太阳能电池封装用EVA胶膜企业标准
0021.光伏组件封装材料(EVA)认证技术规范—TUV南德—赵一欧

A3. 指纹扫描 确保产品一致性
9
30.11.2015 Präsentation TÜV Rheinland
B.基础性能测试 2PfG 2508/09.14
B1. 密度 B2. 厚度一致性 B3. 交联度测试 B4. VA含量测试 B5. 体积电阻率测试 B6. 尺寸稳定性测试
C/D. 环境老化测试 2PfG 2508/09.14
剥离力 透光率 黄变指数 紫外截止
环境老化测试
C组. 紫外老化测试 - 波长 : 280nm ~ 400nm - 温度 : 60±5 ℃ - 相对湿度: 65% - 测试时间 : 90 kWh / m²
D组. 湿热测试 - 测试温度: (85±2)°C - 相对湿度: 85% - 测试时间: 1500h
2PfG 2508/09.14 光伏组件封装材料(EVA)认证技术规范
TÜV Rheinland Group TÜV Rheinland (Shanghai) Co., Ltd. 光伏零部件组 / PV-Components 赵一欧/ Zoe Zhao Email: zoe.zhao@ Tel.: +86 21 6108 1417 Internet:
TGA (热失重法) :
原理: 利用检测物质温度-质量变化关系的方法. EVA的热解失重过程分两个阶段, 第一阶段逸出醋酸气体. 第二阶段碳氢链段断裂.
13
30.11.2015 Präsentation TÜV Rheinland
B.性能测试 2PfG 2508/09.14
B5. 体积电阻率
光伏组件的失效有一部分来自于封装材料的电化学腐蚀, 这一般取决于封装材料的电阻率. 因 此, 对于组件的设计和在室外的使用寿命, 封装材料的体积电阻率是一个很重要的参数.
2020年太阳能组件EVA检验标准规程 A-2-工艺部-三级文件-安全作业管理

文件制修/ 订记录表修订日期修订后版本号修订内容修订人审核人09/13/202x 09/19/202x 03/29/202x A/0A/1A/2初次制定增加普利司通的收缩率增加STR EVA的检验标准增加收缩率(在水槽),固化扭矩检验标准更新透光率标准更新交联度标准更新收缩率标准,收缩率实验温度1 目的明确EVA 检验标准.2 范围本规范适用于各种规格型号太阳能组件专用EVA 的进厂质量检验。
3 定义无4 相关文件《太阳能电池组件胶膜检验指导书》HRM-QA-012 GB/T7122—1996高强度粘胶剂剥离强度的测定 5 职责5.1 质量部:依照标准制定相应检验指导书。
5.2 采购部:将标准传递至供应商,并与供应商签订技术协议。
6 安全无 7 职工健康无 8 管理内容8.1 外观要求产品 表面状况 外观状况福斯特(F806) 半透明 无杂质或异物(如头发,飞虫等)、无污垢、斑痕、无凸起,无破损,无气泡,无脱粘,不变色,无褶皱。
普利司通(S11) 半透明STR(33554P/S) 一面为玻璃纤维,一面为胶膜8.2 几何尺寸检验产品宽幅厚度福斯特(F806) 幅宽符合订货协议技术要求。
允许偏差为﹢10/-0mm 0.5±0.05mm普利司通(S11) 幅宽符合订货协议技术要求。
允许偏差为﹢10/-0mm 0.5±0.05mmSTR(33554P/S) 幅宽符合订货协议技术要求。
允许偏差为﹢6/-0mm 0.58±0.05mm 8.3性能指标8.3.1福斯特(F806),普利斯通(S11)性能检验标准项目单位标准备注熔融指数g/10min 30 厂家提供/新厂商导入软化点℃60~85 厂家提供/新厂商导入密度g/cm30.96 厂家提供/新厂商导入比热J/℃ 2.30 厂家提供/新厂商导入透光率%≥90.0 厂家提供/新厂商导入收缩率%福斯特(F806)纵向≤5, 横向≤2普利司通(S11)纵向≤15,横向≤2每批进料交联度 % ≥70 每批进料胶膜与玻璃的剥离强度N/cm ≥33 90度剥离/每批进料胶膜与背板剥离强度N/cm ≥20 90度剥离/每批进料耐紫外光老化%≥90 厂家提供/新厂商导入收缩率(在水槽)% <38 厂家提供/新厂商导入固化扭矩N/cm 40.0-69.4 厂家提供/新厂商导入耐温性(高温80℃,低温-40℃)无明显黄变,无脱层、气泡8.3.2:STR EVA(33554P/S)性能检验标准性能单位非固化固化备注热收缩(纵向)%≤18.0 不适用每批进料热收缩(横向)%≤8.0 不适用每批进料透光率% 不适用≥90.0厂家提供折射指数%不适用 1.47-1.50厂家提供密度g/cm30.95-0.96 0.96 厂家提供张力MPa>5>15厂家提供伸张度%>700 >500 厂家提供绝缘强度Kv/mm 不适用>30 厂家提供与三菱背板的剥离强度N/cm 不适用≥16.6 90度剥离/每批进料8.4 检测仪器,仪表及工卡量具钢直尺或钢卷尺、游标卡尺或千分尺,物理性能检验仪器。
EVA技术规范

EVA技术要求1、目的规定EVA材料的技术要求,使其能满足太阳电池组件的生产、使用等要求。
2、适用范围适用于江苏顺风光电电力有限公司生产晶体硅太阳电池组件所使用的EVA。
3、规范性引用文件3.1 GB2828.1-2003 计数抽样检验程序第一部分:按接受质量限(AQL)检索,逐批检验抽样计划。
3.2 IEC60695-11-10, IEC60695-2-12,IEC60695-2-13,IEC60112,IEC60695-10-2, ISO75-2,ISO527-2, ISO178,ISO8256,ISO180,ISO179-2。
4、技术要求4.1外观要求表面无异物、无褶皱、无划伤、无污垢等。
4.2尺寸要求4.2.1尺寸检验,用最小刻度为1mm的钢直尺或钢卷尺测量;4.2.2厚度检验用GB 1216所规定的千分尺或与此同等精度的器具测量,测量时可由两直径约为10cm的金属平圆片辅助,测量结果的算术平均值即为厚度值,并以毫米(mm)为单位修约到小数点后二位。
4.3剥离强度要求要求与背板、钢化玻璃粘结特性良好,层压固化后不能脱层,剥离强度大于40N/cm。
4.3.1 检测方法1)取长度约为30cm,宽度约为15cm的钢化玻璃一块;2)在其上面层叠同样大小的EVA和背板,放入层压机中层压,层压参数:温度150℃~152℃,抽真空4分钟~5分钟,充气40秒~120秒,保压7分钟~9分钟;3)对其进行层压固化处理后放置12小时以上,将固化件用小刀进行裁割,将其割为1cm×30cmEVA技术要求的小条;4)取其中的几条,分别手工将背板与EVA分离,玻璃与EVA分离2cm左右的一小段,将样品固定在拉力计上,沿着180度的方向,以速度为300mm/min进行剥离,每次剥离10mm,记录其测量数据;4.4透光率要求要求在380nm~780nm波长范围内光的透过率大于等于90%。
4.4.1 检测方法1)选取两块5mm×5mm的光学玻璃小样;2)从样品上裁取合适大小的EVA一块,夹在两块玻璃的中间;3)把小样放置在层压机内进行层压,层压完毕后,待完全冷却后,放置在分光分度计内进行测试;以380nm~1100nm波长范围内透光率的平均值作为最终数据,380~1100nm波长范围内透光率≥90%。
EVA太阳电池胶膜技术质量协议
胶膜甲方向乙方购买EV A 太阳电池胶膜。
、盖板、钢化玻璃和TPT 是太阳电池组件的重要封装材料。
EV A 质量的好坏直接关系到太阳电池组件输出功率的大小、外观质量和组件的使用寿命。
因太阳电池组件的使用环境是室外,且在太阳直接暴晒下将阳光光能转化成电能。
夏天组件温度将超过70ºC 。
尽管盖板钢化玻璃挡住了80%以上的紫光和紫外线,但仍有少部分紫光和紫外线照射EV A 。
所以EV A 在长期日光照射下不变质、不变色是最重要的技术指标。
一般EV A 供应商都保证EV A 在室外阳光下暴晒20年其性能仍不变。
为了保证太阳电池组件的质量,双方签订如下技术质量协议。
1 技术指标1.1 外观菱形花纹、平整、半透明、洁净、无污迹1.2 规格尺寸(mm)宽81050+-mm厚度 0.62±0.03mm1.3 透光率 T ≥92% (暂定)1.4 交联度 75%~85%1.5 耐紫光和紫外线老化在1000W 紫外灯连续光照1000小时后EVA 应不变色,电池板功率下降小于5%1.6 耐温度交变试验高温85ºC 、低温-45ºC ,交变次数200次,无龟裂、不变色、电池板功率下降小于5%1.7 高温高湿试验在85ºC 、相对湿度≥85%条件下经历1000小时,无龟裂、不变色、电池板功率下降小于5%剥离强度10mm 长度EVA 与玻璃≥80NEVA 与TPT ≥90N2 检验方法2.1 外观目测2.2 规格尺寸宽度用钢卷尺或直尺测量。
厚度用千分尺测量。
2.3 透光率2.3.1 试验指导思想:用两片玻璃片,中间夹EVA 。
经层压机抽真空、加热、加压、固化后成为样品。
在层压前测玻璃片透光率。
层压后再测样品的透光率。
由此来判定EVA 透光率。
2.3.2 样品制作:将玻璃片擦干净。
在操作、取、拿玻璃片时,须戴白细纱手套。
两玻璃片中间夹EVA 膜,按制作太阳电池组件同样的工艺条件,在层压机里抽真空、加热、加压、固化而成样品。
EVA胶膜封装技术
EVA胶膜封装技术EV A胶膜封装技术一、EV A胶膜太阳能电池封装用胶膜是以EV A为基料,辅以数种改性剂,经过膜设备热轧而成薄膜型产品。
EV A树脂是乙烯和醋酸乙烯酯的共聚物阴,结构如下:EV A胶膜在电池的封装过程中受热,产生交联反应,固化后的胶膜具有优良的透光率、粘接强度、热稳定性、气密性、耐环境应力开裂性、耐侯性、耐腐蚀性以及电性能等。
EV A的性能主要取决于分子量(可以用熔体指数MFR表示)和醋酸乙烯酯(以vA表示)的含量。
当MFR一定时,V A的含量增高,EV A 的弹性、柔软性、粘结性、相溶性和透明性提高;V A的含量降低,EV A则接近于聚乙烯的性能。
当V A含量一定时,分子量降低则软化点下降,而加工性及表面光泽改善,但强度降低;分于量增大,可提高耐冲击性和应力开裂性。
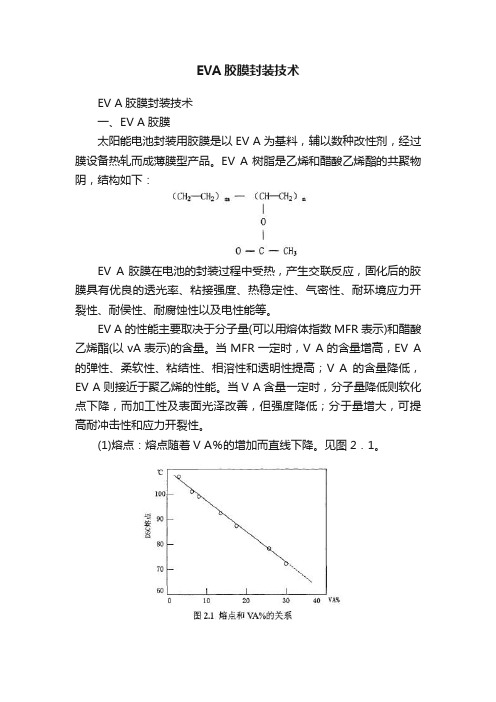
(1)熔点:熔点随着V A%的增加而直线下降。
见图2.1。
(2)结晶度:结晶度随着V A%的增加而直线下降,当V A%趋近40%时,就完全失去了结晶性。
见图2.2。
(3)玻璃化温度:EV A的Tg(由塑性向刚性转移的临界温度)受V A%的影响不大,保持在一25--30℃的稳定值。
表明EV A具有抗低温性能。
常用EV A太阳能电池封装胶膜的基本技术参数:①固化条件:快固胶膜135。
140。
C、15-20min:常规胶膜145~150℃、30mira②剥离强度(N/cm):玻璃/胶膜≥30;TPT/胶膜≥20:③透光率(%):≥91;④交联度(%):70~85;⑤耐温性:一40,--85℃;⑥耐紫外光老化:不龟裂、不变色。
EV A成型加工温度较低,范围较宽。
EV A在240℃以上显示分解倾向,温度超过250℃易分解,故有必要控制在240℃以下进行加工。
EV A胶膜除了有以上的属性之外,它还具有两项功能性作用:(1)、对玻璃的增透作用:EV A和玻璃的折射率约为1.5,正是EV A的折射率比空气更接近于玻璃,从而使得玻璃/EV A/玻璃要比玻璃/空气/玻璃的总反射率要小。
《光伏组件封装用乙烯-醋酸乙烯酯共聚物(EVA)胶膜》
《光伏组件封装用乙烯-醋酸乙烯酯共聚物(EVA)胶膜》认证技术规范编制说明一、背景近年来由于全球气候变暖、生态环境恶化、常规能源短缺等一系列问题,发展可再生能源得到了各国政府的重视和支持。
在技术的不断发展以及各国政府的激励政策的推动下,全球太阳能光伏发电产业和市场得以迅速发展。
从2000年到2010年,全球光伏市场年均复合增长率达44%,全球累计装机容量突破40GW。
目前,我国已连续5年保持太阳能电池产业量世界第一,2010年中国的太阳能电池产量占到世界总产量的50%左右。
中国政府的一系列光伏激励政策促进了中国光伏市场的迅猛发展,可以预见,中国的太阳能光伏发电市场具有非常广阔的发展前景。
但组件封装相关产品至今缺乏相关国际标准、国家标准或行业标准引导。
EV A胶膜是光伏组件封装过程的重要辅料。
EV A胶膜的耐老化特性、与玻璃背板的粘合强度以及层压交联特性直接决定了光伏组件的加工周期、产品外观及户外使用寿命。
由于起步较晚,国内部分企业如杭州福斯特光伏材料股份有限公司近几年才通过技术攻关,实现了EV A胶膜的国产化生产。
但我国的EV A胶膜生产企业仍旧偏少,而且没有统一的行业产品技术标准,比较混乱,客观上损害了国内EV A胶膜生产厂家的市场竞争力。
国产EV A胶膜只占到国内60%左右的市场份额,全球市场份额更是不足30%。
EV A胶膜产业规模与我国的太阳能电池组件生产规模极不匹配。
这种局面不仅提高了国内光伏组件企业的生产成本,也给国内光伏组件厂商带来很大的风险。
尽快实施统一的EV A太阳电池封装胶膜工业行业标准,对整合我国EV A胶膜的技术优势,增强我国EV A 胶膜的国际竞争力将具有重要的意义。
因此,为了保证EV A胶膜的质量,推动光伏相关产业的发展,扫除目前市场上产品良莠不齐的现象,在EV A胶膜的产业化进程中,制订统一的技术规范,对产品开展质量认证显得十分迫切和必要,它不仅为组件企业选择优质胶膜提供技术支持,也为企业改进生产工艺和管理水平起到引导作用。
EVA 胶膜使用说明书

EV A 胶膜使用说明书
在使用前,请认真阅读此份产品说明书,如有任何不确定或疑问的地方,请直接与我方的技术人员联系。
本产品用于太阳能电池封装,在常温下无粘性,便于裁切操作,经加热加压便发生交联固化与粘结增强反应,产生永久性的粘合密封,对太阳能组件起到了增透光、阻水汽、抗紫外等作用,从而保证了太阳能电池组件的使用寿命,是一种新型的热融性胶膜。
EV A胶膜的主要规格:
1.常规厚度:0.25-1.0mm,尺寸公差±0.03mm。
2.常规宽度:300mm-1100mm,尺寸公差±5mm。
3.常规卷长:100米/卷,可根据客户需求定制,无负公差。
固化条件-
图
建议固化程序:
固化温度:140℃(注意:需要调节粘合机热板的实际温度)
撤空时间:5-7分钟(这个时间取决于不同牌子粘合机)
压力时间:50-70秒
固化时间:12-15分钟
(注意:因为粘合机不同的机构机能,使用者必须先用样品检测来确定固化的条件,以保证产品的质量)
使用说明:
1.运输条件:运输过程中,避免光,热以及湿气。
产品必须堆放整齐,堆放高度不得超
过3层,产品包装必须避免直接接触地面,弯曲以及破坏,同时,产品必须防雨以及避免刮伤或者擦伤。
2.储存条件:存放于阴凉、干燥处,温度≤30℃,湿度≤60%;产品不要对方在高处,避
免光、热直接辐射;防止异物污染。
3.保质期为六个月,建议三个月内使用完;打开包装或裁切后应尽快用完,每次使用完后
应当把软包装膜扎严。
4.不要用手直接接触胶膜表面,以免影响粘接性能。
5.不要用力拉胶膜,以免产生变形,影响使用性能。
光伏组件封装用乙烯醋酸乙烯酯共聚物EVA胶膜认证技术规范

14
4.1光伏组件封装用乙烯-醋酸乙烯酯共聚物(EVA)胶膜Ethylene-vinyl acetate copolymer(EVA)film for EncapsulantPVModule
以EVA(乙烯-醋酸乙烯共聚物)树脂为主要原料,添加各种助剂,经熔融加工成型,用于光伏组件封装的胶膜。
表2物理性能
序号
项目
指标
1
光学性能
紫外截止波长,nm
企业明示值
透射比(380nm-1100nm),%
≥90.5
2
交联度,%
≥75
3
拉伸强度,MPa
≥18
4
断裂伸长率,%
≥450
5
剥离强度
EVA/玻璃的剥离强度,N/cm
>60
EVA/背板的剥离强度,N/cm
>50
6
收缩率(固化前),%
纵向MD<3.0
b)380nm~1100nm波段透射比
将试样按GB/T 2410的分光光度计法进行测试。分光光度计的波长范围设置为380nm~1100nm。每组试样至少测3个,测试结果取平均值。
6.6交联度
6.5.2.1二甲苯萃取法
1) 试验设备及试剂
a) 烘箱,温度范围为常温~200℃、极限压力为10Pa的真空烘箱。
本规范由中国质量认证中心提出。
起草单位:中国质量认证中心、国家太阳能光伏产品质量监督检验中心、杭州福斯特光伏材料股份有限公司、3M中国有限公司、英大泰和人寿保险股份有限公司。
主要起草人:邢合萍、吴建国、朱晓岗、张道权、单演炎、王宁、林建华、周光大、潘锐。
光伏组件封装用乙烯-醋酸乙烯酯共聚物(EVA)胶膜
eva 胶膜 国标
eva 胶膜国标
EVA胶膜国标是指EVA胶膜(乙烯-醋酸乙烯共聚物)所需
符合的中国国家标准。
根据国家标准的要求,EVA胶膜的物
理性能、化学性能、耐候性、机械性能等方面都有详细规定。
这些标准是为了保证产品质量并确保其安全可靠性。
EVA胶膜国标主要涉及以下方面:
1. 物理性能:包括EVA胶膜的厚度、透明度、光泽度、柔韧性、熔点等物理特性的限制要求。
2. 化学性能:包括EVA胶膜的酸碱度、溶解性、挥发性有机
物含量、重金属含量等化学性质的限制要求。
3. 耐候性:要求EVA胶膜在户外环境中具有耐候性,能够长
时间抵御紫外线辐射、高温、低温等环境因素对其性能的影响。
4. 机械性能:包括EVA胶膜的强度、断裂伸长率、撕裂强度
等机械性能的要求。
EVA胶膜国标的制定和执行有助于规范EVA胶膜产品的质量
标准,提高产品的安全性和可靠性,保障消费者的权益。
同时,对生产企业也起到了引导作用,促进了行业的健康发展。
光伏胶膜epe标准
光伏胶膜epe标准光伏胶膜EPE标准是一种针对太阳能电池组件封装用的EVA 胶膜、PO胶膜和EPE胶膜等产品的技术规范和测试方法。
下面是关于光伏胶膜EPE标准的详细介绍:一、标准概述光伏胶膜EPE标准是针对太阳能电池组件封装材料的技术规范和测试方法的标准。
该标准规定了EVA胶膜、PO胶膜和EPE胶膜等产品的技术要求、测试方法、标识、包装、运输和贮存等方面的内容。
通过实施该标准,可以确保太阳能电池组件的封装质量和使用寿命,提高光伏发电系统的效率和可靠性。
二、标准内容1.范围光伏胶膜EPE标准适用于太阳能电池组件封装用的EVA胶膜、PO胶膜和EPE胶膜等产品。
1.技术要求(1)外观:胶膜表面应平整、无气泡、无杂质、无黑点等缺陷。
(2)尺寸:胶膜的尺寸应符合设计要求,误差应在规定范围内。
(3)透光性:EVA胶膜的透光率应不小于90%,PO胶膜和EPE胶膜的透光率应不小于95%。
(4)固化性能:EVA胶膜应具有合适的固化速度和固化程度,PO胶膜和EPE胶膜应具有稳定的物理性能。
(5)耐候性:胶膜应能够在高温、低温、紫外线和潮湿等恶劣环境下正常工作,使用寿命不低于10年。
(6)阻隔性:EVA胶膜应具有合适的阻隔性能,防止水汽和氧气渗透,保持太阳能电池组件的性能稳定。
1.测试方法(1)外观检查:通过目视或放大镜进行检查,判定是否有缺陷。
(2)尺寸测量:使用量具进行测量,误差应符合规定要求。
(3)透光性测试:采用光谱仪进行测试,分别在波长为300-1000nm的范围内进行测试。
(4)固化性能测试:通过加热或自然固化后进行测试,观察固化速度和固化程度。
(5)耐候性测试:在高温、低温、紫外线和潮湿等环境下进行测试,观察物理性能的变化情况。
(6)阻隔性测试:采用阻隔性能测试仪进行测试,分别在常温和高温下进行测试。
1.标识、包装、运输和贮存(1)标识:在胶膜表面应标注生产厂家、产品名称、型号规格等信息。
(2)包装:采用防潮、防震、防污染的包装方式,确保产品质量和安全运输。
EVA技术标准

4.3.5、注意一定要把固化后EVA胶切断,然后沿1cm方向把EVA和玻璃先剥开约1cm长。
4.3.6、用拉力计夹具夹紧剥开旳背板及EVA,将EVA与玻璃180°方向匀速(300mm/min)分离,记录最小值。
受控版本()
非受控版本()
批准者
制定部门
技术部
收文部门(编号)
(#)
日期
序号
制定或
更改日
分类
更改条款
更改内容
更改因素
签名
制定
更改
1
08.7.21
0
张孝梅
2
12.2.24
1
4.5
交联度规定
工艺改善
罗旌旺
3
12.5.28
2
4.2.2
厚度公差
材料规格变更
江波
4
12.11.19
3
4.14
新增克重规定
强化管理
产品应垂直贮存在干燥旳室内,相对湿度≤60%,包装完好状况下贮存温度为5℃-30℃,避免阳光直射,避免与灰尘接触或者接近热源。包装拆开后规定在24小时以内使用完毕,大于6小时不使用时则应用原塑料袋密封后贮存。
5.5、有效期
5.5.1、产品有效期:6个月。
5.5.2、货品到公司剩余有效期:3个月。
4.8.3、放在120℃烘箱内烘3min。
4.8.4、测量剩余EVA旳平均长度,计算收缩率。
测量工具:钢尺、烘箱、小尺寸钢化玻璃
4.9、水浴收缩率规定
EVA在85℃水中加热一分钟后旳收缩率小于38%。
测量措施:
4.9.1、把抽取旳样品裁剪10cm×10cm旳正方形
光伏组件封装用乙烯-醋酸乙烯酯共聚物EVA胶膜认证技术规范
光伏组件封装用乙烯-醋酸乙烯酯共聚物EVA胶膜认证技
术规范
100%原创")
随着太阳能光伏技术的日趋成熟,太阳能光伏组件的应用也越来越广泛。
为了保证太阳能光伏组件的质量,对封装用乙烯-醋酸乙烯酯共聚物EVA胶膜有着极高的要求。
为了确保每一个太阳能光伏组件都具有较高的
质量,制定了太阳能光伏组件封装用乙烯-醋酸乙烯酯共聚物EVA胶膜认
证技术规范。
太阳能光伏组件封装用乙烯-醋酸乙烯酯共聚物EVA胶膜认证技术规
范包括EVA胶膜材料性能、EVA胶膜使用性能、EVA胶膜试验方法、EVA
胶膜检验要求、EVA胶膜技术等级及质量评定标准等内容,具体如下:
一、EVA胶膜材料性能:
1.EVA胶膜必须具有良好的抗老化性、耐温性和机械性能。
2.EVA胶膜材料的熔点和灰分含量必须符合国家标准,其厚度必须符
合技术要求。
3.EVA胶膜材料的含溶剂率和水分含量必须满足国家规定的标准。
二、EVA胶膜使用性能:
1.EVA胶膜必须具有良好的光稳定性,能够抵抗太阳辐射的紫外线和
热灼伤。
2.EVA胶膜必须具有良好的耐湿性和耐热性,以及防霉、防腐蚀能力。
3.EVA胶膜必须有较高的电绝缘性能,耐压,耐电流,耐切划。
三、EVA胶膜试验方法:
1.EVA胶膜熔点试验,用于检测EVA胶膜的熔点;
2.EVA胶膜粘度试验。
组件封装EVA胶膜技术要求
注1:由于VA含量、MFR、软化点、透光率、密度、玻璃移转温度、断裂张力强度、断裂延长率、拉伸弹性率数值为相互关联的一套体系。表一中指标为数值范围者,均应由材料工程师审核后,结合试验结果做出判定。
注2:
a)VA数值 含醋酸比例。b)MFR熔体流动源自率,反映聚合物的分子量大小和粘性。
c)软化点 EVA的熔融温度
EVA表面无折痕、无破损、无污点、平整、半透明、无污迹、有压花必须压花清晰。
5.3.2尺寸检验:
长度、厚度、宽度符合合同约定要求。
5.3.3厂家专有指标:
因生产工艺、配方、原料变更以及特殊用途专用型号等因素的不同,厂家专有指标均存在一定的差异性。各项指标性能均在签订合约时说明,任何指标变更后,均应通知我司,并作相应承诺。我司根据情况做相应的验证。
5.1.2EVA胶膜(EVA film)
以EVA为主要原料,添加增粘树脂、蜡和稳定剂等辅料热挤压而成的一种热融胶粘剂,常温下无粘性而具抗粘性,以便操作,经过一定条件热压便发生熔融粘接与交联固化,并变的完全透明,长期的实践证明:它在太阳电池封装与户外使用均获得相当满意的效果。
5.2基础知识
5.2.1功能介绍a)封装电池片,防止外界环境对电池片的电性能造成影响
5.3.4 制成光伏组件的湿绝缘测试值标准:
序号
组件型号
常规组件尺寸
(按玻璃尺寸)
组件面积
m2
组件湿绝缘测试值
(兆欧)
1
P672
1950*986*3.2
1.92
≥105
2
P660
1634*986*3.2
1.61
≥125
3
P654
1476*986*3.2
1.46