QSn6.5-01锡青铜带的生产和质量分析
QSn6.5-0.4应用领域及性能QSn6.5-0.4化学成分QSn6.5-0.4抗拉强度
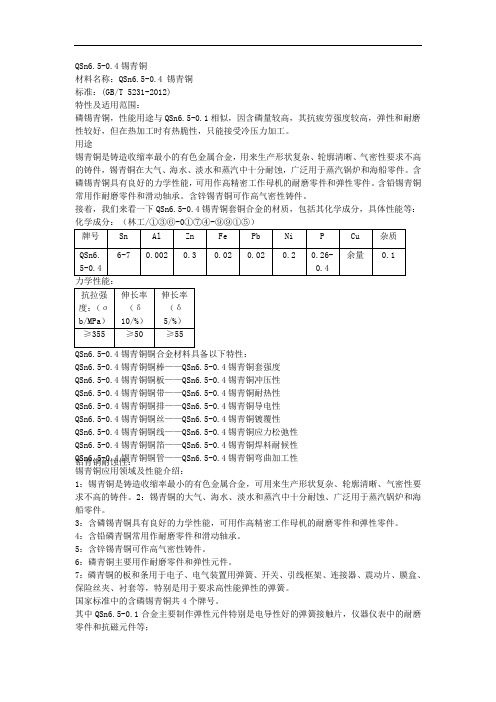
QSn6.5-0.4锡青铜材料名称:QSn6.5-0.4 锡青铜标准:(GB/T 5231-2012)特性及适用范围:磷锡青铜,性能用途与QSn6.5-0.1相似,因含磷量较高,其抗疲劳强度较高,弹性和耐磨性较好,但在热加工时有热脆性,只能接受冷压力加工。
用途锡青铜是铸造收缩率最小的有色金属合金,用来生产形状复杂、轮廓清晰、气密性要求不高的铸件,锡青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。
含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。
含铅锡青铜常用作耐磨零件和滑动轴承。
含锌锡青铜可作高气密性铸件。
接着,我们来看一下QSn6.5-0.4锡青铜套铜合金的材质,包括其化学成分,具体性能等:QSn6.5-0.4锡青铜铜合金材料具备以下特性:QSn6.5-0.4锡青铜铜棒——QSn6.5-0.4锡青铜套强度QSn6.5-0.4锡青铜铜板——QSn6.5-0.4锡青铜冲压性QSn6.5-0.4锡青铜铜带——QSn6.5-0.4锡青铜耐热性QSn6.5-0.4锡青铜铜排——QSn6.5-0.4锡青铜导电性QSn6.5-0.4锡青铜铜丝——QSn6.5-0.4锡青铜镀覆性QSn6.5-0.4锡青铜铜线——QSn6.5-0.4锡青铜应力松弛性QSn6.5-0.4锡青铜铜箔——QSn6.5-0.4锡青铜焊料耐候性QSn6.5-0.4锡青铜铜管——QSn6.5-0.4锡青铜弯曲加工性铝青铜耐蚀性:锡青铜应用领域及性能介绍:1:锡青铜是铸造收缩率最小的有色金属合金,可用来生产形状复杂、轮廓清晰、气密性要求不高的铸件。
2:锡青铜的大气、海水、淡水和蒸汽中十分耐蚀、广泛用于蒸汽锅炉和海船零件。
3:含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。
4:含铅磷青铜常用作耐磨零件和滑动轴承。
5:含锌锡青铜可作高气密性铸件。
6:磷青铜主要用作耐磨零件和弹性元件。
QSn6.5-0.1铸块生产的工艺改进

份不均匀现象 , 即反偏析 , 用半 连续生 产可减 小反偏 采
析。由于锭坯厚度只有 1  ̄3 T, 2 0ml 铸块 规格较小 , l 给 半连续生产带来 了困难 。
半 连续浇铸 即可采用较低 的浇铸温度 , 减少 吸气 ,
获得 细密 的结 晶组 织 , 减小 反偏 析 , 高产 品质量 , 提 又 可 以改善生 产环境 , 降低劳 动强度 , 高生产效 率 , 提 所
裂纹 和 浇铸 过程 中 的拉断 现象 , 了 QS65 . 小规 格铸 块 的半 连续 生产 。 实现 n. 一O 1 关键 词 : 石墨 内套 结 晶器 ; 次冷 却 水 ; 面裂 纹 ; 挂 ; 断 ; 铸速 度 二 表 悬 拉 浇
中图 分 类号 : G 9 T 2 文献 标识 码 : A
在试 验 生产 过程 中对 工艺 参数 的标 定 , 据 实际 生产 情 况 , 断调 整 , 制 出一套 QS65 . 根 不 研 n. ~O 1
铸块生产的、 稳定的生产工艺, 并具备了正式生产 能力 。主要论述了 Q n . —01铸块半连续 S 65 .
生产 方 法和工 艺研 究 , 主要采 用 组合 式石 墨 内套结 晶器 进行 生产 。并 通 过多 次试 验 解 决 了表 面
一
—
。
[ 二— —
— —
。一
-
L一
一 一
[ 二… 二
—
~
一
一
—
—
元件的接插件 。
翘 萄
\ l 、
—
—
一
— —
一
= — =
锡磷青铜 有热脆性 , 一般不宜热轧 , 为了使锡磷青
铜锭坯 可直接冷 轧 , 工厂采用水 平连 铸或铸铁 模生产 方法。锭坯 只 有 1  ̄3 I1 , 2 0I I厚 经铣 面后 即 可冷 轧。 Y Y 为 了满 足小批量 产品 的生产 , 其锭坯生 产方式还 一直 采用铸铁模 的生产方法 。
中级冲压工技能鉴定理论复习题及其答案

中级冲压工技能鉴定理论复习题及其答案冲压工(中级)职业技能鉴定理论考试复题一、选择题1.金丰OCP-160T冲床电机启动延时时间是(A)。
A。
10秒 B。
5秒 C。
20秒2.半硬态的锡青铜带QSn6.5-0.1-Y2的抗拉强度和延伸率应为(A)。
A。
σb=440~569N/mm2.δ10≥10% B。
σb=539~687N/mm2.δ10≥8% C。
σb≥667N/mm2.δ10≥2%3.用Cr12制作的凸模淬火后需进行(B)以获得高硬度。
A。
高温回火 B。
中温回火 C。
低温回火4.冲床如发生连冲现象,应立即(D)。
A。
调整离合器 B。
调整闭合高度 C。
调整模具间隙 D。
切断电源5.形位公差“◎”表示(A)。
A。
同轴度 B。
位置度 C。
圆柱度6.发现机床漏电,应立即(D)。
A。
自己立即动手维修 B。
继续工作 C。
报告领班 D。
切断电源7.凸轮机构的压力角随凸轮基圆半径的增大而(C)。
A。
不变 B。
增大 C。
减小8.为了保证机床和模具正常工作,模具的压力中心应与冲床的中心(A)重合。
A。
B.不重合 C。
偏心 D。
大小相同9.冲裁模合理间隙的选择原则之一是,当冲裁件的断面质量要求很高时,在间隙允许范围内,应采用(B)较小的间隙。
A。
较大的间隙 B。
较小的间隙 C。
允许间隙的中间值10.冲床是下列设备的俗称(C)。
A。
油压机 B。
剪板机 C。
机械压力机 D。
空气锤11.冲孔间隙应取在(C)上。
A。
凸模 B。
凸模与凹模 C。
凹模12.模具零件组装时,若发现配合不良,首先采取的下列哪项步骤(B)。
A。
报告班B。
与工作图纸对比形状尺寸C。
自行修改D。
通知设计人员13.冲床连杆长度的调节量是等于(B)调节量。
A。
行程 B。
闭合高度 C。
冲压深度14.弯曲U件时,凸凹模具间隙越大,回弹角(B)越大。
A。
越小 B。
越大 C。
不变 D。
不能确定15.硬态的锡青铜带QSn6.5-0.1-Y的抗拉强度σb和延伸率δ10应为(B)。
冲压工(中级)理论试卷(B) 答案.张家港市环宇职业培训学校职业技能等级鉴定复习资料
冲压工(中级)理论试卷(B )答案张家港市环宇职业培训学校职业技能等级鉴定复习资料注 意 事 项1、考试时间:60分钟。
2、请在试卷标封处填写姓名、身份证号和所在单位的名称。
3、请仔细阅读答题要求,在规定位置填写答案。
4、学技术到环宇技校,培训:叉车、挖掘机、电工、电焊工、装载机、行车\培训一、单项选择题(选择一个正确的答案,将相应的字母填入题内的括号中。
共30题,每题1.5分,满分45分。
)1、冲孔间隙应取在( C )上。
A 、凸模B 、凸模与凹模C 、凹模2、模具零件组装时,若发现配合不良,首先采取的下列哪项步骤( B )。
A 报告班B 与工作图纸对比形状尺寸C 自行修改D 通知设计人员 3、冲床连杆长度的调节量是等于(B )调节量。
A 、行程B 、闭合高度C 、冲压深度 4、弯曲U 件时候,凸凹模具间隙越大,回弹角( B )。
A 越小 B 越大 C 不变D 不能确定5、 硬态的锡青铜带QSn6.5-0.1-Y 的抗拉强度σb 和延伸率δ10应为(B )。
A σb=440~569N/mm 2δ10≥10% B σb=539~687N/mm 2δ10≥8% C σb ≥667N/mm 2δ10≥2%6、冲孔的毛刺单边,可能出现的原因( A )。
A 冲头和下模偏心B 间隙太大C 间隙太小D 间隙适中 7、冲床的大飞轮的主要作用是( B )。
A 变高速为低速B 积蓄动能C 平衡机床 8、多工位级进模适合于冲件尺寸较(B )。
A 大 B 小 C 高D 低 9、落料尺寸的大小是由( A )决定的。
A 、凹模孔径B 、间隙大小C 、凸模直径 10、下列哪项不是检修模具的最后完工的工作( C )。
A 清扫B 上润滑油C 测试硬度D 试模11、孔翻边时边缘不被拉裂所能达到的最大变形程度,成为( B )系数。
A 翻边 B 极限翻边 C 变形12、一般蜗杆蜗轮的传动比(C )。
A i ≥6~60B i <6~2C i <1 13、冲裁间隙与下列那个无关(D )。
qsn6.5-0.1成分标准

qsn6.5-0.1成分标准是指针对某种特定产品或物质所设定的化学成分范围和限制,通常用于衡量产品的质量和安全性。
作为一种重要的标准,它在实际生产和质量控制中扮演着至关重要的角色。
本文将从深度和广度两个方面对qsn6.5-0.1成分标准进行全面评估,并探讨其在不同行业中的应用和意义。
我们需要了解qsn6.5-0.1成分标准的具体内容和背景。
qsn6.5-0.1成分标准通常包括对各种化学成分的含量范围和限制要求,以及针对特定成分的分析方法和检测标准。
它可以涵盖金属元素、有害物质、添加剂等多个方面,旨在保证产品在生产和使用过程中的安全性和稳定性。
针对不同的产品或物质,qsn6.5-0.1成分标准的具体要求会有所不同,需要根据具体情况来制定和执行。
我们需要深入探讨qsn6.5-0.1成分标准在不同行业中的应用和意义。
在制造业中,qsn6.5-0.1成分标准可以帮助生产商确保产品的质量和稳定性,有效控制生产过程中的风险,提高产品的竞争力和可靠性。
在医药和食品行业,qsn6.5-0.1成分标准更是关乎公众健康和安全的重要保障,对药品、食品原料以及成品的成分和纯度进行严格把控。
在环保和安全领域,qsn6.5-0.1成分标准也扮演着重要角色,可以帮助监测和控制土壤、水质、大气等环境中有害化学物质的含量,保护生态环境和公众健康。
对于qsn6.5-0.1成分标准,个人观点和理解是,它不仅仅是一项技术规范,更是一种对产品质量和公众安全的责任担当。
在全球化和科技发展的今天,产品和物质的流通已经超越了地域和国界的限制,各种标准和规范的一致性和可比性变得尤为重要。
qsn6.5-0.1成分标准作为一种广泛应用的国际标准之一,其在全球贸易和科学研究中发挥着重要作用,促进了各种行业的技术进步和交流。
qsn6.5-0.1成分标准的不断完善和更新也是一个与时俱进的过程,需要不断融合最新的科学研究成果和行业实践经验,以确保其与时俱进的有效性和可操作性。
锡青铜带企业标准
Q/RXDZ 0604-2009编制: 日期:审核:日期:会签:日期:批准:日期:2009-06-30发布 2009-07-10实施黄山市瑞兴汽车电子有限公司发布1范围本标准规定了锡青铜带(QSn6.5-0.1 Y/,QSn6.5-0.1 Y2)的技术要求、化学成分、检验规则、标志、包装、运输及贮存。
2规范性引用文件下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB2066—89 锡青铜带材料技术要求GB5233—85 加工青铜化学成分GB8888 铜带标志、包装、运输3概述3.1 规格—带QSn6.5-0.1 Y2—带QSn6.5-0.1 Y3.2 制造:冷冲压。
4 技术要求4.1 表面质量4.1.1 带材的表面应光滑、清洁;不应有分层、裂缝、起皮、气泡、压折和夹杂。
4.1.2 带材的表面允许有轻微的、局部的、不使带材厚度超出允许偏差的划伤、斑点、凹坑、压入物和辊印等缺陷。
4.1.3 带材的表面轻微的发红、发暗、氧化色以及局部的油迹、水迹、不作报废依据。
4.2 力学性能(GB2066—89)应符合表1的规定4.3 化学成分(GB5233—85)应符合表2的规定4.4 尺寸(厚度)允许偏差应符合表3的规定(GB2066—89)注:1.当图纸未注明厚度偏差时,按较高级检验。
2.当要求正偏差或负偏差时,其值为表中数值的2倍。
5 检验规则5.1 组批锡青铜带检验以批为单位,以同一原料、同一配方、同一工艺生产的青铜带为一批。
5.2 供应商检验分类检验分为出厂检验和型式检验。
5.2.1出厂检验(批量供货)按下列项目逐批检验:表面质量、力学性能和厚度。
5.2.2型式检验(按外购外协件认可程序)为技术要求中规定的全部项目。
5.3 判定规则到货后来料检验员凭供应商的出厂检验报告(质量证明书)对每卷铜带的表面质量及厚度进行抽检:取首端0.5m以上,其厚度偏差检测取5点以上(均匀分布)。
铜元件的软化退火工艺守则
XXX有限公司企业标准铜元件的软化退火工艺守则Q/XXX 010—2006代替Q/HZK 458—20041 范围本标准规定了铜元件软化退火中的材料规格、设备与工具、准备工作、工艺规范、质量检验及安全注意事项。
本标准适用于采用纯铜、黄铜、锡青铜板(带)等硬态及半硬态材料制造的铜元件冲压加工前的软化退火。
2 材料规格纯铜板(带):牌号为T2Y、T2Y2等。
黄铜板(带):牌号为H62Y、H62Y2、H68Y 、H68Y2等。
锡青铜板(带):牌号为QSn6.5-0.1 、QSn6.5-0.4、QSn4-3等。
3 设备与工具3.1 箱式电阻炉:附温度自动控制记录仪表。
3.2 冷却水槽:盛装自来水。
3.3 辅助设备:行车等。
3.4 工具:各种钳子、钩子、铁箱、吊具、夹具等。
4 准备工作4.1 设备的准备工作4.1.1 检查设备、仪表等是否正常。
4.1.2 启动设备前应检查炉内有无零件,并将炉膛内的各种杂物清理干净。
4.2 工夹具的准备工作按工艺规定选择合适的工夹具,并检查其是否完好。
4.3 零件的准备工作4.3.1 待处理零件的化学成分应符合有关的国家标准规定,外观不允许有裂纹和影响热处理质量的锈蚀、氧化皮及碰伤。
4.3.2 确认零件各项热处理技术要求,核对零件的形状、尺寸、加工状态是否与图纸及工艺文件相符合。
4.3.3 零件表面应洁净,无油污及其他腐蚀性物质。
4.3.4 检查零件的加工余量,其数值应大于允许的变形量。
4.3.5 对表面不允许氧化的零件,应采取有效的保护措施进行装箱退火。
4.3.6 易变形件应排列整齐或装入专用夹具退火。
5 工艺规范5.1 退火温度各种铜元件软化退火的温度见表1。
表1 铜元件软化退火温度单位:℃5.2退火时间根据零件厚度及装炉量而定,以保证完成再结晶过程为原则,一般取1h ~2h。
有效厚度小于2mm的零件,一般取0.5h ~1h。
装炉量大或装箱退火时可视具体情况适当延长。
5.3 冷却方法铜元件退火后的冷却方法应根据材料种类、零件要求及退火工艺确定。
QSn6.5-0.1(美国C51900、日本C5191)锡青铜

技术顾问:潘工电话:□1□5□8□0□1□8□5□9□9□1□4锡青铜QSn6.5-0.1合金牌号商虎铜业QSn6.5-0.1国家标准QSn6.5-0.1美国标准C51900日本标准C5191化学成分(重量百分比)Sn 6.0-7.0P0.1-0.25Cu余量杂质总和≤0.1物理性能(室温)导电率≥13.5%IACS电导率≥7.83MS/m热导率75W/(m.K)热膨胀系数17.210-6/K密度8.8g/cm3弹性模量118GPa比热容0.38J/(g.K)泊松比0.33—工艺性能冷加工性能优良切削性一般电镀性优良热镀锡性优良软钎焊性优良电阻焊良好典型用途广泛用于制造弹性元件、精密仪器仪表中的耐磨零件和抗磁零件,如导电性好的弹簧接触片或其他弹簧;航空工业中的各种高度表、升降速度表的弹簧、连杆等,精密仪器中的齿轮、电刷盒、接触器等。
机械性能状态抗拉强度(MPa)延伸率(A11.3,%)维氏硬度M O60350-420≥45≤120 Y4H01390-51035110-155 Y2H02490-61010150-190 Y H04590-6908180-230T H06635-720≥2200-240 TY H08≥690—≥210厚度公差厚度(mm)0.08-0.15>0.15-0.20>0.2-0.3>0.3-0.4>0.4-0.6>0.6-0.8公差(mm)±0.0025±0.004±0.005±0.0075±0.01±0.0125厚度(mm)>0.8-1.2>1.2-1.5>1.5-2.0>2.0-2.6>2.6-3.0>3.0-4.0公差(mm)±0.015±0.02±0.025±0.03±0.04±0.05宽度公差厚度(mm)>0.08-0.5>0.5-1.0>1.0-1.8>1.8-3.0>3.0-4.0宽度及公差(mm)≤50±0.05±0.08±0.1±0.2±0.3>50-100±0.075±0.1±0.15±0.2±0.3>100±0.1±0.15±0.2±0.3±0.5毛刺厚度(mm)边缘毛刺(mm),不大于≤0.500.02>0.50-1.00.04>1.0-2.00.05>2.0-4.00.1折弯性能状态最小弯曲内侧半径(mm)厚度/t:0.15-0.30mm厚度/t:0.30-1.0mm好方向坏方向好方向坏方向O600×t0×t0×t0×t H010×t0×t0×t0×t H020×t0×t0×t0×t H040×t0.5×t0×t 1.0×t H060×t 2.0×t 1.0×t 2.5×t H08 1.5×t 4.0×t 2.0×t 5.0×t表面粗糙度Ra(μm)≤0.3侧边弯曲度h(mm/m)•宽度(mm)厚度(mm)0.08-0.6>0.6-2.0>2.0-4.0≤9≤1.0≤1.0—>9-13≤1.0≤1.0—>13-25≤1.0≤1.0—>25-50≤1.5≤1.0—>50-100≤1.5≤1.5—>100-625≤1.5≤1.5—横向弯曲度宽度L(mm)≤50>50-200>200-625横向弯曲度h(mm),不0.01×L0.015×L0.02×L大于纵向平整度(蛇形)宽度(mm)≤100>100-625纵向平直度h(mm/m)≤3≤5扭曲度宽度(mm)≤30>30-100>100-625扭曲度(°)≤10≤5—翘曲度宽度(mm)≤100 >100-300 >300-625 翘曲度h(mm/m)≤50 ≤100 —上海商虎常备铜材规格:铜合金板材厚度(MM):0.5,0.6,0.7,0.8,1.0,1.5,2.0,2.5,3.0,3.5,4.0,4.5,5.0,6.0,6.5,7.0,7.5,8,9,10,12,14,15,16,18, 22,24,25,28,30,35,38,40,45,50,55,60,65,70,75,80,88,85,90至400厚。
国家标准《铜及铜合金板材》(送审稿)编制说明
《铜及铜合金板材》(送审稿)国家标准编制说明根据全国有色金属标准化技术委员会,有色标委(2006)第13号《关于下达2006-2008年国家标准修订计划的通知》要求,其中2006-2008年国家标准修订项目表中23-29项《铜及铜合金板材》国家标准由中铝上海铜业有限公司、中铝洛阳铜业有限公司、中国有色金属工业标准计量质量研究所负责起草。
为适应我国加入WTO的需要,有利于与国际接轨,提高我国的国家标准的水平,我们查阅了许多国外先进标准,如:美国的ASTM标准、欧盟的EN 标准、日本JIS标准和ISO国际标准,并结合市场需求及我国的实际情况,对原有国家标准GB/T 2040-2002《铜及铜合金板材》﹑GB/T 2044-1980《镉青铜板》﹑GB/T 2045-1980《铬青铜板》﹑GB/T 2046-1980《锰青铜板》﹑GB/T 2047-1989《硅青铜板》﹑GB/T 2049-1980《锡锌铅青铜板》、GB/T 2052-1980《锰白铜板》﹑GB/T 2531-1981《热交换固定板用黄铜板》八个板材标准进行了综合修订。
通过对国外先进标准的研究,决定本标准修改采用JIS H3100:2006《铜及铜合金板和带》和JIS H3110:2006《锡磷青铜及锌白铜板和带》,进行编制。
一、本标准与GB/T 2040-2002、GB/T 2044-1980﹑GB/T 2045-1980﹑GB/T 2046-1980﹑GB/T 2047-1980﹑GB/T 2049-1980、GB/T 2052-1980﹑GB/T 2531-1981标准相比,主要变化如下:1、锡青铜板增加了QSn8-0.3牌号(状态为M、Y4、Y2、Y、T)。
2、黄铜板增加了HPb60-2牌号(状态为Y、T),H70牌号增加了热轧态(R);。
3、将纯铜板和H62黄铜板的维氏硬度值进行了调整,增加了软态硬度值的规定,原维氏硬度值间距太大,根据实际情况适当缩小了硬度范围。
QSn6.5-01锡青铜带的生产和质量分析

QSn6.5—0.1锡青铜带的生产和质量分析刘斌,陈小祝(广州铜材厂有限公司)一、前言QSn6.5—0.1锡青铜带具有较优良的机械性能和良好的耐磨、耐低温、和耐蚀性。
被广泛用于电子、电器接插件、仪器仪表和通讯等工业,市场容量极大。
广铜公司自一九九九年完成企业搬迁与技术升级改造后,开始试生产这一高性能高附加值的新产品,并通过不断改进和完善工艺技术与质量控制,使这一产品最终形成了批量生产。
在这里,仅就我公司的QSn6.5—0.1锡青铜带产品的生产工艺和对质量问题的分析等作简要的介绍和交流。
二、QSn6.5—0.1锡青铜特性和该产品的技术要求2.1QSn6.5—0.1锡青铜带产品的技术要求2.1.1化学成份(表一)锡青铜化学成分(GB/T5233—2001)化学成分.%重量)牌号元素SnAlMnzTlFePbNiAs甄PCu杂质总和Q6n6.5最小值6.Oo.1一余量—0.I最大值7.00.0020.30.晒0.02O.2O25012.1.2力学性能与代表性规格(表二)状态抗拉强度值(N/ram2)延伸率(%)硬度(HV)代表性规格,厚度(mm)Y2520—580≥25160—180O.30Y630—680≥17190一210O.20TY≥650≥5210—230O.20SY≥220O.152.1.3表面质量及其它:一般要求表面光洁、无压坑、划伤、起皮、波浪、气孔、斑痕和变色等缺陷。
在华南地区的用户中,还特别强调材料的弹性和折弯性要好、不・-——70・——能有辊纹、抛光纹等。
2.2QSn65—01锡青铜的特性22.1锡青铜属二元合金,固液相间隔很大,且锡在铜中的扩散极慢,在凝固时易产生严重的晶内(枝晶)偏析;22.2铸态下形成的晶内偏析和少量的6一相,在经过高温长时间的均匀化退火(如650。
C/7.5h以上)以及反复压力加工后才能消除。
经均匀化处理后的合金,其塑性有较大的提高;2.2.3磷提高锡青铜的工艺性能和力学性能,也是有效的脱氧剂,能改善锡青铜的流动性,但电加大铸锭的逆偏析。
铍铜热处理
锡青铜的热处理锡青铜不能经热处理强化,而要通过冷却变形来提高强度和弹性性能。
主要方式有:(1)完全退火,用于中间软化工序,以保证后续工序大变形量加工的塑性变形性能.(2)不完全退火,用于弹性元件成型前得到与后续工序成形相一致的塑性,以保证后续工序一定的成型变形量,并使弹簧达到使用性能。
(3)稳定退火,用于弹簧成形后的最终热处理,以消除冷加工应力,稳定弹簧的外形尺寸及弹性性能。
锡青铜弹簧材料的热处理规范注:*不完全退火的规范可以根据弹簧后续成形变形量来进行调整。
2.铍青铜的热处理铍青铜的热处理可以分成退火处理、固溶处理和固溶处理以后的时效处理。
退(回)火处理又分成:(1)中间软化退火,可以用来做加工中间的软化工序。
(2)稳定化回火,用于消除精密弹簧和校正时所产生的加工应力、稳定外形尺寸。
(3)消除应力回火,用于消除机械加工和校正时产生的加工应力。
铍青铜弹簧材料的热处理规范铍青铜弹簧材料的固溶处理和时效率处理的规范注:固溶处理的保温时间对材料的晶粒度和沉淀硬化后的性能影响很大,应该按材料的直径和厚度并通过试验来确定。
时效处理保温时间结束后可以在空气中冷却。
3.硅青铜线的热处理硅青铜是一种Cu-si-Mn三元合金。
有较好的强度、硬度、弹性、塑性和耐磨性,它的冷热加工性能也比较好。
它不能热处理强化,只能在退火和加工硬状态下使用。
弹簧成形后只需要进行200~280℃消应力回火处理。
说明:本连载的部分资料曾参考《航空制造工程手册》,并且又通过实践后,加以修正、补充、完善总结而成。
铍青铜发明专利(17条) 实用新型(24条)记录号申请号专利名称1 200410012261.1 防爆锹2 200410012291.2 青铜防磁工具3 200410053071.4 一种新型弹性导电合金及其制备方法4 200410064548.9 一种高强度铜合金防爆工具模锻生产工艺5 87100204 弹性元件用变形铜合金6 90102785.5 廉价防爆工具的制造方法7 91105605.X 高强度弹性材料铜基合金8 92108525.7 新型接插件复合材料9 200310109687.4 防爆手拉葫芦10 200510041793.2 基于压接互连技术的电力电子集成模块的制备方法11 02138396.0 制作弹簧导电触头的方法12 02103706.X 防爆手工具材料及其制造方法13 98114100.5 异种金属钎焊高尔夫球头方法14 00134013.1 生产稀土铜基合金材料的方法15 02113214.3 用热模连铸薄坯工艺及横向磁场感应加热工艺生产铍青铜板带材16 98104639.8 一种高强度高软化温度铜基弹性材料17 200510026721.0 卫星光学遥感仪器中的平动装置18 85201272 四探针头19 89215890.5 铍青铜光亮淬火时效炉20 91232238.1 新型微动开关21 93219937.2 小直径测井仪多芯直插式电缆接头22 92235224.0 双缸高速电动试压泵23 96222838.9 线簧式射频同轴连接器24 97221474.7 一种线簧式射频同轴连接器25 97250097.9 弹性射频同轴连接器26 97221475.5 射频同轴连接器27 98210036.1 接插电极组件28 97234818.2 改进的LXW5系列微动开关29 99213746.2 射频同轴电缆连接器30 99213745.4 改进结构的射频同轴电缆连接器31 00236285.6 一种弹性导电器32 00263150.4 卡接模块33 00259535.4 压力表34 01232487.6 交通牌直管形荧光灯灯座35 01244819.2 血压表铍青铜膜盒36 02286453.9 一种热保护器37 03233970.4 双金属压铸冲头38 03255591.1 电高压锅电接触装置39 200320109590.9 切槽式弹性联轴节40 200420041361.2 双档热敏电源开关41 200420118012.6 转动式音箱铍青铜1989-20051 一种智能PID控制器在铍青铜热处理中的应用薛凌云谢建精仪器仪表学报-2005-22 铍青铜复杂零件外形及薄壁件的热处理工艺改进刘杰新技术新工艺-2005-13 铍青铜热处理工艺的改进杨复建[1] 梅敬军[2] 机电元件-2004-34 一种智能控制器在铍青铜热处理中的应用薛凌云测控技术-2004-45 铍青铜线材的加工工艺张皓甘肃冶金-2004-36 铍青铜弹簧热处理工艺的特殊性陈宝雄金属热处理-2004-97 铍青铜零件酸洗及钝化文斯雄电镀与环保-2004-28 改善铍青铜切削加工性张新贞电子工艺技术-2004-29 铍青铜的热处理缺陷分析和双重时效强化王荣滨有色金属与稀土应用-2003-110 铍青铜零件电镀硬铬文斯雄电镀与精饰-2003-111 高强度铍青铜系列材料李连清宇航材料工艺-2003-212 铍青铜代替材料铝镍黄铜合金的研究王忠民刘群山... 热加工工艺-2003-113 铍青铜弹簧热处理工艺改进孙守功金属热处理-2003-814 铍青铜形变时效工艺的优化狄平金属热处理-2003-215 用锻造法改善铍青铜γ1相的均匀性郁龙贵物理测试-2003-116 铍青铜带材力学性能试验夹具的改进黄文敏王晓春理化检验:物理分册-2002-217 铍青铜热处理工艺研究孙瑜封勇机电元件-2002-318 临界变形对铍青铜质量的影响及热处理与对策韩继成五金科技-2002-219 PLC在铍青铜带材酸洗机组上的应用田月周有色金属加工-2002-620 铍青铜带材连续表面处理机列处理液配方的试验研究郭均平有色金属加工-2002-2期21 弹性铍青铜零件的热处理工艺金雷工具技术-2002-1022 临界变形对铍青铜零件质量的影响及控制韩继成现代制造工程-2002-123 风口端头采用铍青铜新型材料的风口套研制钟国红高道文机械工人:热加工-2002-424 含镁铍青铜簧片成形工艺李红璀电子工程-2002-125 铍青铜零件的镀前酸洗处理吴祖昌电气牵引-2002-226 铍青铜的热处理缺陷分析和双重时效强化王荣滨热处理-2001-327 动态时效对铍青铜QBe2组织和性能的影响张绍芸[1] 耿香月[2]... 热加工工艺-2001-428 铍青铜的热处理与常见缺陷的分析和补救对策韩继成机械工艺师-2001-329 高铍含量铍青铜熔模精密铸造技术的研究杨觉明包小平... 铸造-2001-130 铍青铜非标碟簧的研制吕如民周晓玉... 锻压机械-2001-531 铍青铜QBe2合金形变时效工艺的研究狄平东华大学学报:自然科学版-2001-132 铍青铜游丝的过时效处理周海珊金属热处理-2001-1233 铍青铜的热处理工艺应用研究李晓艳电讯技术-2001-634 铍青铜疲劳性能对比实验研究范波张新明... 湖南有色金属-2001-335 酒精裂解保护法在铍青铜热处理中的应用韩继成机械工艺师-2000-236 《几种防止铍青铜时效变形方法》汲翠兰王朝辉长岭技术-2000-337 用铍试用Ⅲ测定铍青铜中的铍樊树红张文英柳州师专学报-2000-238 热处理对铍青铜组织和性能的影响郁龙贵物理测试-2000-439 铍青铜生产有潜力应尽快形成产业化无现代材料动态-2000-1040 铍青铜电镀银工艺文斯雄电镀与涂饰-1999-4期41 铍青铜镀银文斯雄电镀与环保-1999-642 铍青铜中铍的比色分析张浩华孔庆化机电元件-1998-443 铍青铜接插件电镀耐磨金胡培荣[1] 杨晓东[2] 苏州大学学报:自然科学版-1997-444 铸造铍青铜潘奇汉特种铸造及有色合金-1997-145 500GIS铍青铜表皮带触指的材料及工艺试验任烨高压电器技术-1997-446 影响铍青铜综合性能的因素韩继成机械工艺师-1997-847 铍青铜弹性元件的热处理(Ⅱ)袁凤松低压电器-1997-448 铁对铍青铜性能的影响贺生忠甘肃有色金属-1996-149 铍青铜镀银王文忠电镀与环保-1996-150 电子天平铍青铜弹簧片失效分析周真孙宝军哈尔滨科学技术大学学报-1996-251 铍青铜镀银王文忠电子工艺简讯-1996-752 铍青铜热处理保护气氛的应用研究鹿尽忠航天工艺-1995-553 铍青铜零件镀银文斯雄材料保护-1995-554 铍青铜弹簧件电解抛光修正弹力的试验杨旭江电镀与精饰-1994-655 铍青铜零件镀硬铬工艺文斯雄电镀与涂饰-1994-356 铍青铜真空时效处理黄京昶机床电器-1994-357 铍青铜双重时效与缺陷分析及对策王荣滨红梅五金科技-1994-658 铬天青S直接比色法测定铍青铜中铍舒瑶燕宁波化工-1994-259 热处理工艺对铍青铜性能的影响(三)韩继城机械工人:热加工-1994-960 热处理工艺对铍青铜性能的影响(二)韩继城机械工人:热加工-1994-861 热处理工艺对铍青铜性能的影响(一)韩继城机械工人:热加工-1994-762 铍青铜零件的校形方法韩继城机械工人:热加工-1994-1163 铍青铜形变时效工艺的研究鹿尽忠航天工艺-1994-564 铍青铜淬火工艺的研究鹿尽忠航天工艺-1994-265 浅论现代轧机的电气传动与发展趋势:在铍青铜带材生产线改造工程电气工作中方伟甘肃电力-1994-666 铍青铜镶件在彩电前壳注射模中的应用杜文才模具工业-1994-1267 铍青铜的应力松弛性能及组织李忆莲韩雅静中国有色金属学报-1993-168 铍青铜光亮淬火时效炉的方案论证及效果鹿尽忠铸锻热:热处理实践-1993-469 铍青铜零件时效处理的二次抽真空—充氮光亮保护法尤云章上海航天-1993-270 电磁涡流法检测铍青铜的热处理质量洪丽珍航空精密制造技术-1993-671 用电磁涡流法控制铍青铜热处理质量探讨洪丽珍金城科技-1993-172 铍青铜银镀件脆断脱皮等故障的分析与处理王朝铭长征电器-1993-373 铍青铜时效工艺的应用及简易真空时效炉李健机械工人:热加工-1992-1274 铍青铜腐蚀防护吕临峰材料保护-1992-1075 铍青铜时效工艺的应用及简易真空时效设备李健电子工艺简讯-1992-576 铍青铜弹簧片的时效成形徐映玉金属热处理-1992-1077 铍青铜弹性元件的改坯工艺费树根航空精密制造技术-1991-278 铍青铜(QBeZ)超塑性预处理工艺的研究金涛赵敏金属科学与工艺-1991-279 铍青铜大插孔加工工艺李健电子工艺简讯-1991-1080 铍青铜簧片的硬态成型加工赵书文电视设备通讯-1991-181 铍青铜零件时效硬化的变形 Dunle.,F 戴文彤国外金属热处理-1990-282 铍青铜的时效探讨温驯朱宁娟通信与广播电视-1990-283 铍青铜材料的热处理汲翠兰长岭技术与经济-1990-184 微量元素圣铍青铜的影响汲翠兰长岭技术与经济-1990-185 铍青铜(QBe2)超塑变形中的空洞形成与晶粒重排... 金涛赵敏金属科学与工艺-1990-286 酒精裂解保护气体用于铍青铜热处理韩继城电子工艺简讯-1990-187 铍青铜热处理工艺试验张国辉通信技术与制造-1990-188 铍青铜淬火时效及校形韩继诚五金科技-1989-599 铍青铜弹性零件时效的晶界晶内特征及组织性能的实验研究陈绮伦宇航材料工艺-1989-6。
zqsn6-6-3锡青铜材料标准

ZQSN6-6-3锡青铜材料标准
本标准规定了ZQSN6-6-3锡青铜材料的化学成分、物理性能、力学性能、耐腐蚀性能、加工性能、无损检测、尺寸及形状、外观质量等方面的要求。
1.化学成分
ZQSN6-6-3锡青铜的化学成分应符合表1的规定。
表1 ZQSN6-6-3锡青铜化学成分(质量分数)
2.物理性能
ZQSN6-6-3锡青铜的物理性能应符合表2的规定。
表2 ZQSN6-6-3锡青铜物理性能
3.力学性能
ZQSN6-6-3锡青铜的力学性能应符合表3的规定。
表3 ZQSN6-6-3锡青铜力学性能
注:σb表示抗拉强度,σp表示屈服强度,δ表示伸长率,HBS表示布氏硬度。
4.耐腐蚀性能
ZQSN6-6-3锡青铜的耐腐蚀性能应符合表4的规定。
表4 ZQSN6-6-3锡青铜耐腐蚀性能
5.加工性能
ZQSN6-6-3锡青铜具有良好的加工性能,可采用常规加工方法进行加工。
6.无损检测
ZQSN6-6-3锡青铜的无损检测应符合表5的规定。
表5 ZQSN6-6-3锡青铜无损检测要求
7.尺寸及形状
ZQSN6-6-3锡青铜的尺寸及形状应符合设计图纸的要求。
8.外观质量
ZQSN6-6-3锡青铜的外观质量应符合表6的规定。
表6 ZQSN6-6-3锡青铜外观质量要求。
锡青铜偏析解决措施

锡青铜偏析解决措施摘要锡青铜是一种常用的铸造材料,在使用过程中可能会出现偏析现象。
偏析会导致材料性能下降,甚至引起零件失效。
本文对锡青铜偏析的原因进行了分析,并提出了解决措施,旨在帮助人们更好地理解和应对锡青铜偏析问题。
引言锡青铜是一种含锡量较高的铜合金,具有良好的耐磨性、耐蚀性和导热性能,广泛应用于汽车、船舶、机械等领域。
然而,在制造和使用过程中,锡青铜可能会出现偏析现象,导致组织不均匀,性能降低,甚至引起零件失效。
锡青铜偏析的原因组织不均匀锡青铜偏析的一个主要原因是材料内部的组织不均匀。
锡的质量相对较大,而铜的质量相对较小,容易在凝固过程中出现偏析现象。
随着凝固的进行,锡会优先凝固,而铜则会被排斥到液相中,导致组织中锡的含量变高,铜的含量变低。
温度梯度温度梯度也是导致锡青铜偏析的一个重要因素。
温度梯度会导致组织中的铜和锡发生浓度差异,进而引起偏析现象。
温度梯度的大小与铸件的形状、尺寸和冷却速度有关。
如果温度梯度较大,容易产生偏析现象。
成分不匹配锡青铜中铜和锡的含量不匹配也会导致偏析问题。
如果两种金属的含量比例不合适,就会在凝固过程中产生偏析现象。
一般来说,铜的含量过高会导致锡青铜铸件的外层过硬,内层过软;锡的含量过高则会导致铸件的外层过软,内层过硬。
解决措施为了解决锡青铜偏析问题,我们可以采取以下措施:1. 优化组织结构优化锡青铜的组织结构是解决偏析问题的关键措施之一。
可以通过改变凝固速度、控制冷却条件和选用合适的结晶核心来调节组织结构的均匀性。
此外,适当的热处理也可以改善锡青铜的组织结构,减少偏析现象。
2. 控制温度控制温度是避免锡青铜偏析的重要手段。
在铸造过程中,应尽量避免温度梯度过大,通过优化冷却系统和工艺流程,减小温度梯度,降低偏析的风险。
此外,合理选择铸件的形状和尺寸,也可以有效控制温度梯度,减少偏析的发生。
3. 调整成分配比在锡青铜的配方设计中,应根据实际需要合理调整铜和锡的含量比例,避免偏析问题。
QSn6.5-0.1(美国C51900、日本C5191)锡青铜
技术顾问:潘工电话:□1□5□8□0□1□8□5□9□9□1□4锡青铜QSn6.5-0.1合金牌号商虎铜业QSn6.5-0.1国家标准QSn6.5-0.1美国标准C51900日本标准C5191化学成分(重量百分比)Sn 6.0-7.0P0.1-0.25Cu余量杂质总和≤0.1物理性能(室温)导电率≥13.5%IACS电导率≥7.83MS/m热导率75W/(m.K)热膨胀系数17.210-6/K密度8.8g/cm3弹性模量118GPa比热容0.38J/(g.K)泊松比0.33—工艺性能冷加工性能优良切削性一般电镀性优良热镀锡性优良软钎焊性优良电阻焊良好典型用途广泛用于制造弹性元件、精密仪器仪表中的耐磨零件和抗磁零件,如导电性好的弹簧接触片或其他弹簧;航空工业中的各种高度表、升降速度表的弹簧、连杆等,精密仪器中的齿轮、电刷盒、接触器等。
机械性能状态抗拉强度(MPa)延伸率(A11.3,%)维氏硬度M O60350-420≥45≤120 Y4H01390-51035110-155 Y2H02490-61010150-190 Y H04590-6908180-230T H06635-720≥2200-240 TY H08≥690—≥210厚度公差厚度(mm)0.08-0.15>0.15-0.20>0.2-0.3>0.3-0.4>0.4-0.6>0.6-0.8公差(mm)±0.0025±0.004±0.005±0.0075±0.01±0.0125厚度(mm)>0.8-1.2>1.2-1.5>1.5-2.0>2.0-2.6>2.6-3.0>3.0-4.0公差(mm)±0.015±0.02±0.025±0.03±0.04±0.05宽度公差厚度(mm)>0.08-0.5>0.5-1.0>1.0-1.8>1.8-3.0>3.0-4.0宽度及公差(mm)≤50±0.05±0.08±0.1±0.2±0.3>50-100±0.075±0.1±0.15±0.2±0.3>100±0.1±0.15±0.2±0.3±0.5毛刺厚度(mm)边缘毛刺(mm),不大于≤0.500.02>0.50-1.00.04>1.0-2.00.05>2.0-4.00.1折弯性能状态最小弯曲内侧半径(mm)厚度/t:0.15-0.30mm厚度/t:0.30-1.0mm好方向坏方向好方向坏方向O600×t0×t0×t0×t H010×t0×t0×t0×t H020×t0×t0×t0×t H040×t0.5×t0×t 1.0×t H060×t 2.0×t 1.0×t 2.5×t H08 1.5×t 4.0×t 2.0×t 5.0×t表面粗糙度Ra(μm)≤0.3侧边弯曲度h(mm/m)•宽度(mm)厚度(mm)0.08-0.6>0.6-2.0>2.0-4.0≤9≤1.0≤1.0—>9-13≤1.0≤1.0—>13-25≤1.0≤1.0—>25-50≤1.5≤1.0—>50-100≤1.5≤1.5—>100-625≤1.5≤1.5—横向弯曲度宽度L(mm)≤50>50-200>200-625横向弯曲度h(mm),不0.01×L0.015×L0.02×L大于纵向平整度(蛇形)宽度(mm)≤100>100-625纵向平直度h(mm/m)≤3≤5扭曲度宽度(mm)≤30>30-100>100-625扭曲度(°)≤10≤5—翘曲度宽度(mm)≤100 >100-300 >300-625 翘曲度h(mm/m)≤50 ≤100 —上海商虎常备铜材规格:铜合金板材厚度(MM):0.5,0.6,0.7,0.8,1.0,1.5,2.0,2.5,3.0,3.5,4.0,4.5,5.0,6.0,6.5,7.0,7.5,8,9,10,12,14,15,16,18, 22,24,25,28,30,35,38,40,45,50,55,60,65,70,75,80,88,85,90至400厚。
QSn6.5-0.1锡磷青铜.doc

QSn6.5-0.1锡磷青铜QSn6.5-0.1概述:含有3%~14%锡的青铜,此外还常常加入磷、锌、铅等元素。
是人类应用最早的合金,至今已有约4000年的使用历史。
它耐蚀、耐磨,有较好的力学性能和工艺性能,并能很好地焊接和钎焊,冲击时不产生火花。
分为加工锡青铜和铸造锡青铜。
用于压力加工的锡青铜含锡量低于6%~7%,铸造锡青铜的含锡量为10%~14%。
常用牌号有QSn4-3,QSn4.4-2.5,QSn7-O.2,ZQSn10,ZQSn5-2-5,ZQSN6-6-3等。
锡青铜是铸造收缩率最小的有色金属合金,可用来生产形状复杂、轮廓清晰、气密性要求不高的铸件。
锡青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。
含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。
含铅锡青铜常用作耐磨零件和滑动轴承。
含锌锡青铜可作高气密性铸件。
QSn6.5-0.1特性:QSn6.5-0.1锡磷青铜有高的强度、弹性、耐磨性和抗磁性,在热态和冷态下压力加工性良好,对电火花有较高的抗燃性,可焊接和纤焊,可切削性良好,在大气、淡水中耐蚀。
QSn6.5-0.1用途:QSn6.5-0.1用于制作弹簧和导电性好的弹簧接触片,精密仪器中的耐磨零件和抗磁零件,如齿轮、电刷盒、振动片、接触器等。
锡青铜是铸造收缩率最小的有色金属合金,用来生产形状复杂、轮廓清晰、气密性要求不高的铸件,锡磷青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。
含磷锡青铜具有良好的力学性能,用作高精密工作母机的耐磨零件和弹性零件。
QSn6.5-0.1锡磷青铜主要特性及应用举例:QSn6.5-0.1锡磷青铜锡磷青铜QSn6.5-0.1主要特性及应用举例QSn6.5-0.1主要特性QSn6.5-0.1应用举例较高的强度、弹性、耐磨性和抗磁性,「精恒誉*************」在热态和冷态下压力加工性良好,对电为花有较高的抗燃性「精恒誉*************」,可焊接和钎焊,可切削性好,在大气和淡水中耐蚀制作弹簧和导电性好的弹簧接触片,「精恒誉*************」精密仪器中的耐磨零件和抗磁零件,如齿轮、电刷盒、振动片、接触器等「精恒誉*************」QSn6.5-0.1锡磷青铜化学成分:典型牌号锡磷青铜QSn6.5-0.1化学成分(%)(质量分数)Sn(锡)A l(铝)Fe(铁)P b(铅)S b(锑)Bi(铋)S i(硅)P(磷)Cu 杂质总和QSn6.5-0.16.0-7.<0.002<0.05<0.02<0.002<0.002<0.0020.10-0.25余量<0.1铜合金C5191物理特性C5191Y490-687≥5--锡磷青铜Y490-687≥5--QSn6.5-0.1物理特性:QSn6.5-0.1元素含量:牌号厚度范围锡含量磷含量铜含量日本美国德国C5191C51900CuSn60.1~0.8 6.0-7.00.1-0.25REM C5210C52100CuSn80.1~0.87.0-9.00.03-0.35REM QSn6.5-0.1力学性能:抗拉强度σb (MPa):≥470 伸长率δ5 (%):≥13 注:棒材的纵向室温拉伸力学性能试样尺寸:直径或对边距离5~12QSn6.5-0.1热处理规范:热加工温度750~770℃;退火温度600~650℃。
锡青铜中铜量的测定

锡青铜中铜量的测定刘卫平 王强中铝洛铜质量管理中心 河南洛阳 471039摘 要:采用硫代硫酸钠滴定方法,通过溶解试样试验和掩蔽剂选择试验进行锡青铜中铜量分析方法试验,方法快速准确简便。
关键词:锡青铜 铜测定 硫代硫酸钠锡青铜中铜量的分析方法在GB/T5121《铜及铜合金化学分析方法》第1部分 铜含量的测定方法一中采用《直接电解-原子吸收光谱法》。
该方法准确度高,较适合标样定值、实验室能力验证、实验室间水平比对等。
但在检测过程中需要检测设备电解器、贵重金属铂金电极以及原子吸收分光光度计的支持,检测过程需要6-8个小时、程序较繁琐、检测效率较低。
一般硫代硫酸钠滴定法测定黄铜中的铜具有快速简便的特点,但对锡青铜中较高含量锡存在时,铜量的分析常常出现结果偏低或不稳定现象。
原锡青铜中铜量的分析属于非分析项目,现由于公司锡青铜要求分析铜含量,因此需要一个快速准确的分析方法满足生产要求。
在常见的锡青铜中,主要成分包括锡、锌、铅、磷和铜等元素,锡含量在1.3~11%,铅含量在2~25%,锌含量在2~4%,磷含量在0.1~1%,铜元素为余量。
采用硝酸溶解试样,硫代硫酸钠滴定法测定锡青铜中铜时,常出现溶解的试料溶液浑浊、滴定终点回头、分析结果不稳定等现象。
针对这些问题,提出以下试验方法进行改进。
一、试验所用试剂和试验方法1试剂1.1 氟化氢铵(固体)。
1.2 氢氟酸(ρ1.13g/ml)。
1.3 硝酸 (1+1)。
1.4 氨水 (1+1)。
1.5 乙酸 (1+4)。
1.6 碘化钾溶液 (200g/L)。
1.7 硫氰酸钾溶液 (200g/L)。
1.8 淀粉溶液 (10g/L):称取10g可溶性淀粉,加入40ml水搅匀,将其倒入1L沸水中煮沸,冷却。
1.9 硫代硫酸钠标准滴定溶液 [C(Na2S2O3·5H2O)=0.1000mol/L]。
2试验方法2.1 称取锡青铜样品0.3000g置于250 ml高型烧杯中,加入8 ml硝酸(1.3) 6~8 d氢氟酸(1.2)。
精品】中级冲压工技能鉴定理论复习题及其答案
精品】中级冲压工技能鉴定理论复习题及其答案.docx1.金丰0CP-160T冲床的电机启动延时时间是10秒。
2.半硬态的锡青铜带QSn6.5-0.1-Y2的抗拉强度和延伸率应为440~569N/mm2和10%。
3.用Cr12制作的凸模淬火后需进行中温回火才能使用。
4.如果冲床发生连冲现象,应立即切断电源。
5.形位公差符号“◎”表示同轴度。
6.如果发现机床漏电,应立即切断电源。
7.凸轮机构的压力随凸轮基圆半径的增大而减小。
8.为了保证机床和模具正常工作,模具的压力中心和冲床的压力中心应该重合。
9.冲裁模合理间隙的选择原则是,当冲裁件的断面质量要求很高时,在间隙允许范围内应该选择较小的间隙。
10.冲床是机械压力机的俗称。
11.冲孔间隙应取在凹模上。
12.在模具零件组装时,若发现配合不良,首先应该与工作图纸对比形状尺寸。
13.冲床连杆长度的调节量是闭合高度调节量。
14.弯曲U件时,凸凹模具间隙越大,回弹角越大。
15.硬态的锡青铜带QSn6.5-0.1-Y的抗拉强度和延伸率应为2667N/mm2和10%。
16.冲孔的毛刺单边可能出现的原因是冲头和下模偏心。
17.冲床的大飞轮的主要作用是积蓄动能。
18.多工位级进模适合于冲件尺寸较小。
19.落料尺寸的大小是由凹模孔径决定的。
为准确度参照点,应该在制作模具时(B)。
A加大公差B进行补偿C缩小公差D不做处理89、冲压过程中,材料的变形主要是(A)。
A塑性变形B弹性变形C破裂D疲劳90、冲裁模的凹模和凸模间隙过大会导致下列哪种问题(C)。
A冲裁力过大B冲裁力过小C冲裁件尺寸不准确D无法确定91、下列哪个因素不会影响冲压件的尺寸精度(C)。
A模具精度B材料厚度C冲裁力大小D冲裁速度92、下列哪种材料不适合用于冲压生产(B)。
A铝合金B铸铁C不锈钢D镀锌板93、在冲压生产中,下列哪种工艺不属于成形工艺(B)。
A拉伸B剪切C冲裁D压铸94、下列哪种材料适合用于冲压生产复杂形状的零件(A)。
离心铸造锡青铜的质量控制

离心铸造锡青铜的质量控制离心铸造锡青铜的质量控制金堆城钼业公司机电修配厂(陕西华县714102)贺国强朱凌云由于锡青铜在液态下易吸收还原性气体,在冷却时析出而形成气孔.因此,采用砂型铸造的方法生产锡青铜铸件时,常因金属液中含气过多造成大量气孔,致使铸件报废.采用普通消除铸件中气孔的方法,很难达到满意程度.因此,如何消除锡青铜铸件中的气孔,具有十分重要的意义.本文对锡青铜在离心铸造中的质量控制进行了初步总结. 1.试验条件及方法用J514BI型卧式离用燃料反射炉熔炼铜液,心铸造机,材料为ZCuSnlOPb5,试验铸件为外径 ~230mm,内径170mm,高250mm的铜套(见图1),对比试样为用同包铜液在砂型内冒口补缩作用下凝固的相同尺寸的铜套(见图2). 图1锡青铜铜套图2铜套的砂型铸造工艺图2.试验结果(1)铜套表面都有气孔.(2)离心铸造铜套表面气孔少于砂型铸造铜套表面气孔.3.分析及讨论由于离心铸造外模为金属型,无透气性,当铜液进入离心外模后,铸型的气体或涂料产生的气体受热,体积骤然膨胀未能及时排出,当铜液凝固收缩和外模受热膨胀而在铜液外模间形成表面气孔.铜液浇人铸型后,浇注过程中的紊流旋涡会卷人大量的气体.铜液中卷入或析出的气体在离心力场中应向内表面浮动,气体上浮的速度可以用下式近似计算::(IDl—ID2)d2cUr/18rl 式中——气泡上浮速度,m/s祝lff2:A(热拯I2002年第8期——气泡直径,mmP,——气体密度,kg/mP2——铜液密度,kg/mcU——金属液旋转角速度,rad/s r——旋转半径,mm77——铜液的动力粘度,Pa?s铜液浇到金属外模由于金属外模的激冷作用,后立即冷却,处于半凝固状态,此时已开始凝固的铜液粘度r/急剧增大,由上式可知,在其他条件不变的情况下,气泡上浮速度急剧减小,即气泡上浮阻力急剧增大,致使铜液中的气泡无法上浮到表面被排出,从而形成表面气孔.针对上述分析,主要是金属型外模的无透气性和激冷性造成的.为了补偿这一点,在金属型外模上钻排气孔,孔径为5mn,孔间距为50mm,然后用粘土砂填塞排气孔,这样使铸型的气体或涂料产生的气体及铜液外表面的气体能畅通排出型外. 经试生产,得到了质量比较高的铜套,达到了令人满意的效果.另外,值得注意的是:由于连续浇注,时间间隔短,金属外模温度过高,通气不良, 铜套内表面有气孔出现.用水冷却,将金属外模温度降低至150,250?,刷上涂料,直至外模温度降低到60,80?时,再继续浇注,气孔便消失了. 另外,适当增加铸型的转速,尽量减少金属液溶解气体的含量,也是减少锡青铜铸件产生气孔的有效措施.在砂型铸造中,由于砂型的烘干质量,型砂粒度难以控制,以及砂芯中的排气孔在浇注时易钻人铜液,导致排气不畅等原因,使砂型铸造比离心铸造的气孔多,且不易消除.4.结语(1)离心铸造铜套不用砂芯和冒口,既简化了工艺过程,提高了工艺出品率,又降低了成本,优于砂型铸造.(2)排气孔的设置,有效地防止了铜套外表面气孔的产生.(3)连续浇注时,降低金属外模温度,能有效消除铜套内表面气孔.(20020419) ?59?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QSn6.5—0.1锡青铜带的生产和质量分析
刘斌,陈小祝(广州铜材厂有限公司)
一、前言
QSn6.5—0.1锡青铜带具有较优良的机械性能和良好的耐磨、耐低温、和耐蚀性。
被广泛用于电子、电器接插件、仪器仪表和通讯等工业,市场容量极大。
广铜
公司自一九九九年完成企业搬迁与技术升级改造后,开始试生产这一高性能高附加值的新产品,并通过不断改进和完善工艺技术与质量控制,使这一产品最终形成了批量生产。
在这里,仅就我公司的QSn6.5—0.1锡青铜带产品的生产工艺和对质量问题的分析等作简要的介绍和交流。
二、QSn6.5—0.1锡青铜特性和该产品的技术要求
2.1QSn6.5—0.1锡青铜带产品的技术要求
2.1.1化学成份(表一)
锡青铜化学成分(GB/T5233—2001)
化学成分.%重量)
牌号元素
SnAlMnzTlFePbNiAs甄PCu杂质总和
Q6n6.5最小值6.Oo.1一
余量
—0.I最大值7.00.0020.30.晒0.02O.2O25012.1.2力学性能与代表性规格(表二)
状态抗拉强度值(N/ram2)延伸率(%)硬度(HV)代表性规格,厚度(mm)Y2520—580≥25160—180O.30
Y630—680≥17190一210O.20
TY≥650≥5210—230O.20
SY≥220O.15
2.1.3表面质量及其它:一般要求表面光洁、无压坑、划伤、起皮、波浪、气孔、斑痕和变色等缺陷。
在华南地区的用户中,还特别强调材料的弹性和折弯性要好、不・-——70・——
能有辊纹、抛光纹等。
2.2QSn65—01锡青铜的特性
22.1锡青铜属二元合金,固液相间隔很大,且锡在铜中的扩散极慢,在凝固时易产生严重的晶内(枝晶)偏析;
22.2铸态下形成的晶内偏析和少量的6一相,在经过高温长时间的均匀化退火(如650。
C/7.5h以上)以及反复压力加工后才能消除。
经均匀化处理后的合金,其塑性有较大的提高;
2.2.3磷提高锡青铜的工艺性能和力学性能,也是有效的脱氧剂,能改善锡青铜的流动性,但电加大铸锭的逆偏析。
因三元共晶的存在能引起合金的热脆性,磷的含量不应超过05%。
抗磁用的锡青铜中Fe含量不能大于0.02%;
22.4冷加工的锡青铜在200—260%度退火1—2小时后,可提高其强度、弹性极限,并改善弹性的稳定性。
三、QSn6.5—0.1锡青铜带工艺流程与技术参数简述
31基本生产工艺流程
配料一熔炼一取样分析一水平连铸一在线铣面一成卷一均匀化退火一冷开坯一退火一轧制一低温退火一表面处理一成品、检验、剪切与包装。
3.2主要技术参数与操作要求
3.2.1熔铸工艺
1)主要技术参数:采用水平连铸方法双流生产440或340mm宽的QSn6.5—0.1锡青铜带坯,带坯原始厚度16mm,在线双面铣削,单面最大铣削量为1.5mm,两带坯中心线间距为600mm,卷材内径500~800mm,外径小于1600ram,最大卷重4000kg。
引拉参数:铸温1200~1220“(2,拉13mm,停2.81—3.1s,退2mm。
2)操作要求:
A)严格执行工艺操作制度,避免人为因素造成的质量问题;
B)控制主成分cu,sn,P含量的波动范围,稳定产品的质量;
C)做好铜水的覆盖,在保温炉扒渣后采用经烘干后的木炭覆盖,覆层不得少于lOem:
D)熔炼炉过铜水前必须扒渣,保温炉每过两炉铜水扒渣一次;
E)为保证铜水液面稳定,减少冲击和保证铜水静压力,要求熔炼炉的铜水应分两次过;
F)每班最少一次用快速热电偶校对自动测温装置,及时做出温度修正;
G)确保足够的一次冷却水压力,二次冷却水须上下平衡;
H)带坯表面铣削厚度单面不小于0.80mm,以保证表层偏析的消除。
3.2.2加工工艺
一71—
I)主要技术参数:铸坯均匀化退火后,经开坯和中轧轧制后的厚度分别为3.5mm,1.5mm,退火温度分550,510,480℃三档,TY、Y、Y2状态的成品加工率控制在21~45%之间;
2)操作要求:
A)先要做好每道工序的工艺卫生工作;
B)严格执行工艺制度,合理控制轧制时的前后张力和弯辊力,既保证板型又要防止退火时的粘片;
C)成品起货时采用抛光轧辊;
D)成品经低温退火后进行表面处理。
四、生产过程的质量问题与处理
目前QSn6.5—0.1锡青铜带的生产工艺已趋稳定,但要生产出更优品质的产品,仍须工艺先行,从理论和实践上解决生产中出现的各种问题。
如:熔铸表面或边部的裂纹、加工时的起皮、白线条纹、表面绿色线条、以及性能不合格、表面纹粗、板型不良等。
在我们的生产过程中也曾反复出现上述一些问题,在此简要介绍如下:
1)裂纹问题。
在QSn6.5—0.1锡青铜带生产中,较易产生边部裂纹和表面裂纹。
产生裂纹的原因除该合金本身凝固结晶温度区间大、合金元素扩散速度慢,易产生严重的枝晶偏析和锡的反偏析原因外,还需在铸造工艺上结合设备实际情况制定适宜的工艺参数。
在我公司的水平连铸线上现使用的是“wertli“式结晶器,结晶器长度较长(290mm),凝固过程的固液相区偏后,在拉一停一反推过程中产生的二次结晶区较明显,更易形成偏析。
在实际生产中我们将铸温提高约20度,减少边部区域的回水,可使结晶时固液相区前移,较好地解决了边裂问题,同时还有利于铸坯脱模、降低机械应力,延长结晶器寿命。
2)气孔问题。
气孔的产生与合金凝固过程的吸气和金属液内部的化学反应等有关。
要减少气孔,最有效的办法是利用烘干的木炭覆盖好铜水,同时保持流槽干燥和保证铜液的静压力,以及控制好水压和减慢浇铸速度,均可减少气孔的产生。
3)表面绿色线条。
该现象的产生,在《铜加工》期刊上均有阐述。
事实上,我们注意到绿线条的产生还与结晶器结构上的缺陷有一定关系。
如结晶器本体表面粗糙或石墨塞突起而造成带坯表面带状的凹槽不平处,锡含量有明显的差异,在后期的加工过程中可观察到绿色线条的出现。
因此采用平整光洁的结晶器以及提高结晶器本体的安装精度也不能忽视。
4)表面白色条纹。
在oSn6.5—0.1锡青铜带产品中,该条纹较易发生,也没有什么规律性。
观察表明,这种白色条纹应与铸坯的表层质量有较大关系。
在黄铜中同样出现。
通过实践找出最合适的铸造温度、引锭速度、冷却强度与拉铸曲线,一72—
将有利于生产内部和表面质量均优良的铸坯,以减少白线条的产生。
5)力学性能问题。
在试生产过程中,也曾走过一些弯路,主要是不了解顾客对产品的用途与标准,而且产品性能标准控制的范围过大。
目前按上表二中的性能值范围生产,已基本满足大多数顾客的使用要求。
6)表面纹粗问题。
珠江三角洲地区外资企业的最终产品一般销往欧美国家,对所进的原材料有较高的要求。
对Qsn6.5一ol锡青铜带有高精要求的产品生产过程中,经过一系列的工艺改进和设备的填平补齐,包括:成品起货的轧辊经磨削抛光、表面处理机列的上马并根据使用中存在的问题对其抛光辊结构与抛光刷材质进行了改进。
既满足了使用要求也提升了产品的外观质量。
五、结束语
QSn6.5—0.1锡青铜带在广铜公司的生产时间不长,在工艺完善和产品质量的提高与稳定方面仍需做大量工作。
在今后的实践中,主要着重解决好:1)提高QSn6.5—0.1锡青铜铸坯的质量是生产高质量锡青铜带产品的关键,而要提高铸坯质量必须在铸造机理上进行深入的研究和探讨;
2)对QSn6.5—0.1锡青铜带的加工工艺进行优化,合理利用设备能力和材料的良好加工性能,尽量缩短加工流程,降低生产成本;
3)完善配套oSn6.5—0.1锡青铜带生产线,进一步提高产品质量,增强市场的竞争力。