变速箱装配线
参观类的实习报告

参观类的实习报告【推荐】参观类的实习报告4篇参观类的实习报告篇1参观时间:XXXX年5月7号参观地点:保定英利集团参观内容:任课老师和我班28名同学早上8:00准时向着英利出发。
这次参观以加强了解专业学科,明细光伏太阳能电池生产流程为目的。
1、硅料生产车间我们的第一站是硅料生产车间,车间内的机器有条不紊的运行着,车间给我最大的感觉就是特别干净,不像其他工厂一样尘土飞扬。
在硅料生产车间,工人师傅们详细的给我们解说生产过程与生产原理,并向我们展示成品。
现代化生产在车间里得到了完美的诠释,整个车间没有几个工人,但是却可以保证正常生产。
车间的生产设备是国际顶尖设备,说明了我国的太阳能行业走在了世界前列,作为一个中国人感到很兴奋。
2、硅料切割生产的硅料是圆柱体,需要经过切割才能生产太阳能电池。
硅片切割要求十分严格,要在高温下进行操作,并用金刚线进行切割。
切割厚度有严格的限制,要求为0.18mm,这就要求工人在工作时严格按照程序进行生产,否则就会使前面的工序做了无用功。
3、硅片清洗硅片切割完成后,在其表面会有一部分杂志,如不进行清洗,会影响太阳能电池的生产,因此必须使用进行清理后的硅片生产太阳能电池。
清洗硅片是纯手工操作,很薄的硅片工人师傅必须一片片清洗。
清洗必须使用纯净水,而且清洗后的水会经过污水处理系统后循环利用。
这样既保证了正常生产,又不会给环境造成污染。
4、电池生产电池生产车间全自动机器化生产,机器臂代替了手工,把一块块硅片连接起来形成太阳能电池板。
5、光伏电池装框与检测生产好的电池板需要装框处理,这道流程是手工操作。
装好的太阳能电池板还要经过检测,检测合格的才能出厂销售。
6、企业文化展区(一)行业前景:太阳能光伏产业是近几年高速发展的新能源产业,我国不仅已成为全球最大的太阳能电池生产国,占了国际市场一半以上的份额;在技术和成本上也具有明显的优势。
这几年在金太阳示范工程等措施的推动下,我国光伏应用市场也得到了快速发展。
汽车变速箱加工工艺

汽车变速箱加⼯⼯艺汽车变速箱加⼯⼯艺1.齿轮加⼯的主要设备及齿轮材料与加⼯⽅法2.变速箱箱体与齿轮轴的机械加⼯⼯艺过程3.变速箱离合器壳等压铸⽣产线设备4.齿轮变速箱装配流⽔线5.汽车齿轮加⼯的发展趋势⼀、齿轮加⼯的主要设备及齿轮材料与加⼯⽅法1、变速箱齿轮的材料选择:a、选材的原则:零件材料的选择应根据零件的使⽤性能要求及加⼯⼯艺性能、经济成本要求进⾏选择:1)、使⽤性能要求:使⽤性能是指零件在正常使⽤状态下,材料应具备的性能,是保证零件⼯作安全可靠、经久耐⽤的必要条件。
零件在选材时,⾸先要根据零件的⼯作条件和失效形式,正确判断所要求的使⽤性能,再根据主要的使⽤性能指标来选择合适的材料。
变速箱齿轮位于汽车传动部分,⽤于传递扭矩与动⼒、调整速度的作⽤。
的⼏何尺⼨、使⽤寿命要求,就能确定出零件应具有的主要⼒学性能指标。
2)、加⼯⼯艺性能要求:变速箱齿轮常⽤的加⼯⼯艺路线为:下料→锻造→正⽕→粗、半精切削加⼯→渗碳→淬⽕、低温回⽕→喷丸处理→加⼯花键→磨端⾯→磨齿→最终检验在保证使⽤性能的前提下,应尽可能选⽤价格低、货源⾜、加⼯⽅便、总成本低的材料。
b、材料的选择:根据以上使⽤性能和加⼯⼯艺、加⼯成本的综合要求,可基本确定为低C%合⾦结构钢:即我们常⽤的合⾦渗碳钢。
从⽬前我国汽车制造⼚常⽤的⾦属材料来看,汽车变速箱齿轮多采⽤20C r M n T i。
2、齿轮加⼯⼯艺(⼀)齿轮常⽤加⼯⼯艺流程锻造制坯→正⽕→车削加⼯→滚、插齿→剃齿→热处理→磨削加⼯→修整(⼆)各种齿轮加⼯⽅法齿轮加⼯原理有成形法和展成法两种。
常见加⼯⽅法有滚齿加⼯、插齿加⼯、剃齿加⼯、珩齿加⼯和磨齿加⼯等1)滚齿加⼯a)滚齿机Y3150E型滚齿机是如图10-3所⽰Y3150E型滚齿机是⼀种中型通⽤滚齿机,主要⽤于加⼯直齿和斜齿圆柱齿轮,也可以采⽤⼿动径向切⼊法加⼯蜗轮b)加⼯直齿圆柱齿轮根据展成法原理⽤滚⼑加⼯齿轮时,必须严格保持滚⼑与⼯件之间的运动关系。
变速箱齿轮加工自动生产线设计与运用

4.1.1齿向修形和齿廓修形
由于不存在绝对理想化的情况,轮齿齿面载荷分布会出现不均匀的状况,因此齿轮设计者应高度重视载荷的均匀性以达到优化。产生不均匀的情况有两种,一种为装配误差导致的本来相啮合的副中心线不平行,出现啮合齿轮错位即偏载现象。另一种是传动系统中载荷引起的轴变形,产生弯曲或扭转。齿向修形在这时会起到提高齿轮承载力和传动可靠性,对齿轮载荷的均匀性有明显作用。以上可以看出,齿轮变速箱在运转的过程中,遭受着荷载等问题使得各部位零件2箱体加工时刚性较差
齿轮箱体是中空类零件,在加工时容易产生振动,我们在夹紧的时候增加定位地方的支撑点,在箱体内部增加支撑杆,增加箱体两侧的刚性。合理选择正确的铸铁刀片减少零件的变形。最终保证工件加工的精度。
4、生产齿轮变速箱的优化
4.1微观修形优化
从微观的角度来看,生产齿轮变速箱优化分为齿向修形、齿廓修形和轮齿修形。
变速箱齿轮加工自动生产线设计与运用
摘要:箱体类零件是机器或者部件中的基础零件,它与轴、轴承、齿轮等零件的配合,组成了机器或者部件,因此箱体类零件的加工质量非常重要,体现在孔的尺寸精度、孔与孔的间距和同轴度。本文通过对齿轮减速箱体的工艺分析,正确处理加工中的装夹,制定合理的加工路线,从而完成了产品的加工,并达到了质量要求。
电子课件-《工程机械底盘典型零部件拆装与检测》-A07-3484 模块三 工程机械变速箱类零部件装配

43 模块三 工程机械变速箱类零部件装配与检测
装配后盖壳体 装配轴承 装配卡环 装配输出轴轴承盖及接头 装配加长中间轴盖 装配气缸壳体 装配气缸活塞 装配副变速器换挡拨叉 装配气缸盖等配件
44 模块三 工程机械变速箱类零部件装配与检测
4. 主变速器部分装配 工艺步骤: 装配倒挡介轮 装配倒挡介轮轴 紧固倒挡介轮轴 做对齿标记 装配中间轴总成 装配二轴导套 装配卡环
11 模块三 工程机械变速箱类零部件装配与检测
三、装配前的准备工作
以 HB37A 型混凝土泵车 STIEBE 4496 分动箱装配为例介 绍。
1. 三轴总成装配的准备清单
三轴总成装配的准备清单
12 模块三 工程机械变速箱类零部件装配与检测
2. 二轴总成装配的准备清单
二轴总成装配的准备清单
13 模块三 工程机械变速箱类零部件装配与检测
分动箱结构示意图 1—主油泵 2—三轴 3—三轴轴承 4—三轴齿轮 5—臂架泵 6—二轴齿轮 7—二轴 8—二轴轴承
9—空套齿轮 10—轴承盖 11—连接盘 12—输入轴 13、21—输入轴轴承 14—空套齿轮轴承 15—气缸 16—拨叉杆 17—箱体 18—拨叉 19—离合套 20—输出轴 22—输出轴轴承
1. 车辆变速器的功用 (1)实现变速、变矩 (2)实现倒车 (3)实现中断动力传递
28 模块三 工程机械变速箱类零部件装配与检测
2. 车辆变速器的分类及应用 (1)按传动比的变化方式分类 变速器可分为有级式、无级式和综合式 3 种。 (2)按操纵方式分类 变速器可分为手动变速器、自动变速器和手动自动一体变速 器(简称手自一体变速器)3 种。
本课题以轮式装载机为载体进行介绍。轮式装载机传动系统 如图所示。它可以将柴油发动机的动力,经过变矩、变速传给 驱动桥,从而驱动车轮以不同的速度及不同的牵引力完成装载 机的牵引与行驶。
MQ250变速箱装配新技术

冷加工 MQ250传动器(图1)是大众集团手动横置变速箱3个战略传动器(MQ200、MQ250、MQ350)中的一员。
是MQ系列产品中最早诞生的产品。
是在现代的模拟技术和计算技术辅助下,优化了力学、声学、换挡舒适性、经济性和动力性,为大众A级车配套的平台传动器。
转矩容量为250N·m,重42.5kg。
该传动器广泛应用于于BORA(宝来) 1.8T 、Sagitar (速腾)1.8T、Sagitar(速腾) 2.0L 、Future B6 等大众公司的A级轿车上。
MQ250变速箱的输入轴和输出轴的所有齿轮均是常啮合的斜齿轮,传动平稳;所有的换挡齿轮均采用高强度的滚针轴承和轴配合;前进挡均为同步器式。
其中:1、2挡为双锥面同步环,成倍增加了有效的接触摩擦面积,使得同步器的效率增加约50%,换挡力减少了一半,大大改善了换挡的舒适性。
每个挡的双锥面同步器(图2)同步环由三部分组成:内同步环、锥面环、外同步环。
外换挡机构采用拉索机构,同杆式结构相比,具有噪声小、振动小的优点。
内换挡机构(图3)是转动式结构,换挡机构的支点都有球轴承。
整个换挡机构制造、安装精度都很高,保MQ250变速箱装配新技术中国第一汽车集团公司 (吉林长春 130011) 李文波证了换挡的准确、轻便,并且设计有倒挡锁止销,即换倒挡时,可以使输入轴转速降至零,再挂倒挡,防止倒挡冲击。
一、装配线介绍1. 概述MQ250装配线 由CPT公司制造,可混流生产,全线自动化程度高,所有重要的零件特性都自动检测,整冷加工个工艺充分考虑了康采Lastenheft的要求。
整条装配线共41个工序,其中自动工序7个,半自动工序14个,手动工序13个,返修线1条,备用工序6个。
2. 装配线主要特点(1)压装 主要使用自动压装设备,每个压装位置都配有独立的液压缸及力和路径监控装置,压头可以同步工作,但是也可以单独实现压装;每个压头都可显示力和位移的控制参数和曲线,并且可以自动储存1000次测量结果,通过窗口可以对压力、位移、最终位置、保持时间、最大时间、综合监控等参数进行调整。
基于S7—1200的商用车变速箱装配线控制系统的实现
制 网络 的综 合 应 用 。
关 键 词 :s 7 — 1 2 0 0 ; 流水线 ; 网络 拓 扑
通 馋 电 . 潦梭 】 I :
2 0 1 3 年 7 月2 5日第 3 O卷第 4 期
Te l e c o m Po we r Te c h n o l o g y J u l y 2 5。2 0 1 3,Vo 1 .3 0 No . 4
文章编号: 1 0 0 9 — 3 6 6 4 ( 2 0 1 3 ) 0 4 — 0 0 9 0 — 0 3
≯ 润穗
≥
基于 S 7 — 1 2 0 0的 商 用 车 变速 箱 装 配线 控 制 系统 的 实现
张 辉
பைடு நூலகம்
( 上海海事 大学 物 流工程学 院, 上海 2 0 1 3 0 6 )
摘 要 :文 中采 用近 几 年 西 门子 推 出的新 型 P L C s 7 — 1 2 0 0为 控 制 系统 核 心 , 设 计 了 商 用 车 变速 箱 副箱 装 配 流 水 线 系统 ,
1 . 1 流水 线结构
本流水 线为 上下 层循 环 式 , 上 层 按 步骤 完 成 装 配
过程 , 下层将 送料 空托 盘送 回装配起 点 , 循 环过 程通 过
P L C既具 有 S 7 — 3 0 0的模 块化 、 结构 紧凑 及功 能全面 的 7 - 特点 , 又有 S 7 — 2 0 0系列 P L 极 ¥ 集 成 通 讯 端C . 高 的性价 比特 点 。
变速箱装配线方案设计
变速箱装配线方案设计在汽车制造业中,变速箱是一个至关重要的部件,它影响到汽车的性能和驾驶体验。
为了提高生产效率和降低成本,设计一个高效的变速箱装配线方案至关重要。
本文将讨论变速箱装配线方案的设计,以实现高效、准确和可靠的装配过程。
一、工艺流程设计在设计变速箱装配线方案之前,需要明确整个工艺流程。
典型的变速箱装配工艺流程包括零部件加工、清洗、检测、组装和测试等环节。
根据实际情况,可以将流程进行进一步细分,并确定各个环节的顺序和流转方式。
在设计过程中需要考虑到各个环节之间的协调与配合,以确保装配过程的顺畅。
二、布局设计一个高效的装配线方案需要合理的布局设计。
首先,需要确定装配线的整体布局,包括主线和分支线的设置以及各个工作站的位置。
在安排工作站位置时,要考虑到物料的流向和人员的操作便利性,以减少空间浪费和工作站之间的移动距离。
同时,还要考虑到各个工作站之间的协调和协作,以确保生产效率的最大化。
三、设备选择选择适当的设备是一个成功的装配线方案设计的关键。
根据装配线的需求,需要选取具有高精度、高效率和稳定性的设备。
例如,自动化装配设备可以提高生产效率和产品质量,并减少人工操作的误差。
此外,还需要考虑到设备的维护成本和可靠性,以确保装配线的稳定运行。
四、人员培训一个高效的装配线方案不仅仅依赖于设备和工艺流程,还需要员工的合理培训和管理。
在设计装配线方案之前,需要对员工进行技能培训,提高其操作设备和执行工艺流程的能力。
此外,还需要建立一套完善的管理机制,包括岗位职责、工作流程和绩效考核等,以确保装配线的执行符合标准和要求。
五、质量控制质量控制是一个装配线方案设计中至关重要的环节。
在设计过程中,需要考虑到各个环节的质量控制措施,以确保产品的质量和合格率。
例如,在装配过程中可以设置自动检测装置,及时发现和修复装配中的问题。
此外,还需要建立一套全面的质量管理体系,包括质量跟踪、不良品处理和质量改进等,以持续提高产品质量。
中国重汽变速箱装配
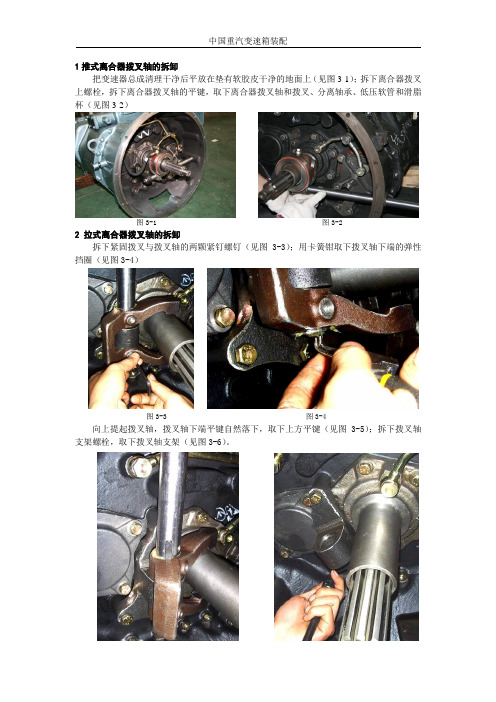
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
变速箱装配线方案设计

变速箱装配线方案设计引言变速箱是汽车的核心部件之一,其装配是整个汽车生产过程中的重要环节。
为了提高生产效率和质量,设计一个高效的变速箱装配线方案至关重要。
本文将介绍变速箱装配线方案设计的相关要点和步骤。
步骤一:需求分析在设计任何一条装配线之前,首先需要进行需求分析,明确装配线的目标和要求。
这些要求包括:1.生产能力:装配线需要满足的产量要求,即每天生产的变速箱数量;2.质量控制:装配线需要保证每个部件和整个变速箱的质量;3.灵活性:装配线需要具备适应不同型号和规格的变速箱的能力。
步骤二:工序规划在明确了装配线的需求后,下一步是规划工序。
一个标准的变速箱装配线可以分为以下几个工序:1.零部件加工:包括零部件的铣削、钻孔等加工工序;2.组件装配:将加工好的零部件组装成各个组件;3.变速箱总装:将各个组件组装成完整的变速箱;4.质量检验:对装配好的变速箱进行质量检验,确保其符合规定的标准;5.包装和运输:对通过质量检验的变速箱进行包装和运输。
步骤三:流程优化在设计装配线的过程中,需要将整个流程进行优化,以提高生产效率和质量。
以下是一些常用的优化手段:1.自动化:通过引入自动化设备和机器人,可以提高装配速度和质量;2.并行处理:将某些工序进行并行处理,可以减少装配时间;3.合理布局:将工作站布局合理,以便操作员可以更快、更方便地进行装配;4.节省空间:合理利用空间,减少无效的动作和行走,提高装配效率;5.多功能设备:使用具有多功能的设备,可以减少设备数量和占用空间。
步骤四:设备选择在开始实施装配线方案之前,需要选择适合的设备。
以下是一些需要考虑的因素:1.设备性能:设备的性能和质量应该能够满足装配线的要求;2.设备稳定性:设备应该具备足够的稳定性,以保证长时间运行不出故障;3.设备成本:设备的成本应该合理,并与预算相符;4.设备供应商:选择有经验和信誉良好的设备供应商。
结论设计一个高效的变速箱装配线方案是提高生产效率和质量的关键步骤。
GETRAG 6DCT250 变速箱维修指南说明书
© GETRAG Jiangxi, May 23, 2016, DCT Team
3.卸下紧固件,确保变速箱中无 污染进入。
20
6DCT250 服务手册
----变速箱输入轴传感器—ISS1更换
4.将新的O 型环安装到传感器。 5.安装传感器。 使用少量变速箱油对O 型环进 行润滑。
1.卸下紧固件 。
2.卸下换挡杆。
3.安装换挡杆。
© GETRAG Jiangxi, May 23, 2016, DCT Team
12
6DCT250 服务手册
----变速箱换挡杆更换
4.安装新紧固件。 拧紧力矩:26-28 Nm
© GETRAG Jiangxi, May 23, 2016, DCT Team
目录
变速箱线束更换 变速箱油位检查 变速箱油更换 变速箱档位传感器更换 变速箱换挡杆更换 变速箱控制模块更换 变速箱输入轴传感器
o ISS2更换 oISS1更换
© GETRAG Jiangxi, May 23, 2016, DCT Team
3
变速箱换挡杆轴密封件更换
23
4
变速箱双离合器更换
6
o拆卸
27
1.用合适的清理剂清理内外输入轴上的花键部分、 导向轴承 的滚道和外输入轴轴承滚道。
2.润滑说明: 取少部分变速箱油润滑空心轴(外输入轴)轴承 滚道处。 使用适量润滑油脂涂抹于内外输入轴花键处。请 使用小油刷以保证对各花键处及周围的均匀涂抹。 不得出现油脂填充花键凹槽现象,如发现油脂较 多请及时清除。
© GETRAG Jiangxi, May 23, 2016, DCT Team
25
MQ250变速箱装配新技术
冷加工 MQ250传动器(图1)是大众集团手动横置变速箱3个战略传动器(MQ200、MQ250、MQ350)中的一员。
是MQ系列产品中最早诞生的产品。
是在现代的模拟技术和计算技术辅助下,优化了力学、声学、换挡舒适性、经济性和动力性,为大众A级车配套的平台传动器。
转矩容量为250N·m,重42.5kg。
该传动器广泛应用于于BORA(宝来) 1.8T 、Sagitar (速腾)1.8T、Sagitar(速腾) 2.0L 、Future B6 等大众公司的A级轿车上。
MQ250变速箱的输入轴和输出轴的所有齿轮均是常啮合的斜齿轮,传动平稳;所有的换挡齿轮均采用高强度的滚针轴承和轴配合;前进挡均为同步器式。
其中:1、2挡为双锥面同步环,成倍增加了有效的接触摩擦面积,使得同步器的效率增加约50%,换挡力减少了一半,大大改善了换挡的舒适性。
每个挡的双锥面同步器(图2)同步环由三部分组成:内同步环、锥面环、外同步环。
外换挡机构采用拉索机构,同杆式结构相比,具有噪声小、振动小的优点。
内换挡机构(图3)是转动式结构,换挡机构的支点都有球轴承。
整个换挡机构制造、安装精度都很高,保MQ250变速箱装配新技术中国第一汽车集团公司 (吉林长春 130011) 李文波证了换挡的准确、轻便,并且设计有倒挡锁止销,即换倒挡时,可以使输入轴转速降至零,再挂倒挡,防止倒挡冲击。
一、装配线介绍1. 概述MQ250装配线 由CPT公司制造,可混流生产,全线自动化程度高,所有重要的零件特性都自动检测,整冷加工个工艺充分考虑了康采Lastenheft的要求。
整条装配线共41个工序,其中自动工序7个,半自动工序14个,手动工序13个,返修线1条,备用工序6个。
2. 装配线主要特点(1)压装 主要使用自动压装设备,每个压装位置都配有独立的液压缸及力和路径监控装置,压头可以同步工作,但是也可以单独实现压装;每个压头都可显示力和位移的控制参数和曲线,并且可以自动储存1000次测量结果,通过窗口可以对压力、位移、最终位置、保持时间、最大时间、综合监控等参数进行调整。
一汽轿车总装简介(车间图片1)

线165米,线宽10 米
装配工位21个
二 次 内 饰 装 配 线
装配工位 32个
线长297米, 宽10米
主要装配及检查内容: 装配轮胎、备胎、前后风窗玻璃、仪表板后段、 电瓶、前后座椅、车门模块等;加注燃油、动力 转向油、风窗清洗液、R134a防冻液等;调整车 门;检查电器功能和整车完整性。 机械化输送设备: 采用6″积放链输送机、5轨轨道输送和双板式 带输送机输送。 主要工艺设备: 轮胎、备胎、电瓶、座椅装配机械手、轮胎电 动定值拧紧机、燃油泄漏检查仪、燃油加注机、 四合一加注机、二合一加注机、车门装配机械手、 EOL写入设备、灯光隧道等。
冷却液
检测仪
发动机尾气排放检测
转鼓试验台
防撞气囊
驾驶员防撞气囊装配
四轮定位及前灯调整
前刹车器总成装配
前刹车器装配
动力总成装配线
动力总成装配线
付车架及发动机总成连接
前减震叉装配
后刹车器装配
后刹车器推力杆装配
后桥总成装配
后桥卷簧压装装配
底盘线设备
下臂定值拧紧机
AGV磁导航车
【总装生产线】
路试跑道 入库 9个工位 淋雨线 10个工位 10个工位 终检线 涂装车间送来的 车身
完整性检查
二次内饰
一次内饰(40工位)
检测线
仪表框分装
前桥分装 二 次 内 饰 ( 个 工 位 ) 底 盘 线 ( 24 个 工 位 ) 动力总成分装线 8个工位 后桥分装 20个工位 发动机与变速器分装线
生产车型:
1、M6及M6的系列变型车 2、基于M6底盘的自主开发车 3、MPV及其变型车 奔腾(C301)
M6轿车
4、B130车等
厂房建筑面积: 54463 m2 (主厂房占地47514 m2, 生产使用面积24300 m2,物流使用面积:23214 m2 ) 生产节拍:101秒 工位数:94个装配工位及36个检测、检查车位。 主要先进设备: 1、检测线:由美国宝克公司制造,具有国际最先进水 平。包括四轮定位仪、 转毂试验台、大灯检 测仪、侧滑实验台等。 2、加注机:由德国申克公司制造,具有国际最先进水 平。包括四合一加注机(加注介质:R134a、动力转 向油、防冻液、风窗清洗液)、二合一加注机(加 注刹车液、进行空调初抽真空)。 3、机械化输送系统:包含11条输送线,如:摩擦滑橇、 积放链、双板式带、积放轨道、自行葫芦输送机等。 4、室外配置1920米综合试验跑道。
手动变速箱

一、机构原理
8、互锁机构 这一机构用于防止同时挂档至两个档位。
5T065依靠换挡摆杆互锁架实现互锁功能。
换挡拨叉头有三个槽,换挡摆杆互锁架总是在其中两个之内,并且除了 正在使用的那一个换挡拨叉外,其它换挡拨叉都被锁定。
换挡摆杆互锁架
换挡摆杆
换挡拨叉头
37
一、机构原理
例如,如下图所示,当换挡位置位于第一或第二档时,换挡摆杆与换挡摆杆互锁 架移向右边,换挡摆杆互锁架阻止第三、四和第五、倒档换挡拨叉头移动,只有 第一、二档拨叉头能够移动。这样,变速箱只能换挡至第一或第二档。
41
一、拆卸技术要求
(1)从车上拆下时,注意检查: 1、外表连接件是否齐全 2、有无托底磕碰 3、取下的变速器要轻放,严禁摔碰,以免外壳破裂
(2)拆装变速器时: 1、在开始分解变速箱之前,先目测检查漏油或其它故障。 2、在开始分解变速箱之前,先洗尽外表的沙尘等,以确保重新组装时, 不会落入变速箱内。 3、拆开变速箱外壳及其它有轻合金接头的部件时,不要用螺丝刀之类的 工具去撬。要用塑料锤将其分开。 4、将拆开的部件置于安全处,按顺序放置好,并防止沾染上灰尘。
如换挡杆移动,与结合套的槽啮合的换挡杆拨叉就沿图中箭头A方 向推动结合套。由于结合套与滑块通过滑块中心的凸起部分相啮合,结 合套的运动被传递给滑块,滑块又将同步环推压在齿轮锥形部分上,以 使同步器运作。
16
一、机构原理
由于结合套与齿轮间的
速度差异,以及同步环与齿 轮锥之间的摩擦力,同步环 沿齿轮旋转方向运动。移动 的量等于键槽宽与键宽之差。 所以,从上往下看时,结合 套里的花键与同步环上的花 键并未处于相互啮合的位置。
结合套
同步环
A
齿轮 滑
大众01M自动变速器拆装部分

2019/10/8
将压盘和离合器片装到内片支架上 安装压盘a,光滑面朝向内片,阶 梯面朝向内片支架。 安装3个内片b和2个外片c 逐个地夹住支撑环(箭头所示) 正确安装固定凸缘 将波形弹簧垫圈和其它离合器片装 入离合器壳体
17
2019/10/8
将波形弹簧垫圈和内外片装入离合 器壳体中 首先装入波形垫圈 安装2cm厚的外片 安装其余的内外片
安装内片支架和弹性挡圈(箭头所示)
安装弹性挡圈时须稍微抬起内 片支架(箭头所示)
18
2019/10/8
分解和组装倒挡离合器K2
VW401 VW460 3267
压板 拆装设备 装配环
19
2019/10/8
拆卸和安装弹性挡圈(箭头所示) 用专业工具3267向下压弹簧支撑板, 直到可以拆装弹性挡圈。 不要损坏离合器的球阀。
2019/10/8
55
确定调整垫片
1:ATF油泵
2:垫圈
3:B2片组,没有最后一个外片
4:隔离管
第一个外片(箭头所示)和最后一 个外片(调整时不安装)必须是 3mm厚。
BX=a-b-2.65mm
JX=a-b-3.2mm
2019/10/8
56
测量尺寸a
2019/10/8
测量尺寸b
57
宝来间隙表:最后外片必须是3mm厚
45
安装千分表到vw382/7上
安装千分表并以1mm预紧力将 千分表装到螺栓头中间,
将千分表至零。
上下移动小输入轴并读测量值
如:测量值2.00mm
2019/10/8
46
2019/10/8
安装螺栓及垫圈和调整垫圈拧紧 拧紧力矩:30Nm 测量间隙。
变速箱装配线设备管理信息系统设计与实现
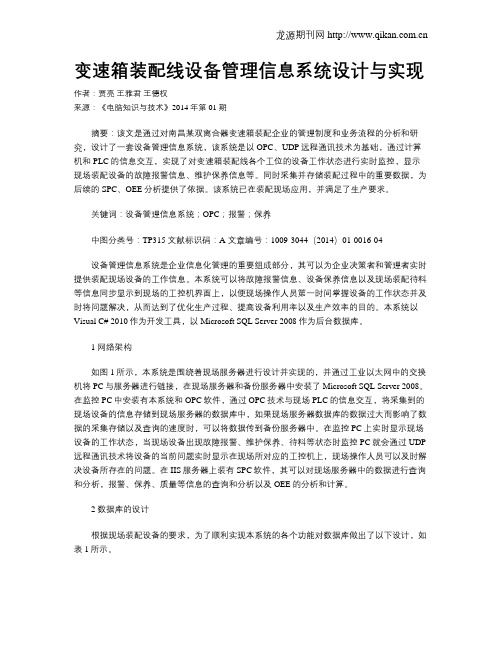
变速箱装配线设备管理信息系统设计与实现作者:贾亮王雅君王德权来源:《电脑知识与技术》2014年第01期摘要:该文是通过对南昌某双离合器变速箱装配企业的管理制度和业务流程的分析和研究,设计了一套设备管理信息系统,该系统是以OPC、UDP远程通讯技术为基础,通过计算机和PLC的信息交互,实现了对变速箱装配线各个工位的设备工作状态进行实时监控,显示现场装配设备的故障报警信息、维护保养信息等。
同时采集并存储装配过程中的重要数据,为后续的SPC、OEE分析提供了依据。
该系统已在装配现场应用,并满足了生产要求。
关键词:设备管理信息系统;OPC;报警;保养中图分类号:TP315 文献标识码:A 文章编号:1009-3044(2014)01-0016-04设备管理信息系统是企业信息化管理的重要组成部分,其可以为企业决策者和管理者实时提供装配现场设备的工作信息。
本系统可以将故障报警信息、设备保养信息以及现场装配待料等信息同步显示到现场的工控机界面上,以便现场操作人员第一时间掌握设备的工作状态并及时将问题解决,从而达到了优化生产过程、提高设备利用率以及生产效率的目的。
本系统以Visual C# 2010作为开发工具,以Microsoft SQL Server 2008作为后台数据库。
1 网络架构如图1所示,本系统是围绕着现场服务器进行设计并实现的,并通过工业以太网中的交换机将PC与服务器进行链接,在现场服务器和备份服务器中安装了Microsoft SQL Server 2008。
在监控PC中安装有本系统和OPC软件,通过OPC技术与现场PLC的信息交互,将采集到的现场设备的信息存储到现场服务器的数据库中,如果现场服务器数据库的数据过大而影响了数据的采集存储以及查询的速度时,可以将数据传到备份服务器中。
在监控PC上实时显示现场设备的工作状态,当现场设备出现故障报警、维护保养、待料等状态时监控PC就会通过UDP 远程通讯技术将设备的当前问题实时显示在现场所对应的工控机上,现场操作人员可以及时解决设备所存在的问题。
--装配生产车间制造执行系统MES设计_机床设备

装配生产车间制造执行系统MES设计制造执行系统(ManufacturingE xecutionS ystem,MES)的概念形成于20世纪80年代末,90年代逐步完善并得到迅速发展。
美国先进制造研究机构AMR将MES 定义为:“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为计划的执行而跟踪所有资源(人、设备、物料)的当前状态。
本文结合大型汽车变速箱装配线MES系统的设计与开发实践,对MES系统的体系、功能结构及相关技术进行介绍。
一装配生产线配置分析装配生产车间的设备系统主要包括以下四类:装配生产线、装配线料架、物料仓库和送料系统。
根据企业确定的系统设计目标,追踪当前技术发展趋势,建设一个自动化程度高的装配生产车间,相关设备选用了先进的装配生产线、智能料架、智能立体仓库和智能送料小车,并通过制造执行系统将各类设备和系统有机地集成起来,达到生产过程的高度自动化。
1 装配生产线包括流水线装配小车、装配工具和设备,装配小车采用新型的轨道导向小车(Rail Guided Vehicles, RGV)和自动导向小车(Automatic Guided Vehicles, AGV),取代配置相对复杂而且机动性差的输送机系统。
2 装配线料架采用智能料架管理,实现各个工位主要零部件的上料、用料、存储的自动计数等功能,以便于物料的申请与配送,提高供料自动化程度。
3 零部件仓库存放零部件的堆场有:主仓库、部件装配车间、自制件仓库等。
其中,主仓库采用智能化的立体仓库,实现自动化出料。
4 物料配送系统采用激光导向小车(Laser Guided Vehicles,LGV)进行物料配送。
激光导引方式与电磁、光学、惯性导引方式相比,具有停止精度高,自主性强,智能化程度高,适应性、灵活性强,路径的扩充和更改更为方便,安装成本低,运行可靠性高等优点。
二装配生产物流、数据流分析1 系统主要物流为了设计出合理的MES系统功能结构,需要分析装配车间物流变化,主要包括以下几个环节:1)制订装配生产计划:计划部门根据市场需求等情况制订装配计划。
产品交付考核办法
产品交付考核办法第一篇:产品交付考核办法产品交付考核办法1.为了保证生产计划按期完成,且能及时交付用户,特制定本办法。
2.本办法适用于公司生产车间、外协、外购供货厂家、物流公司、技术中心、工程制造部、质量、部、生产、部、储运部、销售部等单位。
3.依据3.1变速箱装配线停线考核依据变速箱装配《“3+4”计划》。
3.2配件、铁牛产品、发动机齿轮和出口产品完成情况考核依据四类产品的“上、中、下旬进度计划”。
3.3产品交付用户的考核依据销售部市场反馈交付信息。
4.流程4.1变速箱装配线停线考核流程4.1.1生产管理部每日下发“3+4滚动计划”,确保3天固定、4天预告的严肃性。
4.1.2总装车间按照“装配日计划”组织生产,并每天及时将完成情况传递至企划部。
4.1.3企划部根据总装车间反馈的信息调查停线原因,鉴定责任单位和责任人,并在1日内下达《处罚单》,罚单要注明造成的原因和考核标准。
4.1.4如责任单位对处罚有异议,在1日内将信息反馈至企划部,企划部进一步落实后重新裁定,无反馈信息视同认可处罚。
4.1.5责任单位查明原因、制定整改措施、以防止此类事项再次发生,并在2个工作日内上报企划部。
4.2配件、铁牛产品、发动机齿轮和出口产品计划完成情况的考核流程4.2.1企划部每月负责制定以上四类产品“上、中、下旬入库计划”。
4.2.2企划部计划每日负责将入库信息传递至企划部。
4.2.3企划部根据反馈信息调查未完成原因,鉴定责任单位和责任人,并在1日内下达《处罚单》,罚单要注明造成原因和考核标准。
4.2.4责任单位对处罚有异议,在1日内将信息反馈至企划部,企划部进一步落实后重新裁定,无反馈信息视同认可处罚。
4.2.5责任单位查明原因、制定整改措施、以防止此类事项再次发生,并在2个工作日内上报企划部。
4.3产品交付用户的考核流程4.3.1销售部(销售管理部)及时收集各区域市场用户交付信息,并将未按期交付信息及时传递至企划部。
线束装配及密封作业指导

线色正确接线,要求线束从下往上插接,避免水雾等顺线束进入电 器元件。 • 舱体内沿封板布线时必须用车身线卡打孔固定。
主要工艺参数
• 线束固定点间距(300~400)mm。
质量要求
•
1. 保证蓄电池的电桩头与电源线紧密接触,不可松动;
工艺内容
• d线束与电器相接时,线束应留有一定的 余量。
主要工艺参数
• 接头处不可受力,活动余量(30~50)mm
质量要求
• 线束与电器件连接后应留出一定的余量, 方便电器件取出维修,线束余量以满足条 件为:电器件取出仪表台后露出线束约 100mm。
工艺内容
• e.插接体两端应有固定点。
主要工艺参数
• 盒尺 • 目测
设备检具
1顶架线束
• 工艺内容 • c.顶架线束的型材过孔必须有相匹配的穿线
护套。
主要工艺参数
• 穿线护套长度不得大于型材过孔10mm
质量要求
• 穿线护套不允许出现只有一边穿过型材, 另一端落在型材中间的现象,也不允许穿 线护套过长,将线束夹在护套缝隙内的现 象。
• 盒尺 • 目测
–
线束经过孔洞时,必须用穿线护套保护(若无合适的穿线护套可用波纹管或
黑色橡胶替代,但要固定牢固不可使其脱落),穿过车身的孔洞,应加密封
胶填满孔洞缝隙,以免灰尘进入车厢内部。线束过拐角边棱时应包橡胶皮或
地板革保护,用地板革保护时,在外漏或打开舱门等容易看到的地方要用与
其周围的颜色相同或相近的颜色。
–
车辆批量生产时,有作业指导书的,首先应严格遵循作业指导书的要求执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
企业介绍/Corporation Introduction
▪ 现代集团是一家世界500强公司,韩国10大企业集团之一。 威压机械株式会社FAE事业部目前为通用、现代、起亚、双龙等世界著名汽车制 造厂提供自动化的发动机装配线和变速箱装配线。
▪ 典型客户/Customers
Page ▪ 6 业务咨询:18696541299 廖伟庆
变速箱装配设备 Transmission Assembly Equipment
Tapered Snap Ring Press
Multi Spindle Equipment
Auto Loading / Unloading Robot
质量认证 Quality Certificates
▪ TS & ISO Certificates
Page ▪ 9
动力总成装配线交付情况 Powertrain Assembly Deliveries
Deliveries Worldwide Deliveries Domestic
动力总成装配线交付/Powertrain Assembly Deliveries
6速自动变速箱装配线 6-Speed Automatic Transmission Assembly
自动变速箱传输装配线 Automatic Transmission Carrier Assembly
手动变速箱装配线 Manual Transmission Assembly
动力总成团队概览/Powertrain Team Overview
动力总成团队 主要业绩 Key Facts about Powertrain Team
分包商: 30家 工程师: 262位
高级工程师: 73人
2008年销售额: 1亿美元
成立时间: 1952年
Engineers
Sub-contractors
South America
São Paulo, Brazil - Gasoline Engine
Page ▪ 11业务咨询:18696541299 廖伟庆
动力总成装配线典型客户/Powertrain Customer Base - 海外 Overseas
▪ 海外典型客户/Overseas Customers
▪ Hanwha is one of the Fortune 500 companies, one of the ten biggest groups in Korea. Hanwha TechM FAE department has been providing Engine & Transmission Assembly Lines for GM, Hyundai, KIA, Ssangyong and so on.
汽油机装配线(1.0L/1.4L/1.8L) Gasoline Engine Assembly (1.0L/1.4L/1.8L)
柴油机装配线(2.5L/2.8L) Diesel Engine Assembly (2.5L/2.8L)
6速自动变速箱装配线 6-Speed Automatic Transmission Assembly
Harbin, China - 4Speed Transmission
North America
Toledo, USA - 6Speed Transmission
San Luis Potosi, Mexico - 6Speed Transmission
Georgia, USA - 6Speed Transmission
30 Companies 262 Engineers
Foundation:1952
Page ▪ 4
Sales in 2008
US$ 100 Million
主要产品 Main Products
Key Business Area Quality Certificates
动力总成装配自动化 Powertrain Assembly Automation
▪ 应用领域/Application Area
变速箱/Transmission
- 自动/Automatic - 手动/Manual
发动机/Engine
-Engine Assembly Line Cylinder Head
Assembly line -Cam Carrier, Intake Manifold, Tappet Line
现代集团 工厂自动化事业部 动力总成领域
Powertrain Team Profile
目录/Contents
1 企业介绍/Corporation Introduction 2 主要产品/Main Products 3 动力总成装配线交付/Powertrain Assembly Deliveries
Czech - 5Speed Transmission
Europe Asia
Beijing, China - Manual Transmission Chennai, India - Manual Transmission
Rayong, Thailand - Diesel Engine
Yantai, China - 6Speed Transmission
时间Ye ar
项目 Description
2008
2007 2006 Page ▪210205
4速自动变速箱装配线 4-Speed Automatic Transmission Assembly
手动变速箱装配线 Manual TBiblioteka ansmission Assembly
6速自动变速箱装配线 6-Speed Automatic Transmission Assembly
Page ▪ 7业务咨询:18696541299 廖伟庆
发动机装配设备 Engine Assembly Equipment
Auto Pin Press Machine
Auto Multi Spindle Machine
Page ▪ 8业务咨询:18696541299 廖伟庆