螺纹加工参数表-3.8
螺纹加工底孔径要求
公 制 细 螺 纹
规格(MF) M1.0 X 0.2 M1.1 X 0.2 M1.2 X 0.2 M1.4 X 0.2 M1.6 X 0.2 M1.7 X 0.2 M1.8 X 0.2 M2.0 X 0.25 M2.2 X 0.25 M2.3 X 0.25 M2.5 X 0.35 M2.6 X 0.35 M3.0 X 0.35 M3.5 X 0.35 M4.0 X 0.5 M4.5 X 0.5 M5.0 X 0.50 M5.5 X 0.5 M6.0 X 0.75 M6.0 X 0.5 M7.0 X 0.75 M7.0 X 0.5 M8.0 X 1.0 M8.0 X 0.75 M8.0 X 0.5 M9.0 X 1.0 M9.0 X 0.75 M10.0 X 1.25 M10.0 X 0.75 M10.0 X 0.5 M11.0 X 1.0 M12.0 X 1.5 M12.0 X 1.25
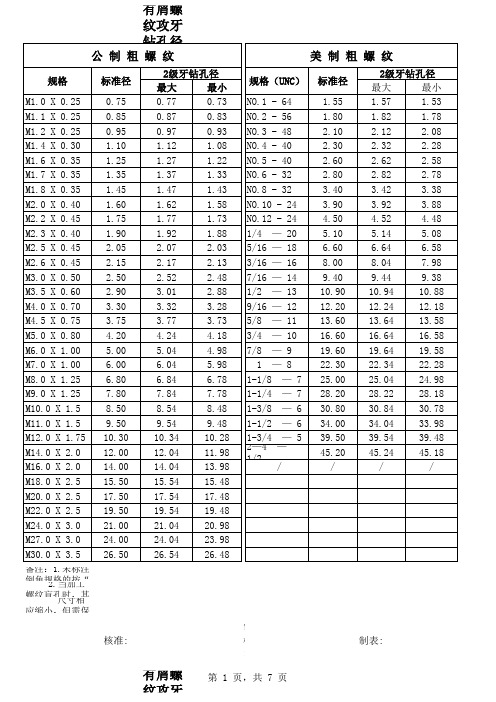
有屑螺纹攻牙钻孔径对照表
公 制 粗 螺 纹
规格 M1.0 X 0.25 M1.1 X 0.25 M1.2 X 0.25 M1.4 X 0.30 M1.6 X 0.35 M1.7 X 0.35 M1.8 X 0.35 M2.0 X 0.40 M2.2 X 0.45 M2.3 X 0.40 M2.5 X 0.45 M2.6 X 0.45 M3.0 X 0.50 M3.5 X 0.60 M4.0 X 0.70 M4.5 X 0.75 M5.0 X 0.80 M6.0 X 1.00 M7.0 X 1.00 M8.0 X 1.25 M9.0 X 1.25 M10.0 X 1.5 M11.0 X 1.5 M12.0 X 1.75 M14.0 X 2.0 M16.0 X 2.0 M18.0 X 2.5 M20.0 X 2.5 M22.0 X 2.5 M24.0 X 3.0 M27.0 X 3.0 M30.0 X 3.5 标准径 0.75 0.85 0.95 1.10 1.25 1.35 1.45 1.60 1.75 1.90 2.05 2.15 2.50 2.90 3.30 3.75 4.20 5.00 6.00 6.80 7.80 8.50 9.50 10.30 12.00 14.00 15.50 17.50 19.50 21.00 24.00 26.50 2级牙钻孔径 最大 最小 0.77 0.73 0.87 0.83 0.97 0.93 1.12 1.08 1.27 1.22 1.37 1.33 1.47 1.43 1.62 1.58 1.77 1.73 1.92 1.88 2.07 2.03 2.17 2.13 2.52 2.48 3.01 2.88 3.32 3.28 3.77 3.73 4.24 4.18 5.04 4.98 6.04 5.98 6.84 6.78 7.84 7.78 8.54 8.48 9.54 9.48 10.34 10.28 12.04 11.98 14.04 13.98 15.54 15.48 17.54 17.48 19.54 19.48 21.04 20.98 24.04 23.98 26.54 26.48 规格(UNC) NO.1 - 64 NO.2 - 56 NO.3 - 48 NO.4 - 40 NO.5 - 40 NO.6 - 32 NO.8 - 32 NO.10 - 24 NO.12 - 24 1/4 — 20 5/16 — 18 3/16 — 16 7/16 — 14 1/2 — 13 9/16 — 12 5/8 — 11 3/4 — 10 7/8 — 9 1 — 8 1-1/8 — 7 1-1/4 — 7 1-3/8 — 6 1-1/2 — 6 1-3/4 — 5 2—4 — 1/2 /
常用螺纹与底孔加工对照表

英制管
M6.0×0.5 M7.0×0.75 M7.0×0.5 M8.0×1.0 M8.0×0.75 M8.0×0.5 M9.0×1.0 M9.0×0.75 M10×1.25 M10×1.0 M10×0.75 M10×0.5 M11×1.0 M11×0.75 M12×1.5 M12×1.25 M12×1.0 M12×0.5 M14×1.5 M14×1.0 M15×1.5 M15×1.0 M16×1.5 M16×1.0 M17×1.5 M17×1.0 M18×2.0 M18×1.5 M18×1.0 M20×2.0 M20×1.5 M20×1.0 M22×2.0 M22×1.5 M22×1.0 M24×2.0 M24×1.5 M24×1.0 M25×2.0 M25×1.5 M25×1.0 M26×1.5 M27×2.0 M27×1.5 M27×1.0 M28×2.0
英制管螺纹 PS规格 标准径 (新规格Rp) 1/16-28 6.5 1/8-28 8.5 1/4-19 11.4 3/8-19 14.9 1/2-14 18.6 3/4-14 24.0 1-11 30.2 1 1/4-11 38.8 1 1/2-11 44.7 2-11 56.5 PF规格 标准径 (新规格G) 1/16-28 6.7 1/8-28 8.7 1/4-19 11.7 3/8-19 15.2 1/2-14 19.0 5/8-14 21.0 3/4-14 24.5 7/8-14 28.2 1-11 30.6 1 1/8-11 35.2 1 1/4-11 39.2 1 1/2-11 45.0 1 3/4-11 51.0 2-11 57.0 最大 6.632 8.637 11.549 15.054 18.773 24.259 30.472 39.133 45.026 56.837 最大 6.843 8.848 11.890 15.395 19.172 21.128 24.658 28.418 30.931 35.579 39.592 45.485 51.428 57.296 最小 6.490 8.495 11.341 14.846 18.489 23.975 30.110 38.771 44.664 56.475 最小 6..587 24.117 27.877 30.291 34.939 38.952 44.845 50.788 56.656
常用螺纹、螺距、底径对照表
常用螺纹、螺距、底径对照表在机械制造和工程领域中,螺纹是一种常见且重要的连接和传动元件。
为了确保螺纹的正确加工和使用,了解常用螺纹的规格参数,如螺距和底径,是至关重要的。
下面为您提供一份较为常用的螺纹、螺距、底径对照表。
首先,我们来了解一下螺纹的基本概念。
螺纹是指在圆柱或圆锥表面上,沿着螺旋线形成的具有特定截面的连续凸起和沟槽。
螺纹的主要作用包括连接紧固、传递动力和运动等。
常见的螺纹类型有很多,其中包括以下几种:1、普通螺纹(又称米制螺纹)粗牙普通螺纹:例如 M8,其螺距为 125mm,底径约为 665mm。
细牙普通螺纹:以 M8×1 为例,螺距为 1mm,底径约为 692mm。
2、英制螺纹例如 1/4 英寸螺纹,螺距约为 127mm,底径约为 1095mm。
3、管螺纹常见的有 G 管螺纹和 R 管螺纹。
如 G1/2 管螺纹,螺距约为1814mm,底径约为 18632mm。
4、梯形螺纹比如 Tr20×4 梯形螺纹,螺距为 4mm,底径约为 16mm。
5、锯齿形螺纹像 B40×7 锯齿形螺纹,螺距为 7mm,底径约为 33mm。
在实际应用中,选择合适的螺纹类型和规格取决于多种因素,如连接的强度要求、装配空间、传动精度等。
了解螺纹的螺距和底径对于螺纹的加工和测量具有重要意义。
螺距是指相邻两牙在中径线上对应两点间的轴向距离。
在加工螺纹时,需要根据螺距来调整机床的进给量,以确保加工出的螺纹符合要求。
底径则是指螺纹底部的直径。
在测量螺纹时,底径的测量也是一个重要的参数。
|螺纹类型|规格|螺距(mm)|底径(mm)||::|||::||普通螺纹|M6|1|492||普通螺纹|M10|15|838||普通螺纹|M12|175|1011||普通螺纹|M16|2|1384||普通螺纹|M20|25|1729||普通螺纹|M24|3|2075||英制螺纹|5/16"|0794|714||英制螺纹|3/8"|0953|848||英制螺纹|7/16"|1111|1003||管螺纹|G3/4"|1814|2412||管螺纹|R1/2"|1814|1863||梯形螺纹|Tr30×6|6|24||梯形螺纹|Tr40×8|8|32|需要注意的是,以上表格中的数据仅为常见的参考值,实际应用中可能会因为制造标准、公差要求等因素而有所不同。
常用螺纹底孔加工速查表
常用螺纹底孔加工速查表常用螺纹攻丝前用钻头直径速查表:普通螺纹(公制)普通细牙螺纹(公制)8牙系列UN螺纹公称直径钻头直径(mm)公称直径钻头直径(mm)公称直径钻头直径(mm)M3 2.5 M8×0.75 7.2 11/8-8UN 25.41/4-8UN28.5M4 3.3 M8×1 7.0 13/8-8UN 31.75M5 4.2 M10×0.75 9.2 134.921/2-8UNM6 5.0 M10×1 9.0 138.10M8 6.8 M12×1 11.0 15/8-8UN3/4-8UN 41.28M10 8.5 M12×1.25 10.7 17/8-8UN44.45M12 10.2 M14×1 13.0 1M14 12.0 M14×1.5 12.5 2-8UN 47.6250.80M16 14.0 M16×1 15.0 21/8-8UN1/4-8UN 53.98M18 15.5 M16×1.5 14.5 260.321/2-8UNM20 17.5 M18×1 17.0 23/4-8UN 66.68M22 19.5 M18×1.5 16.5 2M24 21.0 M20×1 19.0 3-8UN 73.021/4-8UN 79.38M27 24.0 M20×1.5 18.5 385.721/2-8UNM30 26.5 M22×1 21 33/4-8UN 92.08M33 29.5 M22×1.5 20.5 3M36 32.0 M24×1.5 22.5 4-8UN 98.42104.781/4-8UNM39 35.0 M24×2 22.0 4111.12 M42 37.5 M27×1 26.0 41/2-8UN3/4-8UN 117.48M45 40.5 M27×1.5 25.5 4M48 43.0 M27×2 25.0 5-8UN 123.82 M52 47.0 M30×1.5 28.5 51/4-8UN 130.181/2-8UN136.52 M56 50.5 M30×2 28.0 53/4-8UN 142.88M60 54.5 M33×1.5 31.5 5M64 58.0 M33×2 31.0 6-8UN 149.22 M72 66.0 M36×1.5 34.5 M80 74.0 M36×2 34.0M90 84.0 M36×3 33.0M100 94.0 M39×1.5 37.5M39×2 37.0M39×3 36.0M42×1.5 40.5M42×2 40.0M42×3 39.0普通细牙螺纹(公制)(续) M45×2 43.0公称直径钻头直径(mm)M45×3 42.0M56×4 52.0 M48×2 46.0M76×4 72.0 M48×3 45.0M90×4 86.0 M52×2 50.0M100×4 96.0 M52×3 49.0常用螺纹攻丝前用钻头直径速查表:(续)UNC粗牙螺纹 GH螺纹公称直径钻头直径(mm)公称直径底孔直径(mm)粗铰工装号精铰工装号3/4 15.90N04-40UNC 2.2 GHN05-40UNC 2.5 GH7/8 19.101 22.30 2332-433 2332-434 N06-32UNC 2.7 GHN08-32UNC 3.4 GH 1 1/4 28.65 2332-437 2332-438N10-24UNC 3.7 GH 1 3/8 31.83 2332-447 2332-448N12-24UNC 4.4 GH 1 1/2 35.00 2332-3991/4-20UNC 5.1 GH 1 5/8 38.185/16-18UNC 6.5 GH 1 3/4 41.35 2332-445 2332-4462 47.70 2332-451 2332-452 3/8-16UNC 8.0 GH1/2-13UNC 10.7 GH 2 1/4 54.05 2332-436 2332-4355/8-11UNC 13.5 GH 2 1/2 60.40 2332-443 2332-4443/4-10UNC 16.5 GH 2 3/4 66.757/8-9UNC 19.5 GH1-8UNC 22.0 GH 3 1/4 79.451 1/8-7UNC 25 GH 3 1/2 85.801 1/4-7UNC 28.0 GH 3 3/4 92.151 3/8-6UNC 30.5 GH 4 98.51 1/2-6UNC 34.0 GH 4 1/4 104.851 3/4-5UNC 39.0 GH 4 1/2 111.202-4.5UNC 45.0 GH 4 3/4 117.552 1/4-4.5UNC 51.5 GH 5 123.902 1/2-4UNC 57.0 GH 5 1/4 130.252 3/4-4UNC 63.5 GH 5 1/2 136.603-4UNC 70.0 GH 5 3/4 142.956 149.304-4UNC 95.0 GH常用管螺纹钻底孔用钻头直径速查表:55°圆锥管螺纹(Rc) 60°圆锥管螺纹(NPT) 圆柱管螺纹(G)公称直径钻头直径(mm)公称直径钻头直径(mm)公称直径钻头直径(mm)8.9 1/8 8.6 1/8 8.6 1/811.8 1/4 11.5 1/4 11.1 1/415.25 3/8 15 3/8 14.5 3/8191/2 18.5 1/2 18 1/23/4 24 3/4 23.253/4 24.5铰刀2334-2081 30.51 30.25.铰刀2334-2241 1/4 39.51 1/4 39 1 1/4 38铰刀2334-2231 1/2 45 1 1/2 44 1 1/2 451 3/4 512 56.5 2 56铰刀2334-2142 1/2 72.2 2 1/2 66(需铰孔) 2 573 85 3 82.52 1/2 72铰刀2334-21795.5(需铰孔) 3 851/24 110 34 108(需铰孔) 4 1105 135.56 161 5 133.5(需铰孔)5 135.56 159(需铰孔) 6 161 注:1、55°圆锥管螺纹Rc原标准为ZG,底孔需铰,底孔铰刀标准为DB6.21.51-94,底孔塞规标准为DB6.22.5-94,包括1/8至2 1/2规格的铰刀塞规。
螺纹规格对照标准表格

螺纹规格对照标准表格
螺纹规格对照标准表格是一种用于对照不同螺纹规格的参考表格,它可以帮助工程师、技术人员和制造商快速准确地选择正确的螺纹规格。
下面是一份简单的螺纹规格对照标准表格的示例,并对其进行详细介绍。
螺纹规格对照标准表格
详细介绍:
1.序号:表格中的序号列用于标识不同规格的螺纹。
2.螺纹类型:螺纹类型列指明了螺纹的种类,如M螺纹表示公制螺纹,UNC 表示统一粗牙螺纹,UNF表示统一细牙螺纹等。
3.直径(mm):直径列以毫米为单位给出了螺纹的直径尺寸。
4.螺距(mm):螺距列以毫米为单位表示相邻两个螺纹牙之间的距离。
5.牙型角(°):牙型角列表示螺纹牙的倾斜角度,通常以度数表示。
6.牙高(mm):牙高列表示螺纹牙的高度,以毫米为单位。
7.牙数/英寸:对于统一螺纹(UNC和UNF),该列表示每英寸内的螺纹牙数。
对于公制螺纹,该列通常为空或“-”。
8.备注:备注列可用于提供有关螺纹规格的额外信息,如“公制粗牙螺纹”或“统一细牙螺纹”等。
这份螺纹规格对照标准表格只是一个简单的示例,实际应用中可能需要包含更多的螺纹类型和规格。
此外,表格中的数值和参数也可能因不同的标准或应用而有所变化。
因此,在实际使用时,建议参考相关的国家或行业标准,以确保选择正确的螺纹规格。
螺纹底孔尺寸
英制管
M6.0×0.5 M7.0×0.75 M7.0×0.5 M8.0×1.0 M8.0×0.75 M8.0×0.5 M9.0×1.0 M9.0×0.75 M10×1.25 M10×1.0 M10×0.75 M10×0.5 M11×1.0 M11×0.75 M12×1.5 M12×1.25 M12×1.0 M12×0.5 M14×1.5 M14×1.0 M15×1.5 M15×1.0 M16×1.5 M16×1.0 M17×1.5 M17×1.0 M18×2.0 M18×1.5 M18×1.0 M20×2.0 M20×1.5 M20×1.0 M22×2.0 M22×1.5 M22×1.0 M24×2.0 M24×1.5 M24×1.0 M25×2.0 M25×1.5 M25×1.0 M26×1.5 M27×2.0 M27×1.5 M27×1.0 M28×2.0
M1.0×0.25 M1.1×0.25 M1.2×0.25 M1.4×0.3 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2.0×0.4 M2.2×0.45
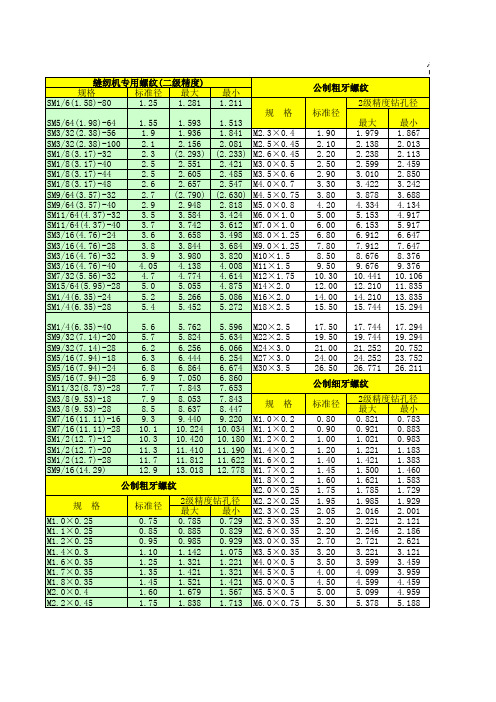
常用螺纹与底孔加工对照表
公制细牙螺纹 规 格 标准径 5.50 6.30 6.50 7.00 7.30 7.50 8.00 8.30 8.80 9.00 9.30 9.50 10.00 10.30 10.50 10.80 11.00 11.50 12.50 13.00 13.50 14.00 14.50 15.00 15.50 16.00 16.00 16.50 17.00 18.00 18.50 19.00 20.00 20.50 21.00 22.00 22.50 23.00 23.00 23.50 24.00 24.50 25.00 25.50 26.00 26.00 2级精度钻孔径 最大 最小 5.550 5.400 6.378 6.188 6.550 6.400 7.153 6.917 7.378 7.188 7.520 7.400 8.153 7.917 8.378 8.188 8.912 8.647 9.153 8.917 9.378 9.188 9.520 9.400 10.153 9.917 10.378 10.188 10.676 10.376 10.912 10.647 11.153 10.917 11.520 11.400 12.676 12.376 13.153 12.917 13.676 13.376 14.153 13.917 14.676 14.376 15.153 14.917 15.676 15.376 16.153 15.917 16.210 15.835 16.676 16.376 17.153 16.917 18.210 17.835 18.676 18.376 19.153 18.917 20.210 19.835 20.676 20.376 21.153 20.917 22.210 21.853 22.676 22.376 23.153 22.917 23.210 22.835 23.676 23.376 24.153 23.917 24.676 24.376 25.210 24.835 25.676 25.376 26.153 25.917 26.210 25.835 规 格 M28×1.5 M28×1.0 M30×3.0 M30×2.0 M30×1.5 M30×1.0 M32×2.0 M32×1.5 M33×3.0 M33×2.0 M33×1.5 M35×1.5 M36×3.0 M36×2.0 M36×1.5 公制细牙螺纹 标准径 26.50 27.00 27.00 28.00 28.50 29.00 30.00 30.50 30.00 31.00 31.50 33.50 33.00 34.00 34.50 2级精度钻孔径 最大 最小 26.676 26.376 27.153 26.917 27.252 26.752 28.210 27.835 28.676 28.376 29.153 28.917 30.210 29.835 30.676 30.376 30.252 29.752 31.210 30.835 31.676 31.376 33.676 33.376 33.252 32.752 34.210 33.835 34.676 34.376 PT规格 (新规格Rc) 1/16-28 1/8-28 1/4-19 3/8-19 1/2-14 3/4-14 1-11 1 1/4-11 1 1/2-11 2-11
各种螺纹加工中径表详表-1
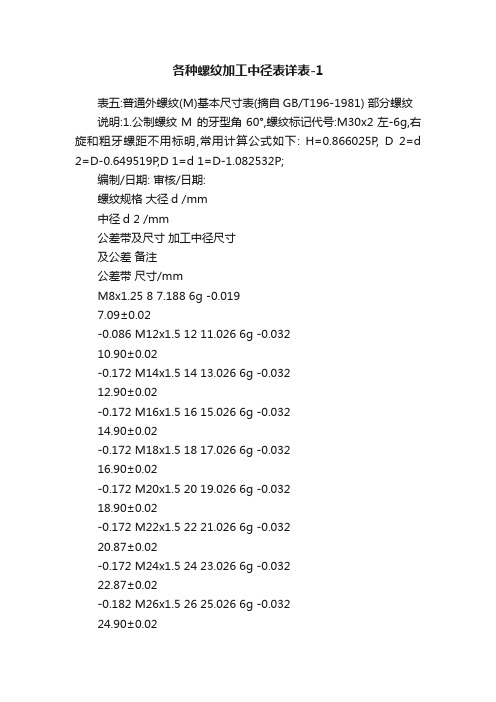
各种螺纹加工中径表详表-1表五:普通外螺纹(M)基本尺寸表(摘自GB/T196-1981) 部分螺纹说明:1.公制螺纹M 的牙型角60°,螺纹标记代号:M30x2左-6g,右旋和粗牙螺距不用标明,常用计算公式如下: H=0.866025P, D 2=d 2=D-0.649519P,D 1=d 1=D-1.082532P;编制/日期: 审核/日期:螺纹规格大径d /mm中径d 2 /mm公差带及尺寸加工中径尺寸及公差备注公差带尺寸/mmM8x1.25 8 7.188 6g -0.0197.09±0.02-0.086 M12x1.5 12 11.026 6g -0.03210.90±0.02-0.172 M14x1.5 14 13.026 6g -0.03212.90±0.02-0.172 M16x1.5 16 15.026 6g -0.03214.90±0.02-0.172 M18x1.5 18 17.026 6g -0.03216.90±0.02-0.172 M20x1.5 20 19.026 6g -0.03218.90±0.02-0.172 M22x1.5 22 21.026 6g -0.03220.87±0.02-0.172 M24x1.5 24 23.026 6g -0.03222.87±0.02-0.182 M26x1.5 26 25.026 6g -0.03224.90±0.02-0.182 M28x1.5 28 27.026 6g -0.03226.90±0.02-0.182 M30x1.5 30 29.026 6g -0.03228.90±0.02-0.182 M36x1.5 36 35.0266g -0.03234.90±0.02-0.1826h 034.92±0.02-0.150 M38x1.5 38 37.026 6g -0.03236.90±0.02-0.182 M40x1.5 40 39.026 6g -0.03238.90±0.02-0.182表四:美制圆柱外螺纹基本尺寸表部分螺纹说明:1.美制螺纹的牙型角60°,螺纹标记代号:3/8"-24UNF(UN/UNEF/UNC)-3A,右旋和2A 等级螺纹不用标明;2.常用计算公式如下:P=25.4/n, H=0.866025P, D 2=d 2=D-0.649519P, D 1=d 1=D-1.082532P; 3.螺纹2"-12UN 和2"1/2-12UN,挑丝,大径尺寸-0.15至-0.25;编制/日期: 审核/日期:螺纹规格螺纹等级大径/mm 中径/mm 产品加工中径/mm 备注最大最小最大最小 3/8"-24UNF2A9.4979.3148.8098.7128.75±0.02 7/16"-20UNF 2A 11.079 10.874 10.254 10.147 10.18±0.02 1/2"-20UNF2A 12.667 12.461 11.841 11.73211.75±0.02 9/16"-18UNF 2A 14.252 14.031 13.335 13.221 13.25±0.02 5/8"-18UNF2A 15.840 15.618 14.923 14.80314.82±0.02 5/8"-24UNEF 2A 15.845 15.662 15.156 15.05515.05±0.02 3/4"-16UNF 2A 19.012 18.773 17.981 17.854 17.85±0.02 7/8"-14UNF2A 22.184 21.923 21.006 20.86920.88±0.02 1"1/16-12UN 2A 26.944 26.655 25.570 25.425 25.45±0.025 1"1/4-12UNF 2A 31.704 31.415 30.330 30.17330.20±0.03 1"5/16-12UN 2A 33.282 33.005 31.920 31.77331.82±0.03 1"5/8-12UN 2A 41.229 40.940 39.855 39.705 39.80±0.032"-12UN 2A 50.754 50.465 49.380 49.225 2"1/2-12UN 2A 63.452 63.162 62.078 61.920。
机加工螺纹加工尺寸图表

规格
BSP DIN-2999
牙数/英寸
φ公差
mm
基本牙数
Φmm内径
φAmm倒角
1/8”
8.6
11
28
+0.15
8
1/4”
11.5
15
19
+0.2
8
3/8”
15
18
19
+0.2
8
1/2”
18.65
22
14
+0.24
7
3/4”
24.2
28
14
+0.24
7
1”
1/2”
18.65
22
14
7
18.45
23
14
7
+0.24
3/4”
24.2
28
14
7
23.8
29
14
7
+0.24
1”
30.3
35
11
7
29.8
36
11.5
7
+0.30
11/4”
39
44
11
8
38.6
45
11.5
8
+0.30
11/2”
44.9
50
11
8
44.65
51
11.5
8
+0.30
2”
56.8
62
DIN
NPT
1/8”
27
9.6
28
9.4
28
9.5
+0
螺纹加工尺寸对照表

普通粗牙螺孔
普通细牙螺孔
圆锥管螺孔
圆柱管螺孔
攻丝前钻孔尺寸
攻丝前钻孔尺寸
攻丝前钻孔尺寸
攻丝前钻孔尺寸
公称尺寸
底孔d
公称尺寸
底孔d
公称尺寸
底孔d
公称尺寸
底孔d
公称尺寸
底孔d
公称尺寸
底孔d
中国(新)
M5×0.8
4.2
M8×1
7.0
M12×1.5
10.5
M20×2
18.0
Rc1/8″
8.4
G1/8″
8.6
M6×1
5.0
M10×1
9.0
M14×1.5
12.5
M22×2
20.0
Rc1/4″
11.0
G1/4″
11.7
M8×1.25
6.8
M12×1
11.0
M16×1.5
14.5
M24×2
22.0
Rc3/8″
14.5
G3/8″
15.2
M10×1.5
8.5
M14×1
13.0
M18×1.5
16.5
普通粗牙螺孔普通细牙螺孔圆锥管螺孔圆柱管螺孔攻丝前钻孔尺寸攻丝前钻孔尺寸攻丝前钻孔尺寸攻丝前钻孔尺寸公称尺寸底孔d公称尺寸底孔d公称尺寸底孔d公称尺寸底孔d公称尺寸底孔d公称尺寸底孔d中国新m50842m8170m1215105m202180rc1884g1886m6150m10190m1415125m222200rc14110g14117m812568m121110m1615145m242220rc38145g38152m101585m141130m1815165m272250rc12180g12188m12175102m161150m2015185m302280rc34235g34243m142120m181170m2215205m332310rc1295g1305m162140m201190m2415225m362340rc114380g118352m1825155m221210m2715255m422400rc112440g114392m2025175m241230m3015285m482460rc2560g112451m243210m271260m3315315m522500rc212720g13451m273240m301290m3615345m303270rc3840g2569m3035265m4215405m333300锥管螺纹55度g1146295m3335295m4815465m363330g2127245m364320m483450g234788m485430m523490g3852m525470m5655505m646580
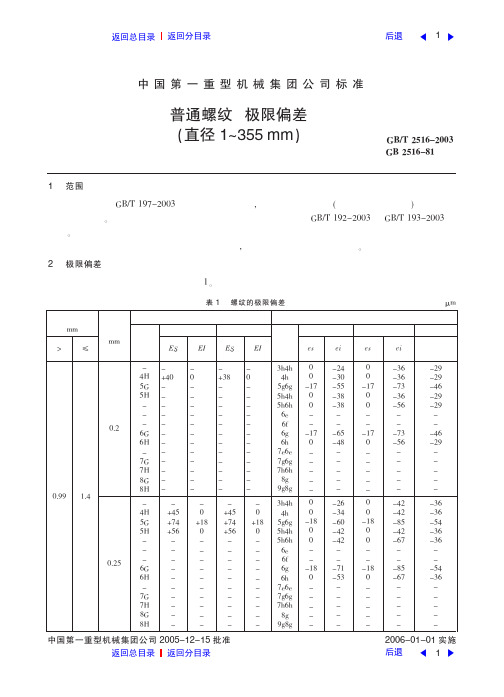
普通螺纹偏差表(直径1-355 MM)
!$ & " -., " & & & -., " & & & & & & " & & & & & & & & & & & & & " -., " & & & & & & & & & & & " -./ " & & & -./ " & & & & &
%&
%’
%&
%’
"#//
.#’
"#$
& ’( %) %( & & & *) *( & +) +( ,) ,( & ’( %) %( & & & *) *( & +) +( ,) ,( & ’( %) %( & & & *) *( & +) +( ,) ,( & ’( %) %( & & & *) *( & +) +( ,) ,(
!# & " -., " & & & -., " & & & & & & " & & & & & & & & & & & & & " -., " & & & & & & & & & & & " -./ " & & & -./ " & & & & &
螺纹详细尺寸规格表-国标英标美标
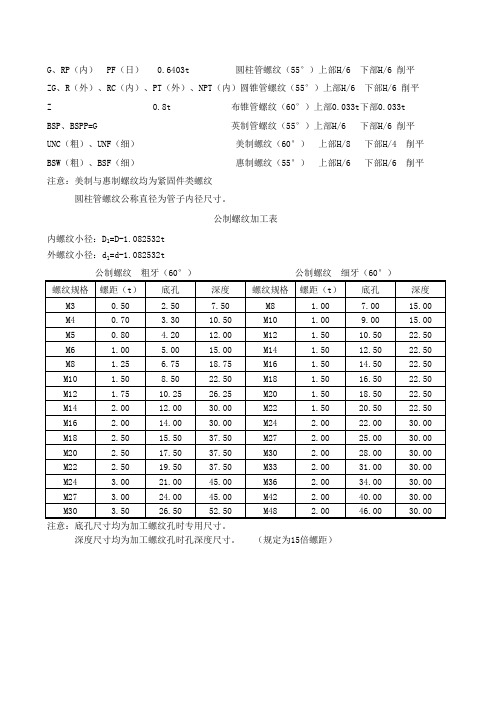
G、RP(内) PF(日) 0.6403t 圆柱管螺纹(55°)上部H/6 下部H/6 削平ZG、R(外)、RC(内)、PT(外)、NPT(内)圆锥管螺纹(55°)上部H/6 下部H/6 削平Z 0.8t 布锥管螺纹(60°)上部0.033t下部0.033t BSP、BSPP=G 英制管螺纹(55°)上部H/6 下部H/6 削平UNC(粗)、UNF(细) 美制螺纹(60°) 上部H/8 下部H/4 削平BSW(粗)、BSF(细) 惠制螺纹(55°) 上部H/6 下部H/6 削平注意:美制与惠制螺纹均为紧固件类螺纹圆柱管螺纹公称直径为管子内径尺寸。
公制螺纹加工表内螺纹小径:D1=D-1.082532t外螺纹小径:d1=d-1.082532t公制螺纹 粗牙(60°)公制螺纹 细牙(60°)深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)G 英制圆柱管螺纹(55°)加工一览表小径:d1=d-1.2807tZG 英制锥管螺纹(55°)加工一览表小径:d=d-1.2807t注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)Z 圆锥管螺纹(布锥管螺纹) (60°)小径:d=d-1.6t美制螺纹(UNC、UNF)参数表(60°)底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)惠氏螺纹(BSW、BSF)参数表(55°)小径:d1=d-1.280655t注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
(规定为15倍螺距)惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
螺纹加工参数表-3.8

参数计算公式:
a.M3-M12的螺纹需要半精、精加工,半精加工总加工量的85%,精加工加工总加工量的15%;深度直接到底,Z向走一个螺距;
b.M16-M24的螺纹直接精加工,Z向连续的走一刀,;
c.螺纹加工总深度为2*螺纹外径,如M20的螺纹,螺纹深度为2*20=40;
d.精加工编程刀具直径=D-2*单边刀补;
e.粗加工编程刀具直径=刀具直径+(螺纹外径-底孔直径)*15%;
f. 进退刀距离=(螺纹外径-编程刀经)/2;
g.红色参数是UG编程专用参数,蓝色参数是Powermill专用参数;
备注:
1.螺纹加工之前必须先将底孔倒角,否则会造成螺纹铣刀蹦刃;
2.螺纹加工前必须将底孔内的铁屑吹干净,否则会造成断刀;
3.操作工注意主轴全部正转;
4.M30以上螺纹用挑牙刀加工,参考吊环孔加工工艺规范加工;
5.螺纹铣刀装夹必须有足够的刚性以保证螺纹铣刀的寿命及加工效果,以下几种装夹方式不允许采用:
a.D22接长杆;
b.超过250mm长的D28刀柄;
c.超过300mm长的所有刀柄;
d.用热涨式刀杆悬出长度不得超过4倍热涨杆直径;。
螺纹尺寸对照表
3.85 (80%)
4.31 (80%)
5.13 (80%)
6.13 (80%)
6.85 (85%)
7.85 (85%)
8.62 (85%)
9.62 (85%)
10.40 (85%)
12.2 (85%)
14.2 (85%)
15.7 (85%)
17.7 (85%)
19.2 (85%)
21.2 (85%)
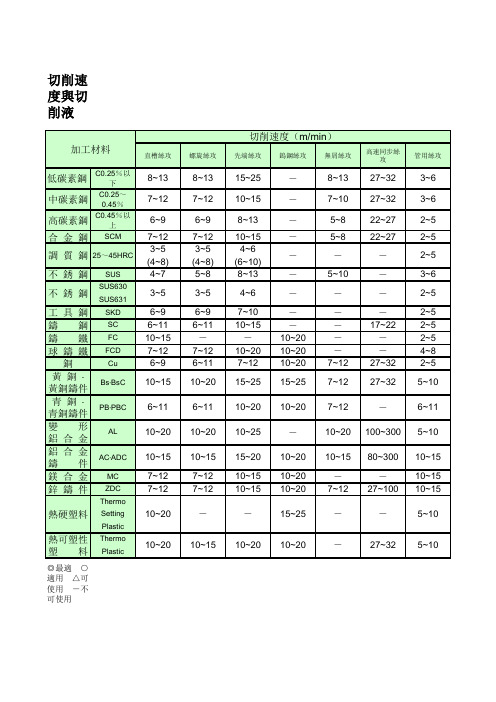
SUS SUS630 SUS631
SKD SC FC FCD Cu
Bs‧BsC
PB‧PBC
AL
AC‧ADC
MC ZDC Thermo Setting Plastic Thermo Plastic
◎最適 ○ 適用 △可 使用 -不 可使用
8~13
7~12
6~9 7~12 3~5 (4~8) 4~7 3~5 6~9 6~11 10~15 7~12 6~9 10~15
8.85 (85%)
9.13 (80%)
9.35 (80%)
10.13 (80%)
10.35 (80%)
10.62 (85%)
10.85 (85%)
11.13 (80%) 12.62 (85%) 13.13 (80%) 13.62 (85%)
3.459 3.599 3.959 4.099 4.459 4.599 4.959 5.099 5.188 5.378 6.188 6.378 6.917 7.153 7.188 7.378 7.917 8.153 8.188 8.378 8.647 8.912 8.917 9.153 9.188 9.378 9.917 10.153 10.188 10.378 10.376 10.676 10.647 10.912 10.917 11.153 12.376 12.676 12.917 13.153 13.376 13.676
螺纹加工尺寸标准

Rc / NPTR / NPTG / Rp一般未注螺纹加工尺寸标准 C 为一个螺距值 G 螺纹 Rp 螺纹 Rc 螺纹 R 螺纹 NPT 螺纹 NPT 螺纹 倒角值规格φ1 φ3 φ1 φ1内口(端面) φ3外口(端面) φ1内口(端面) φ3外口(端面) 端面处φ2、φ4值同大径或小径的差值 1/411.6 13 11.6 11.6 12.6 11.5 13.1 0.2~0.4 3/815.1 16.5 15.1 15.1 16.1 15 16.5 0.2~0.4 1/218.9 20.8 18.9 18.9 20.2 18.5 20.5 0.2~0.5 5/820.8 22.7 3/424.4 26.2 24.4 24.4 25.6 23.8 25.8 0.2~0.5 7/828.2 30 130.6 33 30.6 30.6 32.3 30.1 32.2 0.3~0.6 1 1/835.2 37.6 1 1/439.3 41.6 39.3 39.3 40.8 38.7 41 0.4~0.7 1 3/841.7 44 1 1/245.2 47.5 45.2 45.2 46.7 44.8 47.1 0.4~0.7 1 3/451.1 53.4 257 59.3 57 57 58.3 56.9 59.1 0.4~0.7 2 1/463.1 65.3 2 1/272.6 74.8 72.6 72.6 73.7 68 71.1 0.5~0.9 2 3/479 81.2 385.3 87.5 85.3 85.3 86.2 83.9 87 0.5~1 3 1/293.7 100 96.6 99.6 0.5~1 4110.4 112.7 110.4 110.4 111.3 109.3 111.2 0.5~1 4 1/2123.1 125.4 5135.8 138.1 136.3 136.3 139.1 0.5~1.2 5 1/2148.6 150.8 6 161.3 163.5 161.7163.1 165.9 0.5~1.21赠美句美段分类集锦⒈人生哲理.....①人生似一束鲜花,仔细观赏,才能看到它的美丽;人生似一杯清茶,细细品味,才能赏出真味道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参数计算公式:
a.M3-M12的螺纹需要半精、精加工,半精加工总加工量的85%,精加工加工总加工量的15%;深度直接到底,Z向走一个螺距;
b.M16-M24的螺纹直接精加工,Z向连续的走一刀,;
c.螺纹加工总深度为2*螺纹外径,如M20的螺纹,螺纹深度为2*20=40;
d.精加工编程刀具直径=D-2*单边刀补;
e.粗加工编程刀具直径=刀具直径+(螺纹外径-底孔直径)*15%;
f. 进退刀距离=(螺纹外径-编程刀经)/2;
g.红色参数是UG编程专用参数,蓝色参数是Powermill专用参数;
备注:
1.螺纹加工之前必须先将底孔倒角,否则会造成螺纹铣刀蹦刃;
2.螺纹加工前必须将底孔内的铁屑吹干净,否则会造成断刀;
3.操作工注意主轴全部正转;
4.M30以上螺纹用挑牙刀加工,参考吊环孔加工工艺规范加工;
5.螺纹铣刀装夹必须有足够的刚性以保证螺纹铣刀的寿命及加工效果,以下几种装夹方式不允许采用:
a.D22接长杆;
b.超过250mm长的D28刀柄;
c.超过300mm长的所有刀柄;
d.用热涨式刀杆悬出长度不得超过4倍热涨杆直径;。