SMT快速换线流程的分析与改善
smt有什么好的改善方案
smt有什么好的改善方案在面对SMT(表面组装技术)的改善方案时,我们可以探讨一些切实可行的方法来提高SMT的生产效率、质量和可靠性。
以下是几个可能的改善方案:1. 提高设备性能: SMT生产线的设备性能对整个生产流程至关重要。
我们可以更新和升级设备,购买更先进、更高效的机器,以提高生产线的速度和精度。
此外,定期维护和保养设备是必不可少的,确保设备的稳定性和可靠性。
2. 优化工艺参数:精确的工艺参数能够提高SMT生产中的质量和稳定性。
通过仔细分析数据,我们可以针对不同的元件和组装要求来优化温度、速度、压力等工艺参数。
适当调整这些参数可以提高焊接质量、降低损坏率,并确保组装的稳定性。
3. 提高元件质量:元件的质量对SMT的效果至关重要。
选择可靠的供应商和合格的元件,可以减少瑕疵和缺陷,并提高产品的可靠性。
通过建立和保持与元件供应商的良好合作关系,会有助于保证元件供应的稳定性和质量。
4. 引入自动化和智能化技术:自动化和智能化技术可以大大提高SMT生产的效率和准确性。
引入自动化设备,如自动贴片机和自动检测设备,可以显著减少人工操作的时间和错误。
此外,使用智能化技术,如智能仓储系统和智能追溯系统,可以更好地管理物料和数据,并提高整个生产过程的可控性和可靠性。
5. 增强员工培训和技能:对SMT生产线上的员工进行持续的培训和技能提升是一个非常重要的方面。
员工需要了解最新的工艺和设备知识,学习如何操作和维护设备,并掌握良好的质量控制和故障排除技能。
通过培训和技能提升,员工可以更好地应对各种生产问题,提高工作效率和质量水平。
总体而言,通过提高设备性能、优化工艺参数、提高元件质量、引入自动化和智能化技术以及增强员工培训和技能,我们可以改善SMT 的生产效率、质量和可靠性。
然而,每个公司的情况都是不同的,应根据具体情况制定适合自身的改善方案。
只有不断探索和创新,才能在日益竞争激烈的市场中保持竞争力。
《SMT快速换线》课件

根据产品特点建立流 水线
对于规模较大、稳定性较 好的产品,提高生产效率, 降低成本。
提高设备性能和稳定性
保养设备,及时更换轨迹、 模头、刷子等易损件,提 高设备稳定性。
制定标准化的工艺规范
制定详细的操作规程、质 量检查标准和马达彩塑等 生产过程参数,减少操作 失误。
结论
1 SMT快速换线是提
高生产效率的重要 手段
(如果需要)。
5
进行必要的测试和检查
6
针对新产品进行贴片和回焊试生产,
确保新产品质量达到生产标准。
7
分析当前的SMT生产线状态
记录已生产产品的信息,检测设备状 态,确定设备不良项目,查找并解决 隐患问题。
准备必要的设备和工具
检查并购买新设备和备品备件,准备 相关工具和耗材。
更换SMT设备零部件
更换老化或损坏的设备零部件(如果 需要),确保设备在最佳状态下运行。
可以缩短换线时间,增 加产能和利润。
2 应该根据实际情况
调整具体实施方案
具体换线方案需要结合 生产线的实际情况,及 时调整。
3 需要持续不断地对
生产线进行优化和 改进
根据客户需求、市场变
化等因素,对生产线进
行不断改进和优化。
参考文献
《SMT快速换线实战指南》 (ISBN: 978-7 1 1 5 4 6 2 6 5 9)
SMT快速换线
SMT快速换线是提高生产效率的重要手段。通过优化物理布局,建立塑料成 型零部件库存系统,使用可交换工具等技巧,可以有效提高换线速度。本课 件将详细介绍SMT快速换线的方法和技巧。
简介
SMT快速换线的意义
提高生产效率,缩短换线时间,增加产能和利润。
SMT整改方案及流程(1)

导出丝印图、坐标,打印BOM 制作或更改程序
NC 程序
排列 程序
基板 程序
打印相关程序文件
品质部
N
IPQC审核程 序与BOM一
致性
Y
审核者签名
将程序导入软盘
导入生产线
在线调试程序
原创:boter Mail:
6
boter29@
SMT转机工作准备流程
按PMC计划或接上级转机通知 熟悉工艺指导卡及生产注意事项 生产资料、物料、辅料、工具准备
14
SMT换料核对流程
品质部
SMT部
Y
IPQC核对物料并
测量实际值
操作员根据料站表换料 生产线IPQC核对物料正确性
N
详细填写换料记录
通知生产线立即暂停生产
追踪所有错料机芯并隔离、标识
记录实测值并签名
原创:boter Mail: boter29@
生产线重新换上合格物料 继续生产
对错料机芯进行更换 标识、跟踪
换料登记(换料时间/料号/规格/数量/生产数 /实物保存),签名(操作员/生产/IPQC)
对缺料站位进行装料
检查料架是否装置合格
品质部
N
IPQC核对物料(料 号/规格/厂商/周期) 并测量记录实测
值
Y
原创:boter M各a项il检:查合格后进行正常生产 boter29@
跟踪实物贴装效果并对样板
方审核
Y
审核者签名
按工艺要求制作《作业指导书》
印上 锡料 作作 业业
指指 导导 书书
点 胶 作 业 指 导 书
贴 片 作 业
指 导 书
炉 前 检 查
作 业 指
导
换线时间

SMT换线时间分析及改善报告一、目的:为了查明SMT换线时间超标(30分钟/次)的根本原因,并为时间改善找到更明确的方向和需要改善的节点,从而减少SMT损耗时间,提高生产效率。
二、目前SMT换线时间和次数现状调查:(2015年20周至22周)2.1、SMT总体平均换线时间=40分钟2.2、SMT换线时间和换线次数:(时间:分钟)2.3、通过三周的数据分析结果,我司SMT目前换线现状如下:1)平均每一次换线时间40分钟左右。
(公司暂定平均换线标准时间:45分钟/次)2)平均每周换线总次数32次。
3)平均每周换线损失总时间:1280分钟 = 21.3H。
4)平均每天换线损失总时间:21.3H/6天= 3.6H。
5)平均每天每条线损失时间: 3.6H/3条 = 1.2H。
按每天生产11H,占了总生产时间:1.2/11=11%.6)平均每天每条线转线次数:32次/6天/3条=2次。
2.4、目标换线时间因是:30分钟/次,所以我们参考以下“第三点”内容共同学习SMED技术,从“第四点”开始结果公司实际情况,进行“SMT换线时间研究和改善”。
三、学习SMED 技术---为了更快让大家撑握快速换线知识,更能了解第四部份内容流水线生产快速换线SMED技术(以下摘自网络,与大家分享,共学之!)在我们的生产中常会有以下的问题:员工每天都忙碌不停,但生产任务为什么老是完不成,生产效率不能达标;按照产能计算,完成现有产量是绰绰有余!实际生产中却就不行;生产线刚刚理顺,但是要不就是这个岗位的员工离岗要不就是那条岗位的机器故障,生产线又不平衡不流畅了,经常看到员工等待、设备等待等现象;物料、配件供应不及时等等。
这些时间上的浪费,也就是说能率的损耗,影响了生产效率、延长了生产周期、降低了员工士气。
今天我们就生产线换线(品种/规格)频繁、换线时间长、能率损耗大这一不合理现象来对换线进行讨论,研讨快速换线的方法,以减少能率损耗,减少浪费来提升生产效率。
SMT 快速换线推进报告 .pptx11

快速换线效益评估
1,SMT 快速换线节约成本: =SMT 全年工单数量* 1.5 *(改善前换线工时- 改善后的换线工时)*SMT 小时成本 = 7,488 *1.5*(1-0.5)*400元/小时 = 2,246,400 元/年
2, 增加人力成本: =人力* 月工资 *13 = 3人/班* 2 班 *7000 元/月* 13月= 546,000 元/年
机台
镭雕 (激光打标)
印刷
动作
时间 (min)
动作
时间 (min)
调程式, 调轨道
回收上个工单 2 钢网(清洗、 2
测张力)
SPI
动作
时间 (min)
贴片
动作
时间 (min)
下料,将料与 料枪放于料车
4
动作
回流焊
时间 (min)
动作
调炉温设 定,调轨
道
时间 (min)
3
AOI
时间
动作
时间 (min) (min)
贴片机
回流焊
AOI
打标机、印刷机、SPI换线 ◄换线小组
第二张工 单换线
换线时 间 第二张工 单/面 第一片
贴片机换线 回流焊换线
AOI换线
◄生技
◄换线小组+随线操机 ◄生技/品质
◄随线AOI
→ ▲→▲→ ▲→ ▲→ ▲
打标 印刷 SPI 贴片 回流焊 AOI
合计
换线时间间隔:30分钟
换线流程改善
AOI(随线)
1人
1,换线小组成员包括生产、生技、品质; 2,换线小组长负责确认计划、料况,联系生技、品质巡检人员; 3, 生技、品质针对换线指定人员,且指定替补人员(当指定人员正在处理其它事情,有替补人员不影响换 线);
快速转线改善流程方案

生产部副部长:江华东 2012/07/21
目录
➢ 1:当前转线流程 ➢ 2:当前转线存在的问题点 ➢ 3:改善提升方案 ➢ 4: 改善后流程图 ➢ 5:总结 ➢ 6:附件
1:订单结余2H产 能线长通知产线
物料员备料
设备等待: 0 MIN
10.首件OK投入 生产
设备等待: 0 MIN
设备等待:60 MIN
7:IPQC核对料号 规格、站位是否正
确
设备等待:30 MIN
6:线长/操作 员核对料号规 格、站位是否
正确
设备等待:20 MIN
设备等待:20 MIN
设备等待延误时间:170分钟
二:当前转线存在的问题点
1:产线每小时产能不稳定,导致提前备料不及时,影响备料 2:转线结工单时断板叉板过多,导致机器设备参数需要重新调整! 3:结工单时物料损耗导致需找物料工时延误 4:物料员备料后没有按照站位摆放,导致上料时需要重新需找站 位,造成二次浪费 5:上好料后产线干部对料时造成机器设备等待 6:上好料后IPQC二次对料时造成机器设备等待 7:设备调试时间等待 8:品管首件时间等待
1:订单结余4H产 能线长通知产线
物料员备料
设备等待: 0 MIN
四:改善后流程图
2:物料首 件,产线正常生
产
设备等待:0 MIN
3:操作员按照物 料种类备料并将
站位牌挂上
设备等待: 0 MIN
8:工程调机生 产首件
设备等待:20 MIN
4:结上工单尾 数
设备等待:30 MIN
7上工单结单后 操作员按照上料 表上料到机器上
面
设备等待:10 MIN
5:线长/操作 员核对料号规 格、站位是否
浅谈SMT如何快速切换

在 作 业A动作 的 期 间 同时 动 作 B 作 。 也就 是 说 动
问题 : 1 贴 片 夹 具 不 统 一 导 致 每 次 切 换 需 要 切 换 、 MP  ̄ 片机 以及 流 焊炉 轨道 宽 度 ,占用 2 mi ,通 M/¥ 0 n 过 对夹具 宽度标 准 化使 转型 节约2 mi。 0 n
做到 预 防控制 . 本文根据 个人经验谈 谈这 个 问题 。
Ab t c: i ed ge t o re, MT id sy mu t aec a g dc niu l rmak tdn e n ait rd c s atW t t o -a- gmak tS u 仃 s fc h n e o t al f ree eda dv r ypo u t r hh d n n yo e
3 a io 0r n
例 如 我 们 的 网 印 机 的程 序 ,换 吸 嘴 ,上 料 ,0 点校
准 、传 程序 、tbe 准、视像调 试 等 a l校
2 、外部时间的定义
外部 时 间 :即 使不停机 也 可以进 行 的作 业切换 时
间 :拿 夹具 网板 ,准备 特殊 吸 嘴、 准备 料 单 ,利 用 备用tb 与 飞达上料 等。 al e 内部 时间外部 化 :将 内部 时间转换 成外 部 时间 :
1 、内部时间的定义
内部 时间 :必须 停机才 能作业 切换 时间 ,以及 保 证品质所 进 行 的调 试 ,检查 ,维修 等所 需要 的时 间 ;
T =85 1 : 0,第 一 块 B产 品 流 到 切 割 工 位 时 间 为T 2=
92 , 那 么 转 型 时 间 T= T 一 l= 92 — : :0 2Y :0 85 0=
维普资讯
SMT如何快速换线

SMT如何快速换线SMT如何快速换线SMT快速换线主要是减少停机时间,以及保证品质所进行的调试,检查,维修等所需要的时间;例如我们的网印机的程序,换吸嘴,上料,0点校准、传程序、table校准、视像调试等要缩短时间通常要考虑如下的问题:1、生产相关的附件标准化;例如网板的厚度,夹具的尺寸不需要调整轨道或者采用双轨道,setup 的固定可以减少上料时间减少外部以及内部时间。
2、明确问题发生的原因:包括转型的顺序,方法,技术员的技能;附件准备问题;程序准备问题;目前我们的问题在于大家按照自己的想法,没有一个固定的顺序,转型时间变动幅度大。
3、转型流程的标准化,不同的技术员方法和顺序。
调试方法不一样,切换的时间也不一样。
案例:根据我们公司的一条siemens线以前切换一个产品需要120min左右,通过一系列的标准化与改进后能达到个位时间切换。
根据分析发现问题:1、贴片夹具不统一导致每次切换需要切换锡膏印刷机/贴片机以及回流焊轨道宽度,占用20min,通过对夹具宽度标准化使转型节约20min。
2、切换时更换时间太长需要70分钟,利用备用table与飞达在生产的同时将物料准备好,按贴片机器,料单顺序排列整齐至少可以节约60分钟。
3、准备工作不到位浪费大量的时间,成立一个小组对问题进行,制定一个check list清单,只要根据list检查是否准备到位,如果没有到位不切换。
对同一平台进行固定setup,转型时只需要上不同A产品的物料准备就绪再切换,原则为准备不到位不切换。
4、对以前转型报告进行分析找到问题关键所在,制定action找相关人员解决,转型后汇总找到可以改进的地方汇总。
制定下一个action,做到持续改进根据讨论制定流程改进后切换时间。
转换步骤对转型进行记录与分析记录的内容:1、转型时做了什么操作2、每个操作花费的时间对转型记录的数据进行分析并制定action与改进措施进行记录和分析时要注意如下问题:1、尽量要详细尽量准确实际,往往转型表格动作很粗略,时间也不对,存在时间间隔,这样对动作分析带来困难,对转型改进达不到效果。
关于smt工段的提案改善意见
关于smt工段的提案改善意见改善建议为了改善smt工段存在的问题,提出以下建议:1.对生产物料的管理、领用、分配、上线工艺制度进行完善,提高物料准确性和效率。
2.对清尾补料和换单作业进行优化,减少废时耗力情况。
例如,加强仓库管理,避免借物料的情况发生;建立清尾工作流程,减少手贴工作的数量。
3.加强新员工培训,提高他们对物料和设备的认识度和操作技能。
同时,老员工应该承担更多的责任,帮助新员工适应工作环境。
4.提高操作员对设备异常报警的处理能力,加强培训和指导,确保他们能够快速有效地处理异常情况。
5.加强品质管理,确保产品符合质量要求,减少维修板的数量。
同时,建立绩效考核机制,对表现优秀的员工进行奖励,激励员工积极工作。
c) 操作员对于操作界面不熟悉,只停留在“开始”和“暂停”按钮上,需要进行培训和指导,让其能够熟练掌握操作界面,提高操作效率。
3) 工程部的职责技能需要进一步提高,以应付生产设备的维修和维护保养。
同时,在换单作业中,工程部技术员需要缩短调试时间,提高工作效率。
b) 技术员需要改变对异常报警的态度,不能存在恐惧心理,应该积极主动地解决问题。
同时,需要加强技术员的培训和指导,提高其处理问题的能力。
c) 在贴片机抛料处理中,需要及时、彻底地解决问题,不能忽略异常报警记录。
同时,技术员需要认真对待抛料记录,不能删除记录,应该积极解决问题。
d) 机器保养需要加强,不能偷工减料。
在丝印机、接驳台、贴片机等机械传动齿轮和轨道上需要做基本的润滑保养,以避免运行过程中出现卡道和异常声音。
4) 数据报表分析需要更加到位,以反应生产实情。
需要制定更加详细的计划单和改善建议,如补料清尾方案,配备产线物料员,等等。
同时,需要考虑各种因素,如换线频率、物料种类数量、工单批量等,制定具体的人力支配方案。
物料员需要承担责任和职责,掌握各种物料使用信息,及时领取物料,防止待料停机。
1.确保所有散料数量准确无误,保证物料料号、规格、供应商一致,计划物料领、退、散料领取等,并确保数量准确无误。
smt有什么好的改善方案
smt有什么好的改善方案SMT 有什么好的改善方案SMT(Surface Mount Technology)表面贴装技术在电子制造行业中占据着重要地位。
然而,在实际的生产过程中,常常会面临各种问题,需要不断寻找和实施有效的改善方案,以提高生产效率、产品质量和降低成本。
以下是一些针对 SMT 生产的改善方案。
一、优化贴片程序贴片程序是 SMT 生产的核心环节之一。
通过对贴片程序的优化,可以显著提高生产效率。
首先,需要对 PCB 设计进行详细分析,合理安排元件的贴装顺序,减少贴片机的移动距离和贴片头的转换次数。
同时,根据元件的大小、形状和数量,合理分配供料器的位置,确保贴片过程中的供料顺畅,减少等待时间。
此外,利用先进的贴片软件进行离线编程和优化。
这些软件可以模拟贴片过程,提前发现可能的碰撞和干涉问题,并进行相应的调整。
还可以根据生产实际情况,对贴片速度、加速度等参数进行优化,以在保证贴片精度的前提下,提高贴片效率。
二、提高设备的维护和保养水平SMT 设备的正常运行对于生产的稳定性和产品质量至关重要。
建立完善的设备维护和保养制度,定期对设备进行清洁、润滑、校准和检查。
特别是贴片机、印刷机、回流炉等关键设备,要严格按照设备厂商的要求进行维护。
对于容易磨损的部件,如贴片头、刮刀、导轨等,要定期更换,以确保设备的精度和性能。
同时,加强设备操作人员的培训,让他们了解设备的基本原理和操作规范,能够及时发现设备的异常情况,并进行简单的故障排除。
另外,建立设备的故障预警系统,通过对设备运行数据的监测和分析,提前预测可能出现的故障,及时进行维修和保养,避免因设备故障导致的生产中断。
三、加强物料管理物料的质量和供应及时性直接影响到 SMT 生产的效率和质量。
首先,要建立严格的物料采购标准,选择质量可靠、性能稳定的供应商。
对来料进行严格的检验,确保物料符合生产要求。
优化物料的存储和管理方式,采用分类存放、标识清晰的原则,方便快速查找和取用。
SMT快速换线
IE服務團: 任志海/劉召奎
報 告 大 綱
一. 問題提出
二. 問題描述
三. 問題分析
四. 改善對策
五. 方案選擇 六. 可推廣性
一. 問題提出
為什么要縮短SMT的換線時間 ??
NSD1產品是High Matrix Low Volume﹐換線 頻繁; SMT 線的布置方式.多數PCB須雙面貼元件﹐一 個機種需換兩次線;
IPQC 檢查
物料種類多
快速首件檢查
物料裝Feeder 不到位(kitting)
料
法
三. 問題分析
作業區分及改善方向: 項目 作業內容 內部作業 外部作業 改善方向 1 Kitting 倉備料 是 優化作業 2 OP領料 是 3 停機 是 4 下料 是 優化作業 5 上架 是 6 掃描 是 7 更換頂PIN(首件) 是 取消 8 打首件(料件檢查) 是 取消 9 OP測元件值 是 取消 10 更換頂PIN(正式) 是 11 比對程式 是 轉化為外部作業 12 IPQC測元件值 是 取消或并行 13 IPQC對料 是 取消或并行
Thank you !
高速機換線時間長(30Min )﹐是SMT換線瓶頸﹔
要實現LEAN﹐必須做到SMED(Single Minute Exchange of Die ) ;
二. 問題描述
目前換線流程(A機種)
停機 OP領料
3‘
1’
打首件
下料
Kitting 備料
3’
OP測 元件值
IPQC重 測元件值 IPQC對料 正式生產
答﹕物料多,作業員不小心﹔
問﹕有無更好的方法?
答﹕作業員按順序將feeder上料軌;作業員掃All Parts系統, 檢查是否錯。
SMT换线时间改善

2 設備調試時間過長
協調由生技進行技朮和作 業協助
准備不足﹐工治具到 換線前確認工治具和各換
3 位不及時
線責任人員
部分線內作業時間太 合理調配人力協助(目檢員 4 長(擦鋼板﹑上/對料) ﹑IPQC)
5 作業流程隨意不規范 制定作業標准規范和流程
6 人員意思和方法不佳 進行集中宣導和訓練說明
4.1 作业进程指导
印刷參數必須與SOP規定的參數一致
和軌道寬度 OK后填寫V
OK后填寫V
OK后填寫V
1.確認印刷無偏移﹑短路﹑少錫等不良 2.連續確認三片以上
OK后填寫V
要求
記錄方式
結果
程式名稱必須與SOP規定的程式名稱一致
填寫程式名
1.寬度比PCB寬0.5~1mm
填寫PCB寬度
2.需保証進出板順暢 1.PCB支撐須良好﹑穩定﹑基板不會被頂起或懸空
SMT Line
A
印刷机
H1
H2
G1
OQ
完成高速机扫描上料﹑对料
P 印刷机作业员 A 操作 O 换料员 V 炉前检验员
L 线长 Q IPQC M 生技 R 测炉温人员
V 回流焊
换线进程示意图(2)
洗换钢板
P
Q
A
印刷机
H1
O
P 印刷机作业员 A 操作 O 换料员 V 炉前检验员
H2
G1
L 线长 Q IPQC M 生技 R 测炉温人员
4 吸嘴確認
5 MARK 辨識位置確認
6 元件位置/極性確認
Reflow 換線人員簽名:
序號
檢查項目
1 Reflow 溫度設定
2 profile 規格確認
电子公司SMT产线换产管理办法-修改
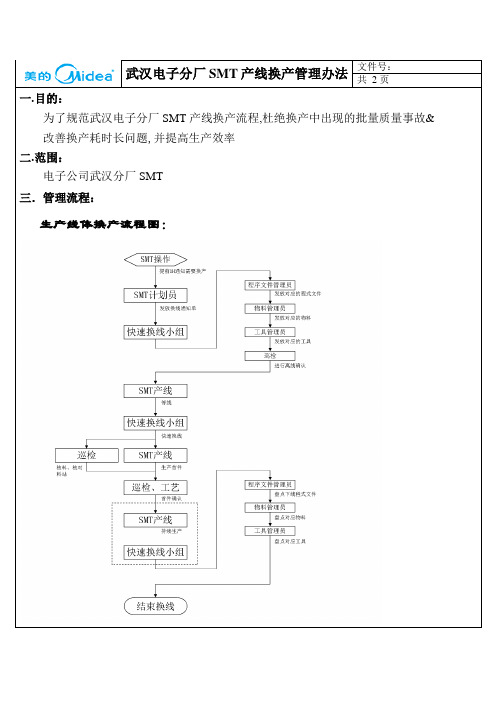
快速换线单===================================================================== 一、换产计划换线线别:_________ 上单产品:_________________________下单产品:________________________________________________计划员:_________ 二、离线准备①程式文件发放程式编号:______________________________BOM编号:_________________ 上料表编号:___________________程式文件管理员:_________②物料发放锡膏&红胶Lot:___________ 回温时间:___________ 是否搅拌□物料发放种类数量:_______物料管理员:_________③工具发放Feeder发放数量:______ 钢板编号:_____________工具管理员:_________④巡检确认物料是否与BOM一致□文件是否对应相关产品□巡检员: _________三、快速换线1.钢板是否更换□□锡膏红胶是否更换□□2.文件是否更换□□程式是否更换□□3.所有的物料是否都上线□□物料的料站号是否正确□□4.物料的极性是否正确□□贴片机支撑PIN是否正确□□5.炉温是否更换□□快速换线小组:_________巡检员:___________四、首件确认1. 贴片数量是否正确□□□ IC极性是否正确□□□2. 贴片位置是否正确□□□巡检员:___________工艺:____________五、上单物品归还1. 文件程式是否归还程式文件管理员:_________2. 物料是否归还物料管理员:_________3. 工具是否归还工具管理员:_________ =====================================================================。
SMT转线效率提升改善报告
原因:测试 对策: 1、计划协调,提前备线 2、成熟机种,先测重点 工位,通知SMT先生产
提 升 对 策 实 施 人员技能提升步骤
ቤተ መጻሕፍቲ ባይዱ
Step1 1
项 目 团 队 建 设
倡导者:邱学平 项目倡导者,总体协调者
主导人:金明胖 负责项目整体分析总结
工艺组
设备组
品管组
流程、辅材管控
程序、机台管控
物料、品质、作业 方法监控
生产组
转线准备 人员管控
物料组
计划、物料协调 保障
提 升 目 标 设 定
根据11月份5、6号SMT转线工时统计,双轨约2.5H、单轨约1H 改善目标为双轨约1H、单轨约0.75H ,分三个阶段进行改善。
转线效率提升改善报告
目录
1 转线改善目的 2 项目团队建设 3 提升目标设定 4 转线现状调查 5 工时原因分析 6 提升对策实施
转 线 改 善 目 的
课题:SMT 转线效率提升改善方案
课题周期:2021.11开始实施,2021年1月完成,持续执 行
课题目的: 1、满足客户产品生产周期 2、保证公司出货计划 3、减少工时损耗,提升SMT经济收益
提 升 对 策 实 施 转线提升--拆分冶具
A、B合成冶具转线单一,转线需分两次调试钢网
A、B拆分冶具可两张钢网同时印刷,两面板相当减 少调试印刷机一次,胶纸板可同时生产两面,双轨 两轨可同时生产A、B面
改善数据统计
说明:现各项措施刚开始推行,暂未有数据统计说明。
END
SMT如何快速换线5篇

SMT如何快速换线5篇第一篇:SMT如何快速换线SMT如何快速换线SMT如何快速换线SMT快速换线主要是减少停机时间,以及保证品质所进行的调试,检查,维修等所需要的时间;例如我们的网印机的程序,换吸嘴,上料,0点校准、传程序、table校准、视像调试等要缩短时间通常要考虑如下的问题:1、生产相关的附件标准化;例如网板的厚度,夹具的尺寸不需要调整轨道或者采用双轨道,setup 的固定可以减少上料时间减少外部以及内部时间。
2、明确问题发生的原因:包括转型的顺序,方法,技术员的技能;附件准备问题;程序准备问题;目前我们的问题在于大家按照自己的想法,没有一个固定的顺序,转型时间变动幅度大。
3、转型流程的标准化,不同的技术员方法和顺序。
调试方法不一样,切换的时间也不一样。
案例:根据我们公司的一条siemens线以前切换一个产品需要120min左右,通过一系列的标准化与改进后能达到个位时间切换。
根据分析发现问题:1、贴片夹具不统一导致每次切换需要切换锡膏印刷机/贴片机以及回流焊轨道宽度,占用20min,通过对夹具宽度标准化使转型节约20min。
2、切换时更换时间太长需要70分钟,利用备用table与飞达在生产的同时将物料准备好,按贴片机器,料单顺序排列整齐至少可以节约60分钟。
3、准备工作不到位浪费大量的时间,成立一个小组对问题进行,制定一个check list清单,只要根据list检查是否准备到位,如果没有到位不切换。
对同一平台进行固定setup,转型时只需要上不同A产品的物料准备就绪再切换,原则为准备不到位不切换。
4、对以前转型报告进行分析找到问题关键所在,制定action找相关人员解决,转型后汇总找到可以改进的地方汇总。
制定下一个action,做到持续改进根据讨论制定流程改进后切换时间。
转换步骤对转型进行记录与分析记录的内容:1、转型时做了什么操作2、每个操作花费的时间对转型记录的数据进行分析并制定action与改进措施进行记录和分析时要注意如下问题:1、尽量要详细尽量准确实际,往往转型表格动作很粗略,时间也不对,存在时间间隔,这样对动作分析带来困难,对转型改进达不到效果。
SMT快速换线改善专案

V
掃描機台號
品管核對物料
V
掃描軌道號
掃描LOT NO號 流程一
高速機物料掃描核對可節省20min左右
改善歷程-利用并行工程優化整體流程
✓優化后換線流程如下(project)
TOP換線時間:由2.5H減少到21分鐘
改善歷程-標准化
✓優化后換線流程如下(CAD輸出形式)
改善歷程-改善成果
MB-T換線時間
技朮匯總
流程法 柏拉圖 魚骨圖
IE無處不在﹐IE無所不能﹗
歡迎咨詢交流!
聯系人:陸萬山 單 位:IPPD-L6 分 機:30870
謝 謝!!!
60
50
46
40
換線次數
51 43 38
➢影響產能和交SM期T﹐換浪線費時工間時 長﹐影響效2300率﹐改善19 勢在必行
和成本
10
0
1
2
3
4
5
月份
問題分析
機
人
切換程式慢
Feeder異常
人力配合不夠
設備不穩定 Feeder/台車不夠
換線時間意識低
物料種類多 來料異常
Feeder未按 順序擺放
料
預前作業少
93%
37%
10
10
100%100% 80%
60% 8 40%
20%
0
0%
試結果 等待測
爐溫切換高時速間機物料核對掃描泛用機初件生高產速機膠紙板生產
件檢查 初
NO
1 2 3 4 5 6
Item
等待測試結果 初件檢查 泛用機初件生產 高速機生產膠紙板 爐溫度切換時間長 高速機物料核對掃描
影響時間
SMT换线时间改善报告1
SMT换线时间改善报告1深圳市电子有限公司【SMT 换线时间分析及改善报告】页码:/8SMT换线时间分析及改善报告(此份报告仅供学习参考用,不作为标准和结果!)报告部门:工程部报告人:周满平报告日期:2015.04.11 深圳市电子有限公司【SMT 换线时间分析及改善报告】页码:/8一、目的:为了查明SMT换线时间超标(30分钟/次)的根本原因,并为时间改善找到更明确的方向和需要改善的节点,从而减少SMT损耗时间,提高生产效率。
二、目前SMT换线时间和次数现状调查:(2015年20周至22周)2.1、SMT总体平均换线时间=40分钟2.2、SMT换线时间和换线次数:(时间:分钟)2.3、通过三周的数据分析结果,我司SMT目前换线现状如下:1)平均每一次换线时间40分钟左右。
(公司暂定平均换线标准时间:45分钟/次)2)平均每周换线总次数32次。
3)平均每周换线损失总时间:1280分钟= 21.3H。
4)平均每天换线损失总时间:21.3H/6天= 3.6H。
5)平均每天每条线损失时间: 3.6H/3条= 1.2H。
按每天生产11H,占了总生产时间:1.2/11=11%.6)平均每天每条线转线次数:32次/6天/3条=2次。
2.4、目标换线时间因是:30分钟/次,所以我们参考以下“第三点”内容共同学习SMED技术,从“第四点”开始结果公司实际情况,进行“SMT换线时间研究和改善”。
三、学习SMED 技术---为了更快让大家撑握快速换线知识,更能了解第四部份内容流水线生产快速换线SMED技术(以下摘自网络,与大家分享,共学之!)在我们的生产中常会有以下的问题:员工每天都忙碌不停,但生产任务为什么老是完不成,生产效率不能达标;按照产能计算,完成现有产量是绰绰有余!实际生产中却就不行;生产线刚刚理顺,但是要不就是这个岗位的员工离岗要不就是那条岗位的机器故障,生产线又不平衡不流畅了,经常看到员工等待、设备深圳市电子有限公司【SMT 换线时间分析及改善报告】页码:/8等待等现象;物料、配件供应不及时等等。
SMT换线流程

SMT换线流程及各部执掌一、目的:规范SMT换线时各员工工作职责,提高换线效率二、范围:适用于SMT所有产品的换线工作三、职责:物料员:负责备料、上料。
工作内容包括:1、按排产计划提前备好物料;2、提前将备好之物料放到产线对应换料位置等待换线;3、物料上到机台后调整并确认料位;4、撤离产线多余料枪。
印刷员:负责印刷机转线的前期准备工作。
工作内容包括:领取PCB并装在上板架上;选取刮刀并清洁刮刀;领取钢网并确认钢网张力;准备锡膏、酒精;印刷后锡膏厚度测试。
贴片员:负责贴片机转线工作.工作内容包括:1、按照排产计划提前1小时领取料表;2、按照料表领取TRAY盘料,装盘确认极性;3、按料表核对物料并刷料。
炉后外观:负责AOI转产。
工作内容包括:调试车架,通知AOI技术员转型。
带线技术员(线长):主导换线工作,对转线质量负责。
工作内容包括:1、换线前准备工作,按照排产计划准备程序并确认程序;根据程序提前换领吸嘴、顶PIN。
2、组织协调人员,提前通知印刷员、物料员、贴片机操作员、炉后外观等做好换线准备工作并监督;通知工程师协调本线外技术员协助转产包括负责更换吸嘴、调整贴片机轨道、调整贴片支撑,处理设备异常,炉温曲线电子文档确认等。
生产组长:负责协调相关人员,保证换线秩序。
工作内容包括:通知,AOI技术员、IPQC等人员,确认相关的文件(BOM、上料表、炉温程序)是否齐全,换线时现场指导、协助换线,监控转线效率与质量生产主管(科长):负责监督相关人员有序工作,保证转产效率。
工作内容包括:保证转线时SMT组长或主管(科长)必须在生产现场指导协调人员、保证有4名技术员2贴片员工共同进行转线,对转线效率负责。
IPQC:负责保证转产后品质。
工作内容包括:印刷质量确认、贴片物料核对、首件检查,产线5S稽核。
四、具体流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT快速换线流程的分析与改善摘要:要使smt生产线发挥最大的效率,必须提高机种之间的换线速度。
本文根据smed技术思想,详细描述了如何通过了解产品的特性、新旧产品的差异、提前作业、线外作业来压缩整个的smt 换线时间的详细实施步骤和取得的经验。
关键词: smt;smed;快速换线;内作业;外作业
中图分类号th18 文献标识码a 文章编号 1674-6708(2011)53-0157-02
0 引言
smt(surface mounted technology)表面组装技术,是目前电子组装业最流行的一种技术。
其实现了电子组装的自动化,提高了生产效率,节省了材料、能源、人力、时间等,但缺点是设备购置费用大,投资成本高。
所以购置设备后,如何提高设备的使用率尽快收回成本就成为了各个公司第一考虑的问题。
而现代电子组装的特点是品种多批量少,为了降低厂内库存,导致频繁换线,从而降低了设备的使用率,提高了生产成本。
如何改变现有的换线流程,最大限度的降低换线时间,成为各个公司首选的生产管理研究和改善课题。
1 smed简介
smed60s即时换模(single minute exchange of die),是日本丰田汽车公司摸索的一套应对多批少量、降低库存、提高生产系统
快速反映能力的实用技术,是现代工业工程界最流行的换线方法。
它帮助企业将一种正在进行的生产工序快速切换到下一生产工序,让生产处于最小浪费的状态。
它的关键点在于划定内部作业转换(内作业)和外部作业转换(外作业),并将内作业尽可能地变为外作业,然后尽可能地缩短内、外部作业转换时间。
2 smed 在smt生产线上的实施
2.1观察当前的流程,进行换线损失原因分析
我们选取了企业中的一条smt流水线,分析了最近5个星期的换线次数为47次,换线平均时间为191.4min。
其中第1、2、5周平均换线时间为234min,而第3、4周平均时间为126min。
分析原因,除了新产品试产和初次量产会加大换线时间外,换线时间主要决定于换线相邻产品的相似性,产品间的相似性越高则换线时间越短,反之则越长;同时我们对最近一周换线中的各作业项目时间进行了详细的记录和分析统计。
发现耗时最多的项目为上料,占了总时间的65%,待料为22%,排第二位。
所以改善的重点在上料工序,尽量减少待料时间。
通过采用头脑风暴法从人、机、物、法四方面分析了影响换线时间和成功率的主要原因。
人:工程师和员工对换线的重要性认识不够;工程师对机种不熟悉;员工不熟练;多能工培训不足;部门间配合不默契等等。
机器:辅助治工具无或短缺;机台设备故障;机台联机异常;供料器不良;轨道调整异常;定位位置偏移等等。
物料:错料;待料;辅料问题;来料短缺等等。
方法:无sop,无上料表;无事前准备作业。
2.2区分内部和外部的要素,将内部作业转移到外部
分析已收集到的数据,确定在停机前后有哪些事情可以做、必须做、做的时间和顺序要求,对内部的活动进行严格的检查分析,将内作业时间与外作业时间区分开来。
尽量将内部作业转移到外部,即能够提前做好的准备,在换线前做好。
在此以印刷工位为例。
印刷工位原来的工作流程是:收锡膏→下钢网→清洗钢网→归还钢网→取钢网→调程序、参数核对→安装钢网→测试钢网压力→测试刮刀压力→锡膏搅拌→上锡膏→上夹
具→印刷。
改善中针对每一个动作进行内、外作业的区分,将分析出的外作业安排提前完成,并且安排操作员和技术员两人同时作业,以此减少换线时间。
改善后内作业时间减少到原作业时间的50%。
2.3 减少内部和外部作业
在区分了内作业和外作业后,对每一个步骤再次进行深入分析,发现并排除换线过程中的浪费,同时减少作业员的工作量。
这里使用的基本法则有并行操作法、双脚勿动法。
并行操作法是指两个人以上共同从事切换动作。
一些不能转换为外作业,但可以多人同时工作的内作业特别适合这种做法。
如印刷工位,一人工作的时间为半小时,但调整后的两人共同作业,内
作业时间只有10min。
在平行作业中貌似所需的人工时间增多了,但是在实际生产中不一定。
如原印刷流程中印刷手和技术员同在现场,但是两人的配合不默契,技术员只是在观察和检查,全部操作都由印刷手完成,现在将任务分解后,不但减少了内作业时间,也降低了操作员的工作量,提高了效率。
这里特别要注意多能工的培养。
换线时,由于时差,部分员工可以担负多个职责,在不需要额外增加人手的前提下,多能工可以极大的提高作业的效率。
如我们在印刷工位基本正常后,印刷手将协助产线上料。
双脚勿动法是指切换动作主要是依赖双手的动作完成,脚尽量减少移动或走动的机会。
这需要切换时所必须使用到的物品都尽量放在专用的换线台车上或固定的位置,并且要有顺序地整理好,减少寻找的时间。
并且切换物品进出的路线都尽量设计成很容易进出的方式,切换的动作顺序要合理化及标准化。
这就要求事前准备作业一定要做好,否则双脚勿动原则将无法顺利进行。
例如上料时候,外作业的料车没有准备齐全,就不可能双脚不移动。
据此我们将smt 换线事前准备事项分成四类,并且设计成检查表方便换线前的核对。
第一类是治工具,包括钢网、顶针、顶针模板、刮刀、吸嘴等;第二类是辅助材料,包括锡膏、接料带、擦拭纸等等;第三类是文件类,包括sic、内部工单、换线检查表等等;第四类是程式设定,包括印刷机、高速机、泛用机的程序、回流焊炉的曲线等等。
这里不仅检查数量型号还要检查质量,判断物品是否能很好的使用。
如:
钢板除了检查其钢板的型号和规格外还要检查孔壁是否有阻塞,表面清洁否,钢板孔是否变形,钢网压力是否合格。
2.4 巩固成果,将流程标准化
经过五周的不断改善与实践,smt换线流程基本已由原单人逐机操作换线变更为内作业和外作业两部份,并且实现了多人配合同时进行换线,换线时间基本压缩到了60min内。
为了巩固成果,我们将流程标准化,制定了如下换线规章。
a、制作《smt生产安排管理看板》,重点标出换线计划。
b、采用旗帜管理模式,提前30min挂出“即将换线”黄色旗。
c、将换线分成预备换线和正式换线两个作业阶段。
在预备阶段制定了《smt换线准备检查表》和《smt预备换线阶段相关岗位权责分工说明书》;在正式换线阶段制定了《smt正式换线阶段相关岗位权责分工说明书》和《换线时效控制分析图》d、严格按照要求进行换线准备和换线,在换线完成后填写《换线数据采集表》,如有异常还需填写《换线异常记录》以备分析异常原因。
现在的换线工作流程如下图1。
图1 改善后的换线工作流程图
3 结论
因为各个公司的组织管理形式、机器设备以及人员素质的不一样,所以大家在缩短换线工时上的做法、流程也各不相同。
但是基本思路都是通过了解产品的特性、新旧产品的差异,通过提前作业、线外作业和其产品特性,来压缩整个的换线时间。
换线时间的控制
是当今smt制程中最易控制也是最难控制的一段,排除机器问题外,基本就是管理的问题。
相信通过不断的改善和提高制程能力,将可以进一步缩短换线的时间,提高整个的效率。
参考文献
[1]杨庆兴.smt换线时间改善.2005-10:
/p-225135341.html.
[2]史建卫,徐志雄,等.smt车间管理与质量控制技术[j].电子工艺技术,2009,6:367-369.
[3]卢西新.smt换线2010-12
/view/e474ca04cc17552707220889.html .。