国家标准公差表
国家标准公差表

尺度公差表之宇文皓月创作
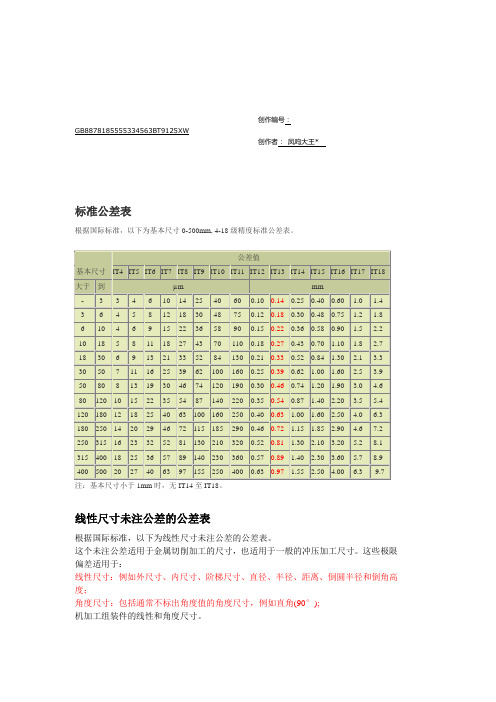
根据国际尺度,以下为基本尺寸0500mm, 418级精度尺度公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际尺度,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包含通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差尺度规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
国家标准公差表

80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4
120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3
180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2
标准公差表
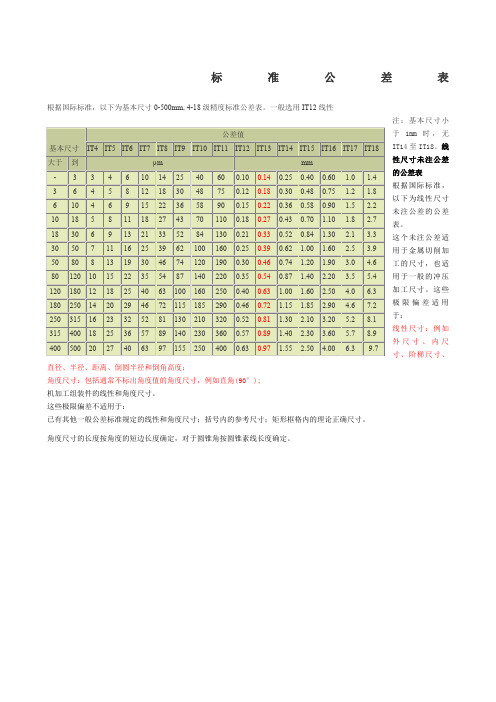
根据国际标准,以下为基本尺寸 0-500mm, 4-18 级精度标准公差表。一般选用 IT12 线性
公差值
基本尺寸 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18
大于 到
μm
mm
- 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4
(×)
W完工产品费用等于月初在产品费用加本月生产费用减月末在产品费用。对
Y“预提费用”可能出现借方余额,其性质属于资产,实际上是待摊费用。对
Y 引起资产和负债同时减少的支出是费用性支出。
X
Y 以应付票据去偿付购买材料的费用,是成本性支出。
X
Y 原材料分工序一次投入与原材料在每道工序陆续投入,其完工率的计算方法是完全一致的。X
这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
3 、通过活动,使学生养成博览群书的好
习惯。
B 比率分析法和比较分析法不能测算出各因素的影响程度。√
国家标准公差表

标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表GB/T 1804-M
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°
); Array
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
国家标准公差表[2P][171KB]
![国家标准公差表[2P][171KB]](https://img.taocdn.com/s3/m/9cb2ed47e518964bcf847c5e.png)
标准公差表
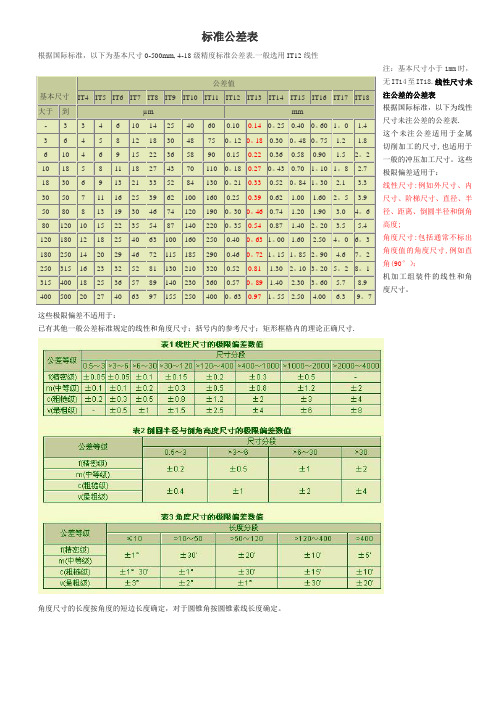
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
国家标准公差表-精选

标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18 级精度标准公差表。
一般选用IT12 线性注:基本尺寸小于1mm时,无IT14 至IT18 。
线性尺寸公差值未注公差的公差表基本尺寸IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18根据国际标准,以下为线性大于到μm mm尺寸未注公差的公差表。
- 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.43 645 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 这个未注公差适用于金属切削加工的尺寸,也适用于6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2一般的冲压加工尺寸。
这些10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7极限偏差适用于:18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3线性尺寸:例如外尺寸、内30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9尺寸、阶梯尺寸、直径、半50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6径、距离、倒圆半径和倒角高度;80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4角度尺寸:包括通常不标出120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3角度值的角度尺寸,例如直180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2角(90 °);250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 机加工组装件的线性和角度尺寸。
国家标准公差表
创作编号:
GB8878185555334563BT9125XW
创作者:凤呜大王*
标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
创作编号:
GB8878185555334563BT9125XW
创作者:凤呜大王*。
国家标准公差表81122

标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
国家标准公差表
标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
一般选用IT12线性
注:基本尺寸小
IT14至IT18。
线
性尺寸未注公差
的公差表
根据国际标准,
以下为线性尺寸
未注公差的公差
表。
这个未注公差适
用于金属切削加
工的尺寸,也适
用于一般的冲压
加工尺寸。
这些
极限偏差适用
于:
线性尺寸:例如
外尺寸、内尺
寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
国家标准公差表

标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
国标公差等级对照表

公差检测与控制
检测方法
• 常用公差检测工具:包括三坐标测量机、光学显微镜、激光测距仪等,适用于不同尺寸和精 度要求的公差检测。
• 各种检测方法优缺点:接触式测量精度高但速度慢,非接触式测量速度快但受表面反射影响 大,适用于不同场景。
11/13
公差控制策略
• 控制流程:详细描述了如何通过科学的方法和工具来规范和优化公差,确保产品质量的稳定。 • 问题应对策略:提供了具体的应对方案,包括如何快速识别和处理公差相关的问题,保证生
用场景和推荐使用条件。
5/13
不同等级应用
• 各等级适用场合:介绍不同公差等级的具体应用场合,确保选择适合的公差等级。 • 公差等级选择:提供选择公差等级的指导原则,考虑功能需求和制造成本。
6/13
公差等级对照
尺寸公差对照表
• 公差等级与尺寸范围:不同公差等级在特定尺寸范围内具有不同的公差值。 • 偏差值表达式:每个公差等级有其对应的尺寸偏差值,以保证加工精度。 • 尺寸公差对比图:清晰展示各公差等级对应的实际尺寸误差范围。
产效率。
12/13
Thank you!
国标公差等级对照表
Overview
1. 公差与配合概述 2. 国标公差等级 3. 公差等级对照 4. 实际应用案例 5. 公差检测与控制
2/13
公差与配合概述
公差定义
• 公差的基本概念:公差是制造和装配过程中允许的尺寸和形状的变化范围,确保零件可以互 换和组装。
• 公差的重要性:控制产品质量和成本,确保零件的功能和可靠性。
7/13
形位公差对照表
• 形位公差的各等级: 按照不同等级规定的形状和位置公差。 • 各等级形位偏差值: 各等级对应的具体形位偏差值,以毫米为单位。
国家标准公差表
标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表.一般选用IT12线性注:基本尺寸小于1mm 时,无IT14至IT18.线性尺寸未注公差的公差表根据国际标准,以下为线性尺寸未注公差的公差表. 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸.角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 µm mm-3 34 6 10 14 25 40 60 0.10 0.14 0。
25 0.40 0。
60 1。
0 1.4 36 4 5 8 12 18 30 48 75 0。
12 0。
18 0.30 0。
48 0。
75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2。
2 10 18 5 8 11 18 27 43 70 110 0。
18 0.27 0。
43 0.70 1。
10 1。
8 2.7 18 30 69 13 21 33 52 84 130 0。
21 0.33 0.52 0。
84 1。
30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2。
5 3.9 50 80 8 13 19 30 46 74 120 190 0。
国家标准公差表

标准公差表 根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
一般选用IT12线性注:基本尺寸小于1mm 时,无IT14至IT18。
线性尺寸未注公差的公差表根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 µm mm-3 34 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 36 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.718 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7。