappa系数,确定评价人之间意见的一致程度。
A-B交叉表
0 A
1
总计
计算 期望的计算 计算 期望的计算 计算 期望的计算
B
0
1
44
6
15.7 34.4
5. 选择类型 6. 选择子组 7. Xbar-R选项 8. 定义检验项
9. 统计 10. 质量工具 11. 能力分析 12. 正态
13. 选择子组 14. 定义公差带
Cpk值判定
稳定性判定和不合格的原因
失控判定规则
✓1点超出控制限 ✓连续9点在基准值的一侧 ✓连续6点上升或下降 ✓连续14点交替上下 ✓连续3点中有2点在2σ线以外 ✓连续5点中有4点在1σ线以外 ✓连续15点在1σ线以内 ✓连续8点中无1点在1σ线以内
5.选择测量值 6.输入参考值 7.输入公差值
测量系统偏倚判定和接受准则
Cg、Cgk VDA要求的检具能 力,判定标准与 Cpk值判定一致, 即Cgk≥1.33则检 具能力满足。
偏倚判定准则
✓P<0.05:偏倚显著,不能接受 ✓P>0.05:偏倚不显著,可以接受
偏倚接受准则
➢|偏倚%|<10%时可接受 ➢10%≤ |偏倚%|≤30%时可接受需改进 ➢|偏倚%|>30%时拒绝接受
1. 统计 2. 质量工具 3. 量具研究
4. 量具R&R研究 (嵌套)
8. 定义公差值
5. 定义部件 6. 定义测量人 7. 定义测量值
GR&R计算结果判定准则
计数型MSA分析表(大样法)

REF 0.00 33 8.1 0 24.9 33 33.0 REF Count Expected Count Count Expected Count Count Expected Count 0.00 33 8.4 0 24.6 33 33.0 REF Count Expected Count Count Expected Count Count Expected Count A 0.93 Good A 50 46 92% Good 漏发 0.0% 0.0% 0.0% B 0.91 Good % Appraiser B 50 45 90% Good 0.00 33 8.4 0 24.6 33 33.0 C 0.91 Good C 50 46 92% Good 误发 3.4% 4.3% 4.3% 1.00 5 29.6 112 87.4 117 117.0 1.00 5 29.6 112 87.4 117 117.0 1.00 4 28.9 113 88.1 117 117.0
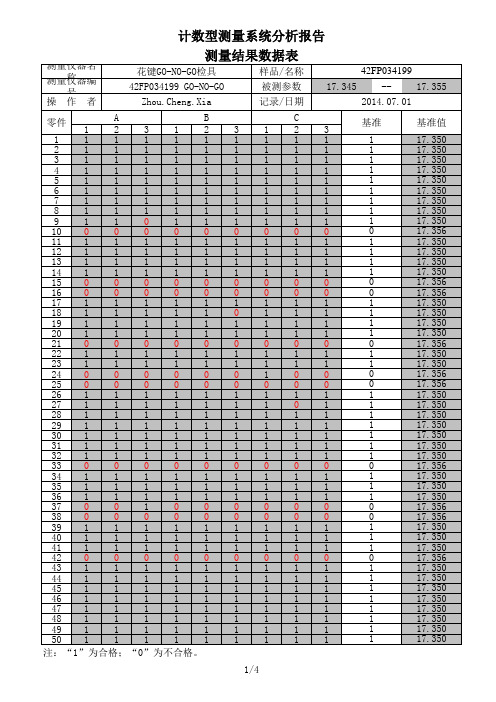
Part #/零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 Ref/参考值
Total 37 37.0 113 113.0 150 150.0 Total 38 38.0 112 112.0 150 150.0 Total 38 38.0 112 112.0 150 150.0
Po: Pe:
0.97 0.64
B*REF Crosstabulation 0.00 B 1.00 Total
GO-NO-GO检具大样法
系统有效得分 (所有评价人自己保持一致)
50 45 90.0%
系统有效得分与计数 (所有评价人与基准一致)
50 45 90.0%
A B C
结论:
有效性 ≥90% 96.0%
98.0%
96.0%
漏发警报的比例 ≤2%
2.00%
误发警报的比例 ≤5%
4.00%
0.00%
4.00%
2.00%
4.00%
基于上述信息,判定该测量系统中,评价人ABC均接受,该测量系统符合要求
评
批
价
准:
4/4
38 0 0 0 0 0 0 0 0 0
39 1 1 1 1 1 1 1 1 1
40 1 1 1 1 1 1 1 1 1
41 1 1 1 1 1 1 1 1 1
42 0 0 0 0 0 0 0 0 0
43 1 1 1 1 1 1 1 1 1
44 1 1 1 1 1 1 1 1 1
45 1 1 1 1 1 1 1 1 1
计数型测量系统分析报告
A 总计
B 总计
C 总计
0.00 1.00
0.00 1.00
0.00 1.00
(评价人与基准交叉分析)
A 与 基准判断交叉表
0.00
基准
1.00
计算
26
期望的计算
6.0
4 24.0
计算
1
119
期望的计算 计算
24.0 30
96.0 120
期望的计算
30.0
120.0
B 与 基准判断交叉表
计数型测量系统分析报告
测量仪器名 测量仪称器编
号 操作者
测量结果数据表
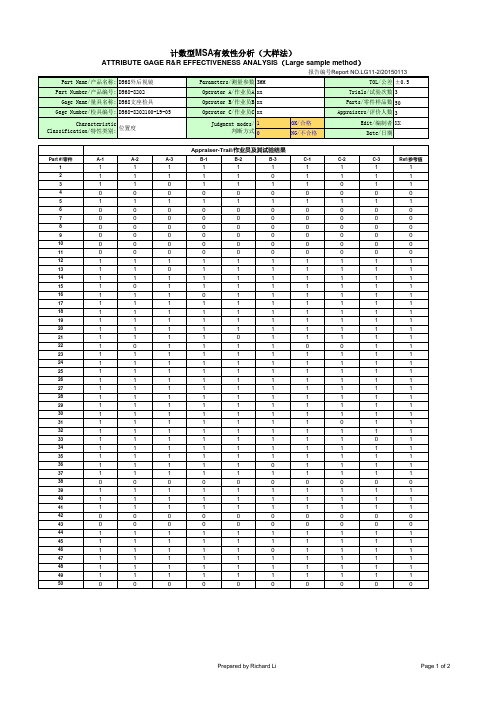
计数型MSA有效性分析(大样法)

Judgment modes/ 1 判断方式 0 Appraiser-Trail/作业员及其试验结果 B-1 B-2 B-3 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 0 0
Count Expected Count Count Expected Count Count Expected Count
பைடு நூலகம்
Count Expected Count Count Expected Count Count Expected Count
Po: Pe:
Count Expected Count Count Expected Count Count Expected Count A*B 0.840 Good
A-1 1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
A-2 1 1 1 0 1 0 0 0 0 0 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
MSA-测量系统分析讲义

计量型测量系统-GRR(重复性和再现性)
分析目的:确定测量系统的重复性和再现性 MSA方法:平均值和极差法(X&R) 数据采集方法: 1.取得一个能代表过程变差实际或预期范围的样本,为n>5. 2.给评价人编号为A,B,C等,并将零件从1到n进行编号,但零件编号不要让评价人看到. 3.让评价人A以随机顺序测量n个零件,并将结果记录在第1行. 4.让评价人B和C依次测量这些一样的零件,不要让他们知道别人的读值.然后将结果 分别的记录在第6行和第11行. 5.用不同的随机测量顺序重复以上循环,并将数据记录在第2,7和12行;注意将数据记录 在适当的栏位中,例如:如果首先被测量的是零件7,然后将数据记录在标有零件7的栏 位中.如果需要进行三次测量,则重复以上循环,并将数据记录在第3,8和13行中. 6.如果评价人处于不同的班次,可以使用一个替代的方法.让评价人A测量所有10个零件, 并将读值记录在第1行;然后让评价人A按照不同的顺序重新测量,并把读值记录在第2 行和第3行.评价人B和评价人C也同样做.
计量型测量系统-GRR(重复性和再现性)
*当测量大型零件或不可能同时获得数个零件时,按照以下步骤操作: 1.取得一个能代表过程变差实际或预期范围的样本,为n>5. 2.给评价人编号为A,B,C等,并将零件从1到n进行编号,但零件编号不要让评价人看到. 3.让评价人 第一个零件并将读值记录在第1 评价人B 让评价人A 3.让评价人A第一个零件并将读值记录在第1行;评价人B测量第一个零件并将读值 记录在第6 让评价人C测量第一个零件并将读值记录在第11 记录在第6行;让评价人C测量第一个零件并将读值记录在第11行. 11行 4.让评价人 重新测量第一个零件并将读值记录在第2 评价人B 让评价人A 4.让评价人A重新测量第一个零件并将读值记录在第2行;评价人B重新测量第一个 零件并将读值记录在第7 评价人C重复测量第一个零件并将读值记录在第12 12行 零件并将读值记录在第7行;评价人C重复测量第一个零件并将读值记录在第12行. 如果需要进行三次测量,则重复以上循环,并将数值记录在第3,8 13行中 3,8和 行中. 如果需要进行三次测量,则重复以上循环,并将数值记录在第3,8和13行中. 5.如果评价人处于不同的班次,可以使用一个替代的方法.让评价人A测量所有10个零件, 并将读值记录在第1行;然后让评价人A按照不同的顺序重新测量,并把读值记录在第2 行和第3行.评价人B和评价人C也同样做.
qc七大手法之数据统计分析方法图表
數據統計分析方法-直方圖(Histogram)
作直方圖的步驟
– 本例第一組的下限為:
最小值-
最小測量單位 2
=1 -1/2=0.5
– 第一組的上限值為下界限值加上組距
– 第二組的下界值為上界限值,第一組的上界值加上組距就是 第二組上界限值,照此類推,定出各組的邊界。
數據統計分析方法-直方圖(Histogram)
– 問題(結果)應單一、具體,表述規範 – 最後細分出來的原因應是具體的,以便采取措施; – 在尋找和分析原因時,要集思廣益,力求準確和無遺漏
可召開諸葛亮會,采用頭腦風暴法 層次要清,因果關係不可顛倒 原因歸類正確
數據統計分析方法-因果圖
作因果圖應注意的事項
– 畫法按從左至右的貫例執行--規範化
在作因果圖前,可先從排列圖中找出主要問題,然後 針對主要問題,召集相關人員進行討論,力求盡可能 找出產生問題的原因,通過分析,確立主要原因。因 果圖在今後可不斷進行修改,逐漸完善,反復使用。
▪ 直方图的分析:
作直方图的目的是为了研究工序质量的分布状况,判断工序是否处于正常 状态。因此,在画直方图后要进一步对它进行分析。对于在实践中经常出现 的非标准直方图的形状,现分析如下:
A图为锯齿形,它通常是由于分组过多或测量等原因造成的。
30
25
20
15
10
5
0
數據統計分析方法-直方圖(Histogram)
數據統計分析方法-排列圖
排列圖的作圖步驟
– 收集數據(某時間) – 作缺陷項目統計表 – 繪製排列圖 – 畫橫坐標(標出項目的等分刻度) – 畫左縱坐標(表示頻數) – 畫直方圖形(按每項的頻數畫) – 畫右縱坐標(表示累計百分比) – 定點表數,寫字
MSA计数型风险分析法

• 若Pfa过大,大量的成本将浪费于返工和重检。 • Pfa=误报数量次数/合格零件机会总数 • 合格零件机会总数=所用的合格零件与每个零件被测
次数的乘积。 • 例如:6个合格零件各测3次,则合格零件机会总数将
为3x 6=18
风险分析法—— 偏倚(Bias)B
0
15 1
1
1
1
1
1
11
1
Ref
基准值 代号
1 0.476901 + 1 0.509015 + 0 0.576459 - 0 0.566152 -
0 0.570360 -
1 0.544951 X
1 0.465454 X
1 0.502295 +
0 0.437817 -
1 0.515573 +
1 0.488905 +
MSA计数型风险分析法
深圳市德信诚经济咨询有限公司
AIAG五大核心工具
官方正版书籍订购 : TEL:0755-25585689、 25936263、25936264 黄小姐
TS16949核心工具-AIAG
五
产品质量先期策划和控制计划 (APQP&CP)
第二版 2008年11月
大
潜在失效模式和后果分析参考手册 (FMEA)
第四版 2008年11月
技
术
测量系统分析参考手册 (MSA)
第四版 2010年6月
手
册
统计过程控制参考手册 (SPC)
第二版 2005年
生产件批准程序 (PPAP)
第四版 2006年6月
MSA与五大工具的关系
0
1
MSA(大样法)
1
1
24
1
1
25
0
0
26
0
0
27
1
1
28
1
1
29
1
1
30
0
0
31
1
1
32
1
1
33
1
1
34
0
0
35
1
1
36
1
1
37
0
0
38
1
1
39
0
0
40
1
1
41
1
1
42
0
0
43
1
0
44
1
1
45
0
0
46
1
1
47
1
1
48
0
0
量具名称
目视
测量特性
量具编号
公差
A: 邓 3
A-3 B-1
0
1
1
1
0
1
0
0
0
0
1
1
1
1
1
1
0
0
1
接受 可接受可能需改进
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00%
0.00%
评价人%(自评)
95%UCL
计算结果
95%LCI
1
2
3
100.00% 90.00% 80.00% 70.00% 60.00% 50.00% 40.00% 30.00% 20.00% 10.00%
通止规计量值MSA分析大样法

1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
Data Summary/数据总结 A*B A*C 0*0 6 1*0 0 0*1 0 1*1 144 Self agreement/自评 A B C 50 50 A*B Crosstabulation
Page 3 of 3
1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Prepared by Richard Li
Page 1 of 3
43 44 45 46 47 48 49 50
1 1 1 1 1 1 1 1
Part #/零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 Ref/参考值
Prepared by Richard Li
Page 2 of 3
Total
1.00 Count Expected Count Count Expected Count
0 5.8 6 6.0
144 138.2 144 144.0
144 144.0 150 150.0
计数型测量系统分析范例-大样法
Operator C/作业员C xx
Appraisers/评价人数 3
Characteristic Classification/特性类别:
位置度
Judgment modes/ 1 判断方式 0
OK/合格 NG/不合格
Edit/编制者 XX Date/日期
Appraiser-Trail/作业员及其试验结果
TOL/公差 ±0.5
Part Number/产品编号: D568-8202
Operator A/作业员A xx
Trials/试验次数 3
Gage Name/量具名称: D568支座检具
Operator B/作业员B xx
Parts/零件样品数 50
Gage Number/检具编号: D568-8202100-L9-05
A 0.93 Good
A 50 46 92% Good
B 0.91 Good
% Appraiser B 50 45
Count
Expected Count
C
0.00
1.00
34
3
9.4
27.6
4
109
28.6
84.4
38
112
38.0
112.0
Total
37 37 113 113 150 150
Reproducibility Kappa
Conclude
Kappa=(Po-Pe)/(1-Pe)
A*B 0.840 Good
5
9.6
28.4
5
107
28.4
83.6
38
112
38.0
112.0
Total
计数型MSA范本
编制:
公差下 限方向 的漏失 区间较 大,与 公差区 间比 为:
建议调 ###### 整
核准:
文件编 写:饶智
威 jctc299@
#REF!
#REF!
文件编
写:饶智
威
jctc299@
计数型测量系统分析(数据表)
NO:
QR/SKJC0 07-007A
量具名称: 外形检
版号: A
基准:
量具编号:
CL-MS13
被测产品:
MS13H/1
投影仪
修订号:
1 产品的PPK值: 操作者A: 操作者B:
表格编
号:SKJC-
测量日
陈敬兴
实验次
张文玉
样品数
方值 不合格, 此版本 认为只 有公差 上限,则 在"被 测参数 下限: "项填 "0",在" 被测参 数上 限:" 项填 "7".
3.此版 本对结 论判定 分3个 层次并 颜色区 分如下: 需改 进
判断
色为可 接受
4."系统 状态分 析"部 分因本 人能力 有限,可 能不准 确,仅供 参考.如 有好的 建议可 与我联 系欢迎 指正.
必要 时需得 到顾客 认可!测 量人员 需有资 质,确保 基准值 有效.
2.是否 判定,标 准没有 公差区 间时:如 标准为 5,下方 值不合 格,上方 值合格, 此版本 认为只 有公差 下限
,在" 被测参 数下限 "项填 "5",在" 被测参 数上 限:" 项填一 个绝对 大值. 如标准 为7,下 方值合 格,上
本 方 法 为 大 样 法 ( 风 险 分 析 法 )
计数型MSA分析

0.98 0.54
51 18.4 1 33.6 52 52.0
2 34.6 96 63.4 98 98.0
53 53.0 97 97.0 150 150.0
0.97 0.54
51 19.1 4 35.9 55 55.0
1 32.9 94 62.1 95 95.0
52 52.0 98 98.0 150 150.0
B*基准值 交叉表 基准值 0 1 4页 总计 第2页 共 Po:
0.99
B
0 1
计数值 期望值 计数值 期望值 计数值 期望值
Total
51 17.7 0 33.3 51 51.0
1 34.3 98 64.7 99 99.0
52 52.0 98 98.0 150 150.0
Pe:
0.55
C*基准值 交叉表 基准值 0 C 0 1 Total 计数值 期望值 计数值 期望值 计数值 期望值 A Kappa 结论 B 1 总计 Po: Pe:
A
B
50 48 96% 一致
漏发≤2%合格
50 49 98% 一致
结论
50 46 92% 一致
误发≤5%合格 2.0% 1.0% 4.0%
≥0.90为合格
结论
A B C 结论:
0.0% 0.0% 0.0%
可接受 可接受 可接受
可接受 可接受 可接受
分析人:
分析日期:
第3页 共 4页
1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 0 0 0 0 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 0 0 1 0 1 1 0 1 1 0 1 1 0 1 0
计数型测量系统分析报告MSA范本(带公式未加密)

5 5.15 5.02 5.05 4.98 5.07 5.05 5.16 5.15 5.13 5.12 5.17 5.08 5.08 5.06 5.07 5.01 4.99
5
代码
+ + + + + × + + + × + × + × + × + + + + × + + + × × + + × + + + × + + + × + × + + + + × +
核准:
基准
1 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 0 1 1 1 1 1 0 1 1 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 0 1 1 1 1 1 0 1
基准值
5.12 5.08 4.94 5.12 5.12 5.14
5 5.15 5.02 5.05 4.98 5.07 5.05 5.16 5.15 5.13 5.12 5.17 5.08 5.08 5.06 5.07 5.01 4.99
NO:
XXXXX
量具名称: 外形检
量具编号: MS13H
被测产品: CL-
被测参数下限:
5
零件
操作者A:
1
2
1
1
1
2
1
1
3
0
0
4
1
1
5
1
1
6
1
40.计数型量检具分析(小样法)

零件名称:前壳体螺钉量检具名称:螺纹环规零件图号:HH/CA-3510123A 量检具编号:D—004 测量参数:M8×—6g 量检具类型:通用尺寸规格:M8×—6g 日期:2002.04.18零件名称:调整螺钉量检具名称:螺纹环规零件图号:HH/A-74490905 量检具编号:D—010测量参数:M6×1—6g 量检具类型:通用尺寸规格:M6×1—6g 日期:2002.04.18零件名称:出力杆量检具名称:螺纹塞规零件图号:HH/M-3510012 量检具编号:E—016测量参数:M6×1—6H 量检具类型:通用尺寸规格:M6×1—6H 日期:2002.04.18零件名称:螺母量检具名称:螺纹塞规零件图号:HH/A-64120301 量检具编号:E—004 测量参数:M8×—6H 量检具类型:通用尺寸规格:M8×—6H 日期:2002.04.18零件名称:主缸体量检具名称:螺纹塞规零件图号:HH/M-296×10442C 量检具编号:E—014测量参数:M12×1—6H 量检具类型:通用尺寸规格:M12×1—6H 日期:2002.04.18零件名称:主缸体量检具名称:螺纹塞规零件图号:HH/M-296×10442C 量检具编号:E—015测量参数:M12×1—6H 量检具类型:通用尺寸规格:M12×1—6H 日期:2002.04.18零件名称:主缸体量检具名称:端口卡环槽宽塞规零件图号:HH/M-3505101 量检具编号:G31003—4测量参数:1.6~1.8 量检具类型:专用尺寸规格:1.6~1.8 日期:2002.04.20零件名称:主缸体量检具名称:端口内径量具零件图号:HH/M-3505101 量检具编号:G31003—6 测量参数:φ35.000~35.039 量检具类型:专用尺寸规格:φ35.000~35.039 日期:2002.04.20零件名称:主缸体量检具名称:固定孔量具零件图号:HH/M-3505101 量检具编号:G31003—9 测量参数:φ8.75~8.95 量检具类型:专用尺寸规格:φ8.75~8.95 日期:2002.04.20零件名称:主缸体量检具名称:油杯孔孔径量具零件图号:HH/M-3505101 量检具编号:G31003—10 测量参数:φ19.1~19.3 量检具类型:专用尺寸规格:φ19.1~19.3 日期:2002.04.20零件名称:主缸体量检具名称:油杯沟槽宽检具零件图号:HH/M-3505101 量检具编号:G31003—12 测量参数:6.8~7.0 量检具类型:专用尺寸规格:6.8~7.0 日期:2002.04.20零件名称:主缸体量检具名称:油杯面至沟槽检具零件图号:HH/M-3505101 量检具编号:G31003—13 测量参数:2.9~3.1 量检具类型:专用尺寸规格:2.9~3.1 日期:2002.04.20零件名称:主缸体量检具名称:钢珠孔、回油孔孔径量具零件图号:HH/M-3505101 量检具编号:G31003—20测量参数:φ2.6~2.8 量检具类型:专用尺寸规格:φ2.6~2.8 日期:2002.04.24零件名称:真空助力器带主缸总成量检具名称:“U〞型架专用检具零件图号:HM/AB-3510010AB 量检具编号:JM—001测量参数:186~187.5 量检具类型:专用尺寸规格:186~187.5 日期:2002.04.24零件名称:主缸体量检具名称:主缸出油口检具零件图号:H/M-296×10442C 量检具编号:JM—002测量参数:107 44.5 量检具类型:专用尺寸规格:107 44.5 日期:2002.04.24零件名称:主缸体量检具名称:主缸综合口检具零件图号:H/M-296×10442C 量检具编号:JM—003测量参数:30 40.8 量检具类型:专用尺寸规格:30 40.8 日期:2002.04.24零件名称:入力杆总成量检具名称:传力叉检具零件图号:H/M-3510130 量检具编号:JM—004 测量参数:15.7 15.9 量检具类型:专用尺寸规格:15.7 15.9 日期:2002.04.27零件名称:主缸体量检具名称:端面至卡环槽位置检具零件图号:H/M-296×10442C 量检具编号:JM—005测量参数:30.2~30.4 量检具类型:专用尺寸规格:30.2~30.4 日期:2002.04.27零件名称:主缸体量检具名称:限位销孔位置度测棒零件图号:H/M-296×10442C 量检具编号:JM—006测量参数:4;4.05;9 量检具类型:专用尺寸规格:4;4.05;9 日期:2002.04.27零件名称:初级活塞量检具名称:初级活塞高度检具零件图号:HM/AB-32660766B 量检具编号:JA—001测量参数:80mm 量检具类型:专用尺寸规格:日期:2002.04.27零件名称:初级活塞量检具名称:初级活塞检具零件图号:HM/AB-32660766B 量检具编号:JA—002 测量参数:30mm 量检具类型:专用尺寸规格:日期:2002.04.22零件名称:真空助力器带主缸总成量检具名称:力矩扳手零件图号:H/M-3510010AB 量检具编号:W—001 测量参数:0~45N·M 量检具类型:专用尺寸规格:20~25 N·M 日期:2002.04.22零件名称:真空助力器带主缸总成量检具名称:真空助力器与主缸结合校核圈零件图号:H/M-3510010AB 量检具编号:JA—007测量参数:15 量检具类型:专用尺寸规格:日期:2002.04.22零件名称:出力杆量检具名称:螺纹深度量规零件图号:H/M-3510012 量检具编号:JA—012 测量参数:21min 量检具类型:专用尺寸规格:M6×1 日期:2002.04.20。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
期望的计算 Kappa A B C
Kappa分析结果(要求:Kappa≥0.75)
结论: Kappa>0.75 分析结果表明评价人之间表现出的一致性良好。 备注: 期望值计算=总数之和×((总行数÷总数之和)×(总列数÷总数之和)) 期望值计算=总列数×(总行数÷总数之和) P0=对角线单元中计数值的和/总计数 Pe=对角线单元中期望计数值总和/总计期望数值 Kappa=(P0-Pe)/(1-Pe)
计数型测量系统分析(大样法)
量具名称: 量具编号: 零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 操作者A 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 1 产品名称: 被测参数: 操作者B 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 3 1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 操作者: 测量日期: 操作者C 2 1 1 0 0 0 0 0 1 0 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 1 1 1 0 1 1 1 1 3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 1 1 1 1 0 1 1 1 1
1 0 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 0 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
评价交叉分析 A与B交叉表 B A 0.00 1.00 计算 期望的计算 计算 期望的计算 计算 总计 期望的计算 0 44 15.7 3 31.3 47 47.0 A与C交叉表 C A 0.00 1.00 计算 期望的计算 计算 期望的计算 计算 总计 期望的计算 0.00 43 17.0 8 34.0 51 51.0 B与C交叉表 C 0.00 1.00 总计 1.00 7 33.0 92 66.0 99 99.0 总计 50 50.0 100 100.0 150 150.0 1 6 34.3 97 68.7 103 103.0 总计 50 50.0 100 100.0 150 150.0
1-合格 0-不合格 基准值 代码
总计 50 50.0 100 100.0 150 150.0
总计 50 50.0 100 100.0 150 150.0
总计
47 47.0 103 103.0 150 150.0 C 0.78 0.79 ----
基准
1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0
35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 0 1 0 1 1 0 1 0
B
0.00 1.00
计算 期望的计算 计算 期望的计算 计算
42 16.0 9 35.0 51 51.0 A ---0.86 0.78
5 31.0 94 68.0 99 99.0 B 0.86 ---0.79
47 47.0 103 103.0 150 150.0 C 0.78 0.79 ----
总计
1
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0