OTC机器人FN命令大全
机器人管理员命令大全

解除禁闭219161023 134024
禁闭所有人
解除禁闭所有人 Байду номын сангаас
禁言134024 10分钟(禁言后群友不能在群里发言,分钟二字可不打)
禁言219161023 13402429 10分钟(禁言群号219161023中的13402429 10分钟)
解除禁言134024 (取消禁言)
设置/取消允许用群临时会话的方式
设置/取消禁止网络词库
设置/取消禁止本地公共词库
设置/取消在群里显示各类提示
问:你好 答:你好(教机器人回答)
问:你好 答:优先回复你也好啊(“你也好啊”会添加到“优先设定的回复内容.txt”中)
删除所有回答只要包含 xxxx(比如含广告或不雅字眼的,如果是*.*,则删除所有)
查看版本号
查看违禁词列表
添加/删除管理员134024
解除拉黑/拉黑134024
清空黑名单(清空当前群的黑名单,所有的人都被解除拉黑)
解除禁闭/禁闭134024(禁闭后群友对机器人说话,机器人不会回复)
禁闭134024 30天(5小时、1个月、1年)
禁闭219161023 134024 30天(5小时、1个月、1年)(机器人主人禁闭指定群号中某个q号)
设置赠送手续费 10(赠送或跨群转移时收的手续费百分比)
设置单张彩票金额 10(默认10金币一张彩票)
设置重复签到扣积分数 1(如果没到签到时间,重复签到扣1分)
设置幸运随机数消耗积分 10(随机抽中一个群友,奖励他10金币,如果抽中自己则可获得N倍奖励)
设置开奖时间 12|20(默认中午12点和晚上20点,多个时间点用|隔开)
OTC机器人FN命令大全
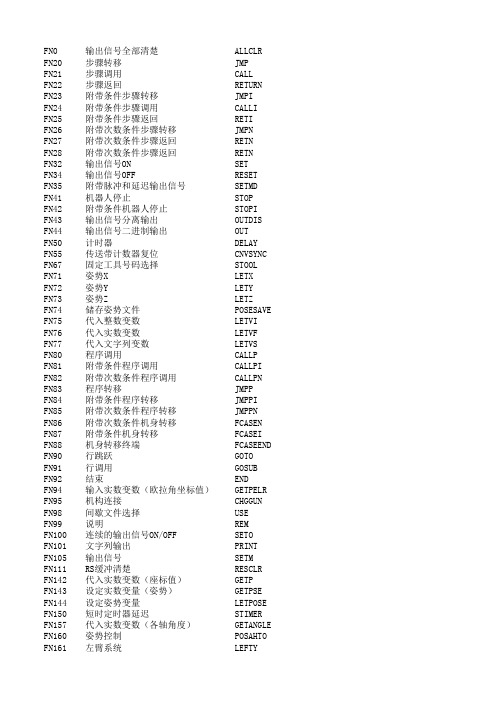
FN0输出信号全部清楚ALLCLR FN20步骤转移JMPFN21步骤调用CALLFN22步骤返回RETURN FN23附带条件步骤转移JMPIFN24附带条件步骤调用CALLI FN25附带条件步骤返回RETIFN26附带次数条件步骤转移JMPNFN27附带次数条件步骤返回RETNFN28附带次数条件步骤返回RETNFN32输出信号ON SETFN34输出信号OFF RESET FN35附带脉冲和延迟输出信号SETMD FN41机器人停止STOPFN42附带条件机器人停止STOPI FN43输出信号分离输出OUTDIS FN44输出信号二进制输出OUTFN50计时器DELAY FN55传送带计数器复位CNVSYNC FN67固定工具号码选择STOOL FN71姿势X LETXFN72姿势Y LETYFN73姿势Z LETZFN74储存姿势文件POSESAVE FN75代入整数变数LETVI FN76代入实数变数LETVF FN77代入文字列变数LETVS FN80程序调用CALLP FN81附带条件程序调用CALLPI FN82附带次数条件程序调用CALLPN FN83程序转移JMPPFN84附带条件程序转移JMPPI FN85附带次数条件程序转移JMPPN FN86附带次数条件机身转移FCASEN FN87附带条件机身转移FCASEI FN88机身转移终端FCASEEND FN90行跳跃GOTOFN91行调用GOSUB FN92结束ENDFN94输入实数变数(欧拉角坐标值)GETPELR FN95机构连接CHGGUN FN98间歇文件选择USEFN99说明REMFN100连续的输出信号ON/OFF SETOFN101文字列输出PRINT FN105输出信号SETMFN111RS缓冲清楚RESCLR FN142代入实数变数(座标值)GETPFN143设定实数变量(姿势)GETPSE FN144设定姿势变量LETPOSE FN150短时定时器延迟STIMER FN157代入实数变数(各轴角度)GETANGLE FN160姿势控制POSAHTO FN161左臂系统LEFTYFN162右臂系统RIGHTYFN163肘上侧系统ABOVEFN164肘下侧系统BELOWFN165腕触发系统FLIPFN166腕非触发系统NONFLIP FN169模拟输入速度超驰SPDDOWNA FN171机器人语言座标系选择NRLCRDFN202凸源轴基准角度FRANGEFN230设定干扰检测水平COLSELFN238变化架构2CHGXXGUN FN252输入暂停指令PAUSEINPUT FN264复数输出信号MULTIMFN271文字列输入INPUTFN275基角移动LOCCVTS FN276传送待寄存器GETCNVYREG FN277数字输入速度超驰SPDDOWND FN278数字输出DOUTFN280距离指定输出信号DPRESETM FN288手腕姿势限制切换WRISTLIM FN295机器人校准DYNCALIBR FN296测量点DYNMESPOS FN297一般事件DYNEVENT FN301机构连接CHGMEGFN302机构连接CHGXXMEC FN307压弯机护罩PRSSFN308读取压力数据PRSDFN310禁止INHFN312区域总线解除FBUSREL FN337传送带视觉要求VCREQFN338传送带视觉移动VCSFTFN400程序跳跃(至外部BCD程序)JMPPBCD FN401程序跳跃(至外部BIN程序)JMPPBIN FN402程序召回(外部BCD程序)CALLPBCD FN403程序召回(外部BIN程序)CALLPBIN FN407外部轴线移动RELMOVFN410点动ICHFN411退回RTCFN412气体ON GSFN413气体OFF GEFN414焊接开始ASFN415焊接结束AEFN438伺服开SPNFN439伺服关SPFFN440固定型横摆运条WFPFN441关节横摆运条WAXFN443横摆运条结束WEFN450系统外启动FORKFN451系统外启动(输入)FORKIFN452系统外启动(次数)FORKNFN453FORK完成等待FORKWAIT FN454系统外调用CALLFAR FN455系统外调用(输入)CALLFARI FN456系统外调用(次数)CALLFARN FN467用户错误USRERRFN470焊丝延长SF0FN471单向搜索SF1FN472模式搜索(单触)SF2FN473偏离召回SF3FN474偏离矢量组成SF4FN475跟踪偏离储存SF5FN478DEV文件的生成SF8FN479GAP文件的生成SF9FN480单向搜索(激光)ZF1FN481模式搜索(激光搜索)ZF2FN483高速坡口搜索ZG1FN484端点检测(电弧传感器)DEFN485开始跟踪STFN486终止跟踪ETFN525输入信号等待(正逻辑)WAITIFN526输入信号等待(负逻辑)WAITJFN550传送待联锁CNVIFN552附带定时输入信号等待WAITFN553附带定时组信号等待(AND)WAITAFN554附带定时组信号等待(OR)WAITOFN555附带定时组信号等待WAITEFN557待定时器的等待输入信号条件2WAITLFN558附带定时组信号等待BCD(AND)WAITADFN559附带定时组信号等待BCD(OR)WAITODFN560附带定时组信号BCD等待WAITEDFN562传送带联锁(同步)CNVSYNCI FN564压力联锁PRSIFN600NOP NOPFN601标签*FN602条件IFFN603ON GOTO转移ONFN604循环开始FORFN605循环结束NEXTFN606文字列描绘PRINTFN626Modify User coordinate MODUSRCOORD FN628设定局部整数变量LETLIFN629设定局部实数变量LETLFFN630代入姿势变量LETCOORDP FN632代入姿势元素LETPEFN633代入移动元素LETREFN634代入变量LETFN635加姿势变量ADDPFN637加整数变量ADDVIFN638加实数变量ADDVFFN639减整数变量SUBVIFN640减实数变量SUBVFFN641乘整数变量MULVIFN642乘实数变量MULVFFN643除整数变量DIVVIFN644除实数变量DIVVFFN645记录MOVEX MOVEXFN650代入TIMER函数TIMERFN651代入SQR函数SQRFN652代入SIN函数SINFN653代入COS函数COSFN654代入TAN函数TANFN655代入ATN函数ATNFN656代入ATN2函数ATN2FN657代入ABS函数APSFN658代入MIN函数MINFN659代入MAX函数MAXFN665焊接开始(可变量)ASVFN666焊接结束(可变量)AEVFN667设置摆动模式(可变量)WFPVFN668轴向摆动(可变量)WAXVFN670Fork User Task Pragram FORKMCR FN671Call User Task Pragram CALLMCR FN672Fork User Task Pragram(Time)FORKMCRTM FN673Fork User Task Pragram(Disrance)FORKMCRDST FN680程序跳转(可变量)JMPPVFN681程序跳转(I-状态。
机器人基本命令

机器人编程为使机器人完成某种任务而设置的动作挨次描述。
机器人运动和作业的指令都是由程序进行掌握,常见的编制方法有两种,示教编程方法和离线编程方法。
其中示教编程方法包括示教、编辑和轨迹再现,可以通过示教盒示教和导引式示教两种途径实现。
由于示教方式有用性强,操作简便,因此大部分机器人都采纳这种方式。
离线编程方法是采用计算机图形学成果,借助图形处理工具建立几何模型,通过一些规划算法来猎取作业规划轨迹。
与示教编程不同,离线编程不与机器人发生关系,在编程过程中机器人可以照常工作。
工业上离线工具只作为一种帮助手段,未得到广泛的应用。
1 .基本命令用EDlT指令进入编辑状态后,可以用C、D、E、I、L、P、R、S、T等命令来进一步编辑。
如:C命令:转变编辑的程序,用一个新的程序代替。
D命令:删除从当前行算起的n行程序,n缺省时为删除当前行。
E命令:退出编辑返回监控模式。
I命令:将当前指令下移一行,以便插入一条指令。
P命令:显示从当前行往下n行的程序文本内容。
T命令:初始化关节插值程序示教模式,在该模式下,按一次示教盒上的“RECODE”按钮就将Mc)VE指令插到程序中。
列表指令DIRECTORY指令:此指令的功能是显示存储器中的全部用户程序名。
1.ISTL指令:功能是显示任意个位置变量值,1.ISTP指令:功能是显示任意个用户的全部程序。
存储指令FoRMAT指令:执行磁盘格式化。
STOREP指令:功能是在指定的磁盘文件内存储指定的程序。
STe)REL指令:此指令存储用户程序中注明的全部位置变量名和变量值。
1.ISTF指令:指令的功能是显示软盘中当前输入的文件名目。
1.oADP指令:功能是将文件中的程序送入内存。
1.OADL指令:功能是将文件中指定的位置变量送入系统内存。
DELETE指令:此指令撤销磁盘中指定的文件。
Cc)MPRESS指令:只用来压缩磁盘空间。
ERASE指令:擦除磁内容并初始化。
掌握程序执行指令ABC)RT指令:执行此指令后紧急停止(紧停)。
机器人常用指令
机器人常用指令
6.选中Module,点击“显示模块”。
机器人常用指令
7.点击“例行程序”。
机器人常用指令
8.点击左下角文件菜单里的“新建例行程序”。
机器人常用指令
9.设定例行程序名称(这里就使用默认名称Routine1), 点击“确定”。
机器人常用指令
10.选中Routine1,点击“显示例行程序”。
4.点击“新建”。
机器人常用指令
添加线性运动指令MoveL的操作
5.对目标点数据属性进行设定后,点击“确定”。
机器人常用指令
添加线性运动指令MoveL的操作
6.*号已经被P10目标点变量代替。
7.点击“确定”。
机器人常用指令
添加线性运动指令MoveL的操作
8.点击“添加指令”将指令列表收起来。
线性运动示意图如图所示。
机器人常用指令
添加线性运动指令MoveL的操作
1.选中“<SMT>”为添加指令的位置。
2.在指令列表中选择“MoveL”
机器人常用指令
添加线性运动指令MoveL的操作
3.选中*号并蓝色高亮显示,再单击*号。
说明:将*号用变量名字代替。
机器人常用指令
添加线性运动指令MoveL的操作
工业机器人现场编程
机器人常用指令
下面我们先来看看在示教器进行 指令编辑的基本操作:
1.单击左上角主菜单按钮
2.选择“程序编辑器”。
机器人常用指令
3.点击“取消”。
机器人常用指令
4.点击左下角文件菜单里的“新建模块”。
机器人常用指令
5.设定模块名称(这里就使用默认名称Module1),点击 “确定”。
机器人常用指令
机器人指令

让机器人踢马甲出房间是:死刑 例如 死刑 6DU
清理黑马甲:干活 或者 滚蛋 机器人从进房间:回避或者JJ滚
设置机器人不可以进入房间口令:XJJ 机器人可以进:DMM
设置踢刷频 DJJ 不踢刷频 XMM
机器人公屏发送指令
加进和删除机器人管理口令是+和- 例如 + 6DU - 6DU 注意:加进此项可加(蓝色和绿色)
加进和删除机器人老板口令是++和-- 例如 ++ 6DU -- 6DU 注意:加进此项可加(红色和下黑)
如2个都需要要。必须2个都加进去,如只加一项,只可以使用那一项功能
设置没颜色可以进房间 JJ 没颜色不可以进房间是 MM
变色龙开始:68 停止:86
查看别人在看谁口令:66 比如 66 6DU
查看谁在看那个人)机器人IM指令 (此项除加蓝色和绿色功能外,其他的必须是机器人老板,++的才可以使用)
加色口令分别是: 1 (蓝)2(绿) 3(红) 4(下黑)
封麦和解麦口令是:下麦解麦 例如 下麦 6DU 解麦 6DU
惩罚和解除惩罚口令是:惩罚和解除惩罚 例如 惩罚 6DU 解除惩罚 6DU
限制30秒麦时口令是: 麦时 解除麦时
房间设置密码口令是: 加密 解密
清理黑马甲 清理
查看别人在看谁口令:166 比如 166 6DU
查看谁在看那个人口令:177 比如 177 6DU
设置踢黑马甲 jj 不踢黑马甲 mm
给自己变颜色口令分别是: (C)红 (X)绿 (Z)蓝 (ST)下黑
开关公屏口令是:KP和GP KP GP
机器人口令

对应文件:nanksys文件夹内“nanksys.ini”文档
┏〓---我的操作---〓┓
●查随身资金 #总财富
●查私藏资金 #保险箱
●查警告次数 #查警告
●查聊天次数 [查聊天命令]
●创建帮派 #创帮派
●加入帮派 #加帮派x x帮派名
●退出帮派 #退帮派
●查帮派资料 #查帮派
4.充金币卡密
玩家发送“#充值xxxx”对本号进行卡密充值(xxxx为卡密编码,功能暂未开放)。
5.查金币数量
玩家发送“#查金币”可查看本号金币余额(暂未开放)。
6.查帮派资料
玩家发送“#查帮派”查看本号所属帮派及相关信息
创建帮派 #创帮派x 创建一个帮派
●改数据马甲 #改马甲x x新马Байду номын сангаас
●改数据网名 #改网名x x新网名
┗〓-------------〓┛
1.查随身资金
玩家发送“#总财富”可查看随时携带货币余额。
2.查私藏资金
玩家发送“#保险箱”可查看保险箱内存余额。
3.查警告次数
非代管或超管玩家发送“#查警告”,查看历史违规警告次数。
加入帮派 #加帮派x x帮派名 加入已有的帮派
退出帮派 #退帮派 退出当前帮派,如果是帮住退出,将解散帮派
7.改数据马甲
玩家发送“#改马甲xx”(xx为新的数据马甲昵称),可自行修改机器人在玩家使用娱乐功能时对其的称呼。
8.改数据网名
玩家发送“#改网名xx”(xx为新的数据网名昵称),可自行修改机器人在玩家违规时对其的称呼。
9.改地图位置
玩家发送“#传送门xx”,可更改本号在地图中的位置信息(xx新地图位置,功能暂未开放)。
机器人命令

发送:@RC6算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@RIJNDAEL算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@CAST128算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@CAST256算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@DES3算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@问:XX 答:XX 功能:教机器人说话!
发送:@停用 或 @启用 功能:机器人影响你聊天了?立即停用我!
发送:@查询DNF封号 Q号 功能:可以查询DNF封号数据!
发送:@翻译 待翻译文本 功能:中英文翻译
发送:@判断身份证 身份证[十八位] 功能:判断身份证是否正确
发送:@BLOWFISH算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@THINICE算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@TWOFISH算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
发送:@DES算法 已加密或要加密的文本,密匙,操作方法(1为加密2Biblioteka 解密) 功能:有加密和解密的功能!
发送:@GOST算法 已加密或要加密的文本,密匙,操作方法(1为加密2为解密) 功能:有加密和解密的功能!
OTC机器人编程

OTC 机 械 手 臂 编 程编程第一步:先将手提主屏左上角开关调制为手动模式,能后在将稳压气侧面也调制到教示编程第二步:左手按住手提屏目左上角作动键,右手在按住手提屏目右下角程式步骤键下一步进入程序文档,这样就直接进入一缆表内可以进入编好程序内使用,如想要浏览程序那就要按住作动键+下方导航键。
如想编新的程序,那就直接在上空格角中新建程序代码,如想册除程序,就按功能键进入内册除键,选择要册除程序编程第三步:待建立好程序之后,按FN 然后在输入99待出现备注数字与字母画面然后请输入你想要的数字,与字母最后按确认键在按F12写入最后按记录备注1:如想不编备注,想返回到原使主菜单,请按返回重置键。
备注2:如在编备注时,不小心输错了数字,如你想要册除,请按BS 册除键编程第四步:因机器人都有个原点位置,要先到其它文档内调用,按动作加程序键,调用第二步程序,因第一步是代号备注键,然后要先按一下前进键,待第二步出现黄色,在按作动加程序回到你原本的程序,最后在按一下记录键即可完成第一步。
原点步骤备注步骤编程第五步:编机器人行走步骤,在编之前,一定要先确定,将机器设定为弧形点壮态下,要按住作动加内插,检察是否就会出现JOINT ,备注:1、编程机器行走过程一定要先择此JOINT ,每步编完后一定要按记录键,在回走检查2、开始编焊道时一定要注意手动速度调整备注:编程第六步:如焊道是LIR 直线焊接、CIR 圆、JOINT 、行走、FN50点焊接,就直接输入FN50、请按作动加内插先择最后按记录。
编程第七步:AS 起弧电流与电压设定,按F7功能表打开然后先择想要的电流、电压、速度,分别OK 后按F12写入然后按前进检察焊接部位,最后按写入键。
备注:铁板焊接标准电流电压速度编程第八步:收弧AE 按作动键然后在按F7功能表打开,然后先择想要的电流、电压、速度,按F12写入。
备注1:铁板焊接标准电流电压速度备注2:特别注意收弧时间编程第九步:编程完后,要使机器人回到原点,那就要借用第一步,待第一步回到原点后,程序2步出现黄色,然后在回到最后一步上,先将收弧转换JOINTAE 收弧电流与电压设定,最后按记录键编程第十步:所有程序编完后,最后一步就是按FN 然后输入92,在按确定键,编程全部编完,最后一步设定工位编程第十一步:工位号设定按F9进入工位菜单,然后按导航键转入你想要设定空格内编好后,按确定键备注:如是已经编好的程序内要设定工位号,那就要先按确认键,然后在按F12写入起焊端口动作+内插起弧条件按F7焊接过程只需按记忆AW 条件按动作+F7、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件准备焊接条件焊接过程条件起弧收弧选中要修正位置,待需修正部位出现黄色 然后按编程轴键 最后按作动键加修正健2、编程过程中,如想让机器转动适当位置,方式如下:直接按图上的机器人、工具、轴座标转换键即可3、编程时,如想试看焊接效果方法如下:直接按F2键 然后观看屏目图标有火模式与无火模式,有火模试代标可接焊,无法模试 代表无焊机器试运行空跑4、编程时,如打一个个设置键,但又不想用,操作如下:直接按重设键即可,从设键也就是返回键1、按复位键2、在屏幕底空格内输入3143、按三下确定键待屏幕左边框F5键变成正常灰色状态4、按F5键进入选项键5、用导航键选择第四项特性数据设定6、按确定进入焊线选项画面7、导航选项1、如制程中,OTC焊接有偏位,要检行修改,操作如图:5、焊线选项操作方式备注:焊接有三个条件,1、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件作动键位置修正键编程轴键机器人、工具、轴座标转换键手动速度机器人、工具、轴座标转换信号,可目视观看F2键打火模式图片F2键无打火模式图片重置键如何变成黄色:将连续模式转换成单步行走模式、,片。
机器人基本指令

程序循环指令-WHILE
reg1:=1; WHILE reg1< 5 DO reg1:=reg1+1; ENDWHILE 循环至不符合判断条 件 reg1 < 5,才执行 ENDWHILE 以后的 指令。
循环指令 WHILE 运行时,机器人循环至 不满足判断条件后,才跳出循环指令,执 行 ENDWHILE 以后的运行指令。当循环 指令 WHILE 运行时,存在死循环,在编 写相应机器人程序时必须注意。
( num )
( string )
( string ) ( string ) ( string ) ( string ) ( string )
在示教器显示屏上显示字符串,在功能键上 显示相应字符串,选择按相应的功能键,机 器人自动给数字变量赋于相应数值 1-5。
程序流程指令-IF
IF <exp> THEN “Yes-part” ENDIF IF <exp> THEN “Yes-part” ELSE “Not-part” ENDIF 符合判断条件, 执行 “Yes-part” 指令。 符合判断条件, 执行 “Yes-part” 指令。 不符合判断条件, 执行 “Not-part” 指令。
程序运行停止指令-Stop
Stop;
机器人在当前指令行停止运行,属于机器人 软停止指令 ( Soft Stop ),可以直接在下一 句指令行启动机器人。
程序运行停止指令-Exit
Exit;
属于机器人软停止指令 ( Soft Stop ),机器 人在当前指令行停止运行,并且复位整个 运行程序,将程序运行指针移至主程序第 一行,机器人程序必须从头开始运行。
程序流程指令-TEST
TEST reg1 CASE 1: PATH 1; CASE 2: PATH 2; …… DEFAULT: Error; ENDTEST 测试 ( 数字 ) 变量, 数字变量值为 1, 执行 CASE 1 指令。 数字变量值为 2, 执行 CASE 2 指令。 数字变量值无法在 CASE 内找到相应值 执行 DEFAULT 内指令。
OTC机器人编程
OTC 机 械 手 臂 编 程编程第一步:先将手提主屏左上角开关调制为手动模式,能后在将稳压气侧面也调制到教示编程第二步:左手按住手提屏目左上角作动键,右手在按住手提屏目右下角程式步骤键下一步进入程序文档,这样就直接进入一缆表内可以进入编好程序内使用,如想要浏览程序那就要按住作动键+下方导航键。
如想编新的程序,那就直接在上空格角中新建程序代码,如想册除程序,就按功能键进入内册除键,选择要册除程序编程第三步:待建立好程序之后,按FN 然后在输入99待出现备注数字与字母画面然后请输入你想要的数字,与字母最后按确认键在按F12写入最后按记录备注1:如想不编备注,想返回到原使主菜单,请按返回重置键。
备注2:如在编备注时,不小心输错了数字,如你想要册除,请按BS 册除键编程第四步:因机器人都有个原点位置,要先到其它文档内调用,按动作加程序键,调用第二步程序,因第一步是代号备注键,然后要先按一下前进键,待第二步出现黄色,在按作动加程序回到你原本的程序,最后在按一下记录键即可完成第一步。
原点步骤备注步骤编程第五步:编机器人行走步骤,在编之前,一定要先确定,将机器设定为弧形点壮态下,要按住作动加内插,检察是否就会出现JOINT ,备注:1、编程机器行走过程一定要先择此JOINT ,每步编完后一定要按记录键,在回走检查2、开始编焊道时一定要注意手动速度调整备注:编程第六步:如焊道是LIR 直线焊接、CIR 圆、JOINT 、行走、FN50点焊接,就直接输入FN50、请按作动加内插先择最后按记录。
编程第七步:AS 起弧电流与电压设定,按F7功能表打开然后先择想要的电流、电压、速度,分别OK 后按F12写入然后按前进检察焊接部位,最后按写入键。
备注:铁板焊接标准电流电压速度编程第八步:收弧AE 按作动键然后在按F7功能表打开,然后先择想要的电流、电压、速度,按F12写入。
备注1:铁板焊接标准电流电压速度备注2:特别注意收弧时间编程第九步:编程完后,要使机器人回到原点,那就要借用第一步,待第一步回到原点后,程序2步出现黄色,然后在回到最后一步上,先将收弧转换JOINTAE 收弧电流与电压设定,最后按记录键编程第十步:所有程序编完后,最后一步就是按FN 然后输入92,在按确定键,编程全部编完,最后一步设定工位编程第十一步:工位号设定按F9进入工位菜单,然后按导航键转入你想要设定空格内编好后,按确定键备注:如是已经编好的程序内要设定工位号,那就要先按确认键,然后在按F12写入起焊端口动作+内插起弧条件按F7焊接过程只需按记忆AW 条件按动作+F7、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件准备焊接条件焊接过程条件起弧收弧选中要修正位置,待需修正部位出现黄色 然后按编程轴键 最后按作动键加修正健2、编程过程中,如想让机器转动适当位置,方式如下:直接按图上的机器人、工具、轴座标转换键即可3、编程时,如想试看焊接效果方法如下:直接按F2键 然后观看屏目图标有火模式与无火模式,有火模试代标可接焊,无法模试 代表无焊机器试运行空跑4、编程时,如打一个个设置键,但又不想用,操作如下:直接按重设键即可,从设键也就是返回键1、按复位键2、在屏幕底空格内输入3143、按三下确定键待屏幕左边框F5键变成正常灰色状态4、按F5键进入选项键5、用导航键选择第四项特性数据设定6、按确定进入焊线选项画面7、导航选项1、如制程中,OTC焊接有偏位,要检行修改,操作如图:5、焊线选项操作方式备注:焊接有三个条件,1、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件作动键位置修正键编程轴键机器人、工具、轴座标转换键手动速度机器人、工具、轴座标转换信号,可目视观看F2键打火模式图片F2键无打火模式图片重置键如何变成黄色:将连续模式转换成单步行走模式、,片。
OTC机器人简单编程

机器人简单编程
1、作业原点(可以选择9999号程序作为作业原点),记
录一点,选用‘点’指令。
2、距离工件10公分(前提要摆好枪姿)记录一点,选
用‘点’指令。
3、焊接起点(焊缝的起点),记录一点,选用‘点’指
令。
4、AS起弧指令(在屏幕的右上角,点击后可改电流、
电压、焊接速度)“写入”生成指令。
5、焊接终点(焊缝的终点),记录一点,选择‘线’指
令。
6、AE收弧指令(‘动作可能’+屏幕右上角,点击后可
改电流、电压)“写入”生成指令。
7、离开工件10公分,记录一点,选择‘点’指令。
8、回到作业远点,记录一点,选择‘点’指令。
9、END(动作可能+键盘左下角)
点指令(JOINT)线指令(LIN)圆弧指令(CIR)
注:焊接圆弧时,把第5步的‘线’指令,改成‘圆弧’指令,并且记录的是圆弧的中点(CIR1),然后接着记录一点,是圆弧的终点(CIR2),然后再按照上面的 6 、7、8、9进行编程。
OTC焊接机器人基本操作说明

OTC焊接机器人基本操作说明一、概述二、安全须知1.在进行任何操作之前,请确保机器人和相关设备的电源已断开,并且焊接夹具上没有工件。
2.操作人员应穿戴好防护设备,如焊接面罩、防护手套和耐火工作服。
3.在操作过程中,请始终保持警觉,并随时注意周围的安全状况。
4.当发现异常情况或机器故障时,应立即停止操作并通知维修人员。
三、基本操作方法1.打开电源:将机器人和相关设备的电源开关打开。
2.焊接程序设置:根据工件的要求,选择合适的焊接程序。
操作人员应熟悉机器人控制系统的操作界面,找到焊接程序设置选项,并输入相关参数,如焊接时间、电流强度和焊接速度等。
3.工件装夹:将待焊接的工件夹紧在焊接夹具上,确保工件稳固。
4.启动机器人:按下机器人控制系统上的启动按钮,机器人将开始工作。
5.监控焊接过程:操作人员应通过监视器观察焊接过程,确保焊接操作正常进行。
6.完成焊接:焊接完成后,操作人员可按下停止按钮,停止机器人的工作。
7.处理焊接缺陷:如果发现焊接缺陷,如焊点不牢固或焊缝不均匀等,操作人员应停止机器人的工作,并进行修复或重新焊接。
8.关闭机器人:完成所有焊接任务后,将机器人和相关设备的电源开关关闭。
四、注意事项1.在进行程序设置时,请确保选择正确的焊接程序,并输入正确的参数,以避免焊接质量问题。
2.在进行焊接操作时,请注意机器人和工件之间的距离,避免发生碰撞或误伤。
3.在监测焊接过程中,请密切关注焊接质量,并随时调整焊接参数以保证焊接质量。
4.在操作机器人时,请注意保持机器人的清洁,尤其是焊接夹具和焊接枪等部件,以确保其正常运行。
5.若需要更换焊接枪或维修机器人,请寻求专业人员的帮助,切勿私自操作。
6.记住焊接机器人只能用于指定的焊接任务,严禁将其用于其他用途。
五、维护保养1.定期清洁焊接机器人,尤其是焊接夹具和焊接枪等部件,以确保其正常运行。
2.检查焊接机器人的关键部件,如焊接枪的电极和喷嘴等,有无磨损或损坏,并及时更换。
OTC机器人单机系统格式化
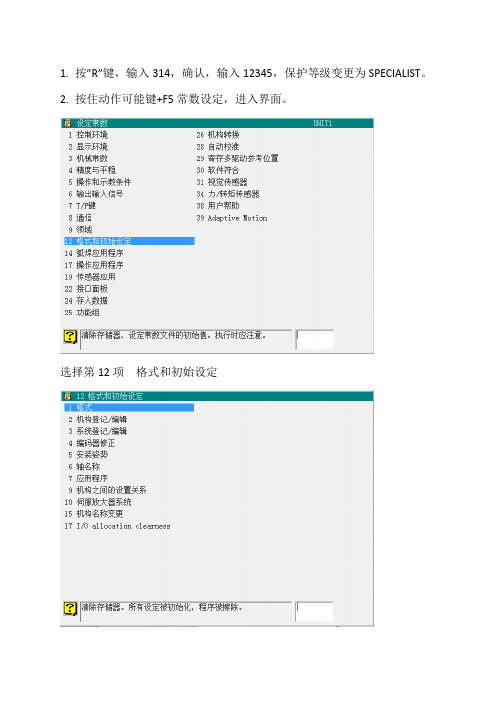
1.按”R”键,输入314,确认,输入12345,保护等级变更为SPECIALIST。
2.按住动作可能键+F5常数设定,进入界面。
选择第12项格式和初始设定
选择第1项格式,确认
弹出对话框,选OK,确认
机构类型选择,输入1,确认
如图选择NB4,按F12写入
弹出对话框,选可行,确认
选择接地,按F12写入。
弹出对话框,选可行,确认
确认
选择可行,确认
选择可行,确认
选择可行,确认
选择6轴放大器,按F12写入
放大器号码1,确认,开始轴1,确认,按F12写入
按任意键后等显示屏变成黑色再关闭电源,等约30后再打开。
开机后弹出此界面,把纸上的数值填写进去,按F12写入。
按任意键,然后按R键返回主界面。
再次提升保护等级。
按动作可能+F5常数设定。
选第2项,确认
选第一项
选中文,按动作可能+数字键1,打上勾,按F12写入。
OTC机器人编程

OTC 机 械 手 臂 编 程编程第一步:先将手提主屏左上角开关调制为手动模式,能后在将稳压气侧面也调制到教示编程第二步:左手按住手提屏目左上角作动键,右手在按住手提屏目右下角程式步骤键 下一步进入程序文档 ,这样就直接进入一缆表内可以进入编好程序内使用,如想要浏览程序那就要按住作动键+下方导航键。
如想编新的程序,那就直接在上空格角中新建程序代码,如想册除程序,就按功能键进入内册除键,选择要册除程序编程第三步:待建立好程序之后,按FN 然后在输入99 待出现备注数字与字母画面 然后请输入你想要的数字,与字母 最后按确认键 在按F12写入 最后按记录备注1:如想不编备注,想返回到原使主菜单,请按返回重置键。
备注2:如在编备注时,不小心输错了数字,如你想要册除,请按BS 册除键编程第四步:因机器人都有个原点位置,要先到其它文档内调用,按动作加程序键,调用第二步程序,因第一步是代号备注键,然后要先按一下前进键,待第二步出现黄色,在按作动加程序回到你原本的程序,最后在按一下记录键即可完成第一步。
原点步骤备注步骤编程第五步:编机器人行走步骤,在编之前,一定要先确定,将机器设定为弧形点壮态下,要按住作动加内插,检察是否就会出现JOINT ,备注:1、编程机器行走过程一定要先择此JOINT ,每步编完后一定要按记录键,在回走检查2、开始编焊道时一定要注意手动速度调整 备注:编程第六步:如焊道是LIR 直线焊接、CIR 圆、JOINT 、行走、FN50点焊接,就直接输入FN50、请按作动加内插先择最后按记录。
编程第七步:AS 起弧电流与电压设定,按F7功能表打开 然后先择想要的电流、电压、速度,分别OK 后按F12写入然后按前进检察焊接部位,最后按写入键。
备注:铁板焊接标准电流 电压 速度编程第八步:收弧AE 按作动键然后在按F7功能表打开,然后先择想要的电流、电压、速度,按F12写入。
备注1:铁板焊接标准电流 电压 速度备注2:特别注意收弧时间编程第九步:编程完后,要使机器人回到原点,那就要借用第一步,待第一步回到原点后,程序2步出现黄色,然后在回到最后一步上,先将收弧转换JOINTAE 收弧电流与电压设定,最后按记录键编程第十步:所有程序编完后,最后一步就是按FN 然后输入92,在按确定键,编程全部编完,最后一步设定工位编程第十一步:工位号设定 按F9进入工位菜单,然后按导航键转入你想要设定空格内编好后,按确定键备注:如是已经编好的程序内要设定工位号,那就要先按确认键,然后在按F12写入起焊端口动作+内插 起弧条件按F7 焊接过程只需按记忆AW 条件按动作+F7、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件准备焊接条件焊接过程条件起弧收弧选中要修正位置,待需修正部位出现黄色 然后按编程轴键 最后按作动键加修正健2、编程过程中,如想让机器转动适当位置,方式如下:直接按图上的机器人、工具、轴座标转换键即可3、编程时,如想试看焊接效果方法如下:直接按F2键 然后观看屏目图标有火模式与无火模式,有火模试代标可接焊,无法模试 代表无焊机器试运行空跑4、编程时,如打一个个设置键,但又不想用,操作如下:直接按重设键即可,从设键也就是返回键1、按复位键2、在屏幕底空格内输入3143、按三下确定键待屏幕左边框F5键变成正常灰色状态4、按F5键进入选项键5、用导航键选择第四项特性数据设定6、按确定进入焊线选项画面7、导航选项1、如制程中,OTC焊接有偏位,要检行修改,操作如图:5、焊线选项操作方式备注:焊接有三个条件,1、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件作动键 位置修正键编程轴键机器人、工具、轴座标转换键手动速度机器人、工具、轴座标转换信号,可目视观看F2键打火模式图片F2键无打火模式图片重置键如何变成黄色:将连续模式转换成单步行走模式。
OTC机器人配置教程 2019-1-21

目录一、接线 (2)1.1电源接线 (2)1.2安全回路接线 (2)1.3通信板卡 (3)1.4碰撞传感器接口短接 (3)二、系统文件 (4)2.1拷贝PLC文件到示教器 (4)2.2 运行拷贝的PLC文件 (5)2.3 机器人与博途的变量对应 (6)三、其他设置 (11)3.1原点位置设置 (11)3.2 示教模式时无法输出变量 (12)3.3再生模式下外部自动需要的信号 (12)3.4 操作权限变更 (13)3.5 通信设置 (13)3.6切换为再生模式 (14)3.7外部自动只运行示教器选中的程序 (15)3.8 内部自动运行示教器程序 (16)3.9 示教器监视器的使用 (17)3.10 运行速度问题 (18)一、接线1.1电源接线OTC机器人自带变压器(380V AC-200V AC),故OTC机器人前端的断路器需要用D型。
1.2安全回路接线TBEX1:为输入端。
将1和2,3和4分别接到安全回路两个继电器的常开触点即可。
其他引脚不用管TBEX2:为输出端。
将1和2,3和4分别串联接入急停按钮的两个回路(注意正负)。
其他引脚不用管1.3通信板卡机器人控制箱内有3个通信板卡插槽,从左往右1-3编号,一般默认将通信板卡插入1号卡槽,PN通讯网线从通信板卡接到交换机中。
1.4碰撞传感器接口短接若示教器手动移动机器人后出现以下报警:解决办法:1.将机器人以下接口用线短接即可。
2.机器人控制箱内有个短接板卡,在短接板卡内短接即可(短接板卡是供应商发过来的,我没见过这个短接板卡长啥样)二、系统文件注:OTC机器人默认是弧焊版,购买时最好让供应商升级到激光版2.1拷贝PLC文件到示教器将装有PLC系统文件的U盘插入机器人控制柜,从U盘将对应的两个文件拷贝到示教器内部存储器---PLC文件夹中。
复制方法:先选择好文件复制的目标位置(文件要复制到哪个文件夹),再选择需要复制的文件,按复制即可,没有粘贴动作。
otc机器人编程

OTC机器人操作说明书OTC机器人的编程和操作主要都是在示教模式下进行的,因此这里主要说明对于示教器的使用。
将控制柜和示教器的旋钮都调整到示教模式,此时示教器进入示教模式首先了解一下示教器中一些代号及按钮的作用:将机器人记录的状态进行如下说明:①、图中1为机器人程序中的步骤号码,此步骤号码会随着程序步骤的删除或插入步骤此号码会相应的增加或是减小。
②、图中2为机器人移动的速度,这个速度可以有三种表示方式% 这个是指机器人的移动能力的表示方式cm/min 这个是指机器人线速度的表示方式sec 这个是指机器人移动时间的表示方式③、图中3指机器人的内插种类,种类也可以分为三种JOINT 指关节内插,是指机器的人各轴单独运动,工具尖端的轨迹不定,机器人程序设定动,机器人步骤从第上一点到第下一点的机器人各轴怎么快运动到点怎么运动。
LIN 指直线内插,机器人记录下一步骤运动方式是直线内插时,工具尖端在连结步骤间的直线上运动。
CIR 指圆弧内插,机器人目标步骤跟下一步骤为圆弧内插时,工具尖端在圆弧上运动。
注:机器人使用圆弧内插时,必须要有三个点才能组成一段圆弧。
④、图中4指的是机器人的内插精度,精度可以分为8个等级,其中A1的精度是最准确的,A8的精度是离记录点的位置相差是最大的。
⑤、图中5指的是机器人的工具号码,机器人上可以安装多种工具,在设定程序时设定好工具后,只要更换工具就可以使用了。
对示教器的一些常用按键进行说明:1、控制结点运动的轴键,主要用于调整机器人和焊枪的位置和角度。
在sw开关按下的情况下配合坐标可以用来控制机器人的位置。
2、坐标切换按键,可以在轴坐标、机器人坐标和工具坐标之间切换。
在sw开关按下的情况下配合轴键来控制机器人的位置。
3、类似于返回键,还有一个作用是在出现错误时复位。
4、对程序进行编辑时使用。
5、按下时,可以显示可能出现的动作菜单,也可以使其他按键上方的绿色功能发挥作用。
例如:+这是一个启用一个覆盖命令,而不是记录的作用。
机器人命令

设置星座验证-----设置星座验证
设置学历验证-----设置学历验证
设置职业验证-----设置职业验证
设置昵称验证-----设置昵称验证
设置学校验证-----设置学校验证
设置主页验证-----设置主页验证
设置地区验证-----设置地区验证
设置故乡验证-----设置故乡验证
签到扣除范围:签到 签到月奖励排行榜:嘀咚月排行
扣除范围 签到总天数排行榜:嘀咚总天数排行
签到时间段:签到时 签到月天数排行榜:嘀咚月天数排行
间段 签到今日排行榜:嘀咚日排
=============================================================
设置仅允许VIP加入-----设置仅允许VIP加入
设置仅允许SVIP加入-----设置仅允许SVIP加入
设置拒绝不良成员-----设置拒绝不良成员
=============================================================
18.基本设置
★★★★ ★★★★
★★★★ ★★★★
查看群管理员:查看群管理员,群管理员
增加群管理员:群管理员+,增加群管理员
删除群管理员:群管理员-,删除群管理员
清空群管理员:清空群管理员
=============================================================
9.群成员邀请统计
★★★★ ★★★★
群管命令 成员命令
★★★★ ★★★★
查看邀请 QQ号码 我的邀请
OTC焊接机器人基本操作说明
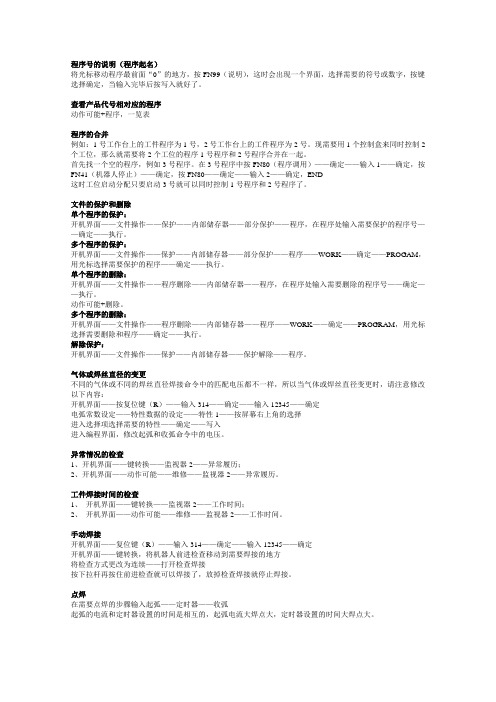
程序号的说明(程序起名)将光标移动程序最前面“0”的地方,按FN99(说明),这时会出现一个界面,选择需要的符号或数字,按键选择确定,当输入完毕后按写入就好了。
查看产品代号相对应的程序动作可能+程序,一览表程序的合并例如:1号工作台上的工件程序为1号,2号工作台上的工件程序为2号。
现需要用1个控制盒来同时控制2个工位,那么就需要将2个工位的程序1号程序和2号程序合并在一起。
首先找一个空的程序,例如3号程序。
在3号程序中按FN80(程序调用)——确定——输入1——确定,按FN41(机器人停止)——确定,按FN80——确定——输入2——确定,END这时工位启动分配只要启动3号就可以同时控制1号程序和2号程序了。
文件的保护和删除单个程序的保护:开机界面——文件操作——保护——内部储存器——部分保护——程序,在程序处输入需要保护的程序号——确定——执行。
多个程序的保护:开机界面——文件操作——保护——内部储存器——部分保护——程序——WORK——确定——PROGAM,用光标选择需要保护的程序——确定——执行。
单个程序的删除:开机界面——文件操作——程序删除——内部储存器——程序,在程序处输入需要删除的程序号——确定——执行。
动作可能+删除。
多个程序的删除:开机界面——文件操作——程序删除——内部储存器——程序——WORK——确定——PROGRAM,用光标选择需要删除和程序——确定——执行。
解除保护:开机界面——文件操作——保护——内部储存器——保护解除——程序。
气体或焊丝直径的变更不同的气体或不同的焊丝直径焊接命令中的匹配电压都不一样,所以当气体或焊丝直径变更时,请注意修改以下内容:开机界面——按复位键(R)——输入314——确定——输入12345——确定电弧常数设定——特性数据的设定——特性1——按屏幕右上角的选择进入选择项选择需要的特性——确定——写入进入编程界面,修改起弧和收弧命令中的电压。
异常情况的检查1、开机界面——键转换——监视器2——异常履历;2、开机界面——动作可能——维修——监视器2——异常履历。
FN的指令

FN --2N系列PLC的功能指令总表四则运算和逻辑运算ADD ( P ) 二进制加法SUB ( P ) 二进制减法MUL( P ) 二进制乘法DIV ( P ) 二进制除法INC ( P ) 二进制加一DEC ( P ) 二进制减一循环移位与移位ROR 循环右移(高---地---高)ROL 循环左移(地--高--高)RCR 带进位循环右移(高---低--十进制--高位)RCL 带进位循环左移(低---高---十进制--低)SFTR 位右移n2 高---低SFTL 位左移n2 低---高WSFR 字右移高字进低字溢出WSFL 字左移低字进高字溢出SFWR FIFL 写入SFRD FIFO读出数据处理ZRST 成批复位DECO 解码SUM 求ON位的总和BON ON位判断MEAN 平均值ANS 标志置为ANR 标志复位SOR 二进制平方根FLT 二进制整数与二进制浮点数转换传送和比较ZCP 区间比较CMP 比较MOV 传送SMOV 移位传送CML 取反BMOV 块传送FMOV 多点传送XCH 数据交换BCD 16/32位二进制转换4/8位BIN 4/8位转换BCD 16/32位高速处理HSZ 区间比较SPD 脉冲密度PLSY 脉冲输出PWM 脉冲调制PLSR 可调脉冲输出REF 输入输出刷新REFF 滤波调整MTR 钜阵输入HSCS 比较置位HSCR 比较复位时钟运算TCMP 时钟数据比较TZCP 时间数据区域比较TADD 时钟数据加法TSUB 时钟数据减法TRD 时间数据读出TWR 时间数据写入接点比较LD=LD>LD<LD< >LDAND =AND>AND<AND< >OR=OR>OR<。
库卡工业机器人运动指令入门知识 学员必备
库卡工业机器人运动指令的入门知识问?学完了的运动指令后,可以了解到哪些?答(1)通过对机器人几种基本运动指令的学习,能够熟练掌握机器人各种轨迹运动的相关编程操作(2)通过学习PTP运动指令的添加方法,能够掌握机器人的简单编程机器人的运动方式:机器人在程序控制下的运动要求编制一个运动指令,有不同的运动方式供运动指令的编辑使用,通过制定的运动方式和运动指令,机器人才会知道如何进行运动,机器人的运动方式有以下几种:(1)按轴坐标的运动(PTP:Point-toPoint,即点到点)(2)沿轨迹的运动:LIN直线运动和CIRC圆周运动(3)样条运动:SPLINE运动点到点运动PTP运动是机器人沿最快的轨道将TCP从起始点引至目标点,这个移动路线不一定是直线,因为机器人轴进行回转运动,所以曲线轨道比直线轨道运动更快。
此轨迹无法精确预知,所以在调试及试运行时,应该在阻挡物体附近降低速度来测试机器人的移动特性。
线性运动线性运动是机器人沿一条直线以定义的速度将TCP引至目标点。
在线性移动过程中,机器人转轴之间进行配合,是工具或工件参照点沿着一条通往目标点的直线移动,在这个过程中,工具本身的取向按照程序设定的取向变化。
圆周运动圆周运动是机器人沿圆形轨道以定义的速度将TCP移动至目标点。
圆形轨道是通过起点、辅助点和目标点定义的,起始点是上一条运动指令以精确定位方式抵达的目标点,辅助点是圆周所经历的中间点。
在机器人移动过程中,工具尖端取向的变化顺应与持续的移动轨迹。
样条运动样条运动是一种尤其适用于复杂曲线轨迹的运动方式,这种轨迹原则上也可以通过LIN运动和CIRC运动生成,但是相比下样条运动更具有优势。
创建以优化节拍时间的运动(轴运动)1?PTP运动PTP运动方式是时间最快,也是最优化的移动方式。
在KPL程序中,机器人的第一个指令必须是PTP或SPTP,因为机器人控制系统仅在PTP或SPTP运动时才会考虑编程设置的状态和转角方向值,以便定义一个唯一的起始位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FN0输出信号全部清楚ALLCLR FN20步骤转移JMP
FN21步骤调用CALL
FN22步骤返回RETURN FN23附带条件步骤转移JMPI
FN24附带条件步骤调用CALLI FN25附带条件步骤返回RETI
FN26附带次数条件步骤转移JMPN
FN27附带次数条件步骤返回RETN
FN28附带次数条件步骤返回RETN
FN32输出信号ON SET
FN34输出信号OFF RESET FN35附带脉冲和延迟输出信号SETMD FN41机器人停止STOP
FN42附带条件机器人停止STOPI FN43输出信号分离输出OUTDIS FN44输出信号二进制输出OUT
FN50计时器DELAY FN55传送带计数器复位CNVSYNC FN67固定工具号码选择STOOL FN71姿势X LETX
FN72姿势Y LETY
FN73姿势Z LETZ
FN74储存姿势文件POSESAVE FN75代入整数变数LETVI FN76代入实数变数LETVF FN77代入文字列变数LETVS FN80程序调用CALLP FN81附带条件程序调用CALLPI FN82附带次数条件程序调用CALLPN FN83程序转移JMPP
FN84附带条件程序转移JMPPI FN85附带次数条件程序转移JMPPN FN86附带次数条件机身转移FCASEN FN87附带条件机身转移FCASEI FN88机身转移终端FCASEEND FN90行跳跃GOTO
FN91行调用GOSUB FN92结束END
FN94输入实数变数(欧拉角坐标值)GETPELR FN95机构连接CHGGUN FN98间歇文件选择USE
FN99说明REM
FN100连续的输出信号ON/OFF SETO
FN101文字列输出PRINT FN105输出信号SETM
FN111RS缓冲清楚RESCLR FN142代入实数变数(座标值)GETP
FN143设定实数变量(姿势)GETPSE FN144设定姿势变量LETPOSE FN150短时定时器延迟STIMER FN157代入实数变数(各轴角度)GETANGLE FN160姿势控制POSAHTO FN161左臂系统LEFTY
FN162右臂系统RIGHTY
FN163肘上侧系统ABOVE
FN164肘下侧系统BELOW
FN165腕触发系统FLIP
FN166腕非触发系统NONFLIP FN169模拟输入速度超驰SPDDOWNA FN171机器人语言座标系选择NRLCRD
FN202凸源轴基准角度FRANGE
FN230设定干扰检测水平COLSEL
FN238变化架构2CHGXXGUN FN252输入暂停指令PAUSEINPUT FN264复数输出信号MULTIM
FN271文字列输入INPUT
FN275基角移动LOCCVTS FN276传送待寄存器GETCNVYREG FN277数字输入速度超驰SPDDOWND FN278数字输出DOUT
FN280距离指定输出信号DPRESETM FN288手腕姿势限制切换WRISTLIM FN295机器人校准DYNCALIBR FN296测量点DYNMESPOS FN297一般事件DYNEVENT FN301机构连接CHGMEG
FN302机构连接CHGXXMEC FN307压弯机护罩PRSS
FN308读取压力数据PRSD
FN310禁止INH
FN312区域总线解除FBUSREL FN337传送带视觉要求VCREQ
FN338传送带视觉移动VCSFT
FN400程序跳跃(至外部BCD程序)JMPPBCD FN401程序跳跃(至外部BIN程序)JMPPBIN FN402程序召回(外部BCD程序)CALLPBCD FN403程序召回(外部BIN程序)CALLPBIN FN407外部轴线移动RELMOV
FN410点动ICH
FN411退回RTC
FN412气体ON GS
FN413气体OFF GE
FN414焊接开始AS
FN415焊接结束AE
FN438伺服开SPN
FN439伺服关SPF
FN440固定型横摆运条WFP
FN441关节横摆运条WAX
FN443横摆运条结束WE
FN450系统外启动FORK
FN451系统外启动(输入)FORKI
FN452系统外启动(次数)FORKN
FN453FORK完成等待FORKWAIT FN454系统外调用CALLFAR FN455系统外调用(输入)CALLFARI FN456系统外调用(次数)CALLFARN FN467用户错误USRERR
FN470焊丝延长SF0
FN471单向搜索SF1
FN472模式搜索(单触)SF2
FN473偏离召回SF3
FN474偏离矢量组成SF4
FN475跟踪偏离储存SF5
FN478DEV文件的生成SF8
FN479GAP文件的生成SF9
FN480单向搜索(激光)ZF1
FN481模式搜索(激光搜索)ZF2
FN483高速坡口搜索ZG1
FN484端点检测(电弧传感器)DE
FN485开始跟踪ST
FN486终止跟踪ET
FN525输入信号等待(正逻辑)WAITI
FN526输入信号等待(负逻辑)WAITJ
FN550传送待联锁CNVI
FN552附带定时输入信号等待WAIT
FN553附带定时组信号等待(AND)WAITA
FN554附带定时组信号等待(OR)WAITO
FN555附带定时组信号等待WAITE
FN557待定时器的等待输入信号条件2WAITL
FN558附带定时组信号等待BCD(AND)WAITAD
FN559附带定时组信号等待BCD(OR)WAITOD
FN560附带定时组信号BCD等待WAITED
FN562传送带联锁(同步)CNVSYNCI FN564压力联锁PRSI
FN600NOP NOP
FN601标签*
FN602条件IF
FN603ON GOTO转移ON
FN604循环开始FOR
FN605循环结束NEXT
FN606文字列描绘PRINT
FN626Modify User coordinate MODUSRCOORD FN628设定局部整数变量LETLI
FN629设定局部实数变量LETLF
FN630代入姿势变量LETCOORDP FN632代入姿势元素LETPE
FN633代入移动元素LETRE
FN634代入变量LET
FN635加姿势变量ADDP
FN637加整数变量ADDVI
FN638加实数变量ADDVF
FN639减整数变量SUBVI
FN640减实数变量SUBVF
FN641乘整数变量MULVI
FN642乘实数变量MULVF
FN643除整数变量DIVVI
FN644除实数变量DIVVF
FN645记录MOVEX MOVEX
FN650代入TIMER函数TIMER
FN651代入SQR函数SQR
FN652代入SIN函数SIN
FN653代入COS函数COS
FN654代入TAN函数TAN
FN655代入ATN函数ATN
FN656代入ATN2函数ATN2
FN657代入ABS函数APS
FN658代入MIN函数MIN
FN659代入MAX函数MAX
FN665焊接开始(可变量)ASV
FN666焊接结束(可变量)AEV
FN667设置摆动模式(可变量)WFPV
FN668轴向摆动(可变量)WAXV
FN670Fork User Task Pragram FORKMCR FN671Call User Task Pragram CALLMCR FN672Fork User Task Pragram(Time)FORKMCRTM FN673Fork User Task Pragram(Disrance)FORKMCRDST FN680程序跳转(可变量)JMPPV
FN681程序跳转(I-状态。
)(可变量JMPPIV
FN682程序跳转(频率)(可变量)JMPPNV
FN690程序调用(可变量)CALLPV
FN691程序调用(I-状态。
)(可变量CALLPIV FN692程序调用(频率)(可变量)CALLPNV FN693CallFar 程序(可变量)CALLFARV FN694CallFarI 程序(可变量)CALLFARIV FN695CallFarN 程序(可变量)CALLFARNV。