激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数
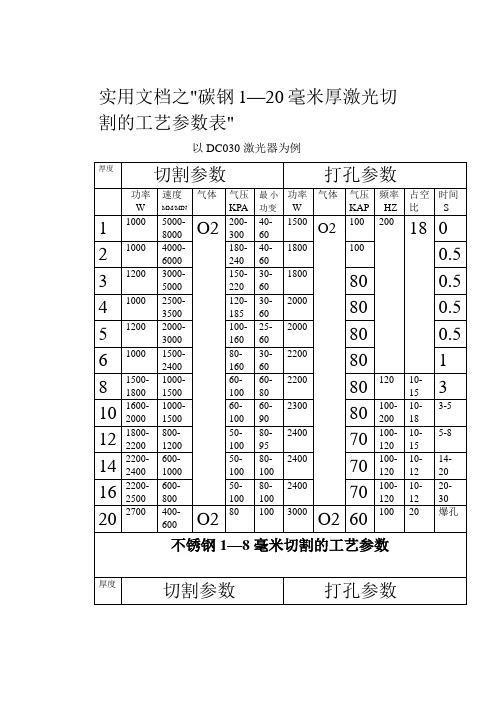
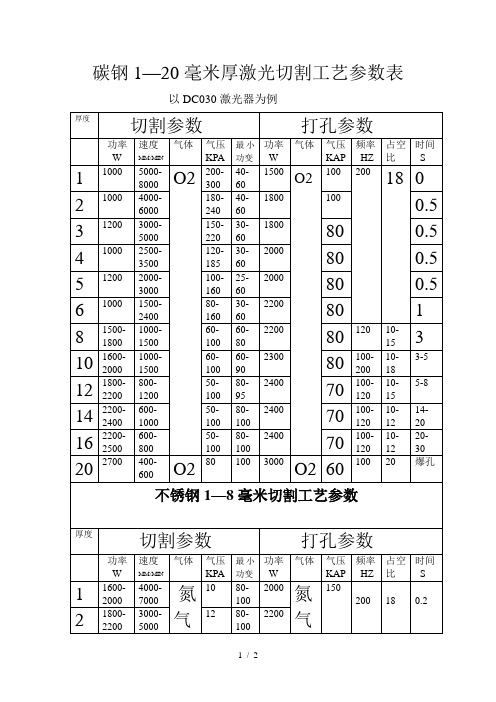
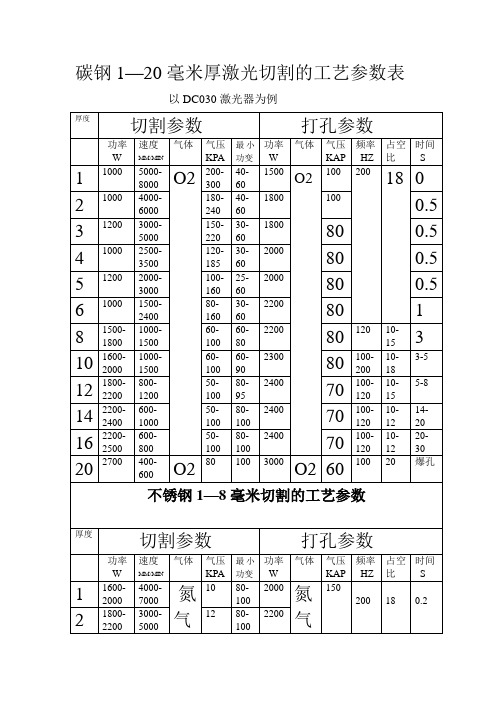
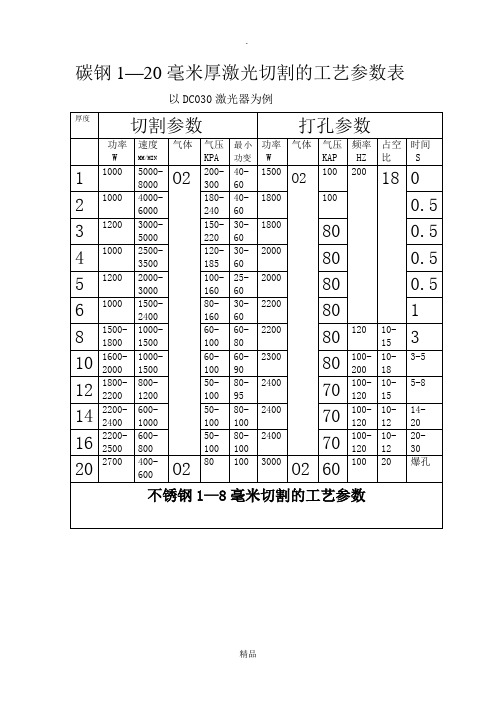
实用文档之激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
90-
100
2200
O2
150
200
18
1
4
2200-
2400
1200-
1800
氮
气
15-
18
100
2200
O2
120
200
18
1
5
2300-
2400
1000-
1500
16-
20
100
2200
O2
120
200
18
1
6
2400
800-
1000
18-
20
100
2400
O2
120
200
18
2
8
2400-
3000
240
40-
60
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
激光切割机工艺参数表大全

激光切割机工艺参数表大全
1. 工艺参数表格式说明
在使用激光切割机进行加工时,合理设置工艺参数是确保切割质量和效率的重
要因素。
下面是一个激光切割机工艺参数表的大全,我们将按照以下格式进行展示:•参数名称:列出各种工艺参数的名称,如切割速度、切割厚度等。
•参数描述:简要说明该参数的作用和影响。
•推荐数值范围:合理的参数取值范围,以便用户根据具体情况进行设置。
2. 激光切割机工艺参数表
2.1 切割速度
•参数描述:切割速度是指激光束在工件表面移动的速度,直接影响切割质量和效率。
•推荐数值范围:50mm/s - 200mm/s
2.2 激光功率
•参数描述:激光功率决定激光束的能量大小,直接影响切割的深度和速度。
•推荐数值范围:1000W - 4000W
2.3 切割厚度
•参数描述:切割厚度是指材料能够有效切割的最大厚度。
•推荐数值范围:0.5mm - 25mm
2.4 激光波长
•参数描述:激光波长是激光束的波长大小,不同波长激光适用于不同材料的切割。
•推荐数值范围:1064nm
2.5 激光介质
•参数描述:激光介质通常为二氧化碳,在工件切割过程中起到传导激光的作用。
•推荐数值范围:二氧化碳
3. 总结
通过合理设置激光切割机的工艺参数,可以有效提高切割质量和生产效率。
对于不同材料和切割要求,需要针对性地调整工艺参数,以获得最佳的加工效果。
希望以上激光切割机工艺参数表的大全能够为您的加工工作提供参考,提高工作效率和产品质量。
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
激光切割工艺参数表
15
90-
100
2200
O2
N2
150
200
18
1
3
2200-
2400
1000-
2000
18
100
2300
O2
150
150
16
2
4
2400-
2800
800-
1000
20
100
2400
O2
150
150
16
4
5
2600-
3000
300-
500
20
100
2400
O2
150
150
16
5
6
3000
400
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1600-
2000
4000-
7000
氮
气
10
80-
100
2000
氮
气
150
200
18
0.2
2
1800-
2200
3000-
5000
12
80-
100
2200
3
2000-
2200
2000-
3000
15
90-
100
1800
1000-
0
80
120
10-
15
3
10
激光切割工艺参数表
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
5-8
14
2200-
2400
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1600-
2000
4000-
7000
氮
气
10
80-
100
2000
氮
气
150
200
18
0.2
2
1800-
2200
3000-
5000
12
80-
100
2200
3
2000-
2200
2000-
激光切割工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000-
8000
O2
200-
300
40-
60
1500
O2
100
200
18
0
2
1000
4000-
6000
180-
240
40-
60
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
如有侵权请联系告知删除,感谢你们的配合!
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
激光切割实用工艺全参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
激光切割工艺参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
ቤተ መጻሕፍቲ ባይዱ100-
120
10-
15
5-8
14
2200-
2400
3000
15
90-
100
2200
O2
N2
150
200
18
激光切割工艺参数表.(精选)

以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000-
ห้องสมุดไป่ตู้8000
O2
200-
300
40-
60
1500
O2
100
200
18
0
2
1000
4000-
6000
180-
240
40-
60
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
800
18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
(完整word)(完整word版)激光切割工艺篇
激光切割工艺王瑞延徐世璞付百泉编写目录激光切割工艺 (1)第一章影响切割的因素 (1)一激光模式 (2)二焦点位置 (2)1. 焦点位置与切割面的关系 (2)2. 焦点位置对切割断面的影响 (3)3。
焦点寻找 (3)三喷嘴 (4)1。
喷嘴的作用 (4)2。
喷嘴与切割品质的关系 (5)3. 喷嘴孔与激光束同轴度的调整 (6)4。
喷嘴孔径 (8)5。
喷嘴高度的调整 (9)四切割速度 (10)1. 速度过快 (10)2。
速度太慢 (10)3. 确定适当的切割速度 (11)五切割辅助气体 (12)1. 辅助气体对切割质量的影响 (12)2. 辅助气体对穿孔的影响 (13)3. 切割有机玻璃时的辅助气体 (13)六激光功率 (14)第二章切割工艺参数表 (15)一ROFIN激光器 (15)1。
DC015切割不锈钢 (15)2. DC015切割低碳钢 (16)3. DC025切割不锈钢 (16)4. DC025切割AlMg3 (17)5. DC025切割低碳钢 (17)二PRC激光器 (18)1。
PRC激光器切割不锈钢 (18)2. PRC激光器切割低碳钢 (20)三CP激光器 (23)1. CP4000激光器切割碳钢 (23)2. CP4000激光器切割不锈钢 (23)3. CP4000激光器切割铝合金(AlMg3) (24)第一章影响切割的因素切割工艺与下述因素关系紧密:激光模式激光功率焦点位置喷嘴高度喷嘴直径辅助气体辅助气体纯度辅助气体流量辅助气体压力切割速度板材材质板材表面质量与切割相关的各工艺参数如下图所示。
图 1 切割工艺参数一激光模式激光器的模式对切割影响很大,切割时要求到达钢板表面的模式较好.这与激光器本身的模式和外光路镜片的质量有直接的关系。
二焦点位置焦点位置是一个关键参数,应正确调节焦点位置.1. 焦点位置与切割面的关系2. 焦点位置对切割断面的影响3. 焦点寻找1)焦点调试方法:2)将割嘴拿下,将Z轴降到板面上2-3mm。
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

15
90-
100
2200
O2
N2
150
200
18
1
3
2200—
2400
1000—
2000
18
100
2300
O2
150
0
16
2
4
2400-
2800
800-
1000
20
100
2400
O2
150
150
16
4
5
2600-
3000
300—
500
20
100
2400
O2
150
150
16
5
6
3000
400
800
18—
20
100
2400
O2
120
200
18
3
铝板1———6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80—
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000—
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
激光切割工艺参数表

100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
饱食终日,无所用心,难矣哉。——《论语•阳货》
3000
15
90-
100
2200
O2
N2
150
200
18
1
3
2200-
2400
1000-
2000
18
100
2300
O2
150
150
16
2
4
2400-
2800
800-
1000
20
100
2400
O2
150
150
16
4
5
2600-
3000
300-
500
20
100
2400
O2
150
150
16
5
6
3000
400
800
18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
激光切割参数一览表

P119
穿孔延时
单位:ms
(SHARE)其它工艺参数
P130
Z轴是否使用随动
0=不使用1=使用
P132
切割结束Z轴提升高度
单位:0-50mm
P133
机床动态因子
单位:1-100%
P134
切割起始延时
单位:ms
P135
切割结束延时
单位:ms
P136
标刻起始延时
单位:ms
P137
焦 点
喷 嘴
□___□___□___□___
焦 量
(CUT1) 切割层工艺参数
P100
切割速度
单位:mm/min
P101
切割激光功率
单位:瓦(W)
P102
最小激光切割功率百分比
单位:0-100%
P103
切割激光模式(CS/PRC)
1=连续2=门脉冲
P104
切割脉冲频率
1-8激光器相对应的脉冲频率
P105
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
穿孔激光功率
单位:瓦(W)
P113
穿孔激光模式(CS/PRC)
1=连续2=门脉冲3=强脉冲4=超强脉冲
柏楚切割工艺参数

柏楚切割工艺参数一、概述柏楚切割工艺是一种常用于金属材料切割的加工方法。
该工艺通过控制切割速度、切割温度、切割压力等参数,实现对金属材料的精确切割。
本文将详细介绍柏楚切割工艺的几个关键参数及其影响。
二、切割速度切割速度是指切割头移动的速度,通常以毫米/分钟或英寸/分钟来表示。
切割速度的选择需根据材料的种类和厚度来确定。
一般来说,材料越薄,切割速度越快;材料越厚,切割速度越慢。
切割速度过快会导致切割面质量下降,而切割速度过慢则会影响生产效率。
三、切割温度切割温度是指切割时产生的高温。
切割温度的控制对于切割质量至关重要。
过高的切割温度会导致材料熔化、变形甚至烧焦,而过低的切割温度则会导致切割面粗糙。
切割温度的控制可通过调节切割气体的流量和压力来实现。
四、切割压力切割压力是指切割头对材料施加的压力。
切割压力的大小直接影响到切割速度和切割质量。
一般来说,切割厚度越大,切割压力越大;切割厚度越小,切割压力越小。
切割压力过大会导致切割面变形,切割压力过小则会影响切割速度。
五、切割气体切割气体是指用于切割过程中的辅助气体。
常用的切割气体有氧气、氮气和空气等。
切割气体的选择需根据材料的种类和厚度来确定。
氧气适用于切割碳钢和不锈钢等金属材料,氮气适用于切割铜、铝等非金属材料。
切割气体的流量和压力需要根据切割头的规格和材料的厚度进行合理调整。
六、切割头角度切割头角度是指切割头与材料表面的夹角。
切割头角度的选择需根据切割材料的种类和厚度来确定。
一般来说,切割头角度越小,切割质量越好;切割头角度越大,切割速度越快。
切割头角度过小会导致切割面变形,切割头角度过大则会影响切割质量。
七、切割喷嘴直径切割喷嘴直径是指切割头中气体喷嘴的直径。
切割喷嘴直径的选择需根据切割头的规格和切割材料的厚度来确定。
一般来说,切割喷嘴直径越小,切割速度越快;切割喷嘴直径越大,切割质量越好。
切割喷嘴直径过小会导致切割面粗糙,切割喷嘴直径过大则会影响切割速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
5
2300
2400
1000
1500
16
20
100
2200
O2
120
200
18
1
6
2400
800
1000
18
20
100
2400
O2
120
200
18
2
8
2400
3000
500
800
18
20
100
2400
O2
120
200
18
3
铝板16毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
碳钢1—20毫米厚激光切割的工艺参数表
令狐采学
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000
8000
O2
200
300
40
60
1500
O2
100
200
18
0
2
1000
4000
6000
180
240
40
60
1800
100
60
80
2200
80
120
10
15
3
10
1600
2000
1000
1500
60
100
60
90
2300
80
100
200
10
18
35
12
1800
2200
800
1200
50
100
80
95
2400
70
100
120
10
15
58
14
2200
2400
600
1000
50
100
80
100
2400
70
100
120
10
时间
S
1
1600
2000
4000
7000
氮
气
10
80
100
2000
氮
气
150
200
18
0.2
2
1800
2200
3000
5000
12
80
100
2200
3
2000
2200
2000
3000
15
90
100
2200
O2
150
200
18
1
4
2200
2400
1200
1800
氮
气
15
18
100
2200
O2
120
200
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800
2200
2000
4000
氮
气
10
80
100
2200
N2
150
200
18
0.5
2
2000
2300
2000
3000
15
90
100
2200
O2
N2
150
200
18
1
3
2200
2400
1000
2000
18
100
2300
O2
150
150
16
2
4
2400
2800
800
1000
20
100
2400
O2
150
150
16
4
5
2600
3000
300
500
20
100
2400
O2
150
150
16
5
6
3000
400
22
100
3000
O2
200设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
12
14
20
16
2200
2500
600
800
50
100
80
100
2400
70
100
120
10
12
20
30
20
2700
400
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
100
0.5
3
1200
3000
5000
150
220
30
60
1800
80
0.5
4
1000
2500
3500
120
185
30
60
2000
80
0.5
5
1200
2000
3000
100
160
25
60
2000
80
0.5
6
1000
1500
2400
80
160
30
60
2200
80
1
8
1500
1800
1000
1500
60