工艺说明和材料分析
石脑油裂解制乙烯工艺

石脑油裂解制乙烯工艺石脑油是一种主要成分为烷基苯、环烷烃和芳香族烃等的石油加工副产物,其裂解制乙烯是一种重要的工艺。
下面将从原材料、制备工艺和产物分析等方面对该工艺进行说明。
一、原材料石脑油是本工艺的主要原材料,一般采用混合石脑油作为裂解原料。
在混合石脑油中,烷基苯是主要组分,其含量占总含量的60%以上。
二、制备工艺石脑油裂解制乙烯工艺包括加热和分解两个过程。
加热过程是将原料加热到一定温度,分解过程是将加热后的原料在催化剂的作用下进行裂解反应。
下面对具体的工艺流程进行说明。
1. 混合石脑油的预处理:首先将混合石脑油进行预处理,去除其中的硫、氮等杂质。
预处理的目的是消除杂质对生产的影响,提高产物的质量。
2. 加热:将经预处理后的石脑油以一定速率加入到预热器中,并在此进行蒸汽加热。
加热后的石脑油进入反应器,此时温度约为650℃。
3. 分解反应:在反应器中,经过催化剂的作用,石脑油开始进行裂解反应,产生大量的乙烯和丙烯。
产生的混合气体先在缓冲区停留一段时间,最后通过冷凝器进行冷却并收集。
三、产物分析通过裂解反应,可以得到大量的乙烯和丙烯,其中乙烯是主要产品。
产物分析包括外观、密度、含量等方面的指标。
1. 外观:产物为无色透明的气体。
2. 密度:产物的密度约为0.9g/cm³。
3. 含量:裂解反应可以得到大量乙烯和丙烯。
其中,乙烯的含量最高,达到60%以上。
综上所述,石脑油裂解制乙烯工艺是一种产乙烯和丙烯的重要工艺。
通过对原料进行预处理,然后进行加热和裂解反应,最终得到产物乙烯和丙烯。
在工业生产中,该工艺已广泛应用于石油化工领域。
工艺分析报告
工艺分析报告1. 引言工艺分析是指对某一产品的生产工艺进行系统分析和评价,以确定工艺过程中的主要问题和改进方法。
本报告旨在对某一特定产品的工艺进行分析,以提供改进工艺的方向和建议。
2. 产品描述描述待分析的产品,包括产品的材料、尺寸、结构等信息。
同时,说明产品的主要用途和特点。
3. 工艺过程概述对产品的生产工艺进行概述,包括关键的工序和工艺流程。
具体描述每个工序的流程和特点,及其与其他工序的关系和依赖。
4. 工艺问题分析对工艺过程中出现的问题进行分析,包括但不限于以下方面:4.1. 质量问题描述产品在生产过程中可能出现的质量问题,包括常见的缺陷和不合格品。
分析问题的原因,并提出改进措施。
4.2. 生产效率问题分析工艺过程中可能存在的生产效率问题,如生产周期长、工艺复杂等。
确定造成这些问题的主要原因,并提出提高效率的方法。
4.3. 能耗问题分析工艺过程中存在的能耗问题,指出能耗较高的环节,并提供节能的建议和措施。
4.4. 安全问题分析工艺过程中可能存在的安全隐患和风险,提出防范措施和安全改进建议。
5. 工艺改进建议基于前面的工艺问题分析,结合实际情况,提出工艺改进的具体建议和措施。
对每个问题给出解决方案,并进行可行性评估。
6. 结论总结工艺分析的主要内容和结果。
强调工艺改进的重要性和必要性,并提出进一步研究和改进的方向。
7. 参考文献列出研究和分析过程中所参考的文献和数据来源。
以上是对工艺分析报告的基本结构和要求的描述。
根据具体的产品和工艺过程,可以适当调整和补充内容。
希望这份报告能帮助到你进行工艺分析和改进工作。
施工工艺调整说明报告
施工工艺调整说明报告
根据施工现场情况和项目进展的实际需要,我们对施工工艺进行了相应调整和优化。
以下是我们进行施工工艺调整的具体说明:
第一,我们对混凝土施工工艺进行了调整。
在原有方案的基础上,我们更换了一种更适合本项目的特殊混凝土材料,以提高混凝土的抗压强度和耐久性。
同时,我们对混凝土的浇筑和养护过程进行了优化,确保了施工质量和工期。
第二,针对本项目的地基处理,我们进行了相应的施工工艺调整。
通过对地基的分析和评估,我们决定采用预应力加固的方法,以增强地基的稳定性和承载力。
在施工过程中,我们将加强对地基处理的监控和管理,确保施工质量。
第三,对于建筑物外墙的施工工艺,我们也进行了调整。
鉴于现有方案在保温节能方面存在不足,我们决定增加外保温层的厚度,并采用更高效的保温材料。
同时,我们还优化了外墙的装饰和防水层施工工艺,以确保外墙的美观和耐久性。
第四,我们对电气施工工艺进行了调整。
在原有方案的基础上,我们增加了电缆敷设的数量和规格,以提高电力系统的稳定性和可靠性。
同时,我们加强了对电气设备的检测和保养,确保电气系统的安全性和运行效果。
综上所述,我们根据现场情况和项目要求,对施工工艺进行了相应的调整和优化。
这些调整和优化将有效提高施工质量,确
保项目按时完成,并符合相关标准和要求。
我们将持续监控和管理施工工艺的执行,保证施工进程的顺利进行。
如果有任何问题或需要进一步了解,请随时与我们联系。
产品工艺说明
工艺编制工艺,是实现产品加工要求的方法,是产品加工步骤、加工要求的统称。
常规意义的工艺编制,往往偏重技术范畴,究其本质,还是在产品技术要求与装配结构,企业材料资源,现有作业资源(设备、工装、生产技术等)基础上,编制产品工艺流程,设定各工序加工要求(材料消耗,加工参数,加工时间,检验标准)。
作为管理范畴的工艺解析核心作业,工艺编制是在定义工艺要素及相互关系的数据模型上,编制产品工艺流程与加工要求,为生产过程及各系统管理,提供数据依据与逻辑遵循。
产品工艺编制,分为“产品工艺流程”与“工序加工条件”两部分。
(1)产品工艺流程多个工步按加工关系排列,完成工序加工,为工序工艺流程;多个工序按顺序排列,完成加工件加工,为单一工艺流程;多个加工件单一工艺流程,按产品装配结构排列,完成最终产品加工,为复合工艺流程。
最终产品只一个加工件,产品工艺流程等于加工件工艺流程;加工件加工只一个工序,加工件工艺流程等于工序工艺流程。
它们统称为“工艺流程”。
1)工序。
工序是加工对象(加工件)通过加工方法实现目的简称。
用通用卧式车床,实现外圆车削加工,叫“车外圆”;实现外圆、平面、内孔多个目的车削加工,可统称“精车”。
工序是多个工步按时间顺序实现的;工步是每一步加工目的简称,在理论上可以无穷分解。
将“制螺纹”工序,拆为“打孔”、“钻头退刀”、“清洗”、“攻丝”、“丝攻退刀”等工步,以便设定每一工步的设备动作参数,进刀与退刀mm/s速度,冲洗剂或压缩空气的压力与流速等。
数控设备需要对完成工序一次加工的每一工步运行参数及其时间、顺序进行设定。
从技术范畴(工艺参数与检验要求)进行必要的工步设定、反馈、调整,不在工艺解析讨论范围。
在管理范畴上,工序是成本、计划、材料、能耗、工耗、负荷、品质等管理范畴,制订标准、过程反馈、调整改变和统计分析的最小单元(颗粒度)。
2)单一工艺流程。
加工对象的最小单元是加工件,为每一加工件编制的工艺流程,是“单一工艺流程”。
工艺流程说明书

工艺流程说明书
《工艺流程说明书》
工艺流程说明书是对某一工艺流程进行详细说明的文件,它包含了从原材料到成品的整个生产过程,并且列出了每个步骤的具体操作方法和要求。
这种说明书通常由生产部门或技术部门编写,用于指导生产操作人员按照规定的流程进行生产。
工艺流程说明书的编写需要对工艺流程有深入的了解,必须考虑到每一个环节对产品质量的影响,以及必须严格遵守的操作规程。
一般来说,工艺流程说明书应包含以下内容:
1. 产品生产工艺流程:包括原材料准备、生产操作、生产设备、生产条件等方面的详细信息;
2. 工艺参数:各个生产环节所需的工艺参数,比如温度、压力、速度等;
3. 检测及质量控制:生产过程中需要进行的检测项目和质量控制措施;
4. 安全环保要求:生产过程中需要遵守的安全操作规程和环保要求;
5. 故障处理方法:对于可能出现的故障情况,需要提供相应的处理方法。
工艺流程说明书的编写需要严格按照实际情况进行,确保生产操作人员能够根据说明书准确地进行生产操作,从而保证产品质量和生产效率。
同时,由于工艺流程说明书通常需要经常更新,因此编写人员需要不断对生产工艺进行跟踪和分析,及时
调整和更新说明书内容。
总之,工艺流程说明书是生产过程中非常重要的文件,它对于规范生产操作、确保产品质量和保证生产安全都起着至关重要的作用。
因此,对于任何一个生产企业来说,都需要认真对待工艺流程说明书的编写和管理工作。
工艺流程分析范文
工艺流程分析范文工艺流程分析是指对一些产品的制造流程进行全面、系统的分析。
通过对每个环节进行详细的分析和评价,找出制造过程中的问题,从而寻找解决方案以提高生产效率和产品质量。
下面是对工艺流程分析的一份1200字以上的详细分析。
工艺流程分析是对产品制造的整个过程进行全面、系统的分析,主要目的是找出制造过程中可能存在的问题,并提出改进方案以提高产品质量和生产效率。
在工艺流程分析中,通常会结合工艺流程图、设备使用情况、产品规格等信息,对每个环节进行详细的分析和评价。
首先,对工艺流程进行整体分析。
通过绘制工艺流程图,清晰地了解整个制造过程的各个环节以及它们之间的关系。
在绘制流程图的过程中,可以用不同的颜色标注每个环节的重要程度,以便后续分析时能够更加清晰地进行重点评估。
接下来,对每个环节进行详细的分析。
对于每个环节,首先要明确该环节的目标和要求。
比如,在一些环节中,目标可能是将原材料进行加工,并将其转化为所需的形状和尺寸。
然后,可以对该环节中的每个步骤进行进一步的分析。
在分析过程中,可以考虑以下几个方面:该步骤是否存在瓶颈?是否存在不必要的重复工作?是否可以引入自动化设备以提高效率和减少人为错误的发生?是否存在可调整的参数以改进制造过程等。
通过对每个环节进行详细的分析,可以找出其中的问题并提出相应的解决方案。
此外,还要结合设备使用情况对工艺流程进行评估。
对于每个环节所使用的设备,首先要查看其使用情况,包括设备的运行状态、维护情况等。
然后,可以根据设备的使用情况,评估其对整个工艺流程的贡献和影响。
比如,在一些环节中,设备的故障频繁发生,导致生产效率低下。
在这种情况下,可以考虑更换或维修设备,以提高生产效率和产品质量。
最后,还要对产品的规格进行评估。
在分析工艺流程时,要考虑产品的规格和要求,并将其与每个环节的操作进行对比。
通过对比,可以确定是否存在不符合产品规格要求的情况,并提出改进方案。
工艺流程分析是提高生产效率和产品质量的重要手段。
铝碳化硅砖生产工艺_解释说明以及概述
铝碳化硅砖生产工艺解释说明以及概述1. 引言1.1 概述铝碳化硅砖是一种具有良好耐火性能和高温稳定性的特种陶瓷材料,广泛应用于各个行业的高温设备中。
其生产工艺对于确保产品质量和性能至关重要。
1.2 文章结构本文将围绕铝碳化硅砖生产工艺展开论述,共分为四个部分。
首先,在引言部分概述了文章的主要内容以及铝碳化硅砖的重要性。
之后,在第二部分中详细解释说明了铝碳化硅砖生产工艺的流程和步骤,并探讨了原材料的选择和准备工作。
接着,在第三部分中,我们将对铝碳化硅砖生产工艺进行概述,包括市场需求分析、属性优势与应用领域以及成本效益分析。
最后,在结论部分总结文章主要发现,并展望了未来发展方向,并提出对该工艺的评价和建议。
1.3 目的本文旨在全面介绍铝碳化硅砖生产工艺,并对其进行解释说明和概述。
通过深入理解铝碳化硅砖的生产工艺,我们可以更好地认识这种特种陶瓷材料,并为相关行业提供参考和指导。
同时,通过对市场需求、属性优势和成本效益等方面的分析,可以为企业决策提供有益信息。
最后,通过总结论文主要发现和展望未来发展方向,我们可以推动铝碳化硅砖生产工艺的改进和创新。
2. 铝碳化硅砖生产工艺解释说明:2.1 工艺介绍:铝碳化硅砖是一种高性能陶瓷材料,常用于耐火材料、高温设备和石油化工等领域。
其生产工艺主要包括原材料选择与准备、工艺步骤及参数控制等方面。
这些步骤旨在确保最终产品的质量和性能。
2.2 原材料选择与准备:铝碳化硅砖的生产所需的主要原材料包括阳极树脂、沥青、气相硅化剂和气相碳化剂。
其中阳极树脂被用作基体组分,沥青是生成孔隙结构所必需的物质,气相硅化剂则用于提供二氧化硅基质,而气相碳化剂则用于形成碳相。
在生产过程中,首先需要将这些原材料进行筛选和计量,确保其配比准确以及没有外来杂质的存在。
此外,在混合过程中需要注意加入适量的活性物质和表面处理剂,以增强原料之间的黏结力和可塑性。
2.3 工艺步骤及参数控制:铝碳化硅砖的生产工艺涉及多个步骤,每个步骤都需要严格控制各项参数以保证产品质量的稳定性。
化学气相沉积碳化硅陶瓷工艺_解释说明

化学气相沉积碳化硅陶瓷工艺解释说明1. 引言1.1 概述化学气相沉积碳化硅陶瓷工艺是一种重要的材料制备技术,在多个领域具有广泛应用。
碳化硅陶瓷具有优异的高温稳定性、耐磨性以及化学稳定性,因此受到了广泛关注和研究。
本文将重点介绍化学气相沉积碳化硅陶瓷的工艺原理、材料选择与准备方法以及反应参数的控制。
1.2 文章结构本文将分为五个主要部分来进行讨论。
首先是引言部分,概述了文章整体内容和背景;接着是对化学气相沉积碳化硅陶瓷工艺进行详细介绍;然后是实验方法与结果分析,展示了本文中所采用的实验设备和条件,以及样品制备与处理情况;接下来是对碳化硅陶瓷性能评估的讨论,包括结构与形貌表征、机械性能测试以及热稳定性检测;最后是总结和展望部分,总结了主要研究发现,并提出对未来研究的建议。
1.3 目的本文旨在全面介绍化学气相沉积碳化硅陶瓷工艺,并通过实验方法与结果分析以及性能评估,对其进行深入探讨。
通过本文的研究,旨在为相关领域的科研人员和工程师提供参考,推动碳化硅陶瓷工艺的进一步发展和应用。
2. 化学气相沉积碳化硅陶瓷工艺:2.1 工艺原理:化学气相沉积碳化硅陶瓷(Chemical Vapor Deposition, CVD)是一种常用的制备碳化硅陶瓷材料的方法。
其工艺原理基于在高温条件下,将合适的预体物质通过气态反应在衬底或样品表面上进行沉积,最终形成致密、均匀的碳化硅陶瓷薄膜或块状材料。
2.2 材料选择与准备:在化学气相沉积碳化硅陶瓷工艺中,需要选择适合的前驱物和衬底材料。
常用的前驱物包括有机硅类、无机盐类等,在反应过程中可以释放出所需的C和Si元素。
而对于衬底材料,则要具有较好的耐高温性能和平整度,通常选用石英、SiC 等材料。
在进行材料准备时,首先需要对前驱物进行预处理,如根据具体工艺要求进行溶解、过滤或稀释等操作。
对于衬底材料,则需要进行清洗、干燥等处理,以确保表面无杂质和水分。
2.3 反应参数控制:在化学气相沉积碳化硅陶瓷工艺中,合理控制反应参数对于最终产品的性能至关重要。
工艺流程及说明

工艺流程及说明工艺流程是指在特定的制造过程中,所采取的各个阶段和步骤,以完成最终产品的生产。
本文将介绍一种工艺流程,并对其进行详细说明。
1. 材料准备首先,需要准备所需的材料。
在这个阶段,需要确定使用的原材料类型、数量和质量要求。
将材料按照要求进行分类、储存和配送。
2. 设计规划在准备好材料之后,需要进行设计规划。
这一阶段包括产品结构设计、工艺路线设计和工艺参数确定。
通过对产品进行分析和设计,确定合适的工艺流程,并确定每个工序所需的工艺参数。
3. 加工制造在设计规划完成后,进入加工制造阶段。
根据设计规划确定的工艺流程,按照工序依次进行加工。
在每个工序中,要根据工艺参数的要求,采取适当的加工工艺,以保证产品的质量。
4. 质量控制在加工制造的过程中,需要进行质量控制。
通过设立检验点和检验标准,对每个工序进行严格检查,以确保产品的合格率。
对于不合格的产品,要及时进行返工或报废处理,确保产品质量。
5. 组装包装经过加工制造和质量控制后,进入组装包装阶段。
根据产品的不同,进行相应的组装工序,并进行最终产品的包装。
包装要符合产品的要求,保护产品的安全和完整性。
6. 成品检验在组装包装完成后,进行成品检验。
对成品进行全面检查,确保产品的合格率。
对不合格的产品,要及时调整工艺流程,以提高产品的合格率和质量稳定性。
7. 产品交付完成成品检验后,进行产品交付。
将产品按照客户的要求进行包装和运输,确保产品在运输过程中的安全和完整性。
同时,交付前要进行最后一次检查,以保证产品质量。
以上即为一种工艺流程的简要说明。
在实际生产中,工艺流程可能因产品的不同而有所调整和改变。
因此,在设计和实施工艺流程时,需要根据具体情况进行调整和优化,以满足产品的生产要求和质量要求。
总结工艺流程是产品生产过程中的关键环节,对产品的质量和效率有着重要影响。
合理设计和优化工艺流程,能够提高产品的生产效率、降低成本,提高产品质量。
同时,严格控制每个工序的质量,能够保证产品的合格率和稳定性。
细石叶制作工艺-概述说明以及解释
细石叶制作工艺-概述说明以及解释1.引言1.1 概述细石叶制作工艺是一种独特而精细的手工艺制作技巧,通过运用特定的材料和工具,将细腻的石材加工成类似于真实植物叶片的艺术品。
这种工艺源于古代文化,并且在现代仍然广泛应用于艺术和工艺品制作领域。
细石叶的制作工艺背后蕴含着对自然的热爱和对石材的巧妙运用。
通过精心的设计和巧妙的处理,石材被赋予了生机和美感,仿佛真实的植物叶片一样,展现出它们的生命力和活力。
这种工艺不仅仅是简单的石材加工,更是一种独特的艺术形式,展现了人类对自然界的敬畏和追求。
细石叶制作工艺需要细致入微的技巧和丰富的经验。
首先,选择合适的石材是制作细石叶的基础。
不同的石材具有不同的特性和质地,选用合适的石材对于赋予细石叶以最佳的效果至关重要。
其次,工匠需要运用各种工具和技巧,如雕刻刀、磨料、研磨机等,将石材进行精细的雕刻和打磨,使其呈现出真实而细致的叶片纹理和形态。
最后,经过一系列的加工和修饰,细石叶逐渐完善,呈现出独特的美感和艺术价值。
细石叶制作工艺的意义不仅在于其独特的艺术价值,更体现在对自然的热爱和对传统文化的传承。
这种工艺通过锻造石材,将自然的元素与人类的创造力相结合,展现了人与自然之间的和谐共生关系。
同时,细石叶也承载着传统文化的精髓和智慧,展示出古代工匠的技艺和品味,对于保护和传承传统文化具有重要的意义。
细石叶制作工艺的重要性不仅在于其独特的艺术价值和文化意义,还在于激发人们对自然和美的思考和欣赏。
它不仅是一种技术,更是一种审美的表达和一种对美的追求。
通过学习和传承细石叶制作工艺,我们可以更好地理解和欣赏自然界的美,同时也能够激发我们自身的创造力和想象力,使我们在艺术创作和审美追求中不断进步。
对细石叶制作工艺的展望是,随着科技的不断发展和创新,我们有望通过新的材料和工具,进一步提升细石叶的制作工艺,创造出更加精细和逼真的作品。
同时,我们也应该注重对传统技艺的传承和保护,不断培养和拓展年轻一代对细石叶制作工艺的兴趣和热爱,以保持这一独特工艺的传统和繁荣。
阀体铸造工艺说明书

阀体铸造工艺说明书一:工艺分析1、审阅零件图工艺方法:铸造零件材料:HT250 零件名称:阀体零件重量:1.345kg 铸件毛重约为1.7485kg生产数量是10000件,属于大批量生产2、零件的技术要求零件在铸造方面的技术要求:铸造圆角半径不得超过1mm;铸件应进行时效处理;铸件应进行清理,保证表面平整;零件加工完后所有棱边应去除毛刺;不加工表面先涂以防锈漆,再涂以绿色油漆。
3、选材的合理性阀体选用的材料是HT250,为灰铸铁。
灰铸铁的壁厚不应过厚。
铸件形状不应太复杂。
灰铸铁具有两行的减震性和润滑性,可以满足阀体的防震和耐磨性能。
4、审阅铸件的结构工艺性铸件轮廓尺寸为81×103.5×66mm3,查表得砂型铸造的最小壁厚为3~4mm,铸件质量为1.345kg,材料为灰铸铁,查表得砂型铸造时铸件的临界壁厚为12~15mm,壁厚越大,圆角尺寸也相应增大。
对于小型铸铁件,铸件圆角半径可取相邻壁厚度平均值的1/3~1/5。
二:工艺方案设计1、造型、造芯方法和铸型种类造型方法:手工砂箱造型造芯方法:手工刮板造芯2、浇注位置的确定根据机械制造课程辅助工艺设计中关于浇注位置的确定原则; (1)应将铸件的重要加工面或主要受力使用面等要求较高的部位放在下面。
(2)薄壁铸件应将薄而大的平面放在下面或侧面、倾斜。
将铸件水平放置,使两个加工面在侧壁位置,并且有利于型芯的固定、排气和检验。
确定浇注位置在中部。
3、分型面的确定选中间最大截面为分型面,以便于起模、下芯和检验,分模面与分型面一致。
确定分型面在铸件中间偏下。
4、砂箱中铸件数目的确定阀体的重量为1.345kg,“铸件重量”选择<5kg,对应的“砂箱尺寸”为<400,最小吃砂量分别查询得到a=20mm,b=30mm,c=40mm,d或e=30mm.f=30mm,g=20mm。
铸件本身的长度为103.5mm,因此砂箱中只能放置两个铸件,以节省铸造成本。
十个工艺特点-概述说明以及解释
十个工艺特点-概述说明以及解释1.引言1.1 概述概述部分的内容可以根据所研究的具体工艺特点进行描述和介绍。
以下是一个示例:在现代工业社会中,工艺特点是各行各业中不可或缺的一部分。
工艺特点是指在生产制造过程中所采用的独特技术、方法或工艺,这些特点与材料、设备、操作流程以及产品质量等方面密切相关。
本文将就十个具有代表性的工艺特点进行深入探讨和分析。
工艺特点一:XXX。
在这个工艺中,我们将讨论其特点、适用范围以及与传统工艺的对比等方面内容。
工艺特点二:XXX。
这个工艺特点在某领域中应用广泛,其特点包括XXX、XXX、以及XXX等。
工艺特点三:XXX。
这种工艺在制造领域有着独特的应用,可以提高生产效率、降低成本、改善产品质量等。
工艺特点四:XXX。
这个特点在现代工业中十分重要,可以解决XXX问题,对行业发展具有重大意义。
工艺特点五:XXX。
这个工艺特点在某些特定场景下表现出色,具有XXX的优势,对行业技术水平的提升起到了积极作用。
工艺特点六:XXX。
这种工艺特点在某个行业领域中相对独特,可以达到XXX的效果,并在某种程度上改变了传统工艺方式。
工艺特点七:XXX。
这个特点是一种创新性的工艺方法,通过XXX的方式,可以在工艺过程中实现XXX的目标。
工艺特点八:XXX。
这种工艺特点在某个行业中具有广泛的应用,其特点包括XXX、XXX、以及XXX等。
工艺特点九:XXX。
这个工艺特点在某领域中得到了广泛的应用,它的特点包括XXX、XXX以及XXX等。
工艺特点十:XXX。
这个特点在某个行业中是非常重要的,因为它能够解决XXX问题,并在生产制造中带来很大的改进。
通过对这十个工艺特点的深入研究和分析,我们可以更好地理解和掌握现代工艺制造中的关键技术和方法。
这些工艺特点对于提高生产效率、优化产品质量、降低成本以及促进行业发展都起到了积极的作用。
在接下来的章节中,我们将具体介绍和分析这些工艺特点,并对其意义和影响进行总结和讨论。
生产工艺说明(3篇)
第1篇一、概述生产工艺是指将原材料通过一系列加工、组装、调试等过程,最终制成产品的技术过程。
本生产工艺说明旨在详细阐述某产品的生产工艺流程,为生产过程中的质量控制、生产效率提升和成本控制提供参考。
二、产品概述本产品为XX型号智能家电,主要用于家庭日常使用,具有节能、环保、安全等特点。
产品主要由以下部件组成:主机、显示屏、控制器、传感器、电源模块等。
三、生产工艺流程1. 原材料准备(1)主机材料:选用高品质铝合金材料,具有良好的耐腐蚀性、耐磨性和稳定性。
(2)显示屏材料:选用高清液晶显示屏,具备良好的可视性和耐用性。
(3)控制器材料:选用高性能微处理器,具备强大的数据处理能力和稳定的运行性能。
(4)传感器材料:选用高精度传感器,具备灵敏的检测能力和良好的抗干扰性。
(5)电源模块材料:选用高品质电子元件,具备稳定的供电能力和良好的散热性能。
2. 零部件加工(1)主机加工:采用CNC加工中心进行铝合金材料的切削、钻孔、攻丝等工序,确保主机尺寸精确、外观美观。
(2)显示屏加工:对液晶显示屏进行切割、焊接、封装等工序,确保显示屏性能稳定、画面清晰。
(3)控制器加工:对微处理器进行焊接、编程、调试等工序,确保控制器功能齐全、运行稳定。
(4)传感器加工:对传感器进行封装、焊接、调试等工序,确保传感器检测准确、性能可靠。
(5)电源模块加工:对电子元件进行焊接、组装、测试等工序,确保电源模块供电稳定、散热良好。
3. 零部件组装(1)将加工完成的显示屏、控制器、传感器等部件按照设计要求进行组装。
(2)将组装好的部件与主机进行连接,确保连接牢固、接触良好。
(3)对组装好的产品进行外观检查,确保产品外观整洁、无划痕、无瑕疵。
4. 调试与测试(1)对产品进行功能测试,确保产品各项功能正常、性能稳定。
(2)对产品进行稳定性测试,确保产品在长时间运行下仍能保持良好的性能。
(3)对产品进行安全性能测试,确保产品符合国家相关安全标准。
花键轴工艺设计说明书
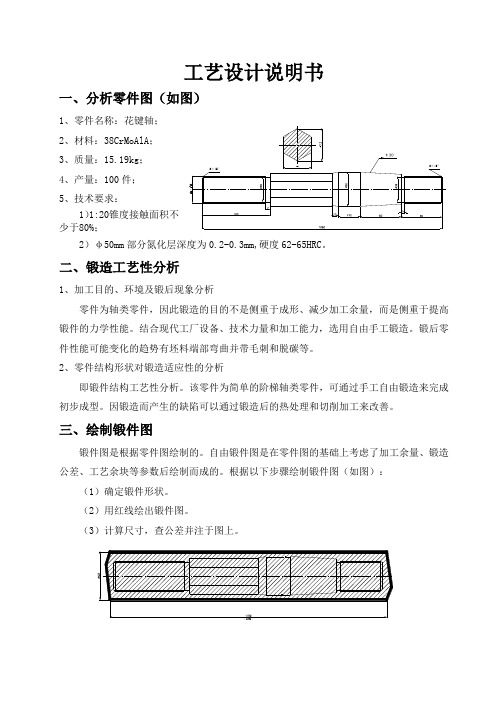
工艺设计说明书一、分析零件图(如图)1、零件名称:花键轴;2、材料:38CrMoAlA;3、质量:15.19kg;4、产量:100件;5、技术要求:1)1:20锥度接触面积不少于80%;2)φ50mm部分氮化层深度为0.2-0.3mm,硬度62-65HRC。
二、锻造工艺性分析1、加工目的、环境及锻后现象分析零件为轴类零件,因此锻造的目的不是侧重于成形、减少加工余量,而是侧重于提高锻件的力学性能。
结合现代工厂设备、技术力量和加工能力,选用自由手工锻造。
锻后零件性能可能变化的趋势有坯料端部弯曲并带毛刺和脱碳等。
2、零件结构形状对锻造适应性的分析即锻件结构工艺性分析。
该零件为简单的阶梯轴类零件,可通过手工自由锻造来完成初步成型。
因锻造而产生的缺陷可以通过锻造后的热处理和切削加工来改善。
三、绘制锻件图锻件图是根据零件图绘制的。
自由锻件图是在零件图的基础上考虑了加工余量、锻造公差、工艺余块等参数后绘制而成的。
根据以下步骤绘制锻件图(如图):(1)确定锻件形状。
(2)用红线绘出锻件图。
(3)计算尺寸,查公差并注于图上。
四、参数选择1、工艺参数首先选择工艺余块以简化锻件外形,然后确定加工余量和公差。
2、选择依据选择参数应考虑锻件的材料、形状尺寸、现有设备、生产批量等因素。
3、确定方法查有关标准进行分析,并与同类件比较,选择的公差余量可依下列条件确定:(1)锻件数量。
数量多,其值取小些,否则取大些。
(2)锻件材料。
一般材料其值取小些,特殊钢取大些。
(3)表面质量。
原材料的表面质量好,其值取小些,否则取大些。
(4)锻件形状尺寸。
锻件形状简单,长度短,其值取小些,否则取大些。
(5)锻工技术水平。
锻工技术水平高,其值取小些,否则取大些。
(6)工具和设备情况、企业工艺习惯等其它因素。
4、数据处理对于大型锻件尾数圆整为5或0;中小型锻件按四舍五入原则处理成整数。
最后确定的工艺参数如锻件图所示。
五、确定坯料质量和锻件尺寸1、确定坯料质量坯料质量包括锻件本身的质量、加热时氧化烧损、切头时的损失及冲孔时的芯料损失等。
生产工艺流程及说明
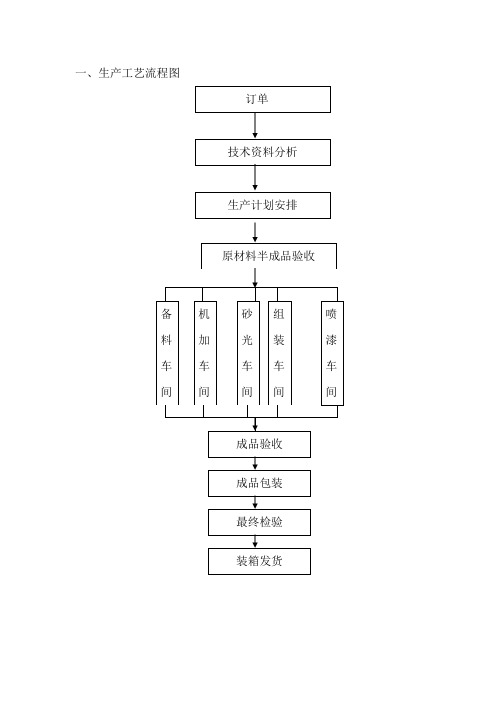
(一)备料车间:根据图纸要求到仓库领取水份在8-12%以下、验收合格的木料,按照质量要求,加工木料。
(二)机加工车间:1、查证进入数量。
半成品进入机加工车间后,由专人查点进入的确切数量,在查验无误后,由机加工人员签字领料。
2、严格检查。
在加工前,由当值班组长对产品的加工尺寸、用料标准精度等各项指标进行详细检查,确保无误后正式进入下一步加工工艺。
(三)砂光车间:对机加工车间转入的合格产品部件进行砂光,砂光完成后由班组长根据不同订单要求等标准进行检查验收,合格后转入组装车间。
(四)组装车间:按照图纸要求,经上道工序质检员检验合格进行组装。
组装完毕后,由经过专门培训的质检员严格按照我厂制定的企业标准进行验收。
验收合格后进入下一个流程——打磨。
(五)喷漆车间:打磨符合要求后,即进入喷漆车间,进行喷底漆,要求喷漆要均匀。
无划痕,无碰伤。
底漆喷得是否均匀,直接关系到下一道工序—面漆质量的高低。
因此,我们规定底漆喷完后,对底漆进行打磨,并由经过严格培训的专门验收人员进行严格检查、验收,杜绝不合格产品进入下道工序。
面漆工序是影响产品外观质量的工序之一,因此,我们制定了非常严格的工序标准和操作规程,面漆喷完后,即进行干燥,然后转入产品周转库。
(六)包装:产品干燥出库后,由专业验收人员严格按照企业内部的质量标准和客户要求进行全方位检查验收,在确定产品质量完全符合质量标准后,由验收员签字填写物流卡,将产品进到包装车间。
在包装车间,按照客户要求的包装外观质量进行包装。
检查客户所需要印刷的唛头是否正确,包装材料是否清洁,包装人员在包装时要对包装的产品再一次进行挑选,将开裂、霉变、颜色不均,松动的产品挑出。
(七)产品入库:产品包装完毕经检验合格后,由包装车间人员品存入指定的产品存放区,做好记录,并标明产品批次,发地区,等待发货。
**木业科技有限公司生产工艺流程说明。
法兰盘机械加工工艺说明书

一、零件的分析(一)零件的作用题目所给的零件是法兰盘(见附图1),其为盘类零件,用于卧式车床上。
车床的变速箱固定在主轴箱上,靠该法兰盘定心。
法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。
(二)零件的工艺分析法兰盘共有两组加工表面,它们之间有一定的位置要求。
现分述如下:1.以Φ80孔为中心的加工表面这一组加工表面包括:Φ62±孔及其倒角以及与其垂直的端面,Φ80h11外表面,两个M64×的槽,Φ36 0+孔以及与其垂直的端面,Φ52g6外表面B及退刀槽,三个互成120°的Φ阶梯孔的两端面。
2.以A面为基准的加工表面这一组加工表面包括:三个互成120°的ф阶梯孔,一个侧面C,一个平面D。
这两组表面之间有着一定的位置要求,主要是:Φ62±孔对B端面的径向圆跳动公差为。
由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度要求。
二、工艺规程设计(一)确定毛坯的制造形式材料为HT15-33。
考虑到法兰主要承受静压力,因此选用铸件。
(二)基面的选择基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
(1)粗基准的选择。
按照有关粗基准的选择原则(如果必须首先保证工件上欲加工表面与不加工表面之间的位置要求,则应以不加工表面为粗基准),孔Φ62±与B端面有的圆跳动公差要求,现选择Φ52g6外表面B为粗基准,利用三爪自定心卡盘加持外圆A,并且使卡盘端面紧靠A端面,这样可以消除所有六个自由度,达到完全定位。
(2)精基准的选择。
主要应考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。
页岩多孔砖工艺流程及说明
页岩多孔砖工艺流程及说明
一、页岩多孔砖工艺流程
1、准备材料:可以选择多种材料,如矿物晶体衍射(XRD,可以检验
页岩晶粒结构),干燥(干燥机),磨碎(研磨机),混合(混合机)等。
2、页岩砂压制成砖:页岩在混合机中加入适量水分与其他添加剂,
借助压制机将页岩沙砂压制成砖形,形成的砖会有多孔性,具有比较均匀
的孔隙结构。
3、孔隙结构优化:若需要改善页岩孔隙结构,可以在压制过程中添
加填料,如小石子或者其他填料,以引入更小的孔隙,使得孔隙更加均匀。
4、烧制成型:烧制成型是最后一步,将压制完成的页岩砖置入烧制
炉段,在高温下烧制,使其固定、发泡、膨胀,最终呈现出多孔性,从而
实现多孔砖的生产。
二、工艺说明
1、原料选择:在生产多孔砖过程中,原料选择是非常重要的,原料
必须要求结构均匀,孔隙结构比较好,否则容易影响后续生产,需要进行
深入的检验和分析。
2、混合比例:将页岩沙砂加入适量的水分与其他添加剂混合,是调
整页岩孔隙结构的重要步骤,混合可以均匀渗透,减少尺寸偏差较大的粒子,使得孔隙更加均匀。
工艺说明书

第一部分分析零件图1.检查零件图的完整性和正确性1. 零件的技术要求1. 零件的材料分析1. 零件图的标注尺寸第二部分零件的结构工艺性分析1.有利于达到所要求的加工质量2.保证位置精度的可能性第三部分零件的毛坯的种类和选择 1.毛坯的种类第四部分定位基准的选择1.精基准的选择2. 粗基准的选择第五部分:加工工艺路线的拟定1.表面加工方法的选择2.加工阶段的划分3.加工顺序的安排第六部分:设备及工艺装备的选择第七部分:加工余量的确定第一部分:分析零件图(1)检查零件图的完整性和正确性对图纸进行具体的分析,发现图纸的尺寸残缺,诸如一些孔的定位尺寸等。
经过仔细计算与查阅,已基本修正。
(2)零件的技术要求分析通过图纸获知,此图为箱体类零件,而且主要的加工方向为孔的形位公差以及表面粗糙度的保证。
内腔为此零件主要加工部位。
要注意分析这些要求在保证使用性能的前提下是否经济合理,在现有生产条件下能否实现。
特别要分析主要表面的技术要求,因为主要表面的加工确定了零件工艺过程的大致轮廓。
(3)零件的材料分析图纸要求材料为HT200,应该对毛坯进行适当的热处理,来满足加工的要求。
同时要选好毛坯,不能人白口、夹砂、疏松等。
(4)合理的标注尺寸①零件图上的重要尺寸应直接标注,而且在加工时应尽量使工艺基准与设计基准重合,并符合尺寸链最短的原则。
②零件图上标注的尺寸应便于测量③零件图上的尺寸不应标注成封闭式,以免产生矛盾。
④零件上非配合的自由尺寸,应按加工顺序尽量从工艺基准标出。
⑤零件上各非加工表面的位置尺寸应直接标注,而非加油面与加工面之间只能有一个联系尺寸。
对图纸经过分析,相关重要的尺寸已直接标出,而且符合尺寸链的要求。
零件图的尺寸也便于测量,图上没有不应标注的尺寸且不封闭。
需要的参考尺寸也基本标出。
第二部分:零件的结构工艺性分析(1)有利于达到所要求的加工质量①合理确定达到所要求的加工质量加工精度若定得过高会增加工序,增加制造成本,过低会影响极其的使用性能,故必须根据零件在整个极其中的作用和工作条件合理地确定,尽可能使零件加工方便制造成本低②保证位置精度的可能性为了保证零件的位置精度,最好使零件能在一次安装中加工出所有相关表面,这样就能依靠机床本身的精度来达到所要求的位置精度。
钨丝金刚线生产工艺_理论说明
钨丝金刚线生产工艺理论说明1. 引言1.1 概述钨丝金刚线是一种重要的高强度材料,广泛用于电子、照明和机械加工等领域。
它具有高熔点、抗腐蚀性和优异的导电能力等特点,因而受到了广泛的关注和应用。
1.2 文章结构本文将详细介绍钨丝金刚线的生产工艺理论说明。
首先,我们将阐述钨丝金刚线的定义与作用,以便读者更好地了解其重要性和应用领域。
接着,我们将介绍钨丝金刚线的基本工艺流程,包括原料选取、加工方法和制备过程。
最后,我们会重点关注钨丝金刚线制备过程中的关键要点,并提供一些建议和注意事项。
1.3 目的本文旨在通过理论说明来解释钨丝金刚线生产工艺,并为相关从业人员提供参考和指导。
通过深入了解生产工艺理论,读者将能够更好地掌握钨丝金刚线制备技术,并在实践中取得更好的效果和质量。
同时,本文也希望能够推动钨丝金刚线行业的发展,促进其在各领域的应用和创新。
2. 钨丝金刚线生产工艺理论说明2.1 钨丝金刚线的定义与作用钨丝金刚线是一种以钨丝为基材制成的特殊金属线,具有极高的韧性和耐磨性。
它主要用于电火花加工、电子元器件制造等领域。
由于钨丝的高熔点和低膨胀系数,钨丝金刚线能够在高温环境下保持稳定的尺寸,并能在复杂加工过程中维持较长的使用寿命。
2.2 钨丝金刚线的基本工艺流程钨丝金刚线的生产通常包括以下几个主要步骤:首先,原料准备。
选择优质纯度较高的钨粉作为原料,并根据产品要求控制其粒径和成分比例。
其次,混合和压制。
通过将钨粉与适量的添加剂进行混合,并利用压力机将其压制成所需形状,如圆柱形或方形截面。
然后,烧结和拉拔。
将预压坯体放入高温炉中进行烧结处理,使其颗粒结合并获得较高的密度。
之后,通过多道次的拉拔工艺将坯体逐渐变细,形成所需直径的钨丝。
最后,表面处理和测试。
对钨丝进行表面处理,如酸洗、抛光等,以提高其表面质量。
然后进行严格的测试和品控,包括拉力测试、尺寸测量、电阻率测试等。
2.3 钨丝金刚线制备过程中的关键要点在钨丝金刚线的制备过程中,需要注意以下几个关键要点:首先是原料选择和精细控制。
菜板高温晶化工艺-概述说明以及解释
菜板高温晶化工艺-概述说明以及解释1.引言1.1 概述概述:菜板是厨房中常用的烹饪工具,其质量直接影响食品的卫生和口感。
传统的菜板制作工艺存在一些问题,例如易滋生细菌、应力容易积累等。
为了解决这些问题,研究人员提出了一种新的工艺——菜板高温晶化工艺。
该工艺通过高温处理使菜板材料晶化结构更加均匀,提高了其耐磨、抗菌等性能,使菜板更加耐用,更加安全卫生。
本文将对菜板高温晶化工艺进行深入探讨,探讨其原理、优势以及应用领域。
json"1.2文章结构":{"本文将首先介绍菜板高温晶化工艺的原理,包括其基本概念和工作原理。
接着将探讨菜板高温晶化工艺相对于传统工艺的优势和特点。
最后将详细分析菜板高温晶化工艺在不同应用领域的具体应用情况,以进一步展示其重要性和价值。
通过对这些内容的系统论述,读者将更全面地了解菜板高温晶化工艺的整体情况,为后续的研究和实践提供参考和指导。
"}1.3 目的菜板高温晶化工艺的主要目的是通过高温处理,使菜板表面材料发生晶化,从而提高菜板的硬度、耐磨性和耐高温性能。
通过这种工艺处理,可以有效改善菜板的使用寿命和品质,提高菜板在厨房环境下的耐用性和稳定性。
此外,菜板高温晶化工艺还可以使菜板表面更加光滑、易清洁,提升菜板的卫生性,符合现代人们对食品安全和健康的需求。
因此,本文旨在探讨菜板高温晶化工艺的原理、优势和应用领域,为广大厨房使用者提供更加安全、卫生、耐用的菜板选择。
2.正文2.1 菜板高温晶化工艺的原理菜板高温晶化工艺是一种通过高温处理,使得菜板表面形成晶体结构的技术。
其原理主要包括以下几个方面:首先,高温可以促进菜板表面的结晶生长。
在高温条件下,菜板表面的分子运动速度加快,原子之间的结合力增强,从而使得晶体结构更加有序、紧密。
这种结晶过程可以增强菜板的表面硬度和耐磨性,提高其使用寿命。
其次,高温可以改变菜板表面的组织结构。
通过高温处理,菜板表面的晶粒可以重新排列,形成更加紧密、均匀的结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一款翻盖手机实例:主板厚: 10.7mm手机高度:100.25mm机身厚度:14mmT卡胶塞,TPU字符凹刻电铸模,表面CD纹,镀枪色机身正面宽度:51.3mmA+ ABS+PC 真空镀+UVA壳ABS+PC 真空镀+UV 字符镭雕字符丝印,电镀效果(屏幕,镜片)B壳ABS +PC 真镀+UV字符镭雕C+,ABS 真镀+UVC壳ABS+PC 真镀+UVPC按键,字符丝印UV固化,电镀效果(喷漆完之后,一般进行UV紫外光固化效果)UBS胶塞,TPU, 字符凹刻D壳ABS+PC 真空镀+UV摄像头,镜片电镀效果字符镭雕A flip phone examples: CPU tickness: 10.7mmMobile Height: 100.25mmBody thickness: 14mmT Card Stopper :TPU or Rubber material characters intaglioElectric molds, the surface of CD pattern, plated gun colorBody front width: 51.3mmA + ABS + PC PVDvacuum plating(PVD: Physical vapor deposition) + UV curing A shell : ABS + PC PVDvacuum plating + UV Laser carving characters Character (Method: Silk-screen printing), electroplating effects (screen, lens)B-shell: ABS + PC rPVD vacuum plating + UV curingLaser carving characters in C +, ABS (method:PVD vacuum plating + UV curing) C-shell : ABS + PC(method: PVD vacuum plating+ UV curing)PC keypad, character Silk-screen printingUV curing, plating effect (after completing painting, UV-curing technique effects) UBS Rubber Stopper, TPU, character intaglioD-shell : ABS + PC (method: PVDvacuum plating + UV curing)Camera lensesPlating effectLaser carve characters(注:电镀只可以做ABS和金属材质,真空镀可以做PMMA和其他任何材质) 工艺说明:A壳:塑胶材质不导电真空镀B壳:钢板表面拉丝电镀C壳: 塑胶材质注塑喷涂D壳:塑胶材质模具蚀纹电池盖不锈钢拉丝电镀导航键铝片二次氧化/装饰件铝片拉丝氧化OK键塑胶材质表面电镀功能键1 PC注塑表面喷油功能键2 塑胶材质表面电镀电镀/电泳(装饰效果比较亮)数字键PC注塑表面喷油/装饰件电镀屏幕镜片透明材质底面镀膜摄像头镜片透明材质底面丝印螺丝塞TUP侧按键电镀telecommunication(Note: electroplating can be done by only ABS and metal materials, vacuum plating can be done on and any other material such as PMMA亚克力)Process Description:A Shell: plastic material, not conductive PVD vacuum platingShell B: brushed steel surface and eletroplating effectC shell: plastic injection, sprayD-shell: plastic material, in-mold metal etching techniqueBattery cover: brushed stainless steel surface, electroplatingNavigation key: Brushed aluminum oxidizedOK button: plastic, surface eletroplating effectFunction keys 1: PC Injection molding surfaceFunction keys 2 plastic, surface electroplatingPlating / electrophoresis (decorative effect brighter)Injection molding surface with paint spraying / decorative pieces of electroplatingThe screen lens, camerca lens: underside silk-screen printScrew stopper: TPU materialSide buttons with eletroplating effect, telecommunication.工艺说明:A壳:塑胶材质双色注塑文字丝印B壳:塑胶材质溅镀效果电池盖:塑胶材质模具纹理表面喷油局部丝印数字键塑胶材质表面喷油文字镭雕OK键塑胶材质电镀效果功能键和导航键塑胶材质电镀B壳装饰件:模具纹理表面喷油局部丝印镜片:片材底面镀(中枪色,是一种像手枪颜色的颜色)摄像头镜片:PMMA(亚克力材质)底面丝印喇叭网布织网侧按键塑胶材质溅镀效果(和电镀效果差不多,但是有颜色,色彩能亮)不导电真空溅镀工艺与手机外壳表面处理Non Conductive Vacuum Metallization Technics and Surface Treatment of Mobile Phone CrustProcess Description:A Crust: plastic material, two-color injection molding, text by silk-screen printingShell B: plastic material, PVD non conductive vacuum metallization surface treament(和电镀效果一样都是在塑料表面镀金属色,但是有镜面效果非常亮)Battery Cover: plastic material, paint-spraying, silk-screen printingThe number keys: surface with paint spraying, text with laser carving techniqueOK button: plastic material, electroplating techniqueFunction keys and navigation keys plastic with platingB shell decorative pieces: Local screen-printing, surface with paint spraying, in-mold texture/etchingLens: pistol color color)Camera Lens: PMMA (acrylic material) Bottom silk screenSpeaker Mesh NettingSide buttons: PVD vacuum metallization effect (similar to electroplating effects, but there is colors, color can be brighter).工艺说明:A壳:塑胶材质不导电真空镀A壳装饰件透明材质表面纹理底面镀膜B壳:钢板花纹镭雕表面电镀C壳:塑胶材质注塑黑色表面D壳:塑胶材质纹理凹刻注塑亮雾面(凹槽宽度0.2mm, 深度0.15mm)电池盖塑胶材质表面喷油纹理凹刻电池盖装饰件透明材质纹理凹刻底面丝印导航键塑胶材质表面喷油OK键塑胶材质表面电镀功能键1 PC薄片部分纹理突起功能键2 塑胶材质表面电镀数字键PC薄片侧键塑胶材质表面电镀屏幕镜片透明材质底面镀膜摄像头镜片透明材质底面丝印Process Description:A crust: plastic material with non conductive PVDvacuum platingA shell decorative pieces: transparent material, surface with texture, underside with coating Shell B: steel sheet with laser engraving treatment, surface eletroplatingC shell: plastic material, injection molding with black surfaceD-shell: plastic material, texture intaglio bright matte finish surface.(雾面或叫粗磨光效果有几种解释,是一种材料表面亮度处理,matte finish or dull polish finish)(Groove width of 0.2mm, the depth of 0.15mm)Battery Cover: plastic material, paint-spraying surface, texture intaglioThe battery cover decorative pieces:texture intaglio, transparent material, underside with silk-screen printing.Navigation keys: plastic material with paint-sprayingOK button: plastic material, surface with eletroplating techniqueFunction keys 1 PC thin part of the texture bumpFunction keys 2 plastic surface with eleroplating techniqueThe number keys PC thin sheetSide button: Plastic MaterialSurface platingScreen Lens: Transparent MaterialBottom Coating with thin filmUnderside of the camera lens by transparent materials, underside by silk-screen printing technique.工艺说明A壳:塑胶材质电镀效果A壳装饰件:不锈钢冲压彩镀B壳:塑胶材质电镀效果电池盖:铝合金纹理腐蚀表面氧化字符批花镜片:PMMA(亚克力)镀膜效果听筒装饰件:PMMA镀膜效果功能键:透明PC镀膜效果字符底面丝印导航键:透明PC 镀膜效果字符底面丝印OK键:透明PC 镀膜效果OK键装饰件:塑胶材质电镀效果功能键:塑胶材质电镀效果数字键:塑胶材质电镀效果亮雾面摄像头装饰件:塑胶材质电镀效果Process DescriptionA Shell: plastic material with eletroplating effectsA crust decorative pieces: stainless steel precision metal stamping part, color plating.Shell B: plastic material, eletroplating effect.The battery cover: aluminum alloy, eletrochemistry corrosion of superficial texture, surface oxidation treatment, (这里的表面氧化处理是叫阳极氧化处理,anodic oxidation,用在铝合金上,可以做成沙面satin finish,亮面glossy finish,苹果那一款全铝合金压制成的笔记本电脑外壳表面用的就是阳极氧化处理工艺), radiation thread pattern(批花纹理面)Lens: PMMA coating effectHandset & Accessories: PMMA coating effectFunction keys: Transparent PC coating effect, text underside silk-screen printNavigation keys: Transparent PC Screen, coating effect, text underside silk-screen printOK key: Transparent PC coating effectOK decorative part: electroplating effectFunction keys: effects of plastic platingThe numeric keys: plastic material, electroplating, matte finishCamera & Accessories: plastic material, chrome plated effects工艺说明:A壳:塑胶材质表面喷油-----3RMB(人民币)B壳:塑胶材质电镀效果-----7RMB电池盖:塑胶材质电镀效果------7RMBAB壳装饰件-电镀件------1RMB按键,导航键,功能键1,电铸件------7RMBOK键,电铸,电镀(注:电铸可做亮面,和雾面两种, 电镀做亮面)摄像头镜片: PMMA底面丝印--------0.8RMB镜片:片材文字底面镭雕-------2RMB总价-------27.8RMBProcess Description:A cap: plastic material, surface paint spray ----- 3RMB (RMB)B-shell: plastic material chrome plated results ----- 7RMBBattery Cover: plastic with chrome plated effect ------ 7RMBAB-shell decorations – Electroplated part------ 1RMBKeys, navigation keys, function keys 1, electrical castings ------ 7RMBOK key, electrical castings, electroplating (Note: do electroforming provides mirror finish, dull polish finish, electroplating provides glossy finish)Camera lens: PMMA bottom(silk-screen printing) -------- 0.8RMBLens: sheet material underside with laser carving ------- 2RMBTotal ------- 27.8RMB工艺说明:A壳:PC注塑模具纹理(免喷涂)B壳:塑胶材质(真空镀)A壳装饰件:铝片拉丝切亮边氧化(注:氧化是一种工艺,切亮边就是雾面周围一圈是亮边)B壳装饰件:PC注塑模具纹理(免喷涂)导航键:塑胶材质电镀效果OK键:水晶按键侧按键:塑胶材质表面喷油数字键:水晶按键镜片:片材文字底面丝印摄像头镜片:PMMA底面丝印Introduction of Decoration for mobile PhoneAcer Communication & Multimedia换面设计方案工艺说明:A壳:锌合金(注:可以打孔,铝合金不可以打孔,一般做电池盖用)局部表面珐琅工艺(中国古代的一种传统工艺)工艺说明:A壳:锌合金电池盖:锌合金表面珐琅工艺东森滑盖手机设计方案CSIZE: 99X44X12.6MMA壳IML--------------------8RMB(人民币)屏幕镜片透明材质底面丝印---------------2RMBB壳塑胶溅镀---------------------5.5RMBB壳装饰件塑胶材质喷油丝印----------2RMB超薄PC按键-----------------------7RMB摄像头装饰件铝合金拉丝------------------2RMB摄像头镜片------------------0.6RMBC壳塑胶材质表面喷油---------------------2.5RMBD壳塑胶材质拉丝喷油---------------------2RMB电池盖IML-------------------8RMB总价:39.6RMBU307滑盖手机设计方案SIZE:101X50X13.6MMA壳塑胶材质双色注塑---------------------10RMBB壳塑胶材质表面喷油---------------------3RMBC壳塑胶材质电镀效果---------------------6RMBD壳塑胶材质表面喷油---------------------3RMB镜片透明材质底面丝印---------------------2RMB电池盖IML--------------------------------------8RMBC壳装饰键塑胶材质表面喷油------------3RMB按键超薄PC------------------------------------7RMBUSB塞P+R表面喷油-------------------------1.5RMB摄像头镜片透明材质底面丝印------------0.6RMB摄像头装饰键塑胶材质表面喷油---------3RMB总价------------------------------------------------47RMB东森滑盖手机设计方案BSIZE:99X44X13.1MMA壳塑胶材质表面电镀---------------------7元(材料+工艺一共7块钱)镜片PET底面丝印----------------------------2元按键PC薄片字符镭雕透光----------------9元摄像头镜片亚克力底面丝印---------------1元C壳锌合金---------------------------------------8元D壳塑胶材料表面喷油-----------------------2.5元电池盖塑胶材料表面喷油-------------------3.5元总价-------------------------------------------------33元U307滑盖手机设计方案SIZE: 100.9X48X12.6MMA壳塑胶喷油--------------------------------3RMBA壳装饰件铝合金氧化拉丝--------------6RMBB壳锌合金模具纹理电镀----------------8RMBC壳锌合金电镀------------------------------8RMBD壳塑胶喷油---------------------------------3RMB电池盖塑胶纹理凹刻亮雾面-------------2RMB注:电池盖纹理宽0.2MM 深0.15MM按键超薄PC 局部突起底面丝印---------7RMB摄像头镜片透明材质底面丝印------------1RMB手写笔POM-------------------------------------0.5RMB塞子TPU-----------------------------------------1RMB总价-------------------------------------------------39.5RMBU307 滑盖手机设计方案SIZE: 100.2X45.5X12.8MMA壳锌合金电镀效果-------------------------8RMBB壳塑胶材质电镀效果----------------------3.5RMBC壳塑胶材质表面喷涂----------------------2RMBD壳塑胶材质表面喷涂----------------------2RMB电池盖铝合金表面氧化----------------------6RMB屏幕TP---------------------------------------------18RMB按键超薄PC--------------------------------------7RMB摄像头装饰件--------------------------------------0.5RMB摄像头镜片-----------------------------------------0.5RMB手写笔-----------------------------------------------0.5RMB总价--------------------------------------------------48RMB东森滑盖手机设计方案ASIZE: 99X44X12.6MMA壳塑胶喷油------------------------------------3元摄像头装饰件塑胶喷油------------------------2元屏幕镜片透明材质底面镀膜------------------2元摄像头镜片(2)透明材质底面丝印--------2元(注:把Logo印在透明材质底部)前壳装饰件(2)铝合金氧化拉丝-----------5元C壳塑胶溅镀------------------------------------6元D壳塑胶喷油------------------------------------3元电池盖铝合金喷砂------------------------------4元(注:喷砂是在金属表面涂雾砂面)按键超薄PC 局部突起底面丝印-----------7元塞子(2)TPU-------------------------------------1元总价--------------------------------------------------35元DONXON滑盖机设计方案ASIZE: 100.2X45.8X12.8(mm)工艺说明:A壳锌合金局部亮面大面蚀纹-------------8RMBB壳塑胶材质(表面喷油)-------------------4RMBC壳塑胶材质(表面喷油)-------------------4RMBD壳塑胶材质(表面喷油)-------------------4RMB电池盖塑胶材质(表面喷油)----------------4RMBTP-----------------------------------------------------18RMB按键导航键塑胶材质电镀效果数字键和功能键塑胶材质表面喷油导航键装饰件塑胶材质cd纹OK键电铸电镀cd纹--------------------------------------------------------7RMB摄像头装饰件塑胶材质电镀效果-----------0.5RMB摄像头镜片PMMA底面丝印------------------0.5RMB手写笔Pom-----------------------------------------0.5RMB总价--------------------------------------------------50.5RMB以上报价仅供参考U307滑盖手机设计方案SIZE: 100.5X48X12.6MMA壳塑胶模具纹理喷油----------------------3RMBB壳锌合金电镀---------------------------------8RMBC壳锌合金电镀---------------------------------8RMBD壳塑胶模具纹理------------------------------2RMB电池盖铝合金亮面氧化镭雕纹理---------6RMB(注:电池盖纹理宽0.2MM深0.15MM)按键超薄PC局部突起底面丝印-------------7RMB摄像头镜片透明材质底面丝印---------------1RMB手写笔Pom------------------------------------------0.5RMB塞子TPU--------------------------------------------1RMB总价---------------------------------------------------36.5RMBRocada翻盖手机设计方案SIZE: 99.2X48.8X14.1MMA壳塑胶材质表面喷油A壳装饰件1 不锈钢表面镀膜A壳装饰件2 透明材质表面镀膜字符镭雕B壳塑胶注塑表面喷油C壳锌合金表面镀膜镭雕拉丝D壳塑胶材质表面喷油电池盖铝合金喷砂阳极氧化确认键塑胶材质电铸电镀导航键透明材质底面纹路底面丝印功能键透明材质表面钻石纹底面丝印数字键透明材质表面拉丝底面丝印侧键塑胶材质表面喷油屏幕镜片透明材质底面镀膜丝印摄像头镜片透明材质底面丝印摄像头装饰件1 透明材质底面钻石纹底面镀膜字符丝印摄像头装饰件2 塑胶材质电铸电镀CD纹工艺说明:A壳塑胶材质非金属溅镀效果B壳塑胶材质表面喷油C壳塑胶材质模具纹理D壳锌合金电池盖塑胶材质模具纹理A壳装饰件铝合金拉丝效果镜片片材底面镀膜(锖色/枪色)功能键塑胶材质表面喷油文字镭雕OK键塑胶材质表面喷油数字按键超薄PC摄像头镜片PMMA(亚克力)数字按键装饰件:塑胶材质电镀效果TeleFree 滑盖手机设计方案SIZE: 100X48.9X14.6MMA壳塑胶材质溅镀非金属油B壳锌合金电镀效果C壳锌合金电镀效果D壳塑胶材质溅镀非金属油雾面效果屏幕镜片透明材质底面丝印导航键透明材质IMLOK键透明材质电镀效果功能键Pc薄片底面丝印数字键薄片按键纹理丝印字符镭雕摄像头镜片透明材质底面丝印音量键塑胶材质表面喷油电池盖塑胶材质纹理亮雾面TeleFree 滑盖手机设计方案SIZE: 104X50X15MMA壳锌合金/不锈钢/拉丝/电镀哑光屏幕镜片透明材质底面镀膜丝印确认键塑胶材质背面镀膜导航键塑胶材质电铸电镀导航键装饰件塑胶材质背面镀膜接听挂断键铝片氧化拉丝LOGO电镀功能键塑胶拉丝背面镀膜数字键超薄PC正面拉丝背面镀膜B壳锌合金电镀C壳锌合金电镀局部拉丝D壳塑胶材质表面喷涂电池盖塑胶材质模具蚀纹(注:模具花纹,如电池盖上的花纹)摄像头镜片透明材质底面丝印摄像头装饰件真空镀侧键塑胶材质表面喷油防磨条PomTeleFree滑盖手机设计方案SIZE: 104X50X15MMA壳锌合金/不锈钢/拉丝/电镀哑光屏幕镜片透明材质底面镀膜丝印确认键塑胶材质背面镀膜导航键塑胶材质电铸电镀导航键装饰件塑胶材质背面镀膜接听挂断键铝片氧化拉丝LOGO电镀功能键塑胶拉丝背面镀膜数字键超薄PC 正面拉丝背面镀膜B壳锌合金电镀C壳锌合金电镀局部拉丝D壳塑胶材质表面喷涂电池盖塑胶材质模具蚀纹摄像头镜片透明材质底面丝印摄像头装饰件真空镀侧键塑胶材质表面喷油防磨条Pom百灵通M6游戏手机设计方案-G工艺说明:前壳:塑胶材质表面喷油后壳:塑胶材质表面喷油功能键1:塑胶材质电镀效果SIZE: 107.8X12.5X54.0MM前壳装饰件:塑胶材质表面喷油大面雾面电池盖:塑胶材质表面喷油后壳装饰件:透明材质底面镀膜五向键:塑胶材质表面喷油OK键塑胶材质表面喷油CD纹功能键2:透明材质表面喷油。