派士数控转台技术文件AWUP160技术协议中英文-吴
数控加工技术概述外文翻译、中英文翻译、外文文献翻译

原文:The digital control process technology is summarized1. digital control programming reaches such developmentThe digital control programming is the segment that be able to obviously bring into play the beneficial result in at the moment CAD/CAPP/CAM's system the most most , such is living to achieve to design the process automation and raise process accuracy and processes the quality and cuts down the product development cycle and so on the respect is brining into play the significant action . Being living possess the greats quantity applications such as aviation industry and auto industry and so on territorys . Since giving birth to the intense demand of practice , wide-ranging research has wholly been carried on to the digital control programming technique in the home and abroad , and acquires the plentiful and substantial fruit . The next reaches such to the digital control programming and develops to act as some to introduce .1.1 basic concept of digital control programmingThe digital control programming is through the spare parts drawings up the full process that obtains the digital control processing program . Its main mission is that the sword spot ( Cutterlocationpoint abbreviate CL's spot ) in the sword is processed away in the calculation .The point of intersection that sword the spot was oridinarily get to the cutting tool axial line against the cutting tool face still will be give out the sword shaft vector in much processs1.2 digital control programming technique development surveyMIT designed one kind of special language that is used in the inflexible spare parts digital control processing program establishments to the program problem in order to resolve in the digital control process , andis called APT ( AutomaticallyProgrammedTool ) in the 50's .Well-developed editions such as after APT time and again develops , takeed shape such as APTII and APTIII ( the stereoscopic cutting action is employd ) and APT ( the algorithm improves , add much coordinates surface processes the programming meritorous service capacity ) and APTAC ( Advancedcontouring ) ( add cuts the database administration system ) and APT/SS ( SculpturedSurface ) ( add engraves the camber processes the programming meritorous service capacity ) and so on .Adoping APT language drawing up digital control order to have easy the refineing of order , and gos away the strongs point such as sword control is agile and so on , and causes the digital control process the programming , and moves upward up yet possess much not suitable points to geometry element .APT through " assemble language " grade to the machine tool order : Adoping language definition spare parts geometry form shape , and is difficult to depict complex geometry form shape , and lack audio-visual quality of geometry ;The certification measure that the figure audio-visual that is short of to spare parts form shape and the cutting tool movement locus displays and the cutting tool locus ;Being difficult to effectively join with CAD's data bank and CAPP's system ;Not to act as easily up the high automation , the integrationizationIn view of the APT's language defect , in 1978 , France attained the system that the large rope airplane corporation starts development gathers assemble three dimensions design , analysis and NC's process integration , and is called in the interest of CATIA .Having ariseed alikely the systems such as EUCLID and NPU/GNCP and so on soon afterwards very quickly , the geometry moldswholly valid settlements of these systems and the spare parts geometry form shape display is designed mutually and mends generates the cutting tool locus , and the problems such as the imitation to go away the sword process displays and certification and so on promoteed CAD and CAM developing to the integration orientation . The approximately idea that system ( CIMS ) and parallel project ( CE ) was manufacture in the calculating machine integration take shape up the 80's gradually on the base that the CAD/CAM's integration being living is approximately attend school . At the moment , and the necessaries that CE developed in order to adapt to CIMS , the digital control programming system to integrationization and intelligentization the development .Being living the integration respect , with the development accords with the STEP ( StandardfortheExchangeofProductModelData ) criterion parameterization feature moldmaking and systematically gives priority to , having carried on the highly effective work of greats quantity at the moment is the home and abroad development heatpointBeing living the intelligentization respect , the work has start only a short while ago , and still awaits that we leave hard2、NCs' cutting tool locus generates the method study developing actualityDigital control programming core work is generateing the cutting tool locus , afterwards by such scattered one-tenth sword spot , places that the handle comes into being the digital control processing program afterwards viaing .The next cutting tool locus comes into being the means and actes as some and introduce2.1 baseding on a little and string , surface and part of the body NC's sword track formation meansCAD's technique moves through the two dimension mapping , andudergo the three dimensions wires frame and camber and the solid modelling generation , now the parameterization feature reacing is always moldded .Is living two dimension mapping together with three dimensions wires frame phase , in case the opening processes , the rough sketch is processed the digital control process is main with spot and string act as drive target , the plane area process and so on .This kind of level that personnel staff was requireed manipulating in the process is taller , complex mutually .Being living camber and the solid modelling generation , entity process had ariseed to based on .The entity process target is an entity ( oridinarily blendes for CSG and BREP express ) , its ( moreover , intersects , falls short of to operate ) but get yield through some fundamental parts of the body habitually after the set operation .The entity is processed not merely usable rough machining and semi precision work to the spare parts , and the great area cuts Yu Liang , and the effectiveness is processed in the raise , but also usable research together with development to digital control baseding on the feature programming system , is the feature process baseEntity process oridinarily possess entity rough sketch process and the entity area and processes two kinds .The entity process realization means slices law ( SLICE ) in the interest of the straturm , in immediate future slices by the process entity in the way of one series of level , afterwards to obtains the intersection comes into being the isometry string dos worthwhile the sword the going away locus .The original slave system needs the angle depart , the digital control process that the ACIS's geometry moldmaking being living achieved thiskind to based on a little on the terrace and the string and surface and entity Feature NC's sword track formation means 2.2 baseding onThe parameterization feature molds to possess the specified development particular period , yet baseds on that feature cutting tool locus formation means research starts only a short while ago .The feature processes to cause digital control programming personnel staff to be out to let drop the step geometry message to those ( in case : Spot , string , surface and entity ) manipulate , but transforing to carry on the digital control programming in the interest of directly to accords with the feature that engineers and technicians are used to , and liftd the programming effectiveness enormouslyW.R.Mail and A.J.Mcleod are living in their research to give out one to based on feature NC's code generating sub system , and this systematic work rule is : Spare parts every one process wholly may be regarded as to adjust to make up the total that the spare parts form shape feature group processed .In immediate future the queen completees spare parts process is not processed that to the feature adjusting entirely form the shape in that way either form shape feature component .But each form shape feature either form shape feature series NC's code may generate voluntarily .The system opened up at the moment merely is applicable to 2.5D's spare parts processThe LeeandChang opened up one kind of raised liberal camber feature cutting tool locus of means autogeneration in the way of fictitious border system .This systematic work rule is : Being living to inlay inner place the raised liberal camber into one the minimal long and square , so raised liberal camber feature is transformd into the hollow feature .Minimal the long and square incorporation against the end product pattern constituteed to be called one kind of indirect produce pattern on the fictitious pattern .That the cutting tool locus formation means separates into completees three paces : ( 1 ) and the cutting action polyhedron feature ;( 2 ) and cuts the liberal camber feature ;( 3 ) and the cutting action intersects the featureJongYunJung researcies baseds on the non- cutting action cutting tool locus formation problem of feature .The article process baseding on the feature locus separates into rough sketch process and processes two types with the inside area , and the definition this two types of process cutting action orientations , attains the aim that the entirety optimizes the cutting tool locus by means of decreasing the cutting action cutting tool locus .Type who talked about these fundamental features gos away sword way and cutting tool selection and process order and so on to main being aimed at of article some kinds of fundamental features ( hollow inner place Kong and step , trough ) , and averting repeatedly going away the sword by means of IP ( InterProgramming ) technique , with the non- cutting action cutting tool locus of optimization .Besides JongYunJong still is living , and his doctor in 1991 researcied tabrication feature extraction and baseds on feature cutting tool and the cutting tool way in the dissertationThe feature process base is an entity process , and surely of course also may think the entity process being more high-quality .Yet feature process distinct entity process , and entity process possess it oneself the limitations .Feature process chiefly possess below difference against entity process :Through approximately attends school says that the feature is the meritorous service capacity key element to make up the spare parts , and the operation that accords with engineers and technicians is used to , by engineers and technicians are know intimately ;The entity is the geometry target on low straturm , and is a geometric object that obtains after a series of Booleans calculation , and does not have whatever meritorous service capacity semantic information ;It frequently is adjusting the once only process of entire spare parts ( entity ) that the entity is processed .Yet in reality the spare parts is not very much probably merely once processed through in the way of the sword , frequently will go through a series of workmans of rough machining and semi precision work and precision work and so on stage , the place of spare parts difference oridinarily will be employd the difference cutting tool and process ;Now and then not only the spare parts will be employd up turning , but also employ up mill .Hence entity process is chiefly used spare parts rough machining and semi precision work .But but the feature on processing through essentially resolved the above-mentioned issue ;Feature process havees even more intellect .May regulate some kinds of settled admittedly process meanss as to the specially designated feature , particularly those have been living , and STEP's criterion the person who regulates the feature still more is such in this way .In case we wholly draw up the specially designated process means to all standards feature , it is you can imagine that spare parts that in thatway sufficiently succeed through the standard feature to those are processed such convenient quality .In case CAPP systematically be able to supply the relevant technology feature , NCP's system may decrease inputing mutually , and havees even more intellect enormously in that way .But these entity process can not achievedFeature process is favour of achieving through comprehensive integration of CAD , CAPP , NCP and CNC's system , and achieves the two-way going from place to place of message , in the interest of CIMS and even parallel project ( CE ) are settleed the well base ;It be helpless that but the entity is processed to theseNC's sword track formation means 2.3 being on active service in several main CAD/CAM's systems is analysedActive duty CAM constitutes reaching the main meritorous service capacityThat at the moment comparatively more mature CAM's system is main with two kinds of shapes achieves CAD/CAM's system integration : Integration CAD/CAM's system ( in case : UGII , Euclid and Pro/ENGINEERs and so on ) and independent relatively CAM's system ( in case : Mastercam and Surfcams and so on ) . Unitary less than the former data format is directly gaind the produce geometric model through CAD's system , but the latter is main gains the produce geometric model by means of the neutral papers through else CAD's systems . However , no matter is what the CAM's system growed the shape , wholly consising of five modules , in immediate future mutually technology parameter input module and cutting tool locus formation module and cutting tool locus compiler module and three dimensions process that dynamic imitation module and afterwards places the processing module . Next merely some famous CAD/CAM's system NC's process meanss are holied discussions .UGII's process means is analysedOridinarily think that UGII is the best in trade circle , and havees representativeness digital control software most .That such havees the distinguishing feature most is the cutting tool locus formation means that such meritorous service capacity is powerful .Consists of turning , milling and string cuts and so on the consummate process means .In it milling chiefly possess the below meritorous service capacity :And PointtoPoint: Completeing the different openings processesAnd PanarMill: Plane is milled .Consising of that the one-way walkes surely , the two-way row are slice , and the hoop is slice along with rough sketch process to await And FixedContour: Admittedly much projectionss are areed processed stably .Dominateeing on being living on the single camber either much camber the removing of cutting tool in the way of the projection means , and that the control cutting tool is removed may be the cutting tool locus that has generateed , a series of either suite stringAnd VariableContour: Variable projection is processedAnd Parameterline: Await that the parameter string is processed .The successive process of single camber either much camber may be adjustAnd ZigZagSurface: Cutting out processAnd RoughtoDepth: Rough machining .The depth is reachd assigning in the rough machining by Mao PiAnd CavityMill: The many stages depth mould cavity processes .Rough machining that particularly is applicable to the male contact with the hollow standardAnd SequentialSurface: The camber occuies simultaneously the workman .In accordance the spare parts and guides that and the thinking of check adjust the removing suppling the largesttest degree control of cutting toolEDSUnigraphics still consists of greats quantity else the respects meritorous service capacitys , and did not enumerate one by one here STRATA's process means is analysedSTRATA is a digital control programming system development environment , and it is establishing ACIS's geometry model building terrace onIt supplys two kinds of programming development environments in the interest of consumer , in immediate future NC's command language interface and the NC's operation C++ storehouse . It may back three to mill , and turning and string cut NC and process , and may back wire frame , camber and the entity geometry model building . Such NC's cutting tool locus formation means is baseding on the physical model . STRATA is baseded on , and what supplys the process means in entity NC's cutting tool locus formation type storehouse consists of : ProfileToolpath: Rough sketch processAreaClearToolpath: The area on plane processesSolidProfileToolpath: The entity rough sketch is processedSolidAreaClearToolpath: The area on entity plane processesSolidFaceToolPath: The entity face processesSolidSliceToolPath: The entity severs process on planeLanguagebasedToolpath: Baseding on , language cutting tool locus generatesElse CAD/CAM software , in case Euclid the person who awaits the NC's meritorous service capacity is each has his strong point , yet suchfundamental substance is almost alike , the not natural difference .2.4 main problem of systematic sword track formation means of active duty CAMIn accordance tradition CAD/CAM's system and CNC's system work means , CAM's system is with directly either the indirect means gains the produce geometry data model through CAD's system ( by means of neutral papers ) . CAM's system is with spot , string , surface in the three dimensions geometrics model and either the entity is the drive target , the cutting tool locus is processed in the formation , and afterwards the shape with the cutting tool locating file viaes the handle is placed , with the NC's code shape supplys to CNC's machine tool , the some respects problems under being living in entire CAD/CAM and the CNC's system operation process to be :CAM systematically can only gain produce low tier of geometry message through CAD's system , and can not seize voluntarily meritorous service capacity and the semantic information of produce geometry shape information and produce higher level .Hence manufacturing engineering master that entire CAM's process have to be living is very experience haves a hand in secondly , and completees mutually by means of the figure .In case : Manufacturing engineering master .The entire system automation degree is leted dropBeing living in the CAM's system generation cutting tool locus , equal also merely embodying low straturm geometry message ( right line and arc geometry locating information ) , along with the a little process control information ( as moving forward ) to rate , main shaft rotation speed and trading sword and so on .Hence , can not obtain the process technology parameter that haves something to do with against generateing the cutting tool locus yetThe produce data between CAM's system every module are not unitied , and the independence is opposite to each other to every module .For instance the cutting tool locating file is merely keep the minutes the cutting tool locus and is not keep the minutes the relevant process technology parameter , the dynamic imitation of three dimensions merely keeps the minutes that the cutting tool locus interference against runs into , but keep the minutes interference and process target and correlation process technology parameter that runs into happen against suchThe CAM systematically is an independence system .Not thering is the unitary produce data model between CAD's system together with the CAM's system , even if being the integrated CAD/CAM's system of integration in , one-way and unity is enjoyed also being only to message in all . CAM systematically can not sufficiently comprehend and complete message utilizing CAD's system to have something to do with the produce , feature message that especially haves something to do with against process , equal CAD's system can not gain the process data message that CAM systematically come into being yet . This is give parallel project implementation to bring the hardship3、digitals control techniques of simulation3.1 calculating machine imitation approximately idea and applicationThe angle through the project is see , and the imitation is the system by means of the test to the system model leave to research in the existing either design .Analysing the complex dynamic target , the imitation is one kind of valid means , may decrease the hazard , cuts down design and manufactures cycle , and practise thrift the investment .Calculating machine imitation is draing support from the calculatingmachine , and utilizes the system model to adjust actually systematically testing the process which researcied .It is swiftly developed in the wake of the calculating machine technique development , and is living in the imitation to passess the more and more significant position .Three foundation maneuveies between the key element that the calculating machine imitation process may be notify by means of the picture 1 are depictd :The model building maneuver is by means of viewing either examination to the actual system , and is living to over look the less important element to reach on the base that examine the variable , and the means in the way of physics either mathematics is depictd , thereby obtains the similar pattern of actual system simplification .The meritorous service with the actual system of the pattern here be able to together with between the parameter ought to have similarity and homologous qualityThe imitation pattern is the mathematical model to the system ( simplifying the pattern ) carries on the specified algorithm handle , and causes such become the appropriate shape ( in case turns into iterative operation pattern by the numerical integration ) afterwards , yet becomes " computation module computational mode " that be able to be receiveed by the calculating machine .The imitation pattern is two simplification patterns to the actual systemThe imitation test is shall system imitation pattern be living the process rund in the calculating machine .The imitation is researching actual system one kind of technique by means of the test , may clarify systematically immanent structure variable and the ambient condition effect by means of the technique of simulationCalculating machine technique of simulation main expressing of development tendency be living two respects : Application territory enlargement and imitation calculating machine intelligentization .The calculating machine technique of simulation not merely is living tradition project technique territory ( respects such as aviation , spaceflight and chemical industry and so on ) subsequent development , but also broadens up community economy and living beings and so on much non- project territorys , moreover , technique such as parallel processing , artificial intelligence , knowledge base and expert system and so on the development is affecing the imitation calculating machine development Digital control process imitation utilizes the calculating machine imitation practice process , being the forceful means to verify digital control processing program dependability and the calculation cutting action process , in order to decrease work attempies surely , and lifts production efficiency3.2 digital control technique of simulation research present situationThe APT process spare parts are completeed near the digital control order program control .In the interest of right quality to guarrantee the digital control order , guard against in process to intervene happenning , and is living in the actual manufacture , and constantly adopts attempting the anxious means to examine with what runs into .Yet this kind of means requiring a lot of labor expense is anticipateed , the cost expansively causes the manufacturing cost move upward , addd produce process time and production cycle .Adoping once more the locus to display the law afterwards , in immediate future in order to mark needle either pencil or writing brush replace the cutting tool , with colouring plank either paper replaces the work imitation cutting tool movement locus two dimension figure ( alsomay display the two dimension semi process locus ) , possess the considerably great limitations .Three dimension and the many-dimensionss as to the work are processed , the cutting action locus that the inspection that the stuff that also possess use easily to cut replaces the work ( in case , paraffin wax , lumber , midified resin and plastic material and so on ) comes is processed .Yet APT and the process field is very important occupied in the attempt .For this reason , people are living always to research replace gradually attempting the anxious calculating machine emulation mode , and is living to attempt to slice that the respects such as environment modeling and imitation calculation and graphic display and so on acquire the significant progress , and develops to raise pattern accurateness and imitation calculation real timeization and improvement real feeling of graphic display and so on orientations at the momentThrough attempies the pattern distinguishing feature sliceeing the environment seeing , NC's cutting action process imitation branch geometry imitation and mechanics imitation at the moment two respects .Geometry imitation is not consider that cutting action parameter and cutting force reach else the physics elements effects , the imitation cutting tool work geometric object movement , and with right quality of certification NC's order .The problem such as it may decrease either remove as a result of the machine tool injury that the program error causes and clamping apparatus damage either the cutting tool rolls over to snap and the spare parts are reported something as worthless and so on ;May decrease moreover through the product design up time manufacturing , and cut down the manufacturing cost .Cutting action process mechanics imitation pertains to the physics imitation category , and its dynamic mechanics property by means of the imitation cutting action process is forecast that the cutting tool breakage and cutting tool vibration and control cuts the parameter , thereby attains to optimize the cutting action process aimThe geometry technique of simulation development is in the wake of geometry model building technique development but development , and consists of that quality graphic display and the ration is intervened verifying two respects .At the moment the means in common use possess the immediate solid modelling law , and the means of figure image space baseding on is requestted the intersection law with the scattered vector3.3 immediate solid modelling lawThis kind of enveloping solid that the means is the work part of the body against the cutting tool movement takes shape is underway that the entity Boolean falls short of operating , and the work part of the body three dimensions patterns are continuously replaceed in the wake of the cutting action processSungurtekin and Velcker opened up a miller simulation system .The three dimensions patterns that ought to systematically adopt CSG's law to keep the minutes Mao Pi utilize some fundamental primitives like cuboid , the cylindrical body and taper part of the body , and the set operation , particularly operating , the area by Mao Pi and a series of cutting tool scannings is keep the minutes , afterwards usies the set difference and operates through Mao Pizhong's order take-offing the scanning area .Traverse when the so-called area by has sweep is cutting the cutting tool to move along some locuss area .Per length of Mao Pixing's shape that NC's code afterwards。
SZZ730-160转载机使用说明书内容A

1前言----------------------------------------------------1 2安全警示------------------------------------------------2 3概述----------------------------------------------------3 4主要技术特征--------------------------------------------4 5主要组成部分结构及用途----------------------------------5 5.1机头传动部--------------------------------------------5 5.1.1机头部分--------------------------------------------5 5.1.1.1机头架--------------------------------------------5 5.1.1.2伸缩槽--------------------------------------------5 5.1.1.3链轮轴组------------------------------------------5 5.1.1.4拨链器--------------------------------------------6 5.1.2动力部----------------------------------------------6 5.1.2.1联接罩--------------------------------------------6 5.1.2.2减速器--------------------------------------------6 5.1.2.3液力偶合器----------------------------------------8 5.2紧链装置----------------------------------------------10 5.3溜槽--------------------------------------------------11 5.3.1中部槽----------------------------------------------11 5.3.2凸、凹槽--------------------------------------------11 5.4刮板链及接链环----------------------------------------11 5.5机尾--------------------------------------------------12 5.5.1机尾架----------------------------------------------12 5.5.2机尾轴组--------------------------------------------12 5.6挡板--------------------------------------------------12 5.6.1落地段挡板------------------------------------------12 5.6.2输入、输出挡板--------------------------------------125.6.3架桥段挡板及爬坡段挡板------------------------------12 5.7封底板------------------------------------------------12 6转载机的铺设安装----------------------------------------13 7转载机的试运转------------------------------------------14 7.1试运转前应检查----------------------------------------14 7.2试运转时应注意----------------------------------------14 8转载机的运转--------------------------------------------14 9转载机的拉移--------------------------------------------15 10转载机的润滑-------------------------------------------15 11转载机的故障及处理方法---------------------------------16 12工具一览表---------------------------------------------18 13服务承诺-----------------------------------------------19 14附:图1~图22前言共54页第1页1.前言安装、使用产品前,直接使用本设备的工作人员及有关管理人员应认真仔细地阅读本说明书。
FP40系列数控设备外文技术资料翻译
FP40系列数控设备外文技术资料翻译介绍了FP40系列数控设备外文技术资料翻译过程,提出了基于翻译软件金山快译的翻译技巧,集中数控专业及英语专业的人才团队攻关。
实践证明,这种翻译方案具有快、精、准等优点。
外文技术资料翻译翻译软件金山快译1引言2010年,阳江职业技术学院利用教育贷款从西班牙进口了一批数控设备,这批高科技设备因为报关要把外文的说明书及其他技术资料翻译成中文,外文有英语和西班牙语,学院领导安排这个任务给了外语系的老师,而外语老师不懂专业英语,后面这个任务就安排给了我们,因为这批设备单位要快点运进来安装调试,免得3000万元放在海关生锈,这样的话就是极大的浪费。
30多页的设备说明书要在半个月左右的时间翻译出来,时间短,难度大,而我们本身也有繁重的为教学任务要完成,这样,如何在短时间内又快又好的完成这个任务,方案的设计尤其重要了。
图1和图2为西班牙进口数控设备。
图3为待翻译的资料。
2传统的翻译方案很多外语老师在翻译时,往往按照原稿一字一字对照翻译,一字一字的敲进电脑,对于专业词汇她们去查字典,但是字典对于专业词汇的解释又是有限的,要么找不到,要么解释不精准,效率较低,而她们对专业的东西不了解,以致于甚至会闹出一些笑话。
很多专业老师在翻译时,由于词汇量的不够,查字典的次数较多,直接影响到了翻译的效率。
3新方案综合上述的缺点,我们首先组织了一支合理的翻译团队,吸收了多语种外语专业人才及数控专业人才加入我们,然后我们对工作任务的步骤进行了优化设计,第1步PDF档转化为WORD档,第2步外文翻译成中文,第3步改错校对,第4步重新排版,第5步WORD转化为PDF档。
同时,我们对工作进度设定了合理的时间节点。
4翻译方案实施第1步:PDF档转化为电脑的WORD档,开始我们尝试用软件将PDF档转化为电脑的WORD档,我们试了尚书软件,也试了PDF转WORD软件,但效果都不好,后面我们只能考虑用人工来完成这个任务,这个任务对于1人来说较繁重,而且单调乏味,我们找了阳江职业技术学院英文较好的李志敏等6位同学,每个同学安排了4~6页的录入工作,要求他们在3天完成任务,3天后他们将文档交了上来,文档交上来后将他们合在一个WORD文档里。
《数控技术应用专业实用英语》电子教案 Unit 3 U3,L1
Whatis a CNC machine mainly made up of?
▲1. The teacher reads the whole text.
.
1.headstock___________________
2.chuck___________________
3.turret___________________
4.carriage___________________
5.tailstock___________________
C___________________
chcku------chuck
ent turr-----turrent
rrcaiage-----carriage
stocktail-----tailstock
cesspro----process
II.组成句子
1)the spindle /The chuck/is connected with
The chuckis connected withthe spindle.
▲The teacherasks some questions andtellsthestudents toanswer the questions in detailaccording to thetextto see how much they’ve understood.
▲Coping with the difficult points
Your foot will change direction. . . . . . and there's nothing you can do about it!
数控技术应用专业英语LS5-2

·Over 3 years working experience in the CNC machining field;·Familiar with CAD/CAM;·Good ability of reading and speaking English.TechnicianJob description:·Read and understand drawings, machining process etc;·读懂图纸、加工工艺等;·Read and understand programs in FANUC language;·读懂FANUC系统程序;·Must be able to run more than one machine when cycle time.·可以同时操作多台机器。
Job requirements:·Graduated from college major in electromechanical engineering;·Minimum 2 years experience with CNC operating;·Good communicative skill and team work spirit;·Age below 30.2. Letter of ApplicationIn an application letter, you should usually include the following:(1)Job or position you wanted;(2)Briefing education and experience;(3)Achievements;(4)Skills;(5)Anything that might help the reader decides if you are the kind of person they want.Sample application letter:Re: Application for the technicianDear Sir,Your advertisement for a technician in the April 10 China Daily interested mebecause the position that you described sounds exactly like the kind of job I am seeking.I have worked as a technician in GSK Company for the past 3 years and have gained valuable experience in the CNC operating and maintenance. Furthermore, I have recently completed an advanced level course about CNC programming and operation.advanced level course 高级课程Currently, I am seeking opportunities at a sizable and reputable organization like you to continue my career. I am confident that my practical experience and education background will show you that I can fulfill the requirements of your company. 【我一直渴望在规模大且知名度较高的公司工作,综合本人的工作经历和学历,相信符合贵公司上述职位的要求。
数控立式车床(技术协议)模板

CH5120×16/12单柱立式车削加工中心技术协议合同号:202X年X月1、协议双方1.1 买方:XXXXXXXXXXXXXXXXXXXXX公司1.2 卖方:XXXXXXXXXXXXXXXXXXXXXXXXXXXX公司1.3 双方就买卖1台CH5120×16/12单柱立式车削加工中心达成本协议。
2、机床用途本产品主要适用于高速钢、硬质合金刀具及陶瓷刀具,对黑色金属、有色金属和部分非金属零件的平面、内外圆柱面、内外圆锥面、螺纹、圆弧面及复杂曲面的粗精加工。
3、主要技术参数4、机床结构特点机床主要由工作台、工作台底座、立柱、横梁、垂直刀架、半封闭防护罩、冷却排屑装置、数控系统、液压系统等部分组成。
4.1 工作台主传动由直流电机驱动,采用立轴式传动,经调速系统及机械两级变速,变速由电磁滑阀控制变速油缸,变速拨叉推动变速齿轮实现,从而使工作台获得相应转速。
工作台及底座为整体热对称结构,采用高强度低应力铸铁件。
工作台采用经过预载的高精度滚动轴承做导轨,径向轴承采用高精度双列圆柱滚子轴承做定心轴承。
因此,工作台具有高的旋转精度和较大的承载能力。
主轴心部装有旋转编码器,以实现车削螺纹及恒线速切削。
4.2 立柱和横梁立柱为整体热对称结构,材料采用高强度低应力铸铁件。
立柱座落于工作台底座上,采用刚性连接,提高机床的刚度及精度。
横梁在立柱导轨上作垂直升降运动,横梁升降采用普通双丝杆升降,通过立柱顶端的双轴电机同时驱动两侧的减速箱来实现丝杆同步转动。
横梁后面装有夹紧机构,将横梁牢固的固定在立柱上。
横梁上置有分级定位的插销机构,保证横梁升降的水平精度。
横梁导轨面上装有防护罩,对导轨和滚珠丝杠等进给机构进行防护。
4.3 垂直刀架该机床配置一个垂直刀架,刀架由横梁滑座、刀架滑座、滑枕、垂直进给机构等部分组成,刀架水平移动(X轴)、滑枕上下移动(Z轴),均由交流伺服电机驱动,经减速器、滚珠丝杠副传动,实现水平、垂直运动。
机床用语中英文对照

Aabrasion n. 磨料,研磨材料,磨蚀剂, a. 磨损的,磨蚀的abrasive belt n. 砂带abrasive belt grinding n. 砂带磨削,用研磨带磨光abrasive cut-off machine n. 砂轮切断机abrasive dressing wheel n. 砂轮修整轮abrasive grain n. 磨料粒度abrasive grit n. 研磨用磨料,铁粒abrasive lapping wheel n. 磨料研磨轮accuracy of position n. 位置精度accuracy to shape n. 形状精度active cutting edge n. 主切削刃adapter flange n. 连接器法兰盘adjointing flanks n. 共轭齿廓align n. 找中(心),找正,对中,对准,找平,调直,校直,调整,调准angle milling cutter n. 角铣刀angular grinding n. 斜面磨削,斜磨法angular milling n. 斜面铣削angular plunge grinding n. 斜向切入磨削angular turning n. 斜面车削arbour n. 刀杆,心轴,柄轴,轴,辊轴attachment n. 附件,附件机构,联结,固接,联结法automatic bar machine n. 棒料自动车床automatic boring machine n. 自动镗床automatic copying lathe n. 自动仿形车床automatic double-head milling machine n. 自动双轴铣床automatic lathe n. 自动车床automatic turret lathe n. 自动转塔车床Bbelt grinding machine n. 砂带磨床bench lathe n. 台式车床bevel n. 斜角,斜面,倾斜,斜切,斜角规,万能角尺,圆锥的,倾斜的,斜边,伞齿轮,锥齿轮bevel gear cutting machine n. 锥齿轮切削机床bevel gear tooth system n. 锥齿轮系,锥齿轮传动系统borehole n. 镗孔,镗出的孔,钻眼boring n. 镗孔,钻孔,穿孔boring fixture n. 镗孔夹具boring machine n. 镗床boring tool n. 镗刀boring, drilling and milling machine n. 镗铣床broaching machine n.拉床,铰孔机,剥孔机broaching tool n. 拉刀broad finishing tool n. 宽刃精切刀,宽刃精车刀,宽刃光切刀CCalibrate vt. 校准〔正〕,刻度,分度,检查〔验〕,定标,标定,使标准化,使符合标准cam contour grinder n. 凸轮仿形磨床carbide tip n. 硬质合金刀片carbide turning tool n. 硬质合金车刀carbide-tipped tool n. 硬质合金刀具cast iron machining n. 铸铁加工,铸铁切削加工centerless cylindrical grinder n. 无心外圆磨床ceramic cutting tool n. 金属陶瓷刀具chamfer n.;vt. 倒角,倒棱chamfered cutting edge n. 倒角刀刃champ v. 焦急champing fixture n. 快换夹具champing jaw n. 快换卡爪chaser n. 螺纹梳刀,梳刀盘,板牙chatter vi.;n. 振动,振荡,震颤,刀振cherry n.;a. 樱桃,鲜红的,樱桃木制的chip n. 切屑,铁屑,刀片,刀头,片,薄片,芯片,基片chip breaker groove radius n. 断屑槽底半径,卷屑槽底半径chip clearance n. 切屑间隙chip cross-sectional area n. 切屑横截面面积chip curl n. 螺旋形切屑chip flow n. 切屑流chip formation n. 切屑形成chip removing process n. 去毛刺加工chip variable n. 切屑变量chuck n. 卡盘,夹盘,卡头,〔电磁〕吸盘,vt. 固定,装卡,夹紧,卡住chucker n. 卡盘车床,卡角车床circular drillling machine n. 圆工作台钻床circular path n. 环路,圆轨迹circular pitch measurement n. 周节测量circumference n. 圆周,周线,周界,周围,四周,范围close-grained a. 细颗粒的coeffecient of tool thrust n. 刀具推力系数coil chip n. 卷状切屑cold circular saw n. 冷圆锯cold saw n. 冷锯column drilling machine n. 圆〔方〕柱立式钻床combined drill and milling cutter n. 复合钻铣床complete traverse grinding n. 横进给磨削,切入磨削computer-controlled machine n. 计算机控制机床,数控机床contact pattern n. 靠模continuous chip n. 连续切屑continuous spiral chip n. 连续螺旋切屑contour n. 轮廓,外形,外貌,轮廓线,回路,网路,电路,等高线,等值线,轮廓等高距a. 仿形的,靠模的contour grinding n. 仿形磨削,成形磨削contour milling n. 成形铣削,外形铣削,等高走刀曲面仿形法convex milling attachment n. 凸面铣削附件convex turning attachment n. 中凸车削附件,凸面车削附件coolant lubricant n. 冷却润滑剂coolant lubricant emulsion n. 冷却润滑乳液〔剂〕copy n. 样板,仿形,靠模工作法,拷贝复制品,v. 复制,模仿,抄录copy grinding n. 仿形磨床copy-mill n. 仿形铣copying turret lathe n. 仿形转塔车床corner n. 角,弯〔管〕头,弯管counterbore n. 埋头孔,沉孔,锥口孔,平底扩孔钻,平底锪钻, n.;vt. 扩孔,锪孔,镗孔,镗阶梯孔crankshaft grinding machine n. 曲轴磨床crankshaft turning lathe n. 曲轴车床creep feed grinding n. 缓进给磨削cross milling n. 横向铣削curly chip n. 卷状切屑,螺旋形切屑,切屑螺旋cut v.;n. 切削〔割〕,口,片,断,断开,削减,减少,断面,剖面,相交,凹槽cut off n. 切断〔开,去〕,关闭,停车,停止,断开装置,断流器,挡板,截止,截流cut teeeth n. 铣齿cut-off grinding n. 砂轮截断,砂轮切割cutter n. 刀具,切削工具,截断器,切断器,切断机cutting n. 切削,切片,切割,切屑,金属屑,截槽cutting edge profile n. 切削刃轮廓〔外形,断面〕,切削刃角度cutting force n. 切削力cutting lip n. 切削刃,刀刃,钻唇,钻刃cutting operation n. 切削加工,切削操作,切削作业cutting rate n. 切削效率,切削速率cutting tool n. 刀具,切削工具,刃具cycle n. 周期,周,循环,一个操作过程,轮转,自行车cylindrical grinder n. 外圆磨床Ddamage n.;vt. 损坏〔害,伤,耗,失〕,破坏,事故,故障,伤害,危害deep-hole drilling n.深孔钻削deep-hole milling n. 深孔铣削design n. 设计,计算,计划,方案,设计书,图纸die-sinking n. 凹模dimension n. 尺寸,尺度,维度,量纲,因次direction of the feed motion n. 进给方向,进刀方向discontinuous chip n. 间断切屑distance n. 距离,间隔〔隙〕,长度,vt. 隔开double-column planer-miller n. 双柱龙门铣床dress v. 修饰,修整,平整,整理,清理,装饰,调制,准备,打磨,磨光,压平,轿直,清洗,清理,分级drilling n. 钻头,钻床,穿孔器,凿岩机,v. 钻孔,打孔,钻井,钻探drilling machine n. 钻床,钻机,钻孔机,打眼机drilling tool n. 钻孔〔削,井,眼〕工具Eedge point n. 刀口,刀刃efficiency n. 效率,效能,性能,功率,产量,实力,经济性,有〔功,实〕效end mill n. 立铣刀external grinding n. 外圆磨削Fface n. 表面,外观,工作面,表盘,屏,幕v. 面向,朝向,表面加工,把表面弄平face grinding machine n. 平面磨床face milling machine n. 端面磨床feed force n. 进给力feed motion n. 进给运动fine adjustment n. 精调,细调,微调fine boring n. 精密镗孔finish v.;n. 精加工,抛光,修整,表面粗糙度,完工,最后加工,最后阶段,涂层,涂料finish-cutting n. 精加工,最终切削fixture n. 夹具,夹紧装置,配件,零件,定位器,支架form n. 型式,类型,摸板,模型,形成,产生,成形,表格v. 形〔组,构〕成,产生,作出,成形,造型form-turn n. 成形车削free-cutting n. 自由切削,无支承切削,高速切削Ggap n. 间隔,间隙,距离,范围,区间,缺口,开口火花隙,vt. 使产生裂缝vi. 豁开gear cutting machine n. 齿轮加工机床,切齿机gear generating grinder n. 磨齿机gear hob n. 齿轮滚刀grinding cutter n. 磨具grinding force n. 磨削力grinding machine n. 磨床grinding wheel diameter n. 砂轮直径grinding wheel width n. 砂轮宽度groove n. 槽,切口,排屑槽,空心槽,坡口,vt. 切〔开,铣〕槽groove milling n.铣槽Hheadstock spindle n. 床头箱主轴,主轴箱主轴,头架轴helical tooth system n. 螺旋齿轮传动装置high precision lathe n. 高精度车床high-speed n. 高速high-speed machining n. 高速加工hob n. 齿轮滚刀,滚刀,螺旋铣刀,v. 滚铣,滚齿,滚削horsepower n. 马力hobbing machine n. 滚齿机,螺旋铣床,挤压制模压力机,反应阴模机hole n. 孔,洞,坑,槽,空穴,孔道,管道,v. 钻〔穿,冲,开〕孔,打洞hone n. vt. 磨石,油石,珩磨头,磨孔器,珩磨,honing machine n. 珩磨机,珩床,搪磨床,磨孔机,磨气缸机Iinclination n. 倾斜,斜度,倾角,斜角〔坡〕,弯曲,偏〔差,角〕转increment n. 增量,增加,增〔大〕长indexing table automatic n. 自动分度工作台infeed grinding n. 切入式磨削installation n. 装置,设备,台,站,安装,设置internal grinding n. 内圆磨削involute hob n. 渐开线滚刀Jjig boring machine n. 坐标镗床Kkeyway cutting n. 键槽切削加工knurling tool n. 滚花刀具,压花刀具,滚花刀Llaedscrew machine n. 丝杠加工机床lap grinding n. 研磨lapping n. 研磨,抛光,精研,搭接,擦准lathe n. 车床lathe dog n. 车床轧头,卡箍,鸡心夹头,离心夹头,制动爪,车床挡块lathe tool n. 车刀level n. 水平,水准,水平线,水平仪,水准仪,电平,能级,程度,强度,a. 水平的,相等的,均匀的,平稳的loading time n. 装载料时间,荷重时间,充填时间,充气时间lock n. 锁,栓,闸,闭锁装置,锁型,同步,牵引,v. 闭锁,关闭,卡住,固定,定位,制动刹住longitudinal grinding n. 纵磨low capacity machine n. 小功率机床〔机器〕Mmachine axis n. 机床中心线machine table n. 机床工作台machine tool n. 机床,工作母机machining n. 机械加工,切削加工machining (or cutting) variable n. 加工(或切削)变量machining allowance n. 机械加工余量machining cycle n. 加工循环machining of metals n. 金属切削加工,金属加工magazine automatic n. 自动化仓库,自动化料斗,自动存贮送料装置manufacture n. 制造者,生产者,厂商,产品,制造material removing rate n. 材料去除率metal cutting n. 金属切削metal-cutting technology n. 金属切削工艺学,金属切削工艺〔技术〕metal-cutting tool n. 金属切削刀具,金属切削工具micrometer adjustment n. 微调milling n. 铣削,磨碎,磨整,选矿milling feed n. 铣削进给,铣削走刀量,铣削走刀机构milling machine n. 铣床milling spindle n. 铣床主轴milling tool n. 铣削刀具,铣削工具mount v. 固定,安装,装配,装置,架设,n. 固定件,支架,座,装置,机构mounting n. 安装,装配,固定,机架,框架,装置mounting fixture n. 安装夹具,固定夹具NNose n. 鼻子,端,前端,凸头,刀尖,机头,突出部分,伸出部分number of revolutions n. 转数numerical control n. 数字控制numerically controlled lathe n. 数控车床Ooblique grinding n. 斜切式磨床operate v. 操纵,控制,运行,工作,动作,运算operating cycle n. 工作循环operation n. 运转,操作,控制,工作,作业,运算,计算operational instruction n. 操作说明书,操作说明operational safety n. 操作安全性,使用可靠性oscillating type abrasive cutting machine n. 摆动式砂轮切割机oscillation n. 振动,振荡,摆动,颤振,振幅out-cut milling n. 切口铣削oxide ceramics n. 氧化物陶瓷oxide-ceramic cutting tool n. 陶瓷刀具Pperformance n. 实行,执行,完成,特性,性能,成品,制作品,行为,动作,生产率,效率peripheral grinding n. 圆周磨削peripheral speed n. 圆周速度,周速,边缘速度perpendicular a. 垂直的,正交的,成直角的n. 垂直,正交,竖直,垂线,垂直面physical entity n. 实体,实物pitch n. 齿距,节距,铆间距,螺距,极距,辊距,坡度,高跨比,俯仰角pitch circle n. 节圆plain (or cylindrical) milling machine n. 普通(或圆柱形)铣床plain grinding n. 平面磨削plain turning n. 平面车床plane n. 平面,面,投影,刨,水平,程度,阶段,飞机a.平的v. 弄平,整平,刨,飞行plane milling n. 平面铣削plane-mill n. 平面铣刀,平面铣床plunge mill n. 模向进给滚轧机plunge-cut n. 切入式磨削,横向进给磨削,全面进刀法,全面进给法plunge-cut thread grinder n. 切入式螺纹磨床plunge-grinding n. 切入式磨削point n. 点,尖端,刀尖,针尖,指针,交点,要点,论点,特点v. 指,面向,瞄准,对准,表明,弄尖,强调power n. 功率,效率,能〔容,力〕量,动力,电源,能源v. 驱〔拖,带,发〕动,给...以动力power hacksaw n. 机动弓锯〔钢锯〕precision boring n. 精镗precision boring machine n. 精密镗床precision machining n. 精密机械加工pressure angle n. 压力角primary cutting edge n. 主切削刃principal feed motion n. 主进给运动,主进刀运动production method s n. 生产方法[式]profile n. 轮廓,形面,剖面,侧面图,分布图。
派士数控转台技术文件AWUP160技术协议中英文-吴
派士数控转台技术文件AWUP160技术协议中英文-吴The Technical Agreement技术协议1. NC Rotary Table, type: AWUP160 , with Counterbearing: GGP160数控回转工作台, 型号:AWUP160; 及,尾座,型号:GGP160转台加尾座统一命名为: WWUP1601. 1Technical Description 技术描述1.1 .1 Execution of table platen台面Table platen manufactured from Meehanite GGG cast-iron, which is hydraulic tight and also gives highest rigidity- Ground clamping surface, precisely machined工作台台面采用德国米汉纳GGG高等级铸铁,具有非常高的刚性。
夹紧面采用精密的机械加工完成。
1.1.2 Base 底座The base casting is manufactured from Meehanite GGG cast-iron, which is hydraulic tight and also gives highest rigidity and stiffness.- supporting surface precisely machined- equipped with clamping slots/fixing holes- body bottom prepared to be installed the client's machine ———————————————————————————————————————————————工作台底座采用德国GGG高等级铸铁,具有非常高的刚性,采用独特的液压夹紧技术具有夹紧速度快,扭矩大,制动性强,平稳性高,抗倾覆力矩强的特点。
技术资料(中英)
技术资料Technical documents设备型号:XS-700Device type: XS-700设备名称:新型自动射芯壳芯机Device name: the new auto shooting sand machine大连长兴伟业机械厂DA LIAN CHANG XING WEI YE JI XIE CHANG新型自动射芯壳芯机The new auto sand shooting machine 本机按以人为本的设计理念吸取国内外技术,经多次反复研制和试验,并对其主要部件进行了设计和改制,其中的机械构造,气动执行和电器控制得到了提升,如果对你厂的生产效率和工人的生产强度以及能源降耗得到改善的话,那将是我们共同的心愿。
This machine, according to the people-oriented design concept, and learn from the domestic and foreign technology, after repeated research and testing, we design and reform the main parts. And the machinery part which improve the pneumatic and electric control, to improve the Production efficiency and Energy consumption.操作特点:Operation characteristics:一、采用进口技术的PLC和电磁阀开关控制,执行动作程序全自动,使其操作简单,只许按下开关即可。
Adopt the import technology PLC and electric valve switch control, make the action automatic and easier operation, just push the switch will be ok.二、射芯自动定量供砂,实行智能控制,可单孔或多孔同时射砂,射砂头位置可调。
铣床技术协议

卧式数控卧式铣床技术协议一、机床用途及结构特点本设备主要用直线铜排通风直槽的加工。
二、主要技术参数:工作台尺寸(长×宽):≥500×1800mmX轴行程:≥1100mmY轴行程:≥330mmZ轴行程:≥600mm主轴转速:17级45-1800r/min主轴锥孔:7:24 ISO50主轴刀柄BT50主轴中心至工作台面距离:40-640mmX、Y、Z轴快速移动最大速度:8000、2000、8000mm/min X、Y、Z轴切削进给速度:5-4000、5-1000、5-4000mm/min 工作台最大承重:≥1000kg工作台T型尺寸:6-18×63mm主轴电机功率:15Kw机床颜色:用户确认四、主要技术要求1、该机床配备TK13315E数控转台;万能回转立铣头XC634C;平口钳(①Q12200(QH)2套、②Q12280(QH)1套、③Q12160(QH)1套)。
2、该机床配风枪一套。
3、机床床身和升降台水平导轨均需具有很高的强度和刚度。
4、机床具有完整的润滑系统,配置自动润滑装置保证导轨润滑充分。
5、三个向进给轴采用精密滚珠丝杠,伺服电机驱动,并在安装时进行了预拉伸保证了机床的传动精度。
6、机床配备刀具冷却液装置,并可回收至冷却液箱。
7、机床配备切屑防护板,可防止工作时切屑飞溅。
8、机床加工工件时的夹紧、润滑油路等各种操作状态与机床运行采取连锁保护;设置可靠的报警系统,在机床出现故障时及时停机,并发出信息显示,以便问题查找和处理。
五、电气及数控系统六、随机附件T型槽用螺栓、地脚螺栓及螺帽、垫圈、吊环、扳手、拉杆、刀杆等。
七、随机技术文件1、说明书(需包含装配图,布置图)2、合格证3、装箱单八、验收1、精度检验标准:该机床按不低于JB/T8772.1-1998 JB/T 8772.1-1998《精密加工中心检验条件第1 部分:卧式和带附加主轴头机床几何精度检验》执行。
技术协议范本中英文对照(7000t加油船技术协议(卫生单元))
7000吨加油船技术协议书7000DWT BUNKER TANKER(BV)TECHNICAL AGREEMENTSUBJECT: SANITARY UNITS项目名称:卫生单元HULL NO. :船号:索普造船厂(扬州亚华船舶技术开发有限公司):船东(深圳市光汇石油海运集团有限公司):瓦锡兰船舶设计(上海)有限公司:设备厂:江苏海陆装饰有限公司1. General概述1.1 This agreement is the appendix of contract, and regarded as the integral part of thecontract. This agreement shall become effective on the date when the contract hasbeen duly executed. 本协议作为合同的附则,是合同的组成部分。
本协议将在合同正式实施时生效。
1.2 Classification society Rules船级符号:1.3 Put up banner (Ship registry) 挂国旗(船籍): 1、SINGAPORE FLAG 新加坡旗;2、PANAMA FLAG 巴拿马旗;3、UNITED ARAB EMIRATES FLAG 阿拉伯联合酋长国旗1.4 Rule and Regulation规范及规则:All machinery and devices of this vessel shall be constructed in accordance with the following Rules and Regulations (the edition and amendments thereto being in force as of the signing date of this Contract or which notice has at the signing date of theContract been promulgated and which come into effect after the signing date of this contract but before the delivery of the vessel) 本船设备应满足以下规范及规则(且包括在合同签署时、合同签署日期之后以及交船前生效的版本、修正案或颁布的声明)1) The rules and regulation for classification of sea-going steel ships 2009. 钢质海船入级规范2009.2) The rules and regulation for materials and welding 2009. 材料与焊接规范2009.3) The rules for lifting appliances of ships and off shore installations 2007, CCS.CCS2007船舶与海上设施起重设备规范.4) The technical regulations for statutory survey of international seagoing ships2008, Maritime safety administration of the P.R. China (中华人民共和国海事局2008国际航行海船法定检验技术规则) and the amendments of 2009, 2010.5) The technical regulations for statutory survey of lifting appliances of ships 1999,Register of shipping of the P.R. China. (中华人民共和国船舶检验局1999起重设备法定检验技术规则)6) International convention for the safety of life at sea consolidatededtion2004(IMO国际海上人命安全公约2004综合文本,包括2003,2004,2005,2006,2007,2008修正案), including the Amendments of 2003,2004, 2005, 2006, 2007 and 2008.7) The international convention on load lines, 1966 and as modified by the protocolof 1988, IMO (IMO 1966年国际载重线公约和经1988年议定书修订的1966年国际载重线公约), including the Amendments of 2003, 2006, 2008.8) The international regulations for preventing collisions at Sea 1972, IMO and itsamendments of 1981,1987,1989,1993,2001.( IMO 1972年国际海上避碰规则及其1981,1987,1989,1993,2001修正案)9) International Convention for the Prevention of Pollution国际防污染公约(MARPOL)from ship’s 1973 (Annex I, IV, V & VI for NO x), as modified by the protocol of 1978 relating thereto consolidated edition 2006.10) International convention on the control of harmful anti-fouling system on ships.IMO国际控制船舶有害防污底系统公约。
CNC6130数控车床技术协议 2
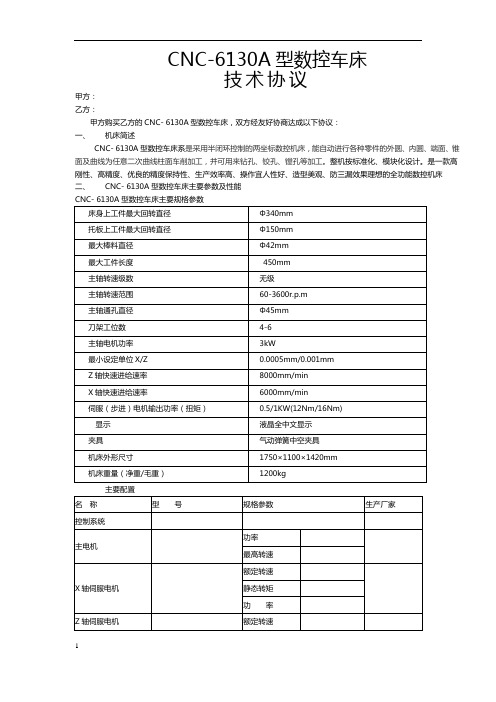
CNC-6130A型数控车床技术协议甲方:乙方:甲方购买乙方的CNC- 6130A型数控车床,双方经友好协商达成以下协议:一、机床简述CNC- 6130A型数控车床系是采用半闭环控制的两坐标数控机床,能自动进行各种零件的外圆、内圆、端面、锥面及曲线为任意二次曲线柱面车削加工,并可用来钻孔、铰孔、镗孔等加工。
整机按标准化、模块化设计。
是一款高刚性、高精度、优良的精度保持性、生产效率高、操作宜人性好、造型美观、防三漏效果理想的全功能数控机床二、CNC- 6130A型数控车床主要参数及性能1.设备制造完后,订货方派人员到供货方现场接受操作、维修及编程培训(培训人员2~3人,每人培训课时大于3个工作日,包括初级及高级编程培训)。
2.设备到货后,供货方在订货方现场对订货方人员进行调试、操作、维修、电控系统及编程培训(培训人员5~8人,每人培训课时大于5个工作日)。
六、验收标准下列图纸在合同签定后2周内提供给订货方1)设备三向立面图和平面图,包括如下内容:●设备及主机轮廓尺寸;●与主机的分开布置的电控设备(电柜防护等级IP65)、冷却液箱等装置的位置尺寸;●电力、水、压缩空气、等工艺介质的接点(供排点)位置,接头管径、耗量及要求的技术参数;●排屑口的位置及高度;●设备的施工安装图和土建基础图;●设备清单;2)设备到货时提供以下资料:文件内容包括调试说明、使用说明、操作说明、设备说明、维修资料等操作、安装、调试、保养和维修所需的全部资料,具体如下:设备样本及图片;设备制造、安装调试过程中的质量证明;设备安装图;信号动作流程图(按照需方提供的样本,以供机床维修参考);主要电气件清单及易损件清单(按照需方提供的样本,以供机床维修参考);八、全部文件采用中文,数量为两套,并提供光盘。
制造、安装调试计划1)预验收甲方接到乙方预验收通知(传真)后,7天内到达乙方工厂所在地进行预验收;主要内容包括:精度检验(几何精度、定位精度)按照机床合格证进行;工作精度试件加工验收(试件毛坯和刀具由乙方提供)。
数控闭式单动单点6300KN机械压力机技术协议20101018
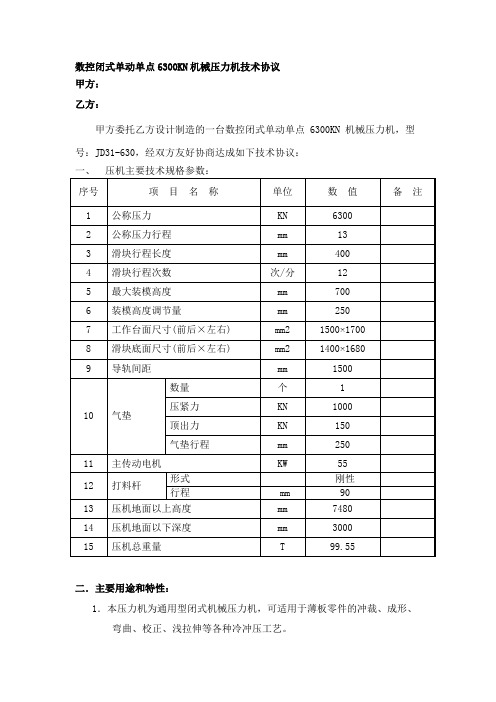
数控闭式单动单点6300KN机械压力机技术协议甲方:乙方:甲方委托乙方设计制造的一台数控闭式单动单点6300KN机械压力机,型号:JD31-630,经双方友好协商达成如下技术协议:二.主要用途和特性:1.本压力机为通用型闭式机械压力机,可适用于薄板零件的冲裁、成形、弯曲、校正、浅拉伸等各种冷冲压工艺。
2.本压力机不是冲裁专用压力机,所以在进行冲裁工作时,一般不允许用公称力冲裁,推荐冲裁力不大于公称力的60%。
3.在进行成形、弯曲、校正、浅拉伸等工序时,其工艺力不得越过滑块许用负荷曲线所规定的值。
其连续行程与单次行程功均不得超过相应的额定值。
4.模具的压力中心应尽量与滑块中心重合。
三.压力机总体要求1.压力机总体布置:本压力机主要由机身、横梁、主传动、离合器、制动器、滑块、空气管路、润滑系统、主油箱、梯子、栏杆、走台、电气控制系统等部分组成。
本压力机总体布局紧凑、美观大方。
2.结构特点:本压力机的底座为铸造结构,立柱、横梁滑块为焊接结构。
底座与立柱、立柱和横梁之间用方键定位。
外形美观,受力好,精度稳定,噪音低。
3.采用单盘镶块浮动离合器、制动器,更换方便。
采用正联锁阀控制,主要摩擦付均采用耐磨措施。
4.压力机采用集中和分散两种方式进行润滑,充分保证压力机可靠运行,5.具有液压超载保护装置,可避免因超载造成零件损坏的设备事故。
6.设有梯子安全插销等安全设施,保证操作者的人身安全。
7.设有各种机电联锁、行程监控、制动角监控、双回路控制等先进设施。
四.主要结构:1.机身1.1机身由铸造的(或者全钢焊接)一个底座,两个立柱焊接组成,与全钢焊接结构的横梁通过四个穿过机身四角的拉紧螺栓预紧后组成一个足够承受压力的刚性整体。
在它们的结合面上装有定位键,保证横梁、立柱、底座之间的相互装配关系,以防止工作时,可能出现的相互位移。
1.2底座具有足够强度和刚度,其上面安装工作台板,底座内部装有一套液压气垫。
1.3整个压机通过底座的四个支腿安装在基础上,立柱垂直放在底座的左右两侧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
派士数控转台技术文件AWUP160技术协议中英文-吴The Technical Agreement技术协议1. NC Rotary Table, type: AWUP160 , with Counterbearing: GGP160数控回转工作台, 型号:AWUP160; 及,尾座,型号:GGP160转台加尾座统一命名为: WWUP1601. 1Technical Description 技术描述1.1 .1 Execution of table platen台面Table platen manufactured from Meehanite GGG cast-iron, which is hydraulic tight and also gives highest rigidity- Ground clamping surface, precisely machined工作台台面采用德国米汉纳GGG高等级铸铁,具有非常高的刚性。
夹紧面采用精密的机械加工完成。
1.1.2 Base 底座The base casting is manufactured from Meehanite GGG cast-iron, which is hydraulic tight and also gives highest rigidity and stiffness.- supporting surface precisely machined- equipped with clamping slots/fixing holes- body bottom prepared to be installed the client's machine ———————————————————————————————————————————————工作台底座采用德国GGG高等级铸铁,具有非常高的刚性,采用独特的液压夹紧技术具有夹紧速度快,扭矩大,制动性强,平稳性高,抗倾覆力矩强的特点。
支撑面采用了精密机械加工完成。
配置有夹紧槽或安装孔。
工作台底座通过螺丝螺母安装在客户机床上1.1.3 Drive 驱动The table will be driven by servo motor of client'sWe are using worm and wheel sets from company Ott which have the highest accuracy that is available in the market. It also has a patent pended zero backlash adjusting system, where you can set backlash to zero with anydisassembly of the worm工作台驱动的伺服电机由客户自己提供。
转台由伺服电机驱动德国OTT 涡轮双蜗杆,具有极高的精度,OTT涡轮蜗杆为可调隙的德国专利技术,维护非常方便1.1.4 Bearing 轴承The table is centrally supported by high precision preloaded axial - radial bearing from company INA which gives highest stiffness to the faceplate.工作台的中心支撑采用德国INA公司生产的高精确的轴向-径向———————————————————————————————————————————————转台专用YRT轴承,保证了转台的高刚性及大承重。
11.1.5 Lubrication 润滑the bearing are running in--- Oil lubracation.轴承采用油润滑形式。
1.1.6 Sealing 密封Precautions are taken to prevent entrance of dust, chips and coolant into the inside of the table. There is also an air purge foreseen on the housing; so there is a permanent overpressure of 0,2 bars onto the housing which prevents that dust or chips are entering the table. (client must give 6 bar to our connection)为了预防粉尘,细削和冷却液进入工作台内部,在外壳上有一个空气洗涤装备(气密封),产生0.2Bar的气压,预防粉尘,细削和冷却液进入工作台内部。
(客户需要提供6Bar的气源)1.1.7 Clamping 夹紧系统Reliable clamping of the table is assured by a clamp ring which presses a brake disk onto the housing. there is a need of 6 bar pneumatic to activate the pressure, when the pressure is delayed, the clamp opens automatically.工作台可靠的夹紧是靠刹车盘到外壳的压力夹紧来保证的。
为了启动足够的压力,需要提供6bar的气压,当压力延迟,夹———————————————————————————————————————————————紧系统自动打开。
此转台采用气动夹紧--机械松开,夹紧压力最大6bar。
1.1.8 measuring system 测量系统The table will be equipped with a measuring system, make HEIDENHAIN, consisting of an absolute encoder, type RCN228 with a system accuracy of +/-2.5 sec. of arc.It can be absolute positioning.工作台装配有海德汉的测量系统,由一个型号为RCN228,精度是+/-2.5″的绝对编码器组成。
1.1.9 Control 控制The table will be controlled by the M/C NC工作台依靠M/C NC控制1.1.10 Electrical installation/wiring 电气安装/布线All electrical parts correspond to the VDE rules.All wires are provided with identification numbers according to E-Plan.ALL visible cables provided with insulating plastic tubes which were oil resistance. 所有电气部份按照德国VDE规则。
所有的电缆都根据安装图纸提供相对应的编号。
所有的可见的电缆都带有塑料的、耐油的外部绝缘层。
1.1.11 Color 颜色———————————————————————————————————————————————According to client’s requirment根据客户的要求1.1.12 Manufacture standard: 制造标准:2Base on the EU Machine Guidelines 98/37/EG, Appendix IIBThe production meets the relevant regulations listed with regard to its design and construction按照欧盟98/37/EG机器标准,附录IIB级关于产品设计和制造的有关规程如下:EU Guidelines:* EU Machine guidelines 98/97/EG* EU low voltage Guidelines 73/23/EWG* Electromagnetic compatibility 89/336/EWG( Version,92/31/EWG) * Applied harmonized norms* En292-1, En292-2, En60204-1, En50081-2, En50082-2* DIN ISO 230-1* DIN ISO 230-21.1.14 Inspection 检验The manufacture will inspected the production according to Peiseler standard protocol. The test report will be provided to client.产品根据peiseler标准进行检测,检测报告将提供给客户。
1.2 Technical Data———————————————————————————————————————————————技术参数如下:Peiseler NC- Indexing Table Type 派士乐数控卧式转台型号:AWUP160Axis of rotation 旋转轴 horizental 卧式 center height 中心高 180mm Achieved via base frame15mmDiameter of faceplate 台面直径 160 h8 mmAxial run-out of faceplate,max. 台面轴向跳动 0.005mm/dia.150mm Rectangularity of faceplate-base Incl. tumbling error, max. 台面径向跳动0.005mm/dia. 150mm Incl.star-shaped T-slots based on DIN 650 包括DIN标准放射状T-型槽6 X10 H7Diameter of Centre hole 中心孔直径 50 H7Radial run-out of centre bore, max 中心孔跳动 0.005 mm Depth of center bore 中心孔深度 30 mmdiameter of center through hole, max. 中心通孔直径40mm———————————————————————————————————————————————Bearing of faceplate Axial / radial 轴向/径向 diameterof bearing 轴承直径 146 x 80 mmDriven via backlash – free adjustable worm gear Diameter of worm wheel 蜗轮蜗杆直径 168mmIndex accuracy of worm gear 涡轮蜗杆精度 +/- 15″Incl. encoder type 包括直装式编码器型号海德汉 RCN228 With a system accuracy of转台定位精度 +/- 2.5”Repeatability 重复定位精度 +/- 1”Ratio of worm gear 蜗轮蜗杆传动比 30 : 1With add. gear box , 带传动机构 ,传动比 i=1:1Speed of faceplate, max. 最高转速 100 rpmPos. as shown at the drawing3伺服电机位于转台的———————————————————————————————————————————————左侧prepared to accept servomotor type伺服电机型号: 广州数控130SJT-M075E(A)tilting torque, max. 最大倾覆力矩 1200 Nmaxial load, max. 转台中心允许最大切削力 5000 Ntransport load, max.最大承重 ) 150 Kgpermissible inertia resulting from transport load, max. 最大承重时的最大传动惯量 3.2 kgm2(基于传动比和加速度)Transmittable torque of worm gear, max. 蜗轮蜗杆最大传动力矩 650Nm Type of clamping 夹紧方式 pneumatic气动Pressure for clamping 夹紧压力 6 barClamping torque max. 最大夹紧力矩 800 Nmincl. air purge connection 包含空气涤清接头air purge input 气压输入———————————————————————————————————————————————6 barair purge output, max 最大气压输出 0.2 barWithout servomotor 不含伺服电机Peiseler counter bearing Type 尾座型号:GGP 160Without drive 无驱动 horizental 卧式 center height 中心高 180mm achieved via grinded basedplate22mmin same height with AWUP160与AWUP160在同一高度+/- 0.01mmincl. bore pattern. 包含孔隙 4 X M10incl. rotary manifold with 包含旋转接头 4 lines 4 路diameter of manifold pin. 旋转接头接口直径 25mm - 0.008mm Axial run-out of manifold pin,max. 旋转接头轴向跳动 0.01mmlength of manifold pin 旋转接头长度 30 +/- 0.1mm———————————————————————————————————————————————bearing of faceplate 轴承 2 x radia 2个径向轴承 Type of clamping 夹紧方式 pneumatic气动 Pressure for clamping 夹紧压力 6 bar Clamping torque max. 最大夹紧力矩 220 Nm图纸号:2. Extent of supply: 供货范围NC Rotary Table, Type AWUP160 3 pcs ,including measuring system as described COUNTER BEARING, TYPE GGP 160 3pcs数控转台,型号AWUP160,3台包括描述中的测量系统尾座,型号 GGP160, 3台3. Documents: 文件(所有文件将提供2套纸质版本,一套电子光盘)- Technical documentation in English, including:* Operating and maintenance manual* Electrical, Hydraulic and Lubrication system drawings* Test report* manufacturer declaration-英文版技术文件包括:4* 操作和维护手册———————————————————————————————————————————————* 电气、液压和润滑系统图纸* 检测报告* 制造商声明5———————————————————————————————————————————————。