工厂菜单操作方法
液晶显示器工厂模式
如何进入液晶显示器工厂模式时间:2010-11-19 17:05来源:未知作者:飞鸟恋鱼点击:152次进入工厂模式有什么作用?进去后能干什么?你进入过工厂模式吗?1、液晶显示器工厂模式简介1)什么是工厂模式和用户模式现在的显示器大多数采用菜单方式对个别参数进行调节。
用户对上述参数进行调解时的操作模式称为用户模式。
在液晶显示器出厂时,存进入工厂模式有什么作用?进去后能干什么?你进入过工厂模式吗?1、液晶显示器工厂模式简介1)什么是工厂模式和用户模式现在的显示器大多数采用菜单方式对个别参数进行调节。
用户对上述参数进行调解时的操作模式称为‘用户模式’。
在液晶显示器出厂时,存储器内已经存储了“用户模式”的最佳调节参数和一些特殊的参数,特殊参数只有通过特殊方式才能调出,这种只能用特殊方法才能调出参数的模式称为“工厂模式”或“维修模式”。
2)为什么要进入工厂模式有时用户在偶然情况下调出了工厂模式并出于好奇进行了调节,退出后又不知如何进入,使液晶显示器状态发生了变化,用“用户模式”又无法恢复,这时,就需要重新进入“工厂模式”。
在计算机工作过程中,如果周围环境存在较强电磁干扰或信号线太长造成信号在传输过程中衰减过大,这时接收端收到信号就可能发生错误。
当错误率很低或只有个别数据位发生错误时,系统没有检测出来,信号就可能被接受下来,并进行存储,造成液晶显示器在使用过程中亮度、对比度突然减小或颜色突然变乱等无法调整的故障。
这时,也需要进入“工厂模式”进行调整,使其恢复正常数值,但有时进入工厂模式也无法调整,此时只能重写存储器中的内容,同时还要使用专门的编程器进行读写,或更换相同的存储器。
另外,液晶显示器工厂模式中存储着诸如LCD累计使用时间或出场日期,甚至液晶面板类型等重要参数,所以进入工厂模式查看一些相关信息也是验证LCD是否是新品的重要方法,同时也为购买二手液晶显示器的朋友提供了重要的参考价值,因为使用时间越短越值得购买。
tcl乐华进入法
TCL乐华新机型大全进入工厂调试方法2113T调试说明概述:2113T机芯是我公司用于21英寸电视机的IIC总线控制机芯,使用三洋LA76810B单片电视机处理芯片,和三洋CPU(TCL-A01V01-A)。
由于采用IIC总线结构,多数指标的调试可通过遥控器或预先设定完成。
需要调试的部件有四个,分别是IF VCO中周、VR801、高压包上的SCREEN旋钮和FOCUS旋钮。
调试方法:本机操作菜单有二种模式:用户模式和工厂模式。
前者为用户操作而设;后者专为工厂生产或维修调试使用。
为方便调试、提高效率。
本机遥控器特设了两个快捷键:T1键(在T1状态下,无信号不关机,无蓝屏,只有雪花点)和工厂模式键。
注:本机按一下遥控器T1键进入“T1”状态,在该状态下,无信号不关机,并且无蓝屏(生产线老化时可采用该状态),再按一下T1键,进入“BUS OPEN”状态,即本机IIC BUS状态关闭,用于白平衡调整。
2165H4调试说明概述:UOC LEADER机芯是采用PHILIPS公司的超级单片TDA9370设计而成。
(TDA9370集成了MCU与TV PROCESSER)调试方法:进入工厂调整模式的方法:按遥控器上的“D-MODE”键;或把VOLUME减到0后再按住主机面板上的“VOLUME-”键,同时按三下“0”键。
退出工厂模式的方法:按“显示”即可。
25V1、N25K1、N25K2、N25K3、25B2/S22、29A1、29V1、S29K1、29B1/S22、S29B2/S22 调试说明34V1、S34A1、S34A1、AT34266B/S概述:以上机型是我公司采用了东芝TMPA8829CPN超级单片电视处理芯片开发的机型。
TMPA8829CPN21N1芯片是东芝公司开发的第一代超级单片,功能强大,线路非常简洁,PCB 排版紧凑,并且实现了VCO无调整化。
机芯采用I2C总线控制,调试工作可以通过遥控器来完成,白平衡调整可以使用自动调试仪器。
V59 设置操作方法

V59工厂设置进入与设置方法:请严格按照以下说明操作,
用遥控按:菜单→2580→参数设置(setting)按确认键进入
【花屏】
1:如果屏幕出现花/水彩画的现象就调这项:菜单→2580→参数设置(按确认键进入)→屏参设置→BIT MODE-----TI_MODE_6BIT/TI_MODE_8BIT(按左右键选择位8/6位转换)
2:如果如果调了上面那项还不行就调下这项:菜单→2580→参数设置(按确认键进入)→屏参设置→TIMODE______________开/关(按左右键转换)
【图像发虚】
如果图像字体出现锯齿状/发虚就调这项:菜单→2580→参数设置(按确认键进入)屏参设置→SWAP______________开/关(按左右键转换)注意此项只对高清屏有效!
【做开机画面,开机LOGO】
1:菜单→2580→参数设置(按确认键进入)→开机LOGO(先打开这项-按左右键选择)2:→首先把要的LOGO图片放进U盘→转换到多媒体播放图片→找到他要的图片→按播放键→再按[显示/显示信息]键
3:→在下方图标中找到[抓图]并保存即可
【恢复工厂设置】(Factory RestoreD)
菜单→2580→参数设置(按确认键进入)→Factory RestoreD(按确认键选择)
【打开酒店模式】
1:菜单→2580→参数设置(按确认键进入)→酒店模式→选择打开
2:就可以在菜单里设置一些酒店的功能了,密码是:1111,进入后就可以控制最大声/按键锁/默认通道等
【其他改开机模式和烤机模式】
菜单→2580→参数设置(按确认键进入)在这里可以设置。
液晶电视机进入工厂模式方法

液晶电视机进入工厂模式方法当液晶电视机更换主板后,出现画屏的现象时,需要进入工厂模式调整液晶电视:HDLT26V8 .HDLT32A800 .HDLT37V70 .HDLT42A800. HDLT46V70. HDLT55V6. 遥控器A60型号主板:MST6M181V20-B:主板进入工厂模式1、遥控器上面的“菜单键”2、遥控器上面的数字键“2580”3、幕上面出现中文菜单.选择“参数设置”按确定键.翻页4、择'屏参设置”按确定键.翻页5、果画面有问题选择“Pa nelTIMOde TI_8BIT_MODE 调整6、体有问题选择“PanelDualport 开/关7、菜单键退出,然后用遥控器关机,关机后再开机重新启动即可。
如不行请重新操作主板:MST6M481V20 :主板进入工厂模式1、控器上面的“菜单键”2、遥控器上面的数字键“2580”3、幕上面出现英文菜单.选择“SPECIAL_SET”按确定键.翻页4、择'Panel_setting”按确定键.翻页5、果画面有问题选择“PanelTIMOde TI_8B IT_MODE 调整6、体有问题选择“PanelDualport off/on7、菜单键退出,然后用遥控器关机,关机后再开机重新启动即可。
如不行请重新操作LED:3D液晶电视:主板:MS6M182:机型:HDLT55V8 遥控器A60型号1、遥控器上面的“菜单键”2、遥控器上面的数字键“1147”3、幕上面出现中文菜单.选择“通用设置”按确定键.翻页4、择“LVDS_Map” 调整画面5、菜单键退出,然后用遥控器关机,关机后再开机重新启动即可。
如不行请重新操作A、3D画面.要按菜单键选择3D模式_3D关.按确定键进入菜单画面.选择左右格式b、3D左右画面切换——要切换程式.左右模式LED:液晶电视:LED26V8.LED32HD100.LED42HD100.主板型号:LAM181_C3_C4_C5_B4_H2 遥控器A60型号1、按遥控器上面的“菜单键”2、按遥控器上面的数字键“1147”3、屏幕上面出现中文菜单.选择“特殊设置”按确定键.翻页4、.如果画面有问题选择“LVDS_Map” 调整5、如果字体有问题选择“LVDS Swap port OFF/ON 调整6、按菜单键退出,然后用遥控器关机,关机后再开机重新启动即可。
进入工厂菜单调屏参_清E2PROM操作说明书_3_
进入工厂菜单调屏参,清E2PROM操作说明书
一、 怎么进入工厂调节屏参:
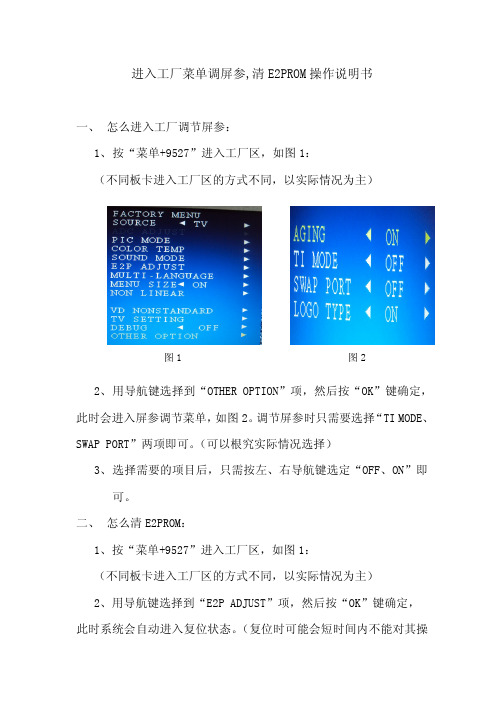
1、按“菜单+9527”进入工厂区,如图1:
(不同板卡进入工厂区的方式不同,以实际情况为主)
图1 图2
2、用导航键选择到“OTHER OPTION”项,然后按“OK”键确定,此时会进入屏参调节菜单,如图2。
调节屏参时只需要选择“TI MODE、SWAP PORT”两项即可。
(可以根究实际情况选择)
3、选择需要的项目后,只需按左、右导航键选定“OFF、ON”即
可。
二、 怎么清E2PROM:
1、按“菜单+9527”进入工厂区,如图1:
(不同板卡进入工厂区的方式不同,以实际情况为主)
2、用导航键选择到“E2P ADJUST”项,然后按“OK”键确定, 此时系统会自动进入复位状态。
(复位时可能会短时间内不能对其操
作,请稍等!复位时可能需要15秒左右,请您不要在此时断电,以免会出现不开机、未复原等异常现象。
3、在复位完成后,将AC电源断电,待板卡的遥控指示灯完全熄灭后,再接入AC电源,然后再开机。
注:有些板卡在复位后会自动开机,有些板卡会复位后待机,此都是正常现象;。
各种显示器恢复出厂设置进入工程模式调整方法

各种显示器恢复出厂设置进入工程模式调整方法显示器的隐藏菜单是专门针对显示器技术服务人员提供的高级调节模式。
调整隐藏菜单等于调整出厂设置。
换句话说,调节隐藏菜单里的内容就是在调节出厂设置,万一调坏了可没有恢复的办法。
另外,隐藏菜单中有好多设置如果调节不当会严重影响显示器的寿命,所以不建议大家进入隐藏菜单。
当然,对于经验丰富的老鸟来说,大可以利用这些调节选项将自己的显示器调节到几近完美的状态。
电脑城里,很多商家都承接显示器的维修,而很多网友因显示模糊,色彩不正,亮度不足拿去维修时,往往被告知需要更换高压包.其实这只是某些商家收钱的借口而已~!自己同样可以通过进入显示器的工厂模式对相关的选项进行调整而解决~!在工厂模式里,一般都有聚焦度,亮度,色彩等超大范围的调节~!常见显示器进入工厂模式的设置方法(一)(摘录的)1.TCL显示器1)M1502显示器面板按键:“-”,“+”,“←”,“→”,电源开关“◎”。
工厂模式:首先关闭显示器电源开关,再同时按住“-“与”→”不松手,打开显示器电源开关,当显示器屏幕出现图像时松开手,这时即进入工厂模式,屏显OSD菜单里多出红色的“FAC”字母。
不过,对于这款显示器,工厂模式与用户模式功能基本相同,没有特别功能。
2)ML520液晶显示器面板按键:“+”,“-”,“MENU”,电源开关。
工厂模式:首先关闭显示器电源,再按住“MENU”键不松手,接着打开显示器的电源开关,等屏幕上出现图像内容时松开手,这时就进入显示器的工厂模式状态。
3)M1737显示器面板按键:“←”,“→”,“-”,“+”,和电源开关键“◎”(轻触开关)。
工厂模式进入方式:首先关闭显示器电源,再按下“◎”后,马上按一下“+”即松开,这时显示器出现图像后已经进入工厂模式。
其工厂模式中有副亮度和副对比度调整,还有老化开关设置等,比用户模式多出好多项调整内容。
4)M1702显示器面板按键:电源开关和单键飞梭。
格式化工厂使用方法
格式化工厂使用方法
步骤一:打开格式化工厂软件。
首先需要打开格式化工厂软件,这可以通过桌面快捷方式或在开始菜
单中找到。
步骤二:导入需要格式化的文档。
点击“添加文件”按钮,选择需要格式化的文件,选择好之后,文件
就被加入到了格式化工厂中。
步骤三:选择需要修改的格式。
在“格式”栏中,根据需要选择需要修改的格式。
如需要将文本字号
改为14号,可以选择“字体”,“字号”,将原来的字号数值改为14即可。
步骤四:设置格式化。
在所选的格式栏中进行详细的格式调整,如根据需要设置字体、字号、颜色、对齐方式、缩进等选项。
当然,如果没有特殊要求,可以选择默认
设置。
步骤五:批量格式化文档。
步骤六:查看格式化效果。
在保存修改后的文档后,需要再次检查格式化是否符合预期。
如果有
错误或需要再次修改,可以回到格式化工厂进行调整。
总结:格式化工厂是一款非常实用的文档格式调整工具,可以帮助文
档生产者更快捷、更准确地进行文档排版。
使用方法简单易上手,有了它,我们可以更加轻松地完成高质量的文档制作。
创维彩电进入与退出工厂模式方法的汇总

创维彩电进入与退出工厂模式方法的汇总创维彩电进入与退出工厂模式方法的汇总一. D系列5D01机芯:进入:在遥控器屏显键的正下方,加装一个按键(SERVICE键),按该键即可进入工厂模式。
退出:按遥控器上的TV/AV键即可。
5D20机芯:进入: 1、按遥控器上的“工厂键”(电脑键的正上方安一按键),进入工厂调试模式;2、按“菜单键”直到进入SERVICE FACTORY调整菜单;3、按“频道+/-”键选择想要进行初始化的项目;4、按“音量+/-”键执行初始化操作。
退出:按“工厂键”即可退出调试菜单。
5D25/5D26机芯:进入:同时按住面板上的“频道+/—”键再开机即可,“菜单”键翻页退出:交流关机即可5D28机芯:进入:(1)、按多位键“-/--”使屏幕出现“口口口”,百位数字设为2,其它两位不管。
(2)、按“菜单”键,进入声音菜单,选中“重低音”一项。
(3)、输入密码6879进入。
进入调整项的快捷方式:按“1"键,调TDA1316的白平衡;按“2”键调OSD;按“3”键调EEPROM的数据;按“4”键调CPU的旋转设定;按“5”键调DPTV1;按“6”键调DPTV2;按“7”键调DPTV;按“8”键调TDA1316;按“9"键调TDA9859;按“0”键调TDA9112。
退出:按“待机”键退出5D30机芯:进入:按遥控器上的“屏显键”使屏幕右上角出现OSD字符显示;同时按下机器面板上的“频道+”和“视频键”进入维修菜单。
“菜单”键翻页退出:按“屏显键”即可退出。
5D60/5D66机芯:进入: 1、按遥控器上多位键“-/--”使屏幕显示“---”字样;2、同时按住机器面析上的“菜单键”、“待机键”不松手,再连续按遥控器上的数字键“7”使屏幕显示“777”字样;此时屏幕下方会出现软件设置日期“------”;3、按遥控器上的“菜单健”,再按“频道+”键就进入工厂模式,按“频道+/-”选择项目,按“音量+/-”改变参数,设置结束后,按“静音键”使项目旁边的“+”号消失(重新同置时项目旁边会出现“+”号),说明已经存储。
乐华各机芯进入工厂菜单方法

乐华各机芯进入工厂菜单方法序号规格机型机芯进入工厂模式方法1 29寸29V08 CL-PH73进入图像菜单,按节目+-键,选择对比度项,按数字键输入9735,即可进入工厂菜单2 29寸29V19 CL-PH73按本机音量键-,将音量减到0不放手,然后在2秒内按遥控器的\"0\"键三下即进入工厂模式3 29寸29V19P、29V28P CL-PH73D4 21-25寸N21V19、21V19、21V20S、25V19、N25V19、21V18BCS-PH735 21-25寸HD21V19SP、21V20UP、HD25V18PBCS-PH73D6 21寸21V08S CS-PH73进入图像菜单,按节目+-键,选择对比度项,按数字键输入9735,即可进入工厂菜单7 29寸29V2P GU21按本机音量键-,将音量减到0不放手,然后在2秒内按遥控器的\"0\"键三下即进入工厂模式8 21寸HD21V18SP、HD25V18P HY11用户音量值为0,打开用户菜单,将光标停在“图像”菜单“对比度”项目上,在3 秒内按序输入密码9735,进入工厂模式9 29寸HD29V18SP、HD29V19SP HY801028-32寸HD28V18D、HD29V18SD、HD32V 18SDIV221121HD21V08SP、HD21V18SB、HD25MS在开机状态,将音量调到0,然后打开主菜单,将光标停在-2 5寸V18PD 12 图像菜单对比度项上,3秒内按循序输入密码9735,进入工厂模式,屏幕左下角显示字母“P”;并将该状态记忆在NVM 。
进入P 模式后,按遥控器上的“3”键进入工厂设置菜单,选择“FACTORY HOTKEY” 后面设置,改为”ON”,按工厂快捷键(Q 款遥控器最下面一行的中间按键)可进入或退出P模式。
退出工厂P 模式方法:在P 模式下,按遥控器数字3 键进入出厂初始化操作项,进- 5 -行初始化操作可退出P 模式1229-34寸29A2P、29A3P、29V88P、29G6PB、29V12P、29V16P、32V6P、34A3PMS211:按住面板“音量减”将音量减到0,按住不放,同时在3秒钟内连按遥控器上的“0”键三次,即可进入工厂菜单。
1进入退出工厂模式的方法
1.进入/退出工厂模式的方法(1)进入方法按音量键直至音量减到0,同时按下遥控器的屏显键即可进入工厂模式。
在工厂菜单根目录下,按右键或菜单键进入下一页。
(2)退出方法按屏显键即可退出工厂菜单。
2.进入/退出老化模式的方法首先,把用户菜单→高级→菜单设置→菜单定时改为“关”;然后使音量减到0,同时按下遥控器的交替键即可进入老化模式。
按遥控器上的电源键,进入待机,再按电源键开机,即可退出老化模式。
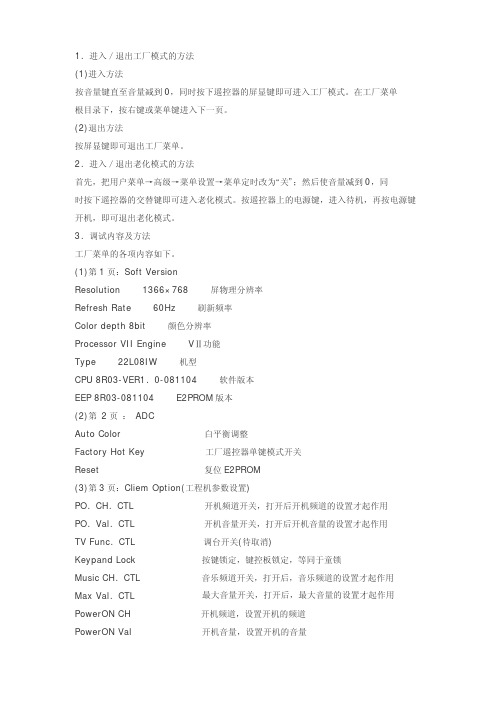
3.调试内容及方法工厂菜单的各项内容如下。
(1)第1页:Soft VersionResolution 1366×768 屏物理分辨率Refresh Rate 60Hz 刷新频率Color depth 8bit 颜色分辨率Processor VII Engine VⅡ功能Type 22L08IW 机型CPU 8R03-VER1.0-081104 软件版本EEP 8R03-081104 E2PROM版本(2)第2页: ADCAuto Color 白平衡调整Factory Hot Key 工厂遥控器单键模式开关Reset 复位E2PROM(3)第3页:Cliem Option(工程机参数设置)PO.CH.CTL 开机频道开关,打开后开机频道的设置才起作用PO.Val.CTL 开机音量开关,打开后开机音量的设置才起作用TV Func.CTL 调台开关(待取消)Keypand Lock 按键锁定,键控板锁定,等同于童锁Music CH.CTL 音乐频道开关,打开后,音乐频道的设置才起作用Max Val.CTL 最大音量开关,打开后,最大音量的设置才起作用PowerON CH 开机频道,设置开机的频道PowerON Val 开机音量,设置开机的音量Max Val 最大音量Music CH.1 音乐频道1Music CH.2 音乐频道2Music CH.3 音乐频道3Tv c.s.SWITCH TV支持的彩色制式,默认用0(0:NTSC PAL、1:NTSCPAL SECAM、2:NTSC PAL SECAM自动)av c.s.swiych AV支持的彩色制式,默认用0(0:NTSC PAL、自动;1:NTSC PAL SECAM自动)Srcsel mode 默认mode2 (长压切换键如果切换通道,mode1所有通道间循环,mode 2 TV、AVL、AV2之间循环)Chcopy read 克隆遥控器的读操作,用来将主板上的频道等数据复制到克隆遥控器Chcopy Write 克隆遥控器的写操作,用来将克隆遥控上的数据复制到主板Sleep Time 无操作自动待机功能,共有关、120MIN、240MIN 3种选项。
工厂菜单操作说明
工控板工厂菜单操作说明
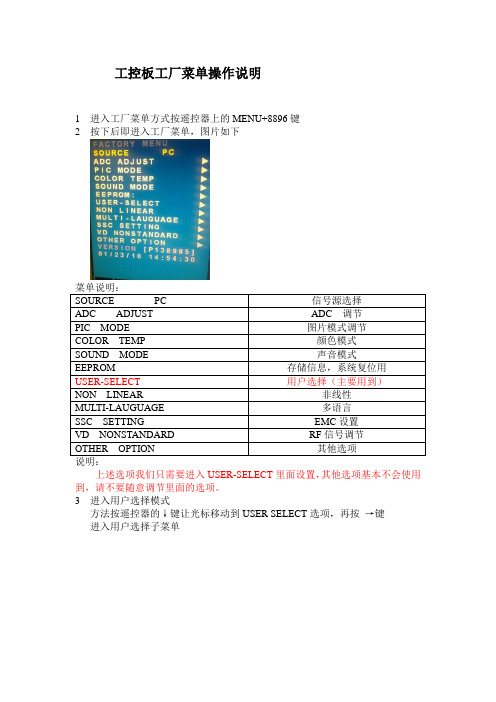
1进入工厂菜单方式按遥控器上的MENU+8896键
2按下后即进入工厂菜单,图片如下
上述选项我们只需要进入USER-SELECT里面设置,其他选项基本不会使用到,请不要随意调节里面的选项。
3进入用户选择模式
方法按遥控器的↓键让光标移动到USER SELECT选项,再按→键
进入用户选择子菜单
说明:
BACKLIGHT 调节有1到9之分不过要先确认接了屏的ADJ 和驱动板的ADJ
BURN-IN 拷机模式,工厂拷机的时候可以打开此选项
UART BUS 串口通讯开关,打开后可以使用RS232串口板
TI MODE 当烧完程序后,画面是呈现出来像相片底片一样的色彩的时候,说明TIMODE 不对,此时需要修改一下TIMODE。
L VDS MODE LVDS模式选择,在点1366分辨率的屏的时候,有时候是6
位屏有时候是8位屏。
当程序和屏不对应时候需要修改LVDS
模式了。
4常见问题处理
花屏,如果是第一次烧完程序然后出现的,普通菜单里面找到系统复位选项,复位一下
菜单颜色不对,说明TIMODE 反了,进工厂菜单改TIMODE
屏很暗的时候,其他都正常,进工厂菜单改LVDSMODE
菜单字体有重影出现在双8位的屏上比方说17,19,20,42及以上,这个现象主要是因为屏线和驱动板信号LVDS信号输出不一致引起。
需要烧新的程序按屏线的顺序来改软件或跳屏线(两组信号线一一对应互调)。
各种机芯进入工厂菜单的方法(新)
TV 信源下,将音量减小到0,按遥控“菜单”键进入用户菜单,将光标 停在对比度一项上,然后依次按遥控数字键“9+7+3+5”(任意情况有
效).选中"RESET USER DATA
"进行出厂设置复位,即初始化每台机器的出厂状态.WARM-UP 为老化模式开关,OFF时上电直接开机并且TV无信号也不会自动关 机,且屏幕左下角有一个"P"字符。
--“图象效果”—“静音”—“电源”进入工厂调试模式。 2、 选择“Adjustment”项,调整NAV,使上下高度为4,调整 NEW,使左右宽度为5。 3、 调整完成后按“项目”键,退回主菜单,选RESET项存储并退 出工厂调整模式。 4、 输入PAL测试卡代信号,依次按“电源”- “显示”—“图象效 果”—“静音”—“电源”进入工厂模式。 5、 选择“Adjustment”项,调整PAV,使上下黑白格刚好消失, 调整PEW,使左右黑白格刚好消失。 6、 调整完后按“项目”键退回主菜单,选RESET项存储并退出工 厂调试模式。
Mstar 9E19方案 调 试 说 明 机型(MODEL):mst9e19 型液晶电视
工厂菜单的进入方法
将音量调到15,按顺序按颜色键:红绿蓝黄(任意情况有效) 注:初次升级后,需要复位并开关电源一次,确保EEPROM 数 据正常
EEPEOM: 调整eeprom的内容:
ADDR:选择地址 DATA:更改的数据 SAVE:把更改的数据写入EEPROM
四、NTSC制会聚调整: 1、 输入NTSC狮头信号,依次按“会聚”—“静 音”—“1”—“8”—“2”进入会聚调整模式。 2、 按“0”两次,选中绿色方格,按“图像效果”或“伴音效果”键 将光标移至需要调整的线。按“频道 ”或音量+ -”键,移动该 线,使该线中心与调试屏幕上相应的方格中心重合。线调 整完后按“画中画”键转回点调整模式,按“图像效果”或“伴 音效果”键,将光标移至需调整的点。按“频道 ”或音量+ -”键,移动该点,使屏幕上所有横线,竖线均平直。调整完 成后按“显示”键存储。 3、 按“-/--”键,选中红色方格,以绿色方格为基准,调整红色 方格,使红色方格与绿色方格完全重合,形成黄色方格, 调整方法同2。 4、 按“P/S”键,选中蓝色方格,以黄色方格为基准,调整蓝色 方格,使蓝色方格与黄色方格完全重合,形成白色方格, 调整方法同2。 5、 NTSC制会聚调整完成后,按“移动”键,将数据复制至PAL 制,按“退出”键,退出NTSC会聚调整模式。
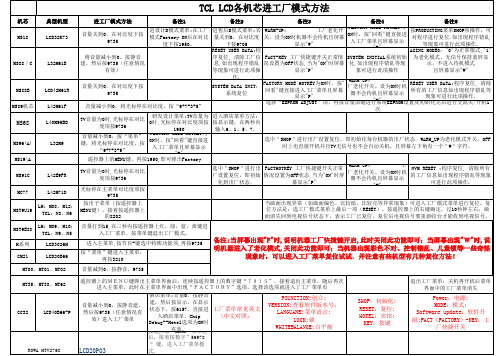
TCL液晶电视各机芯进工厂模式方法汇总(1)
MS88/C
L32M61B
MS88B MS89机芯
LCD42M61R L42M61F L40M9HBD
MS68
MS96(A) MS19\A MS91C MC77 MST9U19
L32M9
L42E9FR L42M71D
光标停在主菜单对比度项按 9735 按出子菜单(按遥控器上 LH: M08、M12; MENU键),接着按遥控器上 TCL: N8、N6 的8202 LH: M09、M10; 音量打到15,在三秒内按遥控器上红,绿,蓝,黄键进 入工厂菜单,按菜单键退出工厂模式。 TCL:N9、N5 LCD3026H LCD20B66 进入主菜单,按节目-键选中特殊功能项,再按9735 按“菜单”键进入主菜单, 再按3210 音量减到0,按静音,9735
遥控器上的MENU键弹出主菜单界面后,连续按遥控器上的数字键“7915”,接着退出主菜单,随后再次 进入主菜单,此时在主菜单界面中出现“FACTORY”选项,选择该选项就进入了工厂菜单页 音量减小到0,按静音建, 然后按9735(任意情况有 效)进入工厂菜单 酒店菜单:音量0,按静音 建,然后按显示,在显示 状态下,按6157,直接进 工厂菜单常见英文 \中文对照: 入酒店菜单。Chip Debug--Hotel选项为ON时 有效。
ROWA HTV276C
LCD20P03
按遥控器“menu”菜单之后,接着按数字”56978“ 键,进入工厂菜单模式.
MST9E88 H系列 GM21
备注:当屏幕出现"P"时,说明机器工厂快捷键开启,此时关闭此功能即可;当屏幕出现"W"时,说 明机器进入了老化模式,关闭此功能即可;当机器出现彩色不对、控制错乱、儿童锁等一些奇怪 现象时,可以进入工厂菜单复位试试.并注意有些机型有几种复位方法!
电视工厂菜单
平板电视工程菜单东芝32、36电视使用时间查看方法(4:3电视不适用)1、开机状态下,按一次遥控器的“Mute”键,再按一次(静音符号消失)并按住遥控器的“Mute”键的同时,按面板的“Menu”键,可进入Service Menu,“S”mode。
2、按遥控器的“9”键,self check的第2行“Time”就是电视机的使用时间,10进制。
松下PDP PA50C(CRT电视也可行)的工程模式进入方法具体是:先把声音调到0,然后进入菜单定时关机调成15或30分钟,然后退出菜单,同时按下PDP的“-”和遥控上的屏显键(屏幕显示service1的内容),再同时按下PDP上的“-”和遥控上的静音(屏幕显示service2的内容),再按遥控上的数字3(屏幕显示hours:00000就是使用时间)。
先锋等离子Pioneer PDP使用时间查看方法:待机,按住遥控“i”键3秒,再按遥控“左”、“上”、“左”、“右”,遥控开机。
上下切换画面,使用时间表示为xxxxxH(小时)xxM(分钟)。
遥控关机退出。
三星DLP背投工程菜单进入方法:待机状态下, 显示-项目-静音-电源。
第20项 Lamp Time是灯泡使用时间。
索尼调出工程菜单的方法:待机状态下,按顺序按下列键:“屏显”、“5”、“音量+”,调出以下菜单:飞利浦进入工程菜单方法:062596+屏显+任意一数字键东芝32WL66C的工程菜单参数先按遥控器的静音键,然后同时按遥控器的静音键和“电视机前面板”的菜单键(MANU)就进入了工程菜单,菜单屏幕右上角有S字母。
按CHANNEL[+/-]键选择参数,按VOLUME[+/-] 键在从 00H 到 FFH 的范围内改变数值。
一定要在调前记好原始参数,万一调乱了可以重新调回来。
LG的等离子进入工程菜单同时按住遥控器上的menu和机器上的menu,大约3秒后工程菜单就出来了。
飞利浦电视(CRT、PDP等大多通用)使用时间查看方法1、开机,按遥控062596+屏显,不必理会选台画面。
(整理)红米手机测试、root方法及使用技巧

红米手机测试、root方法及使用技巧一、红米手机的测试(一)红米手机进入工厂测试模式的方式:关机,按下音量上键和开机键调出工厂模式菜单。
在工厂模式下,按键的定义如下:音量上——向上移动光标;音量下——向下移动光标;主页键——进入或确认;返回键——退出或返回。
光标移动到“单项测试”,按“主页键”进入以执行各项功能测试。
1. 触摸屏测试选择并进入“触摸屏”测试项。
CTP测试:在屏幕所示红线范围内划线,红框变为绿色,测试通过。
自由触屏测试:在屏幕所示区域内随意划线测试,显示无断线,锯齿等现象,且X和Y坐标能跟踪触点轨迹变化不迟滞不间断,测试成功。
点“返回键”返回。
2. 按键测试选择并进入“按键”测试项。
分别点击“开机键”,“音量下键”、“音量上键”、“菜单键”、“主页键”、“返回键”,屏幕上对应的按键提示会消失。
3. LCD&背光&震动器选择并进入“LCD&背光&振动器”测试项。
点“主页键”观察LCD颜色切换状况。
屏幕会依次显示“红”、“绿”、“蓝”和由“白”到“黑”的六个灰阶变化。
在屏幕呈现不同颜色时,观察LCD是否存在异常;观察背光是否有闪烁。
手机震动是否正常。
点“主页键”返回。
4. 耳机测试选择并进入“耳机”测试项。
带麦克风耳机插入后,“耳机插入”显示“YES”提示耳机已插入。
“耳机麦克风”显示“是”。
对着耳机的麦克风说话,耳机左右声道分别能听到清晰的声音。
按耳机上的接听按键,“耳机按键”显示“按下”。
按下耳机上的音量调节键,可以移动光标。
(二)红米手机进入recovery模式的方式:关机状态下按音量减加电源键进入模式选择界面,选择recovery mode。
操作的方法:音量下选择,音量上确定,在模式选择界面点击进入recovery mode,需要点击电源键进入。
有很多个选项,但是我们能够用的,也就是选项:1、6、7、8、9。
记住在清空数据之前记得备份!二、线刷与卡刷区别卡刷是将刷机包(ROM文件)复制到手机的内存卡根目录下,然后手机进入刷机模式调取该刷机包进行刷机操作。
工厂菜单操作说明
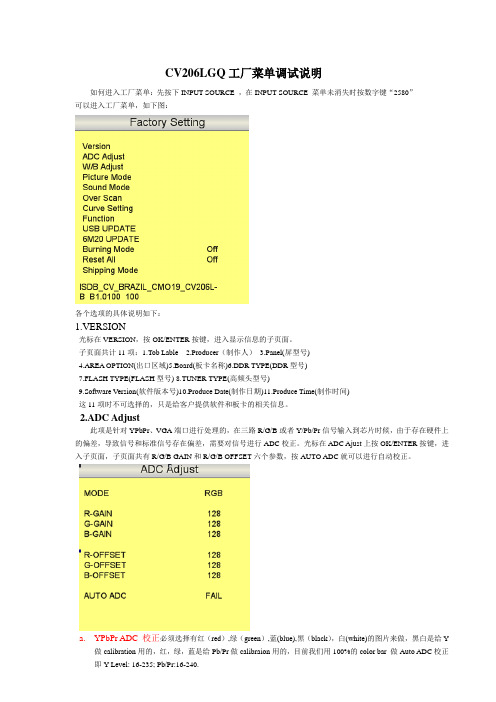
CV206LGQ工厂菜单调试说明如何进入工厂菜单:先按下INPUT SOURCE ,在INPUT SOURCE 菜单未消失时按数字键“2580”可以进入工厂菜单,如下图:各个选项的具体说明如下:1.VERSION光标在VERSION,按OK/ENTER按键,进入显示信息的子页面。
子页面共计11项:1.Tob Lable 2.Producer(制作人) 3.Panel(屏型号)4.AREA OPTION(出口区域)5.Board(板卡名称)6.DDR TYPE(DDR型号)7.FLASH TYPE(FLASH型号) 8.TUNER TYPE(高频头型号)9.Software Version(软件版本号)10.Produce Date(制作日期)11.Produce Time(制作时间)这11项时不可选择的,只是给客户提供软件和板卡的相关信息。
2.ADC Adjust此项是针对YPbPr、VGA端口进行处理的,在三路R/G/B或者Y/Pb/Pr信号输入到芯片时候,由于存在硬件上的偏差,导致信号和标准信号存在偏差,需要对信号进行ADC校正。
光标在ADC Ajust上按OK/ENTER按键,进入子页面,子页面共有R/G/B GAIN和R/G/B OFFSET六个参数,按AUTO ADC就可以进行自动校正。
a.YPbPr ADC 校正必须选择有红(red),绿(green),蓝(blue),黑(black),白(white)的图片来做,黑白是给Y做calibration用的,红,绿,蓝是给Pb/Pr做calibraion用的,目前我们用100%的color bar 做Auto ADC校正即Y Level: 16-235; Pb/Pr:16-240.标清(SD)信号下100%color bar 图片可以用Fluke 54200的color bar “100-0-100-25”选择产生。
高清(HD)信号下100%color bar图片可以用VG859等高清信号仪器产生。
飞利浦工厂调试与设置说明
飞利浦工厂调试与设置说明Instructions for Debugging and Setting of Philips Plant一:手动亮暗平衡的测试/Manual test on light/dark balance1、操作方法/Operation methodA、按PROD键进入“B/W BALANC E”状态,此时将处于并显示第一个可调项“副亮度(SUB-BRIGBT)”,亮暗平衡调试的OSD显示为项部单行。
Press the PRO D key to enter the “B/W BALANCE” condition. At this time, the first adjustable item, the “SUB-BRIGHT” is displayed on the screen. The ON-SCREEN DISPLAY (OSD) of the light/dark debug is in single row.B、在此状态下按TV/A V键可显示软件内部白场/暗场,便于工厂进行亮暗平衡调试接P+/P-翻页选择要调试的项目。
In this state, press the TV/A V key to display the white/dark field in the software, which facilities the debugging of light/dark balance by the plant, then, press the P+/P key to select items to be debugged.C、按VOL+或VOL-对选择到的项目进行增/减调整。
Press the VOL+/VOL- key to realize up/down adjustment of the volume of the selected items.D、重复B、C步骤,直至调到满意结果,然后按2次PROD键退出。
康佳电视工厂菜单模式进入方法
适用机型:康佳E系列彩电本系列彩电需要工厂专用遥控器才可进入调整程序。
多数机型在按压FAC(屏幕显示)键后,还需要按压操作密码才会使屏幕右上角显示FAC ON字符,然后才进入调整程序。
若无工厂遥控器,可用用户遥控器改制,即把用户遥控器贴片胶左下角撕开,可以见到有键孔,如果键孔内导电胶按键被剪去一部分,可用圆珠笔等物品捅压“FAC”进入工作调整。
若孔内无按键胶片,则在左下角键孔内增加一个导电胶按键。
直接按压“FAC”键进入工作调整的机型:T2139N、K2139H等按压“FAC”键后需按密码“6、8”进入工作调整的机型:K1488E、F2109E、F2109E2/G、DT21ES 等按压“FAC”键后需按密码“4、8”进入工作调整的机型:P2591N、P2592N、T2590E等采用连续呼号方式进入工作调整的机型:T2180E、T2980E、T2566E5、P2590E等其它“E”系列机型可参照以上几种方法进入。
具体方法:按遥控器上的“菜单”键,再按“呼号”键5次,屏幕显示“FAC ON”,已进入工厂调整菜单。
适用机型:康佳“C系列”彩电:方法是将用户遥控器铭片撕开一点,在左下角有2个孔(FAC键和OPTION键)可做调整用途:如果用户遥控铭片下面导电胶按键只是被剪短的话,就可用圆珠笔或类似能捅进铭片所盖住的小孔的物品,挤压孔内按键,使屏幕显示工厂菜单,并进行调整;如果用户遥控器铭片下面孔内无导电胶片,就用其他废旧导电胶片按键塞进去进行调整。
C系列(CPU CKP1105S)彩电工厂菜单调整方法:按遥控器FACORY ON 键,再按OPTION键,屏幕出现一个调整表。
维修方式的退出按FAC键2-3秒屏幕显示16位数值,再按FAC键,设"FAC OFF”。
C系列(P83C266-01 CPU)彩电工厂菜单调整方法: 按遥控器“FAC”键,进入工厂模式,按TV键退出。
智能工厂操作方法

智能工厂操作方法智能工厂操作方法通常包括以下步骤:1. 设备设置和调试:根据生产需求,配置和设置智能工厂中的设备,确保其正常运行。
这可能涉及安装必要的软件和固件以及连接设备到生产线。
2. 数据采集和分析:通过传感器、监控设备等收集生产线上的实时数据。
这些数据可以包括生产速度、质量指标、设备状态等。
然后,使用数据分析软件对这些数据进行处理和分析,在需要时提供有关生产状况和设备健康状况的实时反馈和报告。
3. 生产计划和调度:根据生产需求和参数,使用智能生产管理系统对生产计划进行编制和调度。
这可以包括确定生产订单、安排生产任务和优化生产流程等。
4. 自动化控制:利用智能工厂中的自动化系统控制生产线的运行。
这可能涉及使用PLC(可编程逻辑控制器)或其他控制设备来自动调整设备参数、监控并管理生产过程。
5. 现场操作和监控:在生产线上进行操作和监控,包括设备操作、产品检验、故障排除等。
工人可以使用智能终端设备(如平板电脑或智能手机)登录到智能生产管理系统,获取任务、记录生产数据和处理异常情况。
6. 质量控制和检验:使用智能传感器和图像识别技术来检测产品质量。
这可以实时监测产品参数,自动判断是否符合质量标准,及时发出警报并进行相应处理。
7. 故障诊断和维护:使用智能工厂的故障诊断和维护系统来检测和预测设备故障。
系统可以分析实时数据,并通过警报和报告提示维护人员进行维修和更换设备部件。
8. 远程监控和管理:通过智能工厂的远程监控功能,管理人员可以实时查看生产线上的运行情况,并进行远程操作和调整。
这可以提高工厂的灵活性和生产效率。
总的来说,智能工厂操作方法是基于数据驱动的,通过自动化控制和实时监测,优化生产过程和提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工厂菜单操作方法
■老化模式
1)按“D-mode”直接进入老化模式,屏幕显示“factory”。
按“DISP”
退出“factory”,进入白平衡模式。
2)按“MENU”键到调谐菜单。
按“CH-”键选定调后频道;按数字键“2 4
8 3”、“6483”、“6568”进入老化模式。
在工厂模式或老化模式下,按“SYS”,“音效模式”,“sleep”可直接调整数据,屏
幕显示相应的菜单+factory,按“MENU”ﻩ显示主菜单调整各项数据,所有模
拟量以50为单位步进,搜台速度加倍。
若退出数据调试,按“DISP”退出,屏幕
只显“factory”。
■白平衡模式
3)在老化模式,按“D模式”退出“factory”,进入白平衡模式。
4)按“D模式”键二次(工厂键)进入白平衡模式。
5)在工厂模式,按数字键0进入白平衡模式。
6)在白平衡模式下,按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,
用“2、5”键调BCUT;用“3、6”键调GCUT;
■进入工厂模式
A、用户遥控器:
1)先进老化模式,在老化模式,按“DISP”退出“factory”,进入白平
衡模式。
2)在白平衡模式下,按数字键1、2、3、4、5、6、7、DISP进入工厂模式。
B、按“D模式”键三次(工厂键)进入工厂调试菜单。
■进入工厂模式F8~F15页
在工厂模式前7页,按数字键“2 4 8 3”、“6483”、“6568”进入F8页。
同时打
开F8~F15页。
按静音键正向翻页菜单,按返回键反向翻页。
按数字键1、2、3、4、5、6、7、8、9进入工厂模式F1~F9页。
按数字键0进入白平衡模式。
■退出工厂模式
1)按“DISP”可退出工厂菜单。
1)按电源开关,可退出工厂状态。
但再开机,保留“factory”模式。
■工厂调试用快捷键说明
进入工厂模式后,遥控器上部分按键的功能将发生变化,以适应生产调试的需要。
1)按静音键正向翻页调试菜单,按返回键反向翻页调试菜单。
2)按遥控器上“CH+”、“CH-”、选择菜单项目,按“VOL+”、“VOL-”改变设定数值。
3)按“SLEEP”显示芯片内部6种测试信号;
PAL制:
黑场:看暗平衡。
白场:看亮平衡。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
十字架:调NTSC制行场中心值。
NTSC制:
十字架:调NTSC制行场中心值。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
0:亮暗平衡调整
按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用“2、5”键调BCUT; 用“3、6”键调GCUT;按“TV/A V”键进入“BUS OFF”状态。
1:PAL制式几何调整(只在PAL制式时显示)。