管道焊接工艺规程WPS
PWPS焊接工艺规程

角焊缝位置 Fillet
所有 All
焊后热处理 PWHT
温度范围 Temp. Range
/
时间范围 Time Range
/
预热 PREHEAT(QW-406)
预热温度℃ Preheat Temp. Min℃ /
最大层间温度℃ Interpass Temp. Max℃ /
预热的保持方法 Pre. Maintenance
施焊技术 TECHNIQUE
无摆动焊或摆动焊 String or Weave Bead
无摆动焊或摆动焊 String or Weave Bead
嘴孔或喷嘴尺寸 Orifice or Gas Cup Size
10mm
打底焊道和中间焊道的处理方法 Initial and Interpass Cleaning 打磨或刷 Chipping ,Grinding & Brushing
-
填充金属尺寸 Size of Filler Metals
ER50-6 Φ1.2
熔敷焊缝金属 Weld Metal
坡口焊 Groove
角焊 Fillet
厚度范围 Thickness Range:
≤20mm
不限 All
焊丝-焊剂 Wire-Flux(等级)(Class)
NA
焊剂商标 Flux Trade Name (Type)
背面清根方法 Method of Back Gouging 打磨 Grinding for Full Penetration
摆动方法 Weave Method
手动 Manual
导电嘴与工件距离 Contact Tube to Work Distance
15-20mm
WELDING PROCEDURE SPECIFICATIONS (WPS) 焊接工艺规程

POSITIONS焊接位置(QW-405)
POSTWELD HEAT TREATMENT焊后热处理(QW-407)
Position(s) of Groove坡口的位置
Temperature Range温度范围℃
Speed
Range
焊接速度范围
Cm/min
Other其它(e.g., Remarks, Comments,Hot,Wire Addition, Technique, Torch Angle, etc.)
(例如备注、说明,加热丝、技巧、焊矩角度等等)
Class
牌号
Diameter
直径mm
Type Polarity极性
Root Spacing根部间隙mm
Backing:衬垫
□With(有)□Without(无)
Backing Material (Type)衬垫材料(型式)
□Metal金属
□Nonmetallic非金属
□Non-fusing Metal不熔金属
□Other其它
Joint configuration and Welds size may refer to shop drawings接头形式与焊缝尺寸可见施工图
BASE METALS母材(QW-403)
P-No
Group No组号
to P-No.
Group No组号
相焊/OR
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
焊接工艺规程
执行标准: JB/T4730-2005
操作技术要求
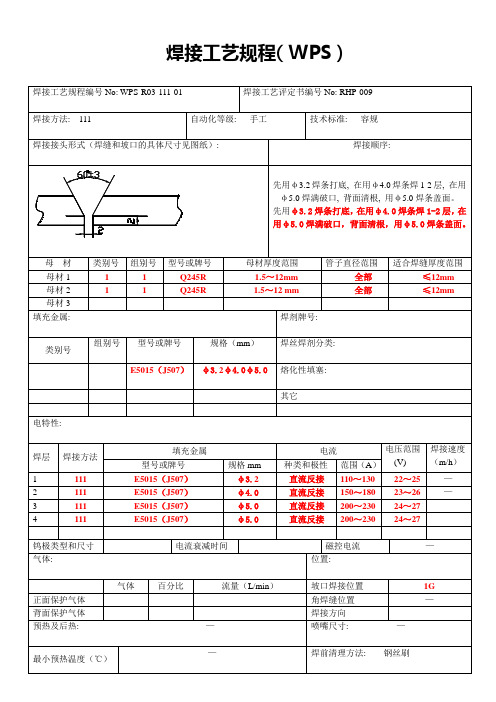
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
焊接工艺规程WPS模版

类型号 P—No. 组号 Group No. 1 取类型号 to P—No. 组号 Group No. 1 相焊, 或者 or
钢号/等第为 Specification Type and Grade St52-3 取钢号/等第为 to Specification Type and GradeSt52-3 相焊, 或者 or
焊 接 工 艺 规 程 (WPS)之阳早格格创做
WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 1 OF 3
DATE 200
公司称呼 Company Name
依据的 PQR 编号 Supporting PQR No.PQR-07 签名人 BY(QA DIRECTOR) 死效日期 Date
时间范畴 Time Range
气体 GAS 百分组成 Percent Composition
气体 Gas(es) 混同剂(Mixture)流量 Flow Rate
最大层间温度 Inter pass Temp. Max.300℃
呵护气 Shielding 两氧化碳+氩气 18/82 15-25L/min
喷孔或者喷嘴尺寸 Orifice or Gas Cup Size NA
焊 接 工 艺 规 程 (WPS) WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 3 OF 3
DATE 200
挨底及中间焊讲的浑理要领(刷理或者挨磨等) Initial and Inter pass Cleaning(Brushing.Grinding.etc.) Grinding 磨
化教身分/力教本能为 Chem.Analysis and Mech. Prop.取化教身分战力教本能为 to Chem.Analysis and Mech. Prop.相焊
焊接工艺规程 (WPS)-FW

焊接速度 Travel speed (mm/s)
DCEP
/
3-4
热输入*Head input(KJ/MM)
0.39-0.597
保护气体/焊剂 Gas/Flus
衬垫保护情况:/
预热温度:/ 焊后热 处理:/ 其它说 明焊:丝/干伸长度:8-
12mm
电弧保护Shielding
Ar82-78%+22-18%CO2 ISO14175 M21
焊接工艺参数
焊道 Run
焊材规格 焊接方法 Sizeof Process fillermetal
mm
电流A Current
(A)
1
MAG
Ф0.8
65-70
电弧电压V Voltage(v)
30-32
Welding details
电流种类/极 性
Type of current Polarity
送丝速度 Wirefeed (mm/s)
15-25
flow rate
(L/min) 根部保护Backing
/
层间前期处理和层间处 Inter layer processing
理:/
and inter layer
层间温度:/
Interpass tempature:/
加热和冷却速度:/
Heating and cooling rates:/
摆动(焊道最大宽度) Weaving(maximum width of
(mm):/
run)(mm):/
工艺评定编号:PTC15.02532.5046
WPQR:PTC15.02532.5046
焊接位置:平角焊 Welding positions :PB 坡口制备和清理方式:/ 打磨 Method of preparation and cleanig:
焊接工艺设计规程WPS

√
修改人 日期 半自动 [√] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ] 电特性 过渡形式(GMAW) 电流:交流 [ [ ] 其他 钨极(GTAW) 短路 [ ] 熔滴 [√ ] 喷射 [ ] ] 直流反接 [ ]直流正接 [√ ] 脉冲
7பைடு நூலகம்
尺寸: 类型: 技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 20mm 锤击 √ 道间清理 √ 焊后热处理 温度 时间 焊接工艺
√
修改人 日期 半自动 [√] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [√ ] 电特性 过渡形式(GMAW) 电流:交流[ [ ] 其他 钨极(GTAW) 短路 [√ ] 熔滴 [ ] 喷射 [ ] ]直流反接 [√ ]直流正接[ ] 脉冲
角焊缝
7
尺寸: 类型: 技术 直线或横向摆动焊道 多道或单道(每边) 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 锤击 √ 道间清理 √ 焊后热处理 温度 时间 焊接工艺
J507 Φ3.2 焊条
横向摆动 单道
气体 组分 流率 气体喷嘴尺寸
预热 预热温度,最低 道间温度,最低
350-400℃
专业知识分享
WORD 格式
编辑整理
焊道 或 焊层 1 2
填充金属 方法 SMAW 等 级 直径 Ф3.2
电流 类型和极 性 直流 安培数或 送丝速度 120~140A 伏特 18-22 焊接速度 5-8m/h 接头详图
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 或工艺评定记录(PQR) 是[ ] 标识编号 A004 修改 日期 公司名称 武汉江汉石油机械有限公司 焊接方法 SMAW PQR 辅助文件号 B004 采用的接头设计 类型 ⊥ 单面焊缝 [ ] 双面焊缝 [√] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 Φ120/45 圆钢 类型或级别 厚度: 坡口 直径(圆管) 填充金属 AWS 规定 AWS 类别 保护 焊剂 焊丝-焊剂(等级) t10 板/Q235B 角焊缝 6- 7 批准人 类型—手工 [√] 机械 [ ]
管道焊接工艺规程WPS

Tungsten electrode size钨极尺寸和类型:Ф铈钨极
Mode of metal transfer for GMAW金属过渡方式(GMAW):N/A
Electrode wire speed range送丝速度范围:N/A
TECHNIQUE焊接技术
Weld progression焊接方向:向上
Fillet Weld Location角焊位置:/
GAS气体
PREHEAT预热处理
gas(es)
气体
%composition
混合比
flow rate
流量
Preheat temp min
最小预热温度
环境温度为-20-0℃时,焊前保温
Shielding
保护气
SFA Specification标准号:
GB/T8110-2008
Classificationand brand型号及牌号:
ER50-6/CHG56
F-No.:
6
A-No.:
1
Size of Filler Metal焊条(丝)直径:
Ф
Weld Metal Thickness Range熔敷焊缝金属厚度范围:
2016-04-30
Procedure Qualification Record No.焊接工艺评定记录编号
HN2010-11-2013
REV.版本号
0
Weding Process(es)焊接方法
GTAW
Type(manual, automatic, machine, semi-auto)自动化等级(手工,自动,机动,半自动)
焊接工艺规程WPS模版

AWS No.(Class)
ANSI/AWS A5.18 ER70S-6上海中钢焊材有限公司
F—No.
None
A--No.
NA
填充金属尺寸Size of Filler Metals
①1.2mm
熔敷焊缝金属厚度范围对接焊缝
Deposited Weld Met.Thick ness Ran ge: Groove
保护气Shielding二氧化碳+氩气18/8215-25L/min
预热PREHEAT
最小预热温度Preheat Temp. Min.5°C
最大层间温度In ter pass Temp. Max.300C
预热保持方式Preheat MaintenanceNo ne
尾部保护气TrailingNoneNoneNone
(Con ti nu ous or special heat ing where applicable shall be recorded)
背面保护气BackingNoneNoneNone
电特性ELECTRICAL CHARACTERISTICS
交流或直流Current AC or DCDC极性PolarityEP
送丝速度范围Electrode Wire Feed Speed Ra ngeNA
施焊技术CHNIQUE
无摆动焊或有摆动焊Stri ng or Weave BeadStri ng无摆动焊
喷孔或喷嘴尺寸Orifice or Gas Cup SizeNA
2003.03.10
多丝焊或单丝焊Multiple or Si ngle Electrodes
角焊缝位置Position(s) of FilletPA
WPS焊接工艺规程(AWS版)

affection on bend ability and tension ability of joint
附加重要变素supplemental essential variables
影响接头冲击性能的因素Affect the toughness of joint
3
Who take charge of compiling WPS? WPS应该由谁制定 应该由谁制定? 应该由谁制定
每个制造者或承包者应按照焊接规范的规定编写合 理的WPS.具体的说WPS是由代表厂家的焊接工程 师编写的。 Each manufacturer and contractor shall prepare written Welding Procedure Specifications which are defined in corresponding welding code.
supervised by AI 授权检验师检查
6
How is a WPS created? 如何创建一个WPS? 如何创建一个
FCAW药芯焊丝保护 FCAW药芯焊丝保护 焊
+
接头形式 joint type
SAW埋弧焊 SAW埋弧焊 GMAW气保焊 GMAW气保焊 SMAW焊条电弧焊 SMAW焊条电弧焊 GTAW钨极氩弧焊 GTAW钨极氩弧焊
General 一般条件
For the PQR groove area, an increase or decrease > 25% in the number of passes 对于与PQR坡口面积相同的,焊道数改变超过 25% A change in position not qualified焊接位置改变为未经评定的位置 。
焊接工艺规程(WPS)PQR
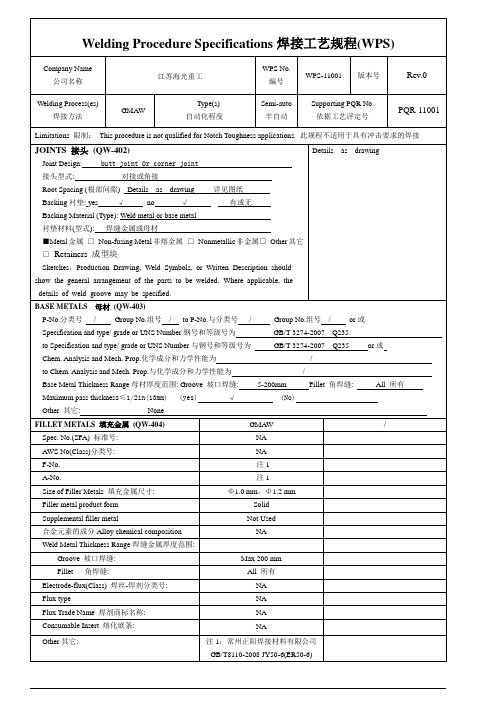
Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11003/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11004/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11005/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11006/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11007/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11008/Rev.0Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:Procedure Qualification Records焊接工艺评定记录(PQR) Company Name公司名称江苏海光重工PQR No./编号PQR-11001Welding Process(es)焊接方法GMAWTypes自动化等级Semi-auto半自动WPS No./ Rev.依据规程号WPS-11001/0JOINTS 接头(QW-402) Groove design of Test Coupon 试件坡口设计BASE METALS 母材(QW-403)Material Spec. 材料标准号: GB/T3274Type or Grade 型号或等级: Q235B+ Q235BP-No. / Group No. / to P-No. / Group No. / Thickness of Test Coupon 厚度: 50mm Diameter of Test Coupon 直径: NA Maximum pass thickness ≤13mm Other 其它: 无None FILLER METALS 填充金属(QW-404)SFA Specification标准号:NAAWS Classification分类号: NA合金元素的成分Alloy chemical composition NA Filler Metal F-No. 注1Weld Metal Analysis A-No. 注1Size of Filler Metals填充金属尺寸: φ1.0;1.2mm Weld Metal Thickness 焊缝金属厚度: 50mmFiller metal product form NASupplemental filler metal Not UsedElectrode flux classification NA flux type NA Flux Trade Name NA Other 其它:注1:常州正阳焊接材料有限公司GB/T8110-2008 JY50-6(ER50-6) POSITIONS 焊接位置(QW-405)Position of Groove 坡口位置: 3GWeld Progression (Uphill, Downhill) 焊接方向: NA Other 其它:PREHEAT 预热(QW-406)Preheat Temp.预热温度: 10℃Inter pass Temp.层间温度: 180℃Other 其它: POSTWELD HEAT TREATMENT 焊后热处理(QW-407) Temperature 温度: 610℃±15℃Time时间: 3小时hOther 其它:GAS 保护气体(QW-408) (GTAW)Percent Composition百分比组成Gas(es)气体Mixture混合比Flow Rate流量Shielding 保护气: CO2&Ar 80%:20% 15-25L/Min Trailing尾部保护: No NA NABacking背部保护: No NA NAOther NoneELECTRICAL CHARACTERISTICS 电特性(QW-409)Current 电流AC or DC: DC 直流Polarity 极性: EP 正接Amps 安培: See below见下表V olts 伏特: /Tungsten Electrode Size钨极尺寸: NAMode of metal transfer GMAW(FCAW): Globular Transfer 融滴过渡TECHNIQUE 焊接技术(QW-410)Travel Speed 焊接速度:String or Weave Bead 有无摆动: Weave 摆动Oscillation 摆动方式: NASingle or Multiple Pass (Per side) 单道焊或多道焊(每侧): single单道Single or Multiple Electrodes单丝焊或多丝焊:Initial and Inter pass Cleaning 打底或层间清理: Brushing and Grinding Method of Back Gouging 背面清理方法: NAClosed to out chamber:闭室焊到室外焊NAOther其它: None 无Weld Layer(s)焊层Process焊接方法Filler Metal填充金属Current电流V olt电压(V)Travel Speed焊接速度(mm/min)其它Other Class种类Dia.直径(mm)Type Polar.极性Amp.电流(A)1 GMAW ER50-6 1.0 DCEP 195-200 20-22 / NA 2-3 GMAW ER50-6 1.0 DCEP 205-210 26-27 /others GMAW ER50-6 1.2 DCEP 260-265 32-33 /PQR No. PQR-11001/Rev.0Tensile Test 拉伸试验(QW-150)Fillet-Weld Test 角焊缝试验(QW-180)Result-Satisfactory (Yes or No ) 结论是否合格: Yes NA No NAPenetration into Parent Metal (Yes or No ) 母材是否熔透: Yes NA No NAMacro-Results宏观检查结果: NAOther Tests 其它试验Type of Test 试验类型: NONEDeposit Analysis 焊缝成分: NONEOther 其它: NONEWelder’s Name 焊工姓名: lv Wenfei 吕文飞Clock No. Stamp No. 钢印号: B213Laboratory Test No. 试验室编号: PMZ-QC-PCTR-110801Tests conducted by 试验执行人: 郑丽华Zheng Lihua Test Equipment No.试验设备编号:PMZ2-0004We certify that the statements in this record are correct and that the test welds were prepared, welded ,and tested in accordance with the requirements of Section IX of the ASME Code.兹证明本报告所述均属正确,并且试件是根据ASME规范第IX卷的要求进行试件的制备、焊接和试验的。
焊接工艺规程WPS知识讲解

/
1J(
焊接工艺规程(
WPS)是[V]
免除评定
试验评定
V
或工艺评定记录(
PQR)是[]
标识编号A004
修改日期
修改人
公司名称武汉江汉石油机械有限公司
批准人
日期
焊接方法SMAW
类型一手工[V]
半自动[
]
PQR辅助文件号
B004
机械[]
自动[
]
采用的接头设计
位置
类型丄
坡口位置:
角焊缝
单面焊缝[]
双面焊缝[V]
技术
填充金属
直线或横向摆动焊道
横向摆动
AWS规定
多道或单道(每边)
单道
AWS类别E501T-1
药芯焊丝①1.2
焊丝数1
焊丝间隔纵向_
保护
横向
焊剂
气体CO2
角度
组分
导电嘴到工件距离
20mm
焊丝-焊剂(等级)
流率8-13L/min
锤击V
气体喷嘴尺寸20mm
道间清理V
预热
焊后热处理
预热温度,最低
温度
道间温度,最低
电特性
根部间隙
钝边尺寸
坡口角度
半径(J-U)
过渡形式(GMAW)
短路[]
背部清根:用[]不用
[V]方法
熔滴[V]喷射[]
电流:交流[]直流反接
[]直流正接[V]脉冲[]
母材规格矩形管140X80X8/Q345A
其他
70*0X5/Q345A
钨极(GTAW)
类型或级别
尺寸:
厚度:坡口
角焊缝7
类型:
wps焊接工艺规程(aws版)精品资料
For the PQR groove area, an increase or decrease > 25% in the number of passes 对于与PQR坡口面积相同的,焊道数改变超过 25%
A change in position not qualified焊接位置改变为未经评定的位置 。
The Practical Welding Engineer
9
Variables 焊接变素
重要变素essential variables
影响接头弯曲和拉伸性能的因素Affect the bend ability and tension ability of joint
非重要变素non essential variables
主要约束
实际约束
修订可行焊接方法 评估生产成本
选择
8
规范 资源
成本 选择
Weld Process Selection 焊接工艺选择
The “ideal” welding process is that which achieves the minimum specification requirements at the minimum cost... 完美的焊接工艺是那种以最小成本获得 规范要求的最低水平……
2
What is included by a WPS? WPS 的内容
一份完整的WPS 应当包含在WPS中所采用的、对每 一种焊接方法而言的所有重要变素、非重要变素和当 需要时的附加重要变素。样表见图1。焊接工艺规范 其实就是规定某一焊接工艺的各种焊接变素。 The completed WPS shall describe all of the essential, nonessential, and, when required, supplementary essential variables for each welding process used in the WPS. For the sample, pls see the figure 1.
焊接工艺规程
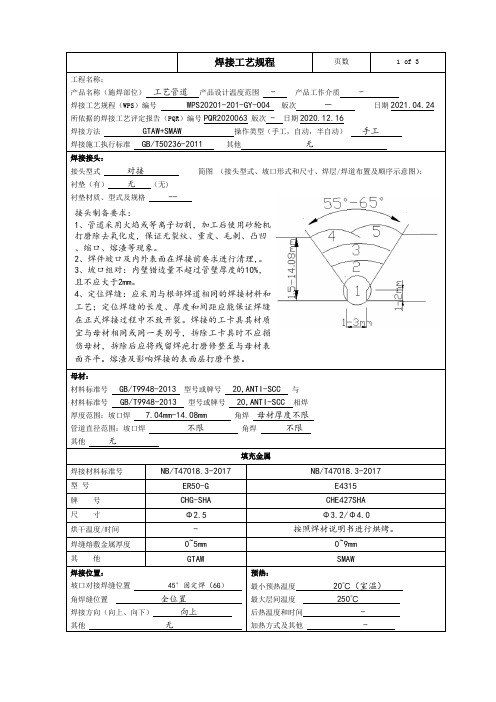
接头制备要求:1、管道采用火焰或等离子切割,加工后使用砂轮机打磨除去氧化皮,保证无裂纹、重皮、毛刺、凸凹、缩口、熔渣等现象。
2、焊件坡口及内外表面在焊接前要求进行清理,。
3、坡口组对:内壁错边量不超过管壁厚度的10%,且不应大于2mm 。
4、定位焊缝:应采用与根部焊道相同的焊接材料和工艺;定位焊缝的长度、厚度和间距应能保证焊缝在正式焊接过程中不致开裂。
焊接的工卡具其材质宜与母材相同或同一类别号,拆除工卡具时不应损伤母材,拆除后应将残留焊疤打磨修整至与母材表面齐平。
熔渣及影响焊接的表面层打磨平整。
焊接工艺规程页数 1 of 3工程名称:产品名称(施焊部位) 工艺管道 产品设计温度范围 - 产品工作介质 -焊接工艺规程(WPS )编号 WPS20201-201-GY-004 版次 - 日期2021.04.24 所依据的焊接工艺评定报告(PQR )编号PQR2020063 版次 - 日期2020.12.16焊接方法 GTAW+SMAW 操作类型(手工,自动,半自动) 手工 焊接施工执行标准 GB/T50236-2011 其他 无 焊接接头:接头型式 对接 简图 (接头型式、坡口形式和尺寸、焊层/焊道布置及顺序示意图): 衬垫(有) 无 (无) 衬垫材质、型式及规格 --母材:材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 与 材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 相焊 厚度范围:坡口焊 7.04mm-14.08mm 角焊 母材厚度不限 管道直径范围:坡口焊 不限 角焊 不限 其他 无填充金属焊接材料标准号 NB/T47018.3-2017NB/T47018.3-2017型号 ER50-G E4315 牌号CHG-SHA CHE427SHA 尺寸Φ2.5 Φ3.2/Φ4.0烘干温度/时间 - 按照焊材说明书进行烘烤。
焊缝熔敷金属厚度 0~5mm 0~9mm 其他GTAWSMAW焊接位置:坡口对接焊缝位置 45°固定焊(6G ) 角焊缝位置 全位置 焊接方向(向上、向下) 向上其他 无 预热:最小预热温度 20℃(室温) 最大层间温度 250℃ 后热温度和时间 -加热方式及其他 -焊接工艺规程页数 3 of 3 3、焊接操作注意事项:焊件表面不得有电弧擦伤,并不得在焊件表面引弧和试验电流;焊接时应采取合理的施焊方法和施焊顺序;焊接过程中应保证起弧和收弧处的质量,收弧时应将弧坑填满;焊缝多层多道焊时,焊接接头应错开;焊接过程中,焊丝的加热端应置于保护气体中;需预拉伸或预压缩的管道焊缝,组对时所使用的工卡具应在整个焊缝焊接完毕并经检验合格后方可卸载。
管道焊接工艺规程WPS

DCEP
95-130
22-24
8-9
盖面
SMAW
CHG507
Ф3.2
DCEP
95-130
22-24
8-9
Note: Current of the Vertical position welding and the overhead position welding are less than 15-20% of above.
Other其它:无
Weld Layer(s)
焊层
Process
焊接
方法
Filler Metal
填充金属
Current(A)电流
Volt.Range
(V)电压
范围
Travel Speed Range(cm/min)
焊接速度范围
Note
备注
Class
种类
Dia.(mm)
直径
Polarity
极性
Amp.Range
TECHNIQUE焊接技术
String or Weave Bead不摆动或摆动:Weave Bead/摆动幅度≤3倍的焊条/焊丝直径
Orifice gas cup size喷嘴或喷嘴尺寸:Ф9.8mm
Initial and interpass cleaning (Brushing or grinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):Grinding/打磨
NO
Preheatmethod
预热方法
/
Backing
背部保护气
NO
NO
NO
ELECTRICAL CHARACTERISTICS电特性
Current电流AC或DC直流DCPolarity极性正接EN
WPS焊接工艺规程(AWS版)详解
change in the amperage for each diameter每种焊丝 直径的电流变化超过10% A change in type of current (ac or dc) or polarity and mode of transfer (GMAW only)电流极性变化或GMAW过 渡模式变化 A change in the voltage for each diameter,surpass 7% 电压改变超过7% An increase or decrease in the wire feed speed for each electrode diameter surpass 10%送丝速度改变超 过10%
4
Availability of the WPS WPS的可得性
用于产品焊接的WPS,应当在制造现场便于获得
,以供查考,并供授权检验师(AI)检查。 A WPS used for Code production welding shall be available for reference and review by the Authorized Inspector (AI) at the fabrication site.
非重要变素non
essential variables
对弯曲和拉伸不能产生明显影响的因素Can’t produce visible
affection on bend ability and tension ability of joint
附加重要变素supplemental
essential variables
填充材料
Increase in filler metal classification strength增加填料的强度 Change from one electrode classification to any other electrode classification,limited to FCAW从一种焊丝型号改变 到另一种焊丝型号(只限药芯焊丝) Change to an electrode classification not covered in AWS A5.18,A5.20,A5.28,A5.29.焊丝变为在AWS中没有的型号
WPS焊接工艺规程

适用板材(钢管)规格/材质: ZG200-400 焊接方法:MAG 焊接位置:PA 接头型式:对接 焊接顺序: 单道焊 多道焊 组合焊
- × -
单面焊 双面焊 背面清根
- - -
母材牌号/级别/交货状态:正火 母材板厚: 是否带车间底漆:
焊接设备的型号和主要性能参数: 气体种类:混合气 管子外径尺寸:
20-50
14.7
15
焊接材料(型号/规格/等级) : 衬垫材料: 焊前预热温度(℃) 道间温度(℃) 最低值 100 最低值 100 最高值 施焊环境: 焊后热处理:
其它有关特殊要求:
坡口设计、加工要求和衬垫型式(草图)
焊道Байду номын сангаас置和焊接顺序(草图)
焊接参数
焊接 次序 焊接方法 焊材直径 (mm) 电流种类 和极性 焊接电流 (A) 电弧电压 (V) 焊接速度 (cm/min) 单道/ 多道 热输入* [kJ/cm] 气体流量 (1/min)
MAG
Φ1.2mm
DCEP
260-300
24-32
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤14mm
Fillet 角焊缝:
不限制
Wire-flux (category No.) 焊丝—焊剂(分类号):
无
Wire, Electrode, Flux trade name 焊丝、焊条、焊剂商标名称:
大西洋
Consumable insert 可熔化嵌条:
无
Other 其他
Time时间范围:/
Fillet Weld Location角焊位置:/
GAS气体
PREHEAT预热处理
gas(es)
气体
%composition
混合比
flow rate
流量
Preheat temp min
最小预热温度
环境温度为-20-0℃时,焊前保温
Shielding
保护气
Ar
99. 99%
8~10L/min
Thickness 厚度范围:Base Metal母材:Groove坡口焊1.5~14mmFillet角焊不限制
Pipe Dia. 管子直径范围:Groove坡口焊不限制Fillet角焊不限制
Other 其他此工艺规程适用于壁厚≤3.91mm或管道直径≤2寸,且管道等级为以上所列的碳钢管道
FILLER METALS 填充金属
无
WELDING PROCEDURE SPECIFICATION焊接工艺规程(WPS)
POSITIONS焊接位置
POSTWELD HEAT TREATMENT焊后热处理
Position of Groove坡口的位置:ALL
Temperature温度范围:/
Weld progression焊接方向:向上
焊接速度范围
Note
备注
Class
种类
Dia.(mm)
直径
Polarity
极性
Amp.Range
安培
打底
GTAW
CHG-56
Ф2.0
DCEN
85-110
11-14
5-6
盖面
GTAW
CHG-56
Ф2.0
DCEN
95-120
13-16
5-6
Note: Current of the Vertical position welding and the overhead position welding are less than 15-20% of above.
注:立焊、仰焊电流小于上述15-20%。所有焊缝GTAW至少焊接2层,且不允许自熔。
Initiated by编制:
Date日期:
Reviewed by审核:
Date日期:
WELDING PROCEDURE SPECIFICATION焊接工艺规程(WPS)
Company Name
公司名称
上海高桥捷派克石化工程建设有限公司
Interpass temp max
最大层间温度
≤200℃
Trailing
尾部保护气
NO
NO
NO
Preheatmethod
预热方法
/
Backing
背部保护气
NO
NO
NO
ELECTRICAL CHARACTERISTICS电特性
Current电流AC或DC直流DCPolarity极性正接EN
Amps (A) 安培(范围)见下表Volts(V) 伏特见下表
WELDING PROCEDURE SPECIFICATION焊接工艺规程(WPS)
Company Name
公司名称
上海高桥捷派克石化工程建设有限公司
WPS No. 焊接工艺规程编号
SGPEC-WPS-001
Date/日期
2016-04-30
Procedure Qualification Record No.焊接工艺评定记录编号
Orifice gas cup size喷嘴或喷嘴尺寸:Ф8~10mm
Initial and interpass cleaning (Brushing or grinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):Grinding/打磨
Method of back gouging背面清根方法:无
Tungsten electrode size 钨极尺寸和类型:Ф2.5mm铈钨极
Mode of metal transfer for GMAW金属过渡方式(GMAW):N/A
Electrode wire speed range 送丝速度范围:N/A
TECHNIQUE焊接技术
String or Weave Bead 不摆动或摆动:Weave Bead/摆动幅度≤3倍的焊丝直径
WPS No. 焊接工艺规程编号
SFA Specification 标准号:
GB/T8110-2008
Classificationand brand型号及牌号:
ER50-6/CHG56
F-No.:
6
A-No.:
1
Size of Filler Metal 焊条(丝)直径:
Ф2.0mm
Weld Metal Thickness Range 熔敷焊缝金属厚度范围:
Travel Speed (Range)焊接速度(范围):见下表
Peening捶击有无:无
Other其它:无
Weld Layer(s)
焊层
Process
焊接
方法
Filler Metal
填充金属
Current(V)电压
范围
Travel Speed Range(cm/min)
Oscillation摆动方法:无
Distancefrom contact tube to workpiece导电嘴至工件距离:5~10mm
Multiple or singlepass(per side)多焊道或单焊道:Multiple pass/多焊道
Multiple orsingle electrode多丝焊或单丝焊:Single electrode单丝焊
H2000-07
REV. 版本号
0
Weding Process(es)焊接方法
GTAW
Type(manual, automatic, machine, semi-auto) 自动化等级(手工,自动,机动,半自动)
Manual 手工
JOINTS接头:Joint type接头形式:V Groove/Fillet
Backing衬 垫:NO
Backing Material衬垫材料:N/A
BASE METALS母材
P No.Fe-1Group No.Fe-1-1
Piping Class管道等级适用范围:CA80/CB80/CD80 /CB51 / ZH3
Type or Grade 型号和等级A106-B、A672GRC60