卫生护垫工艺流程卡
卫生巾工艺流程图
卫生巾工艺流程图-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
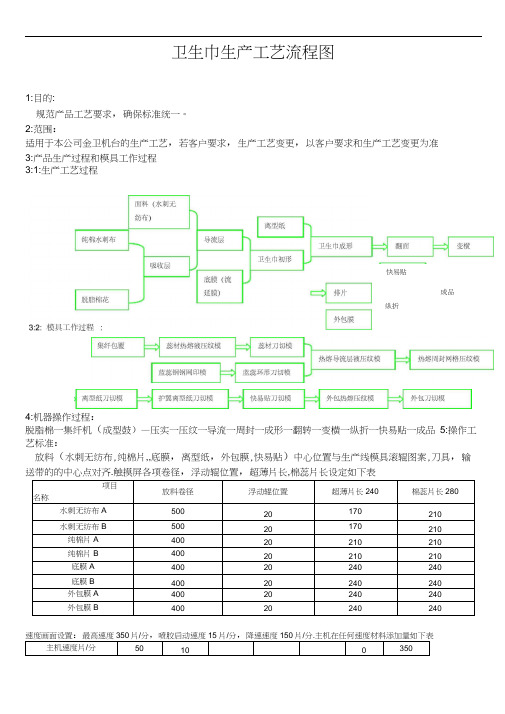
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:产品生产过程和模具工作过程 3:1:生产工艺过程3:2:4:机器操作过程:脱脂棉—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的速度画面设置:最高速度350片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度材料添加量如下表:5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准: 流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60±3℃。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐, 热熔缸的加热温度结构胶160±3℃,枪体温度160±3℃,喉体温度155℃±3℃, ,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
5:6卫生巾成形标准: 边封环形刀与卫生巾中心线对齐,环形沿网格压实纹边整齐切断,护翼边中心点至蓝蕊边距离41±0.5MM,头部边中心点至蓝蕊边距离18±0.5MM,环形刀二头部中心线距离240±0.5MM,离型纸2条喷胶线,每条的宽度14±0.1MM,长度174±0.5MM,离型纸宽45±0.5MM,长度192±0.5MM,离型纸中心线与卫生巾中心线对齐。
骨科护理垫的制作流程

本技术新型涉及一种骨科护理垫,解决了现有技术中骨科病人在恢复过程中使用的垫体容易变形的不足。
本技术新型提供的一种骨科护理垫,在底座上设有凹槽,在凹槽的侧壁上设有弹性垫,弹性垫与病员肢体直接接触,使得护理垫具有良好的舒适性能,利于病员的恢复;底座包括前板、后板和中间板,前板和后板通过螺钉固定在一起,前板、后板配合中间板形成对弹性垫进行定位的定位槽,弹性垫固定在定位槽内,弹性垫与底座连接可靠,优化了护理垫在使用时的稳定性能;弹性垫固定在底座上,长期使用后,护理垫不会产生塑性变形,大大延长了护理垫的使用寿命,提高了护理垫在使用过程中的稳定性能。
技术要求1.一种骨科护理垫,其特征在于:包括底座(1),所述底座(1)上设有容纳病员肢体的凹槽(2),所述凹槽(2)的侧壁上固定有弹性垫(3),所述底座(1)包括前板(4)和后板(5),在前板(4)与后板(5)之间设有中间板(6),所述前板(4)、后板(5)配合中间板(6)形成固定弹性垫(3)的定位槽(7),所述中间板(6)的宽度小于弹性垫(3)的厚度,以利于前板(4)和后板(5)压紧弹性垫(3),所述中间板(6)粘接在后板(5)上,所述前板(4)通过螺钉(8)固定在后板(5)上,所述后板(5)上设有凸柱(9),所述凸柱(9)上设有与螺钉(8)配合的螺孔,所述凸柱(9)为圆台体,并且,所述凸柱(9)与后板(5)之间还粘接有肋板(10),所述前板(4)和后板(5)上均粘接有咬紧弹性垫(3)的凸齿(11),所述凸齿(11)均位于定位槽(7)内;所述中间板(6)上还粘接有凸块(12),所述凸块(12)上开设有通孔(13);所述弹性垫(3)包括海绵块(14)和罩设在海绵块(14)外的罩体(15),所述罩体(15)上设有开口,所述罩体(15)上设有封闭开口的拉链,所述拉链为隐形拉链;所述罩体(15)与海绵块(14)之间还设有柔性隔水罩(16),所述柔性隔水罩(16)罩设在海绵块(14)上;所述螺钉(8)上设有便于旋转螺钉(8)的把手(17),所述把手(17)与螺钉(8)为一体式结构,并且,所述把手(17)上粘接有橡胶层,所述橡胶层上设有花纹;所述后板(5)与中间板(6)之间设有提高后板(5)与中间板(6)连接强度的加强筋(18),所述加强筋(18)粘接在后板(5)与中间板(6)之间。
卫生巾的生产流程与技术
卫生巾的生产流程与技术卫生巾作为女性必需品,对于女性而言其意义重大。
然而,卫生巾的生产流程与技术却鲜有人了解。
本文将从原材料的选取、加工制造、品质检测等方面详细探讨卫生巾的生产过程。
一、原材料的选取卫生巾的原材料主要有芯体、表层、底层以及胶带等。
其中芯体是卫生巾的重要组成部分,其品质直接影响着卫生巾的舒适度和吸收性能。
常用的材料有纯棉、竹浆纸、木浆纸、聚合物吸收介质等。
而表层和底层材料则主要为非织造布、超细纤维、网状物质等。
在选取原材料时,首先要考虑其吸收性和透气性能。
对于芯体材料,品质要求较高,应避免使用含荧光剂、草酸、重金属等有害物质。
同时,对于表层和底层材料,也应选择无刺激、无异味、无毒害的材料。
二、加工制造1. 预处理阶段在制造卫生巾前,首先要将原材料进行预处理。
例如,棉花需要进行开松、打秤、拉布等工艺;非织造布需要进行融合、压花等处理。
这些工序有助于提高原材料的松软性、透气性和手感。
2. 打层阶段打层阶段主要是将芯体、表层和底层等材料按照既定比例进行打层。
首先将芯体材料放在中间,再分别将表层和底层材料放在两侧。
在这个过程中,注意打层的均匀性和紧密度,以保证卫生巾的整体品质。
3. 压缩烘干阶段打层完成后,需要将其进行压缩固定。
在这个过程中,会根据芯体材料的不同进行不同温度和压力的加热。
加热过程不但有助于提高材料的吸水性能和强度,还有助于破坏细菌等有害物质。
4. 模切阶段模切是将已经经过烘干的卫生巾料片按照规格进行裁剪的过程。
这个过程的精确度和速度都很重要,可通过专业的刀模和设备来实现。
同时,在这个过程中也有可能会涉及到再次烘干等处理。
5. 组装阶段组装阶段是将芯体、表层和底层材料以及胶带等按既定比例组装在一起的过程。
这个过程也需要特别注意卫生,以避免污染。
在组装完成后,还需要拿到清洁车间进行杀菌处理之后才能包装。
三、品质检测卫生巾生产完成后,还要经过严格的品质检测,以确保产品的质量和卫生安全。
卫生巾工艺流程图
卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准 3:产品生产过程和模具工作过程 3:1:生产工艺过程4:机器操作过程:脱脂棉一集纤机(成型鼓)—压实一压纹一导流一周封一成形一翻转一变横一纵折一快易贴一成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输 送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表项目名称放料卷径 浮动辊位置超薄片长240棉蕊片长280水刺无纺布A 500 20 170 210 水刺无纺布B 500 20 170 210 纯棉片A 400 20 210 210 纯棉片B 400 20 210 210 底膜A 400 20 240 240 底膜B 400 20 240 240 外包膜A400 20 240 240 外包膜B40020240240主机速度片/分 5010350成品纵折快易贴5:1纯棉切片标准:纯棉片刀切长度165土0.05MM5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160± 3C ,枪体温度162± 3C ,喉体温度160± 3C ,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准:流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60± 3C。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐,热熔缸的加热温度结构胶160± 3C ,枪体温度160± 3C ,喉体温度155C±3C ,,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
卫生巾的制作工艺及材料分析

卫生巾的制作工艺及材料分析面对当今市场上的各种卫生巾,人们可能不再太关心它们的制作工艺和材料,只关心自己的使用感受和效果。
但是,深入了解卫生巾的制作工艺及材料分析,对我们了解消费品的制作过程、了解自身健康、了解选择文字所具有的深远意义。
首先,卫生巾的制作工艺一般分为四个步骤:原材料的选择、裁切、构造和包装。
而这四个步骤对卫生巾的质量和性能有着重要影响。
其中原材料的选择就非常关键。
卫生巾的主要原材料包括表面层、吸收层和底面层。
表面层的材料非常关键,因为它要直接接触到肌肤上,需要有良好的透气性、柔软性,同时还需要有一定的防水性和防渗透性。
吸收层则需要能够快速吸水和固定水分,同时不会产生异味和感染,这样才能有效地防止外泄和渗漏。
底面层作为卫生巾的支撑层,需要有一定的稳固性和防滑性,以保持卫生巾的形状和位置。
裁切环节则需要对原材料进行精确的尺寸设计和切割,以保证每个卫生巾的大小和形状一致。
构造环节需要将各个层次的原材料进行粘合和组装,以完成卫生巾的整体结构。
最后,包装环节则是将卫生巾进行卫生、密封、外包装等处理,以保证卫生巾在生产、运输和使用过程中的质量能够得到保障。
除此之外,一些先进的卫生巾还会加入特殊的功能性材料,例如抑菌剂、芳香剂、薄荷等,以增强卫生巾的性能和使用体验。
但是,在了解卫生巾的制作工艺的同时,我们也需要关注卫生巾所选用的原材料,这对我们了解卫生巾的质量和使用效果至关重要。
首先,表面层所选用的材料需要具有良好的透气性、柔软性等特性,同时也需要有一定的防水性和防渗透性。
一些正品的卫生巾都会采用医用级别的棉素织物或柔软的无纺布作为表面层材料,这些材料都能够达到很好的透气性、柔软性和防水性,同时也不会对肌肤产生过多的刺激。
其次,吸收层作为卫生巾的关键部分,材料的选择也非常重要。
一些正品的卫生巾采用的是超薄高密度松马料或者高分子材料等,在吸收能力、速度和保持效果等方面都要比普通材料更加优秀。
最后,底面层材料需要具有一定的支撑力和防滑性,一些正品的卫生巾会采用聚酯或者胶黏材料作为底面层材料,这些材料能够有效地防止卫生巾的移动和变形,同时还能让卫生巾更加平滑舒适。
雷诺护垫施工指南(详细版)F100330
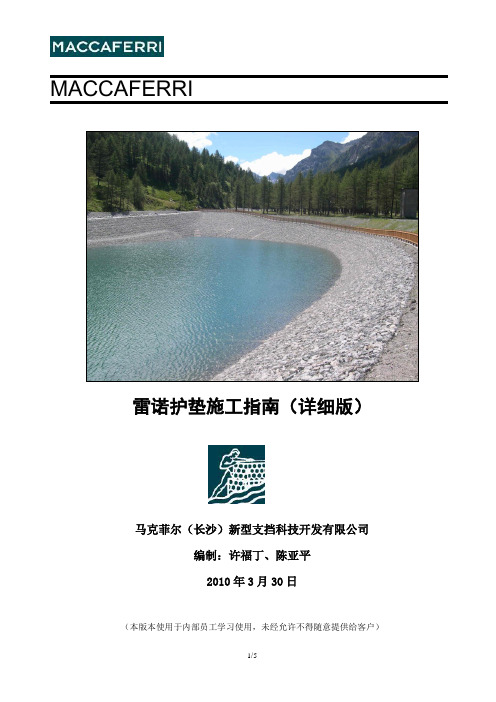
MACCAFERRI雷诺护垫施工指南(详细版)马克菲尔(长沙)新型支挡科技开发有限公司编制:许福丁、陈亚平2010年3月30日(本版本使用于内部员工学习使用,未经允许不得随意提供给客户)雷诺护垫施工指南一、施工流程图二、雷诺护垫简介雷诺护垫(Reno Mattress)分为单隔板和双隔板两种形式,是由经过特殊防腐处理的低碳钢丝通过机器编织成的六边形双绞合钢丝网做成符合工程要求的网箱结构,其具有更优于EN10223-3标准中所述网箱的力学性能。
在施工现场用石料填充的雷诺护垫,常用于岸坡防护、河床护底等防冲刷工程,其结构具有柔性、透水性、整体性、环境亲和性等特点。
做成网箱的钢丝需满足抗拉强度、延伸率、最小镀层量、镀层的附着性等几项指标以及覆塑层的色度、比重、硬度、抗拉强度、断裂延伸率等几项指标均应符合设计要求。
具体详见技术文件。
本文旨在详细阐述雷诺护垫的安装过程以及控制要点,对主要材料要求、前期的施工准备,后期的检验标准等内容不做详细阐述,需要时请查看其它相关文件。
三、施工要点控制3.1 雷诺护垫的单个组装(1)此过程要在一块平整、坚硬的场地上开展作业,选择场地时请注意既要方便雷诺护垫的组装、储存和搬运,又要不影响现场其它作业内容的实施。
(2)打开成捆包装的雷诺护垫,取出一个产品单元,采取两人一组的方式:首先展开一个折叠的网面,由一人一端辅助牵引、一人用脚向前、向下用力踩踏的方式校正弯曲变形的部份,然后、依次顺折痕方向分步开展。
此步骤目的是:a.展开雷诺护垫的打包折叠弯曲部分;b.校正由于运输装卸过程中操作不当所产生的变形部分。
此步骤特别要注意的是:双隔板的展开过程绝对不能两端用力拉扯,否则、将会造成展开后的长度大于合同尺寸,其后果是封盖时盖板与底座长度方向无法完全封闭绞合。
(3)雷诺护垫单隔板和双隔板单元组装时略有差异(我公司技术服务员工会现场演示) 立起各隔板及相邻的边板以及两端端板,将端板和隔板网面两端的边缘钢丝延长段固定在两边边板的边缘钢丝上,并进行点扎。
雷诺护垫施工工艺及方法

雷诺护垫施工工艺及方法引言雷诺护垫施工工艺及方法是一种用于地面保护的创新技术。
它可以提供持久的保护,防止地面受损,同时还可以提高地面的美观度。
在本文中,我们将详细介绍雷诺护垫的施工工艺和方法,希望能够帮助读者了解如何正确施工雷诺护垫以获得最佳效果。
一、准备工作在进行雷诺护垫施工之前,必须进行一系列的准备工作。
首先,需要清理地面,并确保其干净、干燥、无尘。
其次,需要将地面表面的不平整部分修补,确保整个地面表面平整。
最后,需要根据所需的保护层厚度准备好合适的雷诺护垫材料。
二、施工工艺1. 喷涂工艺喷涂是一种常用的雷诺护垫施工方法。
在进行喷涂之前,需要将保护区域围起来,避免喷涂材料溅到周围的物体上。
然后,按照施工设计要求,将雷诺护垫材料加入喷涂设备中。
在施工过程中,要注意保持喷涂设备与地面垂直,并均匀喷涂,以确保保护层的均一性。
喷涂完毕后,要等待一段时间以便保护层完全固化。
2. 涂刷工艺涂刷是另一种常见的雷诺护垫施工方法。
在进行涂刷之前,需要准备好合适的刷子和涂刷材料。
涂刷的施工方式多样,可以选择水平涂刷、垂直涂刷或斜交涂刷等不同的涂刷方法,以适应不同的施工需求。
在涂刷过程中,要确保涂刷材料均匀涂布,并注意避免涂刷过多或过少,以保证保护层的厚度均匀一致。
涂刷完毕后,同样需要等待一段时间以便保护层完全固化。
三、注意事项在进行雷诺护垫施工时,需要注意以下事项:1. 施工环境:施工环境要求相对干燥、无尘,以确保雷诺护垫材料的粘附效果。
2. 施工温度:施工温度应在建议范围内,过高或过低的温度都会影响雷诺护垫的质量。
3. 施工厚度:根据实际需要进行合适的保护层厚度施工,以获得最佳的保护效果。
4. 施工时间:需要根据雷诺护垫材料的干燥时间,合理安排施工时间和后续使用时间。
5. 施工技术:不同的施工方法需要掌握相应的施工技术,操作时要注意细节,避免出现漏涂或堆积现象。
结论雷诺护垫施工工艺及方法是一种有效的地面保护技术,可以提供持久的保护,防止地面受损。
汉威卫生巾工艺标准

1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司汉威机台240产品的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:240产品生产过程和模具工作过程4:机器操作过程:木浆—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:5:1:放料要求标准: 放料(无纺布,面料,膨化纸,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表:5:3:速度画面设置:最高速度380片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度高分子木浆添加量如下表:5:4:绒毛浆碎料集纤要求标准:绒毛浆粉碎均匀,集纤厚度均匀,集纤无杂质,无污点,(任何速度下)。
5:5:高分子添加量标准:高分子每片添加量2.75克/片.5:6:绒毛浆蕊材压实纵折标准:蕊毛压实厚薄均匀,蕊毛浆蕊材纵折宽度64±0.05MM。
5:7: 钢网网印标准:膨化纸网印中心位置与蓝蕊钢钢网印模中心点对齐,网印辊上只见钢网印处附着油墨,网印外观油墨均匀,图案印痕清淅,无污渍。
5:8:蓝蕊环形刀切标准:蓝蕊位置中心线与环形刀位置的中心线对齐,整齐切断,蓝蕊腰部中心点宽度68±0.05MM,蓝蕊环形头部中心点长度210±0.05MM。
5:9:绒毛蕊材刀切标准:绒毛蕊材刀切长度165±0.05MM。
5:10:面料喷胶标准: 排式喷胶流量均匀,喷胶喷线中心点与面料(无纺布或打孔膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化(由跨海ASP-16自动跟踪控制系统控制),电机转速起点设定值20,最大设定值50。
5:11:面料(无纺布或打孔膜)与蓝蕊贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
格宾护垫具体施工方法

格宾护垫具体施工方法具体施工方法一、操作平台搭设在测量工作完成经复核无误后即可进行操作平台搭设,拟租用机动货船用于操作平台搭拆材料运输、作业配合及安全救援工作。
格宾护垫李总,150,6657,9194。
1、操作平台搭设时岸坡坡脚及船上各二人,先立第一个横断面两端立杆,再将两立杆按设计平台面标高用水平横杆连接起来,再在离第一个横断面6m处立第二个横断面架体,并将两个横断面用纵向水平杆连接成一体,再在两个断面内按每2m加设横断面架体并在平台面以下1.2m处加设第二道水平纵横向杆件将所有立杆串联成整体,依次沿江岸纵向搭设,为了保证整个架体稳定性,需在临江侧搭设斜向钢支撑,支撑间距为4m。
每道立杆应采用用锤击入土层中,同时操作平台部位立杆与水平杆连接全部采用双扣件,以防止操作过程中平台发生下滑变形或整体下沉,形成安全隐患。
2、钢管架体搭设完成后即进行操作平台面铺设,拟采用50mm厚木板满铺,并采用元丝牢牢绑扎于钢管上。
操作平台临江侧加设1.2m 高安全防护栏杆,栏杆立面满挂安全网。
3、根据格宾护垫分隔要求在平台准确定位安装下料溜筒。
在岸坡搭设下料溜槽至操作平台。
二、格宾护垫的施工在操作平台搭设完成后即组织参建各方进行检查验收,合格后方可进入格宾护垫装填工序施工。
1、技术准备a、格宾护垫施工前,首先按设计要求平整铺设面,基地面应平整、密实、无杂质。
b、现场如遇较差的地基土质时,应另作地基处理后再铺设护垫。
c、铺设透水土工织物或反滤层,其他应符合设计要求、及SL260-98标准6.7条的规定。
2、组装格宾护垫a、间隔网与网身应成90°相交后,才可绑扎成护垫状。
b、绑扎线必须是与网线同材质的钢丝。
c、每道绑扎必须是双股线并绞紧。
d、护垫组的间隔网与网身间绑扎道必须符合以下要求:间隔网与网身的四处交角各绑扎一道;间隔网与网身交接处,每间隔25cm 绑扎一道。
e、护垫组必须按设计图示位置依次安放到位。
f、护垫组间相邻的上下框线或折线,必须符合每间隔10~25cm 绑扎一道要求。
老年人护理更换一次性护理垫流程与规范
老年人护理更换一次性护理垫流程与规范
仪表:仪表端庄,服装整洁,文明礼貌
1 工作准备
1.1 环境准备:房间门窗关闭,安静整洁,温湿度适宜。
1.2 物品准备:一次性护理垫、毛巾、水盆及温水(45—50度)。
1.3 个人准备:穿戴整齐,无指甲、无饰品,七步洗手法洗净双手。
1.4 老年人准备:做好沟通工作,取得配合;应了解老年人身体状况及日常排便情况。
2 操作过程
2.1 与老人做好沟通工作,说明工作内容和目的,取得配合;
2.2 协助老年人呈侧卧位,将污染的一次性护理垫部臀下折叠,观察老年人会阴部及臀部皮肤状况;
2.3 在水盆中浸湿并拧干毛巾,湿热毛巾擦拭会阴部及臀部;
2.4 将清洁的一次性护理垫平铺在老年人臀下位置,协助老年人翻身,撤下污染的一次性护理垫,拉平清洁的一次性护理垫;
2.5 整理用物,操作完毕。
3 操作要点
3.1动作要轻、稳、熟练。
3.2文明礼貌,照顾老人感受,与老人有很好的沟通。
3.3 灵活处理有关情况。
更换一次性护理垫护理服务流程。
药用护垫生产工艺流程
药用护垫生产工艺流程Producing medicinal panty liners involves a complex and detailed manufacturing process. The first step in the production process is to select high-quality raw materials. 药用护垫的生产涉及到一个复杂而详细的制造过程。
生产过程的第一步是选择优质的原材料。
High-qualityraw materials are essential for ensuring the effectiveness and safetyof the medicinal panty liners. 优质的原材料对保证药用护垫的功效和安全性至关重要。
The materials used should be hypoallergenic, breathable, and able to effectively absorb moisture and odor. 使用的材料应具有防过敏、透气,以及有效吸湿和除臭的特性。
This is crucialfor providing comfort and protection to the users throughout the day. 这对于在整天为用户提供舒适和保护至关重要。
After the raw materials have been selected, the next step is the cutting and shaping of the materials. 当原材料被选定后,下一步是对材料进行切割和成型。
This step requires precision and attention to detail to ensure that the panty liners are of the correct size and shape. 这一步骤需要精准和对细节的关注,以确保护垫的大小和形状正确。
卫生巾生产工艺

卫生巾生产工艺卫生巾是女性在生理期间必备的卫生用品之一。
它的出现为女性解决了生理期的问题,帮助女性保持干净和舒适。
现在,让我介绍一下卫生巾的生产工艺。
首先,卫生巾的生产工艺包括制备材料、印花、粘合和包装等多个环节。
首先是制备材料。
卫生巾的主要材料包括饮用水,纸浆,无纺布,胶水和薄膜等。
制备这些材料需要一台专门的生产设备,通过特定的工艺过程将其加工成卫生巾所需的形状和规格。
接下来是印花。
卫生巾上通常会有各种花纹和标识,这需要通过印花工艺来完成。
印花工艺主要是将有色墨水或染料通过印刷机印在卫生巾的表面上。
这个过程需要专业的机器和技术人员来操作,以确保印花质量和卫生巾的外观。
然后是粘合。
粘合是将卫生巾的各个部分粘合在一起,保持其整体结构。
这个过程通常是使用胶水将纸浆和无纺布粘合到一起,并将薄膜固定在底部。
粘合工艺需要注意粘合的均匀度和耐用性,以确保卫生巾的质量和使用寿命。
最后是包装。
包装是卫生巾生产的最后一环节,也是最重要的一环。
卫生巾的包装通常分为内包装和外包装两个部分。
内包装是将卫生巾单独包装,可以确保卫生巾的清洁度和卫生度。
外包装是将多个卫生巾一起包装,以便于销售和携带。
包装需要根据市场需求设计并选择合适的材料,以确保卫生巾的质量和商品形象。
综上所述,卫生巾的生产工艺包括制备材料、印花、粘合和包装等多个环节。
这些环节都需要专业设备和技术人员来操作,以确保卫生巾的质量和外观。
卫生巾的生产工艺非常重要,直接关系到卫生巾的使用效果和市场竞争力。
随着科技的不断进步和市场需求的不断提高,卫生巾的生产工艺也在不断改进和创新,为女性提供更好的个人卫生保护。
卫生巾是怎样制作的?
卫生巾是怎样制作的?卫生巾是女性月经期间重要的卫生用品,因此在制作过程中,必须采取严格的构成和生产流程,以保证卫生和安全。
下面是卫生巾制作的具体步骤:一、材料购买与准备1.购买原料:生产卫生巾必须搜集材料,通常有柔软的过滤棉絮,柔软的表面纸层、衬垫棉层和表面膜等可供选择。
这些原料要达到国家和行业标准,确保制成品质量。
2.准备工具与设备:根据不同原料和装配流程,会有不同的加工工具和生产设备,如裁样刀、压合机、烫压机、热牵引机、磨砂机、卷曲机等。
二、制作流程1.对原料的筛选:筛选的原料要满足卫生巾的防水、透气和吸水专利等标准,在筛选原料时要确保质量、光泽等,最后经过筛选技术检验,把优质的原料成型。
2.制型:采用裁样刀把原料一层一层剪切,按照客户要求的形状(圆形或条形)截取经过加工后的原料,然后继续加工。
3.压合:用温度和压力将剪切好的元件紧密压合,使之成型。
4.封制:将压合好的原料轧碎成卷筒状,封合成卫生巾拉带形式,这样就能保证卫生巾不脱落。
5.烫压:用高温熔封加工,以确保卫生巾和最终呈现的形状更持久,兣做好防水和透气的效果。
6.磨砂处理:卫生巾的表面纸和表面涂层经过磨砂处理,使表面更柔软、更清洁,更安全。
三、检验与交付1.质量检验:在卫生巾的生产过程中进行质量检测和检验,以确保卫生巾不仅有较高的水分和耐用性,而且还具有优良的吸水性和柔软性。
2.交付:最终确保卫生巾质量合格,方可交付客户使用。
卫生巾在运输前还需要经过消毒处理,以防止细菌污染和肮脏卫生巾。
因此,卫生巾的制作过程非常繁复,从材料购买至制作到最终检验,都经过严格的程序和标准,保证卫生巾的质量和安全性。
卫生巾的制作方法
卫生巾的制作方法简介卫生巾是女性生理期必备的卫生用品之一,其主要作用是吸收经血,并保持干爽和卫生。
简单的卫生巾可以在家里制作,本文将介绍一种简易的卫生巾制作方法。
材料准备在开始制作卫生巾之前,我们需要准备以下材料: - 一块透气性好、吸水性强的布料(可选择棉布或纱布等); - 一块厚度适中的棉花或专用的卫生巾棉芯; -一根适合衣料的缝纫线; - 一把剪刀。
制作步骤1.准备布料:将布料展开,用剪刀剪下卫生巾的形状,尺寸可根据个人需求进行调整。
一般来说,卫生巾的长度为20-25厘米,宽度为6-8厘米。
2.制作面层:将剪好的布料对折,将两侧缝合。
这里可以选择手工缝或使用缝纫机缝制,确保缝线牢固。
3.制作内芯:取一块棉花或专用的卫生巾棉芯,将其剪成与面层相同的形状和尺寸。
4.缝制卫生巾:将内芯放置在面层的中间位置,再次对折合拢,然后用缝纫线将四个边缘进行缝合。
确保缝线紧密,以防止内芯松脱。
5.修整边缘:在将卫生巾四个边缘缝合后,用剪刀修整边缘,使其更加整齐。
6.清洗与消毒:将制作好的卫生巾进行清洗,并使用热水消毒,确保其卫生干净。
使用与维护•使用前,将卫生巾固定在内裤上,确保其位置稳定,避免滑移。
•一般来说,卫生巾需要每3-4小时更换一次,以保证清洁与舒适。
•使用后,将卫生巾立即清洗,如果没有条件立即清洗,可以先放入盖有盖子的容器中,待清洗时再处理。
•卫生巾在清洗时建议使用温水和中性洗涤剂,不要使用含漂白剂或强碱性洗涤剂,以免破坏卫生巾的材质和吸水性能。
注意事项•由于自制卫生巾无法完全达到市售卫生巾的吸水性和防漏性,因此建议在夜间或经血量较大时不要使用自制卫生巾。
•如果在使用过程中感到不适或出现过敏症状,应立即停止使用并咨询医生。
•为了保证健康和安全,建议定期更换卫生巾。
以上就是制作卫生巾的简易方法,希望对您有所帮助。
制作自己的卫生巾可以减少不必要的垃圾产生,并且适合那些对市售卫生巾有过敏或反感的人。
但请注意使用时的卫生和清洁,以及定期更换卫生巾的重要性。