M152钢基体超音速火焰喷涂WC_17Co涂层性能研究
TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层工艺研究
TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层工艺研究钛合金超音速火焰喷涂(TC27)是一种具有优异耐热性能和高温强度的材料,广泛应用于航空航天领域。
由于其表面硬度较低,易受磨损和腐蚀的影响,因此需要进行耐磨涂层的处理。
WC-17Co是一种常用的耐磨涂层材料,具有较高的硬度和耐磨性能,常被用于钛合金的表面涂层。
本文旨在研究TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层的工艺过程,以获得优良的性能。
一、研究背景二、研究方法1. 实验材料本实验采用TC27钛合金作为基材,WC-17Co作为涂层材料。
2. 实验设备实验采用超音速火焰喷涂设备,具有精密控制的喷涂参数,满足对涂层工艺的要求。
3. 实验步骤(1)基材表面处理:对TC27钛合金进行表面处理,包括打磨、清洗和预热等工艺步骤,以确保涂层与基材结合牢固。
(2)涂层喷涂:采用超音速火焰喷涂设备,控制喷涂参数,包括喷涂距离、喷涂速度和喷涂压力等参数,进行WC-17Co涂层的喷涂。
(3)涂层性能测试:对涂层进行硬度测试、耐磨性测试和显微组织观察等,对涂层的性能进行评估。
三、研究结果1. 涂层显微组织观察对制备的TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层进行显微组织观察,发现涂层显微组织致密,涂层结合牢固,无明显界面剥离或气孔现象,表现出良好的结合性能。
2. 涂层硬度测试对制备的涂层进行硬度测试,得到涂层的硬度值为HRA90,表明涂层具有较高的硬度,能够有效提高基材的耐磨性能。
3. 涂层耐磨性能测试采用台式耐磨试验机对涂层进行耐磨性能测试,结果显示涂层在一定负荷和速度下具有良好的耐磨性能,表现出较高的耐磨指数。
超音速火焰喷涂钴基陶瓷涂层的组织与性能研究
mi c r o — h rd a n e s s i s l o we r ha t n o he t r s t WO k i n d o f f u e l f l o w r a t e , t h e mi c r o — h a r d n e s s o f t h e c o a t i n g s p r e p a r e d wi t h t h e h i g h f u e l l f o w r a t e i s t h e h i g h e s t .
关键词 :超 音速 火焰喷涂 WC - C O 涂层 组织性 能
中图分类 号 :T G1 7 4 . 4 文献标识码 :A 文章编号 :1 0 . 1 3 7 2 6 0 . c n k i . 1 1 — 2 7 0 6 R q . 2 0 1 4 . 0 4 . 0 6 3 . 0 3
S t u d y o n Mi c r o s t r uc t u r e a n d Pr o p e r t i e s o f HVoF S pr a y e d Co - b a s e d Co a t i ng
MA o n Y g — q i n g, CHENG Gu o- d on g , ZHANG Yo u — h ui , W ANG Yi n — z h e n , Qi n Qi n g - b i n , QUAN
a n d p r o p e r t i e s wh e n t h e f l o w r a t e o f b o t h 02 a n d s p r a y i n g d i s t a n c e a r e c o n s t a n t . he t r e s u l t s t h e mi c r o —
超音速火焰喷涂WC-Co涂层耐磨性研究

超音速火焰喷涂WC-Co涂层耐磨性研究简中华;马壮;王富耻;曹素红;王全胜【期刊名称】《润滑与密封》【年(卷),期】2007(032)001【摘要】利用超音速火焰喷涂(HVOF)工艺制备了WC-Co涂层,测定了涂层孔隙率、显微硬度及干摩擦磨损过程中涂层材料失重,得出涂层干摩擦因数随时问的变化关系,分析了涂层摩擦磨损机制.结果表明,WC-Co涂层致密,平均孔隙率为1.29%,显微硬度达1 140HV(测试载荷2.94 N),干摩擦条件下材料失重低于电镀Cr镀层2个数量级;摩擦初期,干摩擦因数迅速增加,主要磨损特征是粘结相富Co区的犁沟切削,摩擦中后期,摩擦副问实际接触面积增大,摩擦因数变化较小,磨损趋于稳定.WC-Co涂层的主要磨损机制是疲劳磨损和犁沟切削.【总页数】4页(P90-92,98)【作者】简中华;马壮;王富耻;曹素红;王全胜【作者单位】北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081【正文语种】中文【中图分类】TH117.1【相关文献】1.超音速火焰喷涂(HVAF)WC-Co合金涂层微观组织与耐磨性分析 [J], 黄恒钧;刘东旭;牛超楠;王慧文;王佳杰2.超音速火焰喷涂WC-Co(Cr)涂层在NaCl溶液中抗空蚀性能研究 [J], 丁彰雄;石琎;丁翔;胡一鸣;廖星文;邓帮华3.超音速火焰喷涂WC-Co涂层超高速磨削试验研究 [J], 郭力;易军;盛晓敏4.超音速火焰喷涂纳米结构WC-Co涂层研究进展 [J], 刘晓丽;李明5.超音速火焰喷涂Cr_3C_2-NiCr与WC-Co涂层高温结合性能研究 [J], 门向东;陶凤和;甘霖;赵金辉因版权原因,仅展示原文概要,查看原文内容请购买。
超音速火焰喷涂WC_Co涂层的组织性能研究_张天明

图 1 WC/12Co 粉末的 SEM 形貌
48
《热加工工艺》2007 年第 36 卷第 11 期
焊 接·切 割 (3) W e l d i n g
2.2 涂层的 X 射线衍射相结构分析 图 2 为涂层的 X 射线衍射图谱。可见,
[3] Wang Y, Kettunen P. The optimization of Spraying parameters for WC/Co Coatings by Plasma and Detonation Spraying [A]. Proceeding of the international Thermal Spray Conference & Exposition [C]. 1992.
WC/12Co 涂 层 的 衍 射 谱 中 出 现 了 W2C 相 及 CoxWyC(!)相。超音速火焰喷涂层的 X 射线射结果 与原始粉末接近, 只有少量的 W2C 和含钴亚稳定 碳化物, 这说明在超音速火焰喷涂过程中, 材料成 分损失较少, WC 几乎不发生脱碳现象, 证明射流 速度的提高对抑制 WC 的分解和氧化的效果明显。
2 试验结果与讨论
2.1 WC/12Co 粉末 SEM 形貌 图 1 为 WC/12Co 粉末的 SEM 形貌。可见, 采
用喷雾干燥法制备的粉末呈球状, 表面粗糙多孔。 XRD 分析表明, 该粉末只含有 WC/Co 二种相。
试验用粒度范围为 0.044 ̄0.038 mm 呈球状的
收稿日期: 2007-03-09 作者简介: 张天明( 1972-) , 男, 辽宁人, 工程师 , 工 学 硕 士 , 从 事 金
超音速火焰喷涂WC-Co涂层耐磨性研究
M152钢基体超音速火焰喷涂WC_17Co涂层性能研究

M 152钢基体超音速火焰喷涂WC -17C o 涂层性能研究崔永静,陆峰,汤智慧,王长亮,郭孟秋(北京航空材料研究院,北京100095)摘要:采用超音速火焰喷涂技术在M 152钢上制备了WC -17C o 涂层。
对WC -17C o 涂层的耐磨性能和耐蚀性能进行了研究。
结果表明超音速火焰喷涂WC -17C o 涂层显著提高了M 152钢基体的抗盐雾腐蚀性能,同时WC -17C o 涂层具有优异的抗氧化性能和耐磨性能,可用于M 152钢零件中温区域的耐磨、耐蚀防护。
关键词:超音速火焰喷涂;WC -C o 涂层;磨损;腐蚀中图分类号:TG 174.4文献标识码:A 文章编号:1674-7127(2012)03-0023-05D OI 10.3969/j .issn .1674-7127.2012.03.005Performance of WC-17Co Coatings Fabricatedby High Velocity Oxy-Fuel Thermal Spray on M152SteelCUI Yong-jing ,LU Feng ,TANG Zhi-hui ,WANG Chang-liang ,GUO Meng-qiu(Beijing Institute of Aeronautical Material,Beijing 100095,China)Abstract:WC-17Co coating was fabricated by high velocity oxy-fuel (HVOF)spraying on M152steel.The wear and corrosion properties of the coating were investigated.The results indicated that WC-17Co coating substantially improved the salt spray corrosion performance of M152,and WC-17Co coating showed excellent resistance of wear and oxidation.Obviously,the WC-17Co coating has great potential in protecting M152steel in media temperature.Keywords:HVOF ;WC-Co coating ;Wear ;Corrosion作者简介:崔永静(1984-),男,河北唐县人,工程师,硕士.E-mai l :c u i y o n g jin g @126.c o mM 152(1Cr 12N i 3M o2VN )合金钢是一种马氏体耐热钢,主要应用于超超临界机组汽轮机末级叶片及紧固件,燃气轮机及航空发动机机匣部件[1]。
铝合金表面爆炸喷涂WC-17Co涂层性能的研究
( 北 京 科 技 大 学 材 料 科学 与工 程 学 院 , 北京 1 0 0 0 8 8 )
摘 要 : 本 文采 用 爆 炸喷 涂 系统 在 铝 合 金 表 面制 备 了 WC 一 1 7 C o涂 层 。利 用 S E M, E D AX X R D, HAX D等设备 对 涂层组 织性 能进 行 了分析 。研 究表 明 , 涂层 硬度 在 1 1 O 0 ~1 3 0 0 HV 之 间, 孔 隙率平均 小 于 1 . 0 , 而且 单 个孔 隙的 最 大尺 寸 ≤0 . 0 1 2 mm。涂 层 中没 有发 现 明显 的 氧 化物 。WC颗粒在 喷涂 过程 中能够 产生 轻微 的脱碳 反 应 , 生成 w。 C和 C o 。 W。 C。涂层 的损
第 2 3 卷第 5 期 2 0 1 3年 1 O月
粉 末 冶 金 工 业
P O W DER M ET A LLURG Y I N DU S TRY
Vo 1 .2 3 NO. 5
Oc t . 20 1 3
铝 合 金 表 面爆 炸 喷涂 WC 一 1 7 C o涂层 性 能 的研 究
( S c h o o l o f Ma t e r i a l s S c i e n c e a n d En g i n e e r i n g, Un i v e r s i t y o f S c i e n c e a n d
Te c h n o l o g y B e j i n g,Be i j i n g 1 0 0 0 8 3 , Ch i n a ) Ab s t r a c t : I n t h e n ve i s t i g a t i o n,D— gu n s pr a y i n g s ys t e m wa s e m pl o y e d t o o bt a i n W C一 1 7 Co c oa t i ng o n a l u mi num a l l oy s u bs t r a t e . SEM , ED A X , XRD a nd H A XD we r e us e d t o a n a l y z e t h mi c r o s t r uc t u r e a nd p e r f o r ma nc e of t he c o a t i n g . The h a r dn e s s o f t he W C一 1 7 Co c oa t i n g wa s i n t h e r a ng e o f 1 1 0 0~ 1 3 0 0 H V ,t he a ve r a ge p o r os i t y wa s s ma l l e r t h a n 1 .Th e ma xi mu m d i a me t e r of s i n gl e p o r e s i z e wa s s ma l l e r t h a n 0. 01 2 mm . No o bv i o us o xi d e wa s f o un d i n t he c oa t i n g. De c a r I 】 u r i z a t i o n of t he W C pa r t i c l e s t oo k p l a c e du r i ng t h e s p r a y i n g p r oc e s s a nd W2 C a n d Co 3 W3 C we r e f or me d .Th e c o r r o s i on r e s i s t a n c e o f t h e c o a t i n g wa s a c c e p t a b l e . The ph a s e d i s t r i bu t i o n i n t h e c o a t i ng wa s no t un i f or m. Ke y wo r d s : d — gu n s p r a y i ng s y s t e m ; W C一 1 7 Co;c o a t i ng; c o r r o s i o n;po r o s i t y.
WC-Co(Cr)超音速火焰喷涂粉末和涂层性能

WC-Co(Cr)超音速火焰喷涂粉末和涂层性能周伍喜;李玉玺;颜维;易长宾;杨再江【摘要】WC12Co, WC17Co, WC10Co4Cr coatings were prepared by super high velocity oxygen fuel spray with the same sprayed parameters using agglomerated and sintered WC12Co, WC17Co, WC10Co4Cr powders with particle size range of-45~+15μm. The properties of powders and coatings were characterized by means of optical microscopy, X-ray diffraction analysis, microhardness meter and so on. The results indicate that all powders exhibit good flow-ability (~13 s/50 g) and spherical morphologies and nearly the same apparent density(4.8~5.0 g/cm3);WC and Co phases are detected in all the powders; the microstructure and physical properties of all the powders are suitable for the spraying. High deposition efficiency (52%~55%) and Vickers microhardness (1 200~1 300 HV300 g), low porosity (<1.1%), are obtained for coatings; WC, W2C phase and amorphous or nanocrystalline phase were detected in all coatings; the results of abrasive wear rate show that WC10Co4Cr coating has the best abrasive wear resistance than other two coatings under the same spray parameter;WC10Co4Cr coating also has the best corrosion resistance in salt fog exposure.%采用喷雾造粒和真空烧结工艺制备粒度15~45μm 的 WC-12%Co(WC12Co)、WC-17%Co(WC17Co)、WC-10%Co-4%Cr(WC10Co4Cr)球形喷涂粉末,并采用超音速火焰喷涂(HVOF)法在同一喷涂参数下制备WC12Co, WC17Co, WC10Co4Cr涂层,应用金相显微镜、X-射线衍射仪、扫描电镜、显微硬度计等表征粉末和涂层的结构和性能。
超音速火焰喷涂参数对WC—Co涂层性能的影响

本 理 学 Rgk 50P 型 X射 线 衍 射 仪 进 行 物 相 分 析 ,衍 射 速 i u2 0 /C a 度 为 1/i。 利 用 德 国C R Z IS 能 材 料 显 微 镜 进 行 微 观 组  ̄ n m A ES 智
HVl 7 :WC 分 解 受 到 温度 和 喷 涂 距 离的 共 同作 用 ,分 解 率 可 迭 到5 % 以上 。 7 7 的 0 关 键 词 :超 音 速 火 焰 喷涂 ; WC C ; 正 交试 验 ; 表 面 性 能 —o 中 图分 类 号 :T 7 . 2 Gl4 4 4 文献 标 识 码 :B
层 的组 织 结 构 与性 能 .并 采 用 正 交试验 法研 究 了主 要 热 喷 涂 参 数 对 涂 层 表 面 性 能 的 影 响 。 结 果 表 明 :涂 层 孔 隙率 小 于1 ,界 面 结 合 良 % 好 、 无剥 落 :喷 涂 距 离是 影 响 涂 层 结 合 强 度 、硬 度 的 主要 因素 , 当喷 涂 距 离 为2 0m 1 m时 ,结 合 强 度 可达 到 7 . MP , 显 微 硬 度 可 达 到 16 a
维普资讯
5 ・ 2 焊接质量控制与管理 ・
文 章 编号 :02 0 5 20 )6 0 5 — 3 10 — 2 X《0 70 —0 2 0
焊接技术
第3 6卷第 6期 20 0 7年 1 2月
超 音 速 火 焰 喷 涂 参 数 对 W C Co 涂 层 性 能 的 影 响 —
推 广 提供 Βιβλιοθήκη 持 。 助燃 气 ,氩 气 为 送 粉 气 。 用 于微 观 组 织 观 察 与分 析 的 试 样 尺寸 为 lmmx mx lm lmm, 用 于 拉 伸 试 验 用 试 样 的 尺 寸 为 4 5 ,. 24
超音速火焰喷涂WC-17Co涂层微观结构与性能研究

[ 3 龙 剑平 , 灵 , 1] 汪 张湘 辉 , . 刚 石 镀 膜 YG 类 硬 质 合 金 酸 蚀 特 性 等 金 及 去钴 深度 的定 量 测 试 E3 材 料 一 程 ,0 8 ( ) 4 4. J. 亡 2 0 ,2 :0 5 [ 4 1]
新 型热 喷涂 技术 。HVOF的焰流 温度 可达 2 0 。 焰 7 0C, 流 速度 可达 2 0 m/ 。相对 于 等离 子 喷 涂 工 艺 来 说 , 00 s HVoF较低 的焰 流 温 度 和 较 高 的 焰 流 速 度 可 以减 少
在 喷涂过 程 中 WC粉 末颗 粒 的脱碳 、 氧化 等 反 应 。因 而, HVOF工艺 制备 的 WC C — o涂 层 具有 高 硬 度 , 孔 低 隙率 , 基体 结合 强度 高 ( 7 MP ) 与 > 0 a 等优 点 ; 电镀硬 与
pa tc e,s ril howe d mor d a t ge n ha d s e a v n a s i r ne s,p o iy, n r c u e t ghn s , or st a d f a t r ou e s whie H oa i t l c tng wih bi ge C ri l d e e l ntp r o ma e i dh sve s r n h a d c r s o e i t nc . Obv o — g rW pa tc e ha xc le e f r nc n a e i t e gt n or o i n r ss a e i us l y,t C r il ie s w e r a nfu nc o t e c a i g pr pe te . he W pa tc e s z ho d g e ti l e e t h o tn o r i s
超音速火焰喷涂WC–Co涂层的磨粒磨损性能研究

JIUJIANG UNIVERSITY毕业设计题目超音速火焰喷涂WC – Co涂层的磨粒磨损性能研究英文题目Seattle Flame Spray WC - Co Coating Of Particle Attrition Performance Study院系机械与材料工程学院专业焊接技术及自动化姓名XX年级2008级(B0861班)指导教师王洪涛二零一零年十二月利用超音速火焰喷涂工艺制备了WC-Co涂层,测定了涂层孔隙率、显微硬度及干摩擦磨损过程爱中涂层材料失重,得出涂层干摩擦因数随时间的变化系,分析了涂层摩擦磨损机制。
结果表明,WC-Co涂层致密,平均孔隙率为1.29%,显微硬度达1140HV(测试载荷2.94N),干摩擦条件下材料失重低于电镀Cr镀层2个数量级;摩擦初期,干摩擦因数迅速增加,主要磨损特征是粘结相富Co区的犁沟切削,摩擦中后期,摩擦副间实际接触面积增E大,摩擦因数变化较小,磨损趋于稳定WC-Co涂层的主要磨损机制是疲劳磨损和犁沟切削。
【关键词】超音速火焰喷涂;WC-Co涂层;磨粒磨损前言 (1)第一章绪论 (2)1.1 引言 (2)1.2超音速喷涂技术原理 (2)1.3超音速火焰喷涂涂层性能及特点 (3)1.3.1超音速火焰喷涂涂层性能 (4)1.3.2超音速火焰喷涂特点 (5)1.4超音速喷涂的工艺控制 (5)1.4.1超音速火焰喷涂(HVOF)工艺控制 (5)1.4.2超音速空气喷涂(HVAF)工艺控制 (6)1.4.3超音速等离子弧喷涂工艺控制 (6)1.5 超音速火焰喷涂技术的发展和最新研究及应用 (7)1.5.1超音速火焰喷涂技术的发展历史 (7)1.5.2超音速火焰喷涂技术的最新研究 (8)1.5.3超音速火焰喷涂技术的最新应用 (9)1.6 关于HVOF喷涂涂层结构涂层研究 (10)1.6.1关于喷涂过程的粒子束行为 (10)1.6.2关于纳米结构涂层的形成过程与机理 (11)1.6.3关于影响HVOF喷涂层的因素及机理研究 (12)1.7 本文研究的主要内容及意义 (15)第二章超音速火焰喷涂WC-Co涂层的磨粒磨损试验内容和方法 (17)2.1试验材料和仪器 (17)2.1.1试验材料 (17)2.1.2试验仪器 (17)2.2试验内容和方法 (17)2.2.1涂层的制备 (17)2.2.2磨粒磨损试验过程及方法 (19)第三章超音速火焰喷涂WC-Co涂层的磨粒磨损实验结果及分析 (22)3.1 WC-Co表面形态观察及分析 (22)3.1.1粉末原始形态 (22)3.1.2磨粒原始形态 (22)3.1.3扫描电子显微镜组织观察 (22)3.2磨粒磨损结结果分析 (23)3.2.1载荷对涂层磨损失重量的影响 (23)3.2.2燃气流量对涂层磨损失重量的影响 (24)结论 (25)参考文献 (26)谢辞 (27)前言自从超音速火焰喷涂技术诞生以来,其应用范围就在不断的扩展之中,超音速喷涂已经成为热喷涂技术的主流发展方向,目前在国外已经渗透到各种领域,如石油化工、机械、印刷、航空航天、冶金、电力、塑料,等工业部门。
超音速火焰喷涂WC涂层超高速磨削试验研究
超音速火焰喷涂WC涂层超高速磨削试验研究易军;盛晓敏;郭力【摘要】According to the processing difficulties existing in HVOF tungsten carbide coatings, this paper studies the influence of different wheel speed on the coating, surface roughness and surface morphology. The results showes that with the substantial increase in wheel speed the grinding forces and surface roughness can be significantly reduced. Through the observation of grinding surface microstructure, we can find that under the conditions of ultrahigh speed grinding, the plastic gives priority to the coating material removal way.%针对超音速火焰喷涂碳化钨涂层存在的加工困难,研究了不同砂轮线速度对涂层磨削力、表面粗糙度及表面微观形貌的影响,试验结果表明,随着砂轮线速度的大幅度提高,涂层磨削力、表面粗糙度值都能得到明显的减小;通过观察磨削表面的微观形貌发现,在超高速磨削条件下,涂层材料的去除方式更多的以塑性去除为主.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)006【总页数】4页(P49-52)【关键词】砂轮线速度;高硬度涂层;磨削力;表面粗糙度;表面微观形貌【作者】易军;盛晓敏;郭力【作者单位】湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012【正文语种】中文【中图分类】TH163涂层是指附着在某一基体材料上起某种特殊作用,且与基体材料具有一定结合强度的薄层材料。
超音速火焰喷涂陶瓷涂层的组织与性能研究及拉伐尔管的设计
超音速火焰喷涂陶瓷涂层的组织与性能研究及拉伐尔管的设计零部件的失效大多起源于表面,为了提高石油装备的使用寿命,本文采用超音速火焰喷涂技术(HVOF)制备了Ni-Cr-C系和WC-Co涂层,对比分析了两类涂层的组织和性能。
探讨了超音速火焰喷枪拉伐尔管的结构参数对喷涂粒子速度、温度场和压力场的影响规律及喷涂过程中引起堵枪的原因。
HVOF的燃气流量对涂层的组织和性能有较大的影响。
燃气流量适中和较高时均可获得性能优异的涂层,但燃气流量较低时,涂层的综合性能较差。
Ni-Cr-C系涂层和WC-Co涂层均具有较高的抗拉结合强度和耐冲蚀性能,在HCl腐蚀介质中具有良好的耐蚀性;Ni-Cr-C系涂层由于碳化物的分解程度较轻,涂层中存在呈弥散分布的碳化物相,涂层的耐冲蚀性能优于WC-Co涂层;WC-Co 涂层由于组织致密,其在HCl腐蚀介质中的耐腐蚀性优于Ni-Cr-C系涂层。
在磨粒冲击下,涂层的失效机制是涂层粒子层间产生裂纹并扩展,最终导致粒子沿层间剥落。
当冲蚀角小于60°时,涂层的失效具有疲劳磨损和微切削两种特征;当冲蚀角大于60°时,涂层的失效具有疲劳磨损的特征。
拉伐尔管中所形成的温度场和压力场与拉伐尔管锥角有关,随着拉伐尔管锥角的增加,出口处的温度和压力有所降低。
喷涂粒子在拉伐尔管中的加速度也与拉伐尔管锥角有关,当锥角为40°时,由于拉伐尔管对焰流的收敛加速作用较小,喷涂粒子的速度较低;当锥角为60°时,喷涂粒子的速度最大;当锥角为80°时,由于拉伐尔管的反压较大,由热能转化为动能的部分减少,喷涂粒子的速度又有所降低。
影响堵枪结瘤的因素较多,主要包括:喷涂材料、粉末粒度、喷涂工艺参数、拉伐尔管内表面的粗糙度、送粉量、冷却水的温度和喷枪枪管的长度,其中,拉伐尔管内表面的粗糙度的影响程度最大。
喷涂时选用内表面粗糙度较低的拉伐尔管、粒度范围较窄的粉末、适中的燃气流量、适中的喷管长度,并控制冷却水的温度可在一定程度上减少堵枪结瘤的形成。
超音速火焰喷涂Co-Cr-WC涂层的组织与性能
WC—Co—Cr涂 层是 研究 的热点 .它能 有效 地抑 制 在喷 量 ;采 用 S一3400N扫 描 电子 显 微 镜进 行 显微 组 织 观
涂 过 程 中 的分解 , 涂 层 不 仅结 合 强 度 高 , 且 致密 , 察 ,并 进 行 能谱 分 析 ;利 用 BDX3200 X 型 衍 射仪 进
变化 小 ,氧化 程 度小 。正是 如 此 ,HVOF在 喷 涂 金 氏硬 度 计 进 行 显 微 硬 度 测 量 (GB/T 4340.1— 1999).
属 陶瓷 、合 金粉末 等方 面显示 很好 的优越 性 。
载荷 1.96 kN;采 用定 量金 相显微 镜 进行 孑L隙率 测定 ;
在 钢 铁 冶 金 领 域 . 利 用 超 音 速 火 焰 喷 涂 制 备 采 用 XP205型 梅 特 勒 一托 利 多 分 析 天 平 进 行 密 度 测
(大 连重 工 ·起 重 集 团 有 限公 司 硬 面 技 术 研 究 所 ,辽 宁 大连 116052)
摘要 :采 用超音速 火焰喷 涂工艺在 Q235B基体上制备 C0一Cr—WC涂层 ;利用金相显微镜 、扫描 电子显微镜、x射线衍射仪 分析涂层的 组 织 结 构 和 相 组 成 ,并 测 试 在 不 同参 数 下涂 层 显微 硬 度 、 孔 隙 率 和 密度 。试 验 结 果 表 明 ,涂 层 组 织 致 密 ,界 面 结 合 良好 ;涂 层 表 面 有 少量 孔 隙存 在 ,孔 隙率 小 于 1%; 显微 硬 度 在 HV1 200以 上 ;涂 层 密度 在 12.9 m2以上 。通 过 X 射 线 分 析 表 明 ,涂 层 的主 要 成 分 没 有 变化 。WC分 解 较 少 ,涂 层 中没 有 氧 化物 和 氮化 物 存 在 ,说 明喷 涂 气氛 保 护 良好 。 关键词 :超 音速火焰喷涂 ;c0一cr_wc;孔 隙率 ;显微组织 ;显微硬度 中 图 分 类 号 :TG174.442 文 献 标 志 码 :B
超音速火焰喷涂两种WC-17%Co涂层的组织和性能研究
关键 词 : 超 音速 火焰 喷涂 ; WC . 1 7 %C o ; 纳 米涂层 ; 显微 硬度 ; 耐磨性
中图分 类号 : T G1 7 4 . 4 5 文 献标 志码 : A
热喷 涂 WC . C o涂 层 因 其 具 有 高 硬 度 、 强 度 和 高耐磨 性 , 已被 广 泛 应 用 于航 空 航 天 、 汽车 、 冶金 、
第 2 1 卷
第 2期
兰州工业学 院学报
J o u na r l o f L a n z h o u I n s t i t u t e o f T e c h n o l o g y
Vo 1 . 2 1 No . 2
Ap r . 2 01 4
2 0 1 4年 4月
摘要 : 采 用 超 音 速 火 焰 喷 涂 法制 备 纳 米 和 普 通 WC . 1 7 %C o涂层 , 借助 于 S N . 3 4 0 0型 扫 描 电镜
( S E M)、 D 8型 x 射 线 衍 射 仪 ( X R D) 、 H X D 一 1 0 0 0 T M 型显微硬 度计、 S H T 4 6 0 5型拉 伸 试 验 机 和 T R B型球 盘 磨 损 试验 机 对涂 层 组 织 结构 、 相 组成 、 显 微硬 度 、 结合 强度 及 耐磨 性 能进 行 了分 析. 结
形 貌见 图 1 ( b ) , 扫描 电镜 看粉末 呈 球状形 态 , 粉 末
颗粒 由外 部 的粘结 相 C o 包 覆 硬质相 WC颗粒 , 这
收 稿 日期 : 2 0 1 3 — 1 1 . 2 6 作者简介 : 国洪 建 ( 1 9 8 4 一 ) , 男, 山东荷泽人 , 副教授 , 博 士 生
电力等 诸 多领域 , 近 些年 国 内外学 者也 在相 关领 域 做 了大量 研究 工 作 ¨ 。 , 然 而 苛 刻 的 工程 应 用 环 境 条 件对 涂层 提 出 了更 高 的性 能要求 , 需 进一 步 提高 硬 质合 金材 料涂 层 的综合 性 能 . 随着 纳 米技 术 的发 展, 纳 米 WC粉 末 的 制备 方 法 和 工艺 日趋 成 熟 , 当 粒度 降 低 到纳米 尺度 时 , 材料 的组 织结 构会 得 到改 善 J , 材 料 的强度 、 硬度 和 耐磨性 能 都 显著 提 高 . 因 此, 用 纳 米 WC粉 末 作 为原 材 料制 备 高 硬 度 、 高 耐
超音速火焰喷涂WC涂层超高速磨削试验研究
T pc :iiu-poesd MaeiladC t rTcn lg oisDf cl rcse tr n u e ehoo y f t a t
超 音速 火焰 喷 涂 W C涂 层 超 高 速 磨 削 试验 研 究
易 军 盛晓敏 郭 力
t a n e h o d to s o lr h g p e rnd n h tu d r t e c n iin fu ta i h s e d g i i g,t e p a tcg v sp o i ot o t t ra e h lsi ie r rt t hec a i mae lr - i y ng i
削 力 比较大 、 轮 损 耗 大; 2 涂 层 属 于 脆 性 材 料 , 砂 () 磨 削 过程 中难 以获 得很 好 的表 面 质量 , 面裂 纹 难 以控 表
可以克服基体材料的某种缺陷 , 改善其表面特性 , 如光
学 特性 、 电学特 性 、 耐腐 蚀 性 、 耐磨 损 性 和提 高 机 械 强 度 等 。随着 航 空航 天 、 电子 、 军工 等尖 端科 学技 术 的发 展, 涂层 技术 得 到 了持续 高速 的发 展 _ 。 1 J WC C 是 常用 的 WC系 涂层 材料 , 有 良好 的韧 —o 具
m o a y v lwa .
Ke wor y ds:Grndng S e d;Hi h Ha d e sCo tn i i p e g r n s ai g;Grn n o c i di g F r e;S ra e Ro g n s u c u h e s;S p riilMir s o i f u e ca co c p c f
值都能得到明显的减小 ; 通过观察磨削表面的微观形貌发现 , 在超高速磨削条件下。 涂层材料的去除 方式 更 多的 以塑性 去 除为主 。
300M钢超音速火焰喷涂WC涂层的抗冲击性能
超音速火焰喷涂( HVO/ AF) WC/ 17Co涂层因对基体的疲劳性能影响较小和涂层具有良好的耐磨性能而作为电镀硬铬的替代涂层,然而WC/ 17Co涂层的抗腐蚀性能较差,为此人们提出采用WC/ 10Co4Cr涂层以提高涂层的耐腐蚀性能。
两种涂层的最明显的区别是金属含量不同,这将对涂层的断裂韧性和抗冲击性能有着重大的影响。
HVO/ AF WC/ 17Co涂层替代电镀硬铬最典型的应用是在飞机起落架中。
飞机在跑道上高速运动过程中高速砂砾会冲击涂层表面,以及在维修过程中工具掉落在涂层表面,从而造成涂层的破坏。
本研究主要以300M超高强钢作为基体,模拟上述两种情况,研究HVAF WC 涂层的抗冲击性能,并和电镀硬铬的性能进行对比。
一、试验方法1. 喷涂和样品的制备300M低合金钢具有高的强度和较好的断裂韧性,在航空航天、建筑和兵器等工业中有广泛的应用。
将300M钢成尺寸分别为50mm×8mm和50mm×200mm 的试样。
喷涂前在丙酮中将试样超声除油,然后在0.4 MPa 压力下进行喷砂前处理。
采用HVAF枪( Unique Coat 公司) 制备HVAF WC涂层,喷涂工艺如表1 所示。
粉末原料为WC/17Co和WC/10Co4Cr ,其制备方法均为团聚、烧结,粉末粒径均为5~30μm。
为测量HVAF WC 涂层的断裂韧度,涂层厚度为300μm左右;而在抗冲击测试中,涂层的厚度均为100μm。
2. 试验和表征采用显微压痕法测量不同载荷下HVAF WC涂层的断裂韧度。
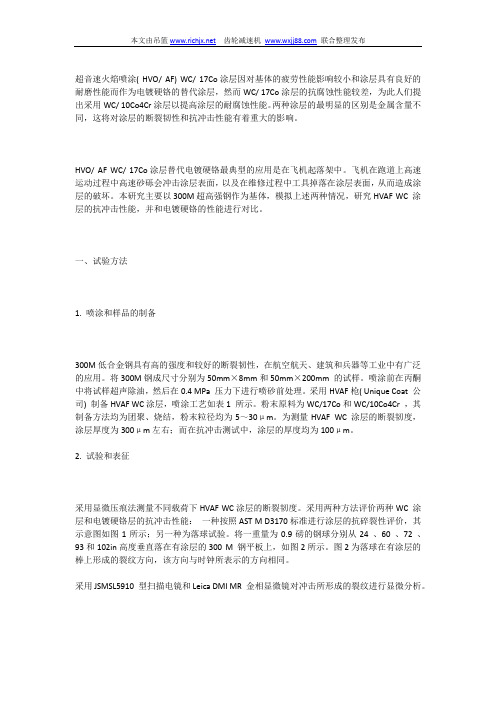
采用两种方法评价两种WC 涂层和电镀硬铬层的抗冲击性能:一种按照AST M D3170标准进行涂层的抗碎裂性评价,其示意图如图1所示;另一种为落球试验。
将一重量为0.9磅的钢球分别从24 、60 、72 、93和102in高度垂直落在有涂层的300 M 钢平板上,如图2所示。
图2为落球在有涂层的棒上形成的裂纹方向,该方向与时钟所表示的方向相同。
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响耿哲;段德莉;刘阳;李曙【摘要】采用球/盘试验机研究不同摩擦条件下超音速火焰喷涂WC-17Co涂层的摩擦磨损性能,结合氧化膜截面和磨痕表面的SEM观测,磨痕表面物相的XRD分析,探索摩擦条件对WC-Co涂层摩擦学行为和磨损机制的影响.结果表明:在本文试验条件下,温度和载荷是影响WC-17Co涂层摩擦学行为的主要因素.室温~550℃范围,温度升高促进磨痕表面氧化物的形成,使WC-Co涂层的摩擦系数明显降低并且磨损率增加缓慢;650℃时剧烈氧化导致涂层磨损失效.室温~450℃范围,载荷增加促进摩擦过程中氧化物的形成,有利于改善WC-Co涂层的摩擦磨损性能;550℃和650℃时,载荷增加会加速去除氧化物且造成涂层表面机械损伤,从而加剧WC-Co 涂层的磨损.【期刊名称】《热喷涂技术》【年(卷),期】2014(006)002【总页数】8页(P45-51,40)【关键词】热喷涂WC-Co涂层;摩擦磨损;温度;载荷【作者】耿哲;段德莉;刘阳;李曙【作者单位】中国科学院金属研究所,沈阳110016;清华大学摩擦学国家重点实验室,北京100084;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016【正文语种】中文【中图分类】TG174.4热喷涂WC-Co涂层广泛应用于工业领域的耐磨部件,在延长使用寿命和降低制造成本方面发挥重要作用[1-2]。
超音速火焰喷涂(HVOF)工艺具有粉末粒子飞行速度高、喷涂过程氧化烧损少的优势,可以制备硬度、孔隙率和耐磨性更优的WC-Co 涂层 [3-4]。
针对WC-Co涂层的摩擦磨损性能,研究者们大多关注粉末类型[5-6]、喷涂工艺[7-8]、涂层微观结构[9-10]、涂层机械性能[11]等因素对其产生的影响,而忽略了或者不作为重点讨论摩擦条件的影响。
WC-Co涂层的氧化行为与温度关系密切[12],涂层的损伤机制受到载荷的影响[13],磨痕表面的摩擦氧化反应和氧化膜的去除量与速度和时间紧密相关[14]。
不同颗粒度碳化钨的WC-17Co等离子涂层组织及摩擦学特性研究
不同颗粒度碳化钨的WC-17Co等离子涂层组织及摩擦学特性研究白智辉;高峰;王大峰;李杰【摘要】选取0.8μm、1.5μm、3.5μm三种WC颗粒度的WC-17Co复合粉末,采用等离子喷涂工艺在Q235钢表面制备了涂层.通过扫描电镜、显微硬度仪对3种粉末及其涂层的本征性能进行了测定及分析,利用滑动磨损试验研究了涂层磨粒磨损性能.结果表明:等离子喷涂过程中,原始颗粒度更大的WC在喷涂过程中较难分解, 3.5μm-WC的涂层中WC颗粒形貌更为完整.颗粒度越大,涂层的显微硬度更高,且各向同性表现更好,3.5μm-WC的表面显微硬度为1124.7,截面显微硬度达到1163.7.抗磨粒磨损性能也更为优异,3.5μm-WC的涂层摩擦系数在最短的时间到达稳态,摩擦系数最低,为0.546,涂层磨粒磨损量最少,仅为0.5mg.%Selecting 0.8μm,1.5μm,3.5μm three kinds of particle size of WC,and preparing of WC-17Co composite powder. By scanning electron microscope and microhardness tester, the intrinsic properties of these powders and the coating were determined and analyzed. The sliding wear test was used to study the abrasive wear performance of the coating. Results show that the plasma spraying process, the greater particle size WC is more difficult to decompose in the process of spraying, the WC particles of WC-17Co coating of 3.5μm WC is more complete. The greater particle size is, the better microhardness and isotropic are. The surface microhardness of WC-17Co coating of 3.5μm WC is 1124.7, and the cross-section microhardness reaches 1163.7. The coating of 3.5μm-WC reach steady state friction coefficient in the shortest time,the friction coefficient is 0.546,coating ofabrasive wear is the least, only 0.5 mg. So the abrasion wear is more excellent performance than others.【期刊名称】《热喷涂技术》【年(卷),期】2015(007)003【总页数】7页(P48-53,35)【关键词】等离子喷涂;颗粒度;WC-17Co;显微硬度;耐磨性【作者】白智辉;高峰;王大峰;李杰【作者单位】北京矿冶研究总院,北京 100160;北矿新材科技有限公司,北京102206;北京市工业部件表面强化与修复工程技术研究中心,北京 102206;北京矿冶研究总院,北京 100160;北矿新材科技有限公司,北京 102206;北京市工业部件表面强化与修复工程技术研究中心,北京 102206;北京科技大学,北京 100083;北京矿冶研究总院,北京 100160;北矿新材科技有限公司,北京 102206;北京市工业部件表面强化与修复工程技术研究中心,北京 102206【正文语种】中文【中图分类】TG174.4WC-Co熔点高、硬度高、耐腐蚀性强,是一种常用的整体和表面强化修复用耐磨材料[1]。
超音速火焰喷涂WC-17Co涂层的高速磨削机理试验研究

超音速火焰喷涂WC-17Co涂层的高速磨削机理试验研究郭力;江志顺;尚振涛【摘要】针对超音速火焰喷涂WC-17Co高硬涂层的加工难题,对WC-17Co涂层进行了高速/超高速磨削试验.通过考察不同金刚石砂轮和磨削工艺参数对磨削力、磨削温度和表面残余应力、表面/亚表面微观形貌和表面粗糙度的影响,讨论了最大未变形切屑厚度与比磨削能的内在关系,分析了磨削温度对表面残余应力的作用规律,探讨了法向磨削力对涂层亚表面损伤的作用规律.结果表明:WC-17Co涂层磨削去除是脆性和延性去除并存;提高砂轮线速度将使磨削力先快速减小后缓慢增大,磨削温度持续升高,涂层磨削从脆性去除转为延性去除的趋势也逐渐增强,表面残余应力由压应力逐渐转变为拉应力,而磨削高温引起涂层热塑性变形是表面残余应力状态转变的根本原因.涂层亚表面磨削损伤层平均深度随法向磨削力的增大而变大.提高砂轮线速度、降低工作台速度和减小磨削深度均能增大涂层磨削塑性去除的比例.【期刊名称】《中国机械工程》【年(卷),期】2016(027)010【总页数】8页(P1279-1286)【关键词】超音速火焰喷涂技术;WC-17Co涂层;高速磨削;砂轮【作者】郭力;江志顺;尚振涛【作者单位】湖南大学国家高效磨削工程技术研究中心,长沙,410082;湖南大学国家高效磨削工程技术研究中心,长沙,410082;湖南大学国家高效磨削工程技术研究中心,长沙,410082【正文语种】中文【中图分类】TH163超音速火焰喷涂(HVOF)技术是美国于20世纪80年代初期推出的一种新型热喷涂技术。
HVOF工艺制备的碳化钨/钴金属陶瓷WC-Co涂层具有硬度高、孔隙率低、与基体结合强度高(大于70 MPa)等优点;涂层的耐磨性好,对环境友好,对基体疲劳性能影响低,因此,在国内外尤其是航空领域得到了深入研究和广泛应用,HVOF已成为制备WC-Co系列耐磨涂层的首选工艺之一[1]。
受涂层喷涂工艺的影响,涂层表面粗糙度一般在3~6 μm之间,还需进行精密加工才能满足使用要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M 152钢基体超音速火焰喷涂WC -17C o 涂层性能研究崔永静,陆峰,汤智慧,王长亮,郭孟秋(北京航空材料研究院,北京100095)摘要:采用超音速火焰喷涂技术在M 152钢上制备了WC -17C o 涂层。
对WC -17C o 涂层的耐磨性能和耐蚀性能进行了研究。
结果表明超音速火焰喷涂WC -17C o 涂层显著提高了M 152钢基体的抗盐雾腐蚀性能,同时WC -17C o 涂层具有优异的抗氧化性能和耐磨性能,可用于M 152钢零件中温区域的耐磨、耐蚀防护。
关键词:超音速火焰喷涂;WC -C o 涂层;磨损;腐蚀中图分类号:TG 174.4文献标识码:A 文章编号:1674-7127(2012)03-0023-05D OI 10.3969/j .issn .1674-7127.2012.03.005Performance of WC-17Co Coatings Fabricatedby High Velocity Oxy-Fuel Thermal Spray on M152SteelCUI Yong-jing ,LU Feng ,TANG Zhi-hui ,WANG Chang-liang ,GUO Meng-qiu(Beijing Institute of Aeronautical Material,Beijing 100095,China)Abstract:WC-17Co coating was fabricated by high velocity oxy-fuel (HVOF)spraying on M152steel.The wear and corrosion properties of the coating were investigated.The results indicated that WC-17Co coating substantially improved the salt spray corrosion performance of M152,and WC-17Co coating showed excellent resistance of wear and oxidation.Obviously,the WC-17Co coating has great potential in protecting M152steel in media temperature.Keywords:HVOF ;WC-Co coating ;Wear ;Corrosion作者简介:崔永静(1984-),男,河北唐县人,工程师,硕士.E-mai l :c u i y o n g jin g @126.c o mM 152(1Cr 12N i 3M o2VN )合金钢是一种马氏体耐热钢,主要应用于超超临界机组汽轮机末级叶片及紧固件,燃气轮机及航空发动机机匣部件[1]。
它的使用温度达到400℃以上,M 152钢中温区的耐磨损、耐腐蚀防护问题成为限制M 152钢应用的关键。
WC 系列涂层是应用最为广泛的耐磨耐蚀防护涂层之一,它具有较高的硬度,优异的耐磨、耐蚀性能,使用温度高达540℃,另外还可以替代耗能高、污染严重的电镀硬铬,成为耐磨、耐蚀涂层防护领域研究的热点。
超音速火焰喷涂(H V O F )工艺是20世纪八十年代初期,由美国B r o wnin g E n g in ee rin g 公司推出的一种新型热喷涂技术。
H V O F 的焰流温度可达2700℃,焰流速度可达2000m/s 。
相对于等离子喷涂工艺来说,H V O F 较低的焰流温度和较高的焰流速度可以减少在喷涂过程中WC 粉末颗粒的脱碳、氧化等反应。
因而,H V O F 工艺制备的WC -C o 涂层具有高硬度,低孔隙率,与基体结合强度高(>70M P a )等优点;与电镀硬铬涂层相比,耐磨性更好,对环境更加友好,对基体疲劳性能影响低。
因此,在第4卷第3期2012年9月热喷涂技术Thermal Spray TechnologyVol.4,No.3Sep.,2012热喷涂技术4卷国内外尤其是航空领域得到了深入的研究和广泛的应用,已成为制备WC系列耐磨涂层的首选工艺[2-3]。
本工作采用超音速火焰喷涂技术在M152不锈钢基体上喷涂WC-17C o涂层,研究WC-17C o 涂层对M152钢耐蚀性能的影响,并对涂层的磨损性能、中温区的氧化行为进行了研究,为超音速火焰喷涂WC-17C o涂层在M152钢零件防护上的应用提供理论依据。
1实验1.1喷涂粉末及喷涂工艺本实验喷涂粉末选用苏尔寿·美科公司生产的团聚烧结WC-17C o粉末,粉末粒径分布为10~45μm。
M152试片经最终热处理后,将试样进行超声除油,采用刚玉砂进行喷砂处理,然后采用压缩空气除掉基体表面镶嵌的砂粒。
各试样采用D J2700超音速火焰喷涂设备制备涂层,其中丙烷和氧气为燃气。
1.2测试方法采用Q u an t a600型环境扫描电子显微镜观察粉末和涂层的显微形貌。
采用S t r u e rs D u ramin型显微硬度计测试涂层的显微硬度,载荷为2.94N,加载时间15s,每个试样测10个点,结果取10次的平均值。
涂层孔隙率测试采用金相处理软件,连续选取10张涂层截面图谱分析求取平均值作为孔隙率值。
按G B/T10125盐雾试验进行涂层的耐蚀性研究,盐雾耐腐蚀试样尺寸100mm×50mm×3mm;依据H B5258进行中温氧化行为研究,中温腐蚀试样50mm×30mm×3mm,选取5个平行试样,记录试样增重的平均值;依据AS T M G99,采用MM W-1A型摩擦磨损试验机进行球-盘式摩擦磨损试验,记录涂层的摩擦系数和磨损失重情况;电化学试验试样尺寸为50mmх15mmх1mm,通过测量涂层在3.5%N aC l溶液中的电化学腐蚀行为来表征涂层的耐蚀性,电化学试验采用三电极系统,参考电极选用饱和甘汞电极,辅助电极选用碳棒,非测试区用3M胶带密封,测试区面积为1cm2,扫描速度为1m V/s,利用动电位极化曲线的Taf el区确定腐蚀电位和腐蚀电流密度,各试样表面光洁度为R a0.8。
2结果与讨论2.1喷涂粉末的形貌图1为WC-17C o粉末的扫描电子显微(SE M)图像,其中图1a为粉末的二次电子图谱,图1b为相应的背散射电子图像。
观察WC-17C o粉末的二次电子图像,可以看到粉末颗粒呈现不规则球形,内部较为松散,为典型的团聚烧结形貌,同时可以观测到较大的WC颗粒,如图1中箭头所示。
对比粉末的XR D图谱,可以发现粉末主要由WC相和少量C o相组成。
图1WC-17Co粉末的SEM图F i g.1SE M ima g e s o f t h e WC-17C o po w d e r(a)SE ima g e;(b)BSE ima g e2.2涂层的截面形貌与相组成图2为WC-17C o粉末及其涂层的XR D图谱,涂层主要有WC相和富C o相组成,且与粉末中WC相晶体结构保持一致。
对比涂层和粉末的XR D 图谱,可以发现涂层中出现W2C峰,这是由于在喷涂过程中WC相在高于1250℃发生脱碳反应造成的[4]。
W2C相为脆性相,降低涂层的各项性能[4-5],在喷涂过程中应尽量降低WC相的分解。
同时可以发现相对于粉末中尖锐的C o峰,涂层中的C o峰呈现漫散状态,表明C o相在喷涂过程中存在一定的非(a)二次电子图谱(b)背散射电子图谱24··晶化转变,细致观察可以发现在涂层45(°)附近区域存在漫散峰,分析认为可能是W -C -C o 三元素形成的固溶体相。
涂层的截面SE M 图像如图3所示,可以看到超音速火焰喷涂WC -17C o 涂层组织均匀、致密。
金相法测得涂层的孔隙率为0.62%,涂层硬度均值为1159H V 。
图3中箭头所指白色亮点为WC 颗粒,其间浅灰色相为富C o 相。
涂层层状结构不明显,由于喷涂粉末中存在较多大颗粒WC ,在喷涂过程中熔点较低的C o 相发生熔化,喷涂过程中相互碰撞形成堆积层,而具有较大动能的未熔WC 颗粒打断了这种堆积嵌入到层间,从而在一定程度上减弱了层状结构。
图2两种粉末及其涂层的XRD 图谱F i g .2XR D ima g e s o f t h e t w o po w d e rsan d t h e ir c o a t in g s图3WC-17Co 涂层的截面SEM 照片F i g .3Cr o ss s e c t i o na l ima g e s o f WC -17C o c o a t in g 2.3涂层性能结果与分析2.3.1涂层电化学性能动电位扫描极化曲线如图4所示,采用Taf el 外推法确定腐蚀电位E c 和腐蚀电流密度,结果见表1所示。
可以发现WC -17C o 涂层腐蚀电位为-787m V ,M 152基体腐蚀电位为-269m V ,二者腐蚀电位的排序为基体>涂层,前者腐蚀电流Ic 比后者大10倍,表明WC -17C o 涂层倾向于优先于基体发生腐蚀。
WC -17C o 涂层的电化学测试结果与其它文章中的结果基本一致[6-7],考虑到基体和喷涂设备的差异,该测试结果是可信的。
图4涂层和M152的极化曲线F i g .4Pol ari z a t i o nc u r v e s o fWC -17C o c o a t in g an dM 152表1外推法测得的腐蚀参数Ta b le1C o rr o si o n p aram e t e rs e s t ima t e d fr o m t h epol ari z a t i o n c u r v e s .2.3.2涂层中性盐雾性能图5是中性盐雾试验试样表面的形貌演变图,右侧为M 152基体材料。
涂层试样在96h 时表面颜色发生了变化,有初始状态时的灰色逐渐变为灰绿色,同时可以发现M 152基体材料在96h 内即发生严重腐蚀,出现大量红锈。
涂层试样1600h 后仍未出现红色锈迹,试样表面粉红色物质为盐雾试验夹具表面产物滴落所致,如图中椭圆框所示,并非腐蚀产物,1600h 后试片表面依然未出现锈迹。
电化学测试的结果表明该涂层对于M 152基体为阳极型涂层。
腐蚀过程中,涂层中粘结相C o 元素先于基体发生腐蚀,生成富C o 的腐蚀产物,阻止腐蚀介质的进一步扩散,涂层表面呈灰绿色,因此M 152钢基体一直未出现红色锈点,从盐雾试验过P o t e n t i a l .U /VL o g (i)A /cm 2WC-17Co coatingsubstra te Ec/mV-787-269Ic/, , ÁÂI n t e n s i t y2θ/(°)崔永静,等:M 152钢基体超音速火焰喷涂WC -17C o 涂层性能研究第3期25··热喷涂技术4卷程中涂层颜色发生变化也可以得到验证。