线切割保养表
线切割日常点检保养记录表

认真填写故障记录及其他各项记录。
点检人
异常情况记录
1
8
15
2
9
16
3
10
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
1.检查方法:看、听、试
2.检查周期:每天。(由白班操作者负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
机器设备日常点检保养记录表
年月设备名称:线切割设备编号:规格型号:
检查日期
点检内容点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19202122 Nhomakorabea23
24
25
26
27
28
29
30
31
1
清除积屑,擦拭机床表面、外露导轨及滑动面;
2
按规定润滑各部分,油质、油量符合要求;
3
检查急停按钮及各手柄位置;
4
检查工作液液面高度,不足时添加之;
5
检查X、Y、Z轴运转是否正常
6
检查各电器元件无过热现象;无缺损零件;
7
检查放电电压和电流是否稳定
8
检查穿丝和运丝是否正常
9
检查机床工作液温度是否满足加工条件
10
检查工具及产品,是否摆放整齐符合6S要求;
11
检查机床夹具是否定位准确、连接牢固可靠;
数控线切割机床维护保养点检记录表

好好学习社区
更多优惠资料下载: 德信诚培训网
设备维护保养点检记录表
设备名称
型号 出厂编号 购置日期
自编号 检查、维护记录
数控线切割机床
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
操作工
负责设备点检工作: 用油壶加20#机油润滑横向进给滚珠丝杆 8小时 用油壶加20#机油润滑纵向进给滚珠丝杆 8小时 用油枪加20#机油润滑线架升降丝杆 8小时 用油枪加20#机油润滑储丝筒丝杠螺母 8小时 用油枪加20#机油润滑各部件拖板导轨
8小时 用煤油清洁导轮、导电块、排丝轮及其周围区域 每周 更换工作液 1~2周
用油枪加20#机油润滑横向进给中间齿轮轴 每月 预计 日进行,实际维护日期: 用油枪加20#机油润滑纵向进给中间齿轮轴 每月
预计 日进行,实际维护日期:
维修工 负责下述各项工作,并
检查督促操作 工进行的设备保养、维护工作:
更换线架上导轮滚动轴承用润滑脂 每两月 预计 日进行,实际维护日期: 更换其他轴承润滑脂 6个月 预计 日进行,实际维护日期: 更换导轮、排丝轮及其轴承
6~8月
预计 日进行,实际维护日期:。
线切割机床保养手册

ENTER键,开始安装软件,执行过程中每一行后面都应出现 “DONE”字样,执行完后关闭对话框,再双击此文件夹中的 “install” 文件,当电脑提 示“install ok”后软件即安装好了。 2)在安装好的文件中找到FHGD可执行文件,创建快捷方式于桌面,运
高 频 脉 冲 信 号 输 入
电源指示灯,正常 情况下,三只指示 灯应全亮
加工电压及走丝速度 控制信号输出及高频 控制信号输入端口
高频控制信号 指示灯,灯亮 开高频,亮灭 关高频
加工电参数传输出错信号输出 加工结束停机信号输入
加 工 电 压 及 走 丝 速 度 信 号 输 入
5VDC输入
电柜电路板介绍(六)
整流电路 整流电路
XY轴步进电机 UV轴步进电机
电
脑
加工电压取样
高频控制
加工电压取样
及
脉冲信号
高频信号
光电隔
高频电源功
H
高频数据 发生电路 电压信号
离电路 脉冲信号 率放大电路
F 数
(W306) 丝速信号 (W305)
移轴数据 手控盒
(W307/08)
压
速
KM1~KM3
信
信 电压控制
U轴步 进电机 指示灯
V轴步 进电机 指示灯
当单步点动步进电机时,在正常情况下,U轴
指示灯亮次序为:U1 U1U2 U2 2U3 U3 U3U1 U1 循环点亮,V轴也是如此。
V轴步
1
进电机
3
V
H F
U轴对应灯U1
U轴对应灯U3
V轴对应灯V2
交 流
卡
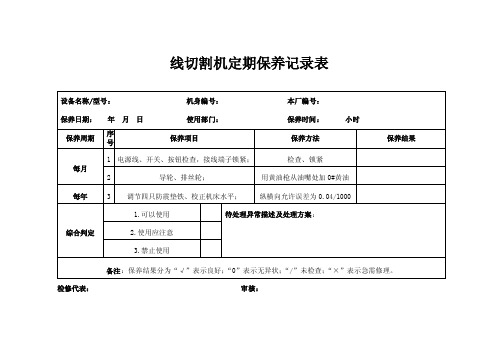
线切割机定期保养记录表
线切割机定期保养记录表检修代表:审核:江苏迅达电磁线有限公司线切割机定期保养记录表部门:日期:下面红色部分是赠送的总结计划,不需要的可以下载后编辑删除!2014年工作总结及2015年工作计划(精选)XX年,我工区安全生产工作始终坚持“安全第一,预防为主,综合治理”的方针,以落实安全生产责任制为核心,积极开展安全生产大检查、事故隐患整改、安全生产宣传教育以及安全生产专项整治等活动,一年来,在工区全员的共同努力下,工区安全生产局面良好,总体安全生产形势持续稳定并更加牢固可靠。
一、主要工作开展情况(一)认真开展安全生产大检查,加大安全整治力度。
在今年的安全生产检查活动中,工区始终认真开展月度安全检查和日常性安全巡视检查记录,同时顺利完成公司组织的XX年春、秋季安全生产大检查和国家电网公司组织的专项隐患排查工作。
截止日前,工区先后共开展各类安全检查71次,查出事故隐患点22处,均进行了闭环处理。
通过检查活动,进一步夯实了工区的安全生产基础。
(二)顺利完成保电专项工作。
本年度工区共进行专项保电工作10次,累计保电天数达到90余天,通过工区全员的共同努力,顺利完成春节保电、国庆保电、七一保电、特高压投送电保电、500kv沁博线保电等一批重要节假日的保电工作。
(四)工作票统计及其他工作情况。
截止11月15日,我工区连续实现安全生产1780天;全年共办理工作票50张,其中第一种工作票24张,含基建单位8张;第二种工作票26张。
工作票合格率100%,执行情况较好。
全年工区所辖线路跳闸次数共计0次,线路跳闸率为0次/(百公里·年)。
(四)安环体系标准化建设本年度在公司统一的部署下,工区积极参与安环体系标准化建设工作,先后派员参加安环体系标准化培训2次,迎接公司开展安环体系内审工作三次,先后审查出问题共计20余处,先后进行了闭环整改。
截止日前,工区已初步建立起了标准化安环工作体系,在今后工作中,工区将进一步完善各项工作流程,努力确保体系工作符合外审相关要求。
PZGLI007-045 线切割日保养记录表A1

备
设备编号:
线切割日保养记录表
责
年
月1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
用水平尺检查工作 台是否在水平面上
检查走线导轮有无 偏移现象
机器运转时有无异 常响声 机器运转时,检查 吸尘电机是否有工 作
检查各电源连接口 有无松动现象
对各润滑部件加注 机油
检查各固定螺丝有 无松动现象
工作完毕,清洁工 作台与涂上防锈 油,并清洁冷却液 面的污物
维修记录:
备 注:
1、日常保养由设备操作人员在使用前进行。
2、保养过的项目且符合要求的,在相应的时间内打"√",反之,打"×"。 3、保养人员务必在关闭总电源的状态下进行保养工作NV。C01-ME-F-045 A/1
沙迪克线切割维护保养一览表(AQ系列)

公司名称: 担 当 者: 时 间: ____年____月____日
检查导线轮转动是否顺畅,不顺时拆下清洗 并调整灵活,如损坏需更换 用水清洁或气枪吹干净 废线超过1/3时需清理 检查水箱的液面,太低需添加 清洗导丝器并校正垂直度 清洗刀片并转动刃口 用刷子和细砂纸除去水垢及污物 检查吸水口有无阻塞,用气枪清理管道 更换加工液,清理水箱的污垢、杂物 检查导丝器磨损程度,损耗严重时需更换
沙迪克丝切割维护保养一览表(AQ系列)
项目
内容及处理
工作台、防漏水装置、工作液箱 清洗并擦干净,清理废屑、脏物
过滤器 日
常 维
交换树脂
ห้องสมุดไป่ตู้护 导电块
压力表超过2KG/MM2时,需更换过滤芯
当Display中Resist读数小于5X104Ω.CM, 而且读数不会再上升时需要更换交换树脂
每放电加工50小时需清洗并更换位置
上下喷水嘴
如果划伤和破损需更换,有污脏则需清洗
开合导丝器
每星期清洗开合导丝器及其槽,并校正丝的 垂直度
穿丝管
每
周
维
下机头导线轮
护
冷水机及控制柜过滤网
废线箱
加工液
下机头导丝器
每
月
剪线刀片
维
水阻传感器
护
水泵吸水口
每三月维护 加工液及水箱
半年 导丝器
检查穿丝管是否弯曲,有则更换,并调整穿 丝时的U、V补正
线切割机保养点检记录表

保养人:
D 压力表超过0.2Mpa时,需要更换过滤芯
当Display中Riesisit读数小于5*10, D 而且读数不会再上升时需要更换交换
树脂
D 机床下悬臂操的清洁
D/W/M
每放电加工50小时需清洗并更换导电 块位置.
D/W/M
上下喷水嘴如果划伤和破损需更换,有 污脏则需清洗
D 废铜线的清理
保养人签核
保养 项目 核准
线切割机保养点检记录表ຫໍສະໝຸດ 设备 名称线切割机
机器 编号
日常保养时间
保养 项次
保养项目
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
D 电源关闭是否正常
D
工作台,防漏水装置\工作液箱要清洗 干净,清理废屑,赃物.
备 注
保养 项目 审核
组长 稽核
一、保养别:D表日保养;W表周保养;M表月保养.
二、保养时机:1日保养:下班前五分钟
2.周保养:周末下前三十分钟
三.对于日常保养稽核员每日进行检查.稽核要求:机台手摸无灰尘及黄锈痕.
四.保养项目每次生产前须执行保养,当自已保养项目在就的日期空格内划“ˇ”
审核:
3.月保养:每月月末.
线切割日常保养记录表

1
2 3
4 5
6 7
保养日期及记录 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
10 每次工作结束时设备是否清洁干净 11 12 13 14
记录符号:完好√ 异常△ 当场修好○ 待修× 注:各检查内容根据规切割机 规格型号
年
月份设备日常检查保养记录表
使用地点 操作者
出厂编号
序号 1 2 3 4 5 6 7 8 9
检查保养部位及内容
设备各部分运转是否正常,有无异 响 电动机运转是否正常,有无异响 开机前按要求定时、定点、定量加 润滑油,油应清洁无沉淀 检查工作液箱中的工作液是否足 够,水管和喷嘴是否畅通,不应有 堵塞现象 检查上,下触点是否处于良好状态 检查各电器开关、按钮是否灵活, 可靠 检查零件有无缺损 防护罩、护板是否齐全,牢固、清 洁 电气设备线路完好无损安全可靠
电火花数控线切割机床保养记录
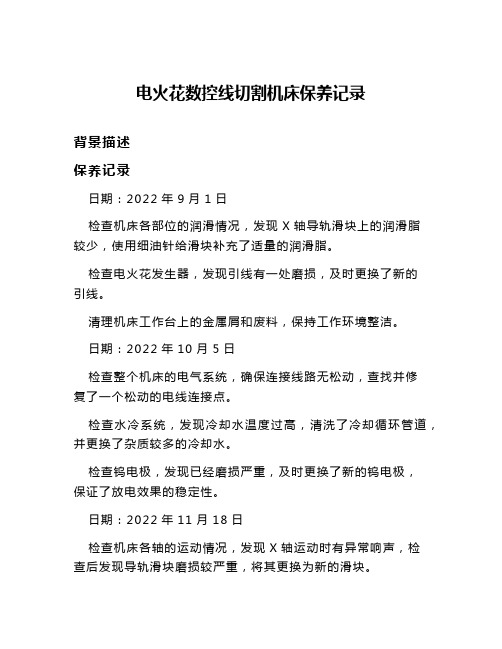
电火花数控线切割机床保养记录
背景描述
保养记录
日期:2022年9月1日
检查机床各部位的润滑情况,发现X轴导轨滑块上的润滑脂
较少,使用细油针给滑块补充了适量的润滑脂。
检查电火花发生器,发现引线有一处磨损,及时更换了新的
引线。
清理机床工作台上的金属屑和废料,保持工作环境整洁。
日期:2022年10月5日
检查整个机床的电气系统,确保连接线路无松动,查找并修
复了一个松动的电线连接点。
检查水冷系统,发现冷却水温度过高,清洗了冷却循环管道,并更换了杂质较多的冷却水。
检查钨电极,发现已经磨损严重,及时更换了新的钨电极,
保证了放电效果的稳定性。
日期:2022年11月18日
检查机床各轴的运动情况,发现X轴运动时有异常响声,检
查后发现导轨滑块磨损较严重,将其更换为新的滑块。
检查液压系统,发现液压油容量不足,及时添加了适量的液压油。
清洗机床内部的防火泡棉,确保防火泡棉的干燥和清洁,防止火花引发火灾。
日期:2022年12月22日
检查机床的电路系统,进行了全面的接触检查,修复了多处电路接触不良的问题。
清理机床冷却板附近的灰尘和异物,保持冷却板的散热效果良好。
检查电火花发生器的放电电极,发现有氧化的痕迹,使用砂纸清理了电极表面。
结论
通过定期的保养和维护,可以确保电火花数控线切割机床的正常运行和稳定性。
在保养过程中,我们检查和维护了润滑系统、电气系统、冷却系统、机床运动部件等多个方面的内容,及时发现并解决了各种问题。
保养记录的记录可以作为参考,帮助我们更好地管理和维护机床,延长其使用寿命,并提高工作效率。
线切割机保养点检表

日
保
养
1.保持机床及周边清洁
2.马达运转是否正常;是否有异响,异常发热
3.机床上的电源控制开关是否良好
4.检查储丝桐,导轮是否正常,有无左右摆动
5.导电块是否完好
周
保
养
6.每周五在应加油点加油一次,以保证机床正常运转
请注意﹕每年1月份和7月份各更换导轮﹑导电块机油一次﹐以确保机器正常动作﹗
备注:保养结果记录符号: '' V ''表示正常,"×"异常处理中﹔节假日休息时不作任何填写﹗
单位主管:_____________保养人:_____________
线切割机保养点检表
单位﹕_________________型号﹕__________________编号: _________________ _______年_______月
类
别
日期
检查与保养项目
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
线切割设备三级保养记录表

编号:设备名称:线切割设备编号:使用部门:保养日期:保 养 人:审 核:保养项目(每天)保养项目保养项目保养项目例行保养/天□一级保养/3月□二级保养/半年□三级保养/1年□电火花数控线切割机床1、检查绕线筒有无搭丝现象;2、检查钼丝运行时有无抖丝现象;3、检查进给拖板运动是否灵活;4、传动齿轮、丝杆螺母付运动无阻滞现象;5、检查输入信号与输出是否有偏差;6、电气部分各按钮开关是否灵活有效; 7、检查有无缺损零件。
、清洁机床外部罩壳;2、擦洗导轨清扫机床铁屑杂质; 3、检查紧固开关按钮、螺丝螺帽有无缺失松动;4、擦拭电机、电容箱,检查接地是否安全可靠;5、擦拭工作液系统中的阀件和电机; 6、擦拭配电箱,检查各电动机有无非工作噪音、非工作发热情况发生,检查配电箱内接线有无烧焦、松脱、老化现象;1、执行一级保养内容;2、检查、调整机床安装精度,使其符合规定要求1、检查控制系统中的操纵开关、指示灯工作是否正常;2、检查紧固开关按钮、螺丝螺帽有无缺失松动;3、查看传动齿轮、丝杆、螺母等有无磨损或裂齿情况;4、查看导论V行槽底是否磨起沟槽;5、更换联轴器的弹性垫圈;6、检查贮丝筒传动链上的齿轮是否失油,尼龙齿轮是否磨损;7、检查液压管道有无渗漏现象;8、检查工作液是否充分,水管、针阀和喷嘴是否堵塞;9、检查电气操纵按钮是否损坏;10、检查各行程开关、保险丝以及其他电气元件是否正常;11、检查接地装置是否安全可靠;12、执行一级保养内容。
设备保养记录表编制:生产部设备类型保养内容保养内容保养内容保养结果。
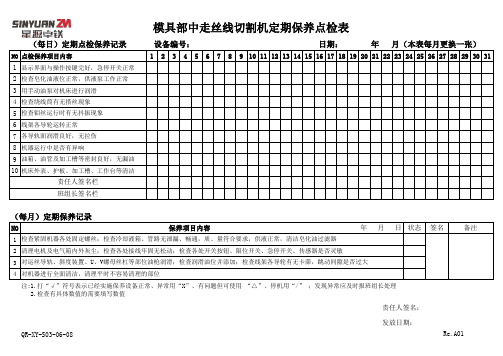
模具部中走丝线切割机定期保养点检表
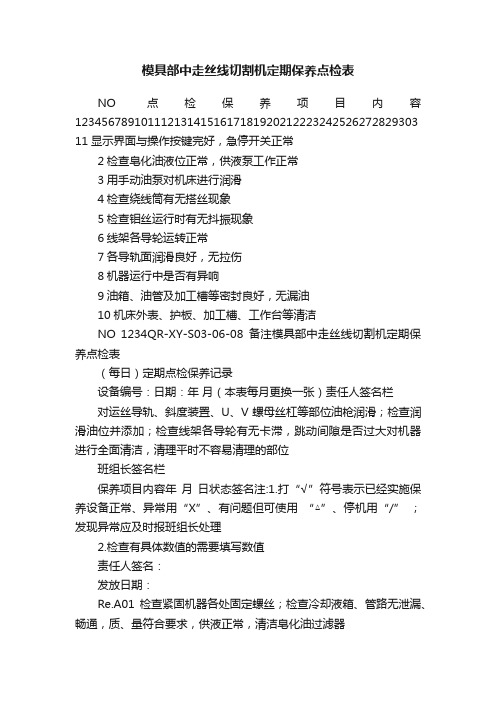
模具部中走丝线切割机定期保养点检表
NO 点检保养项目内容1234567891011121314151617181920212223242526272829303 11显示界面与操作按键完好,急停开关正常
2检查皂化油液位正常,供液泵工作正常
3用手动油泵对机床进行润滑
4检查绕线筒有无搭丝现象
5检查钼丝运行时有无抖振现象
6线架各导轮运转正常
7各导轨面润滑良好,无拉伤
8机器运行中是否有异响
9油箱、油管及加工槽等密封良好,无漏油
10机床外表、护板、加工槽、工作台等清洁
NO 1234QR-XY-S03-06-08备注模具部中走丝线切割机定期保养点检表
(每日)定期点检保养记录
设备编号:日期:年月(本表每月更换一张)责任人签名栏
对运丝导轨、斜度装置、U、V螺母丝杠等部位油枪润滑;检查润滑油位并添加;检查线架各导轮有无卡滞,跳动间隙是否过大对机器进行全面清洁,清理平时不容易清理的部位
班组长签名栏
保养项目内容年月日状态签名注:1.打“√”符号表示已经实施保养设备正常、异常用“X”、有问题但可使用“△”、停机用“/” ;发现异常应及时报班组长处理
2.检查有具体数值的需要填写数值
责任人签名:
发放日期:
Re.A01检查紧固机器各处固定螺丝;检查冷却液箱、管路无泄漏、畅通,质、量符合要求,供液正常,清洁皂化油过滤器
清理电机及电气箱内外灰尘;检查各处接线牢固无松动;检查各处开关按钮、限位开关、急停开关、传感器是否灵敏。
切割机季保养记录表

记录项只能填写OK或是NG,备注项填写异常状况。 格式: 版号:A0 保存年限: 3年
审核
备注
检查方法
目检 目检 目检 手检 目检 手检 手检 手检 目检 手检 目检 目检 手检 手检 手检 手检
检测工具
N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A 万用表
பைடு நூலகம்
记录
10 检查各按钮开关有无松动 11 检查机械运动部分是否润滑 12 检查铣刀的下刀高度 13 检查连接线是否有松脱 14 检查机器固定支撑脚防松螺丝 15 检查XY轴马达连接器 16 检查机台防静电性能
切割机季保养记录表
工序 设备编号 保养时间 下次保养时间 保养人
TCM
项目 1 2 3 4 5 6 7 8 9
清洁机台外观 检查铣刀寿命是否在范围内 机台呈移动状态之连接线 底部电控箱 检查主轴寿命是否在范围内 清洁感应器 检查集尘袋的集尘情况 检查气路是否泄漏 检查切割治具
内容
清洁
规格
铣刀寿命在规定的范围内 Table移动过程中有无碰到线 底部电控箱无杂质 主轴寿命是否到期 感应器无灰尘 灰尘不超过集尘袋的三分之一 无漏气 治具完好无损坏 牢固 润滑 下刀刚好轻触PCB板 锁紧 锁紧 锁紧 <1Ω
线割机设备保养点检记录表
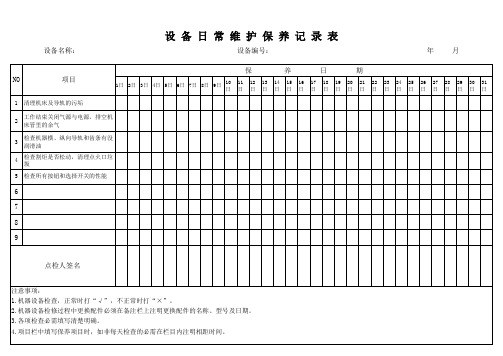
设备日常维护保养记录表
设备编号:
年月保养来自日期NO
项目
1日
2日
3日
4日
5日
6日
7日
8日
9日
10 日
11 日
12 日
13 日
14 日
15 日
16 日
17 日
18 日
19 日
20 日
21 日
22 日
23 日
24 日
25 日
26 日
27 日
28 日
29 日
30 日
31 日
1 清理机床及导轨的污垢
2
工作结束关闭气源与电源,排空机 床管里的余气
3
检查机器横、纵向导轨和齿条有没 润滑油
4
检查割炬是否松动,清理点火口垃 圾
5 检查所有按钮和选择开关的性能
6
7
8
9
点检人签名
注意事项: 1.机器设备检查,正常时打“√”,不正常时打“×”。 2.机器设备检修过程中更换配件必须在备注栏上注明更换配件的名称、型号及日期。 3.各项检查必需填写清楚明确。 4.项目栏中填写保养项目时,如非每天检查的必需在栏目内注明相距时间。
线切割设备维护保养点检表

4 检查线轮、线筒,行程开关、限位装置使其有效动作
பைடு நூலகம்5 检查并紧固各档位手柄,使其能正常动作。
6 检查急停开关能可靠动作。 7 检查机床起动后有无异响。
注意:检查完以上所有项目后,用 √或× ( √表示完好,×表示需维修)正确填表。如需改善或通知行政部,请填写设备故障申报及维修记录表。
操作者:
移交给:
(
1 上、下班时按润滑图对机床导轨、丝杆等部位进行 润滑。
机床编号:
使用部门: 生产部 批准人:
批准日期:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
2 新编程序必须在加工前进行模拟,确保加工时不超程 超限。
线切割日常维护保养点检记录表

年 月设备名称:线切割
123456789101112131415161718192021222324252627282930311、机床是否有漏油现象
每天2、数显是否显示正常
每天3、各档位、功能是否异常
每天4、导轨是否注油
每天5、上一班工作台是否擦拭干净
每天6、各表盘值是否显示正常
每天7、检查稳压器电压是否是220V
每天8、PLC控制面板有无异常
每天9、水泵是否工作正常
每天1、切屑液是否可用
每天2、过滤网是否干净
每天3、导轨油是否加满
每天4、电柜箱内外是否干净
每天操作者故障描述及反应计划
编号使用单位生产部
设备日常维护保养点检记录表
记 录注:1.操作者每日检查 2.点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
保养项目
实施间隔型号/规格。
模具部中走丝线切割机定期保养点检表
NO 点检保养项目内容123456789101112131415161718192021222324252627282930311显示界面与操作按键完好,急停开关正常
2检查皂化油液位正常,供液泵工作正常
3用手动油泵对机床进行润滑
4检查绕线筒有无搭丝现象
5检查钼丝运行时有无抖振现象
6线架各导轮运转正常
7各导轨面润滑良好,无拉伤
8机器运行中是否有异响
9油箱、油管及加工槽等密封良好,无漏油
10机床外表、护板、加工槽、工作台等清洁
NO 1234QR-XY-S03-06-08备注模具部中走丝线切割机定期保养点检表
(每日)定期点检保养记录
设备编号:日期:年 月(本表每月更换一张)责任人签名栏
对运丝导轨、斜度装置、U、V螺母丝杠等部位油枪润滑;检查润滑油位并添加;检查线架各导轮有无卡滞,跳动间隙是否过大对机器进行全面清洁,清理平时不容易清理的部位
班组长签名栏
保养项目内容年 月 日状态签名注:1.打“√”符号表示已经实施保养设备正常、异常用“X”、有问题但可使用 “△”、停机用“/” ;发现异常应及时报班组长处理
2.检查有具体数值的需要填写数值
责任人签名:
发放日期:
Re.A01检查紧固机器各处固定螺丝;检查冷却液箱、管路无泄漏、畅通,质、量符合要求,供液正常,清洁皂化油过滤器
清理电机及电气箱内外灰尘;检查各处接线牢固无松动;检查各处开关按钮、限位开关、急停开关、传感器是否灵敏。
线切割日常保养记录表

设备日常维护保养点检记录表
设备名称:线切割机
序 号
检查保养部位及内容
1 设备各部分运转是否正常,有无异响
设备编号:
年月
周期 1
23
45
67
保养日期及记录 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每日
2 电动机运转是否正常,有无异响
每日
10 每次工作结束时设备是否清洁干净
每日
11 电源线、开关、按钮检查,接线端子锁紧
每月
12 导轮或排丝轮用黄油枪从油嘴处加0#黄油
每月
13
调节四只防震垫铁、校正机床水平;纵横向允 许误差为0.04/1000
每年
异常情况记录
保养人签字
注
备
每天生产前后都要对设备进行保养,“√”表示检查良好,“╳”表示有异常情况,“-”表示休息,“△”表示待修;设备有异常应在“异常情况 记录”栏予以记录,并联系相关人员处理。
每日
3
开机前按要求定时、定点、定量加润滑油,油 应清洁无沉淀
每日
4
检查工作液箱中的工作液是否足够,水管和喷 嘴是否畅通,不应有堵塞现象
每日
5 检查上,下触点是否处于良好状态
每日
6 检查各电器开关、按钮是否灵活,可靠
每日
7 检查零件有无缺损
每日
8 安全可靠
沙迪克线切割维护保养一览表(AQ系列)
公司名称: 担 当 者: 时 间: ____年____月____日
沙迪克丝切割维护保养一览表(AQ系列)
项目
内容及处理
工作台、防漏水装置、工作液箱 清洗并擦干净,清理废屑、脏物
过滤器 日
常 维
交换树脂
护 导电块
压力表超过2KG/MM2时,需更换过滤芯
当Display中Resist读数小于5X104Ω.CM, 而且读数不会再上升时需要更换交换树脂
每放电加工50小时需清洗并更换位置
检查导线轮转动是否顺畅,不顺时拆下清洗 并调整灵活,如损坏需更换 用水清洁或气枪吹干净 废线超过1/3时需清理 检查水箱的液面,太低需添加 清洗导丝器并校正垂直度 清洗刀片并转动刃口 用刷子和细砂纸除去水垢及污物 检查吸水口有无阻塞,用气枪清理管道 更换加工液,清理水箱的污垢、杂物 检查导丝器磨损程度,损耗严重时需更换
上下喷水嘴
如果划伤和破损需更换,有污脏则需清洗
开合导丝器
每星期清洗开合导丝器及其槽,并校正丝的 垂直度
穿丝管
每
周
维
下机头导线轮
护
冷水机及控制柜过滤网
废线箱
加工液
下机头导丝器
每
月剪线刀片ຫໍສະໝຸດ 维水阻传感器护
水泵吸水口
每三月维护 加工液及水箱
半年 导丝器
检查穿丝管是否弯曲,有则更换,并调整穿 丝时的U、V补正