制程类别统计分析表
来料、制程、成品抽样检验规范【范本模板】
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
制程不良统计、分析
不良原因分析统计
”字标识;
改的上报品管部。
不良原因分析统计6Biblioteka 线束装反线束
装反
调节螺丝自身铆接漏气
调节螺丝与灯壳配合处漏气
后盖与灯壳配合处漏气
7
灯具气密
灯具漏气
线束与灯壳配合处漏气 线束里面线塞漏气 灯壳胶水漏气 灯壳砂眼
8
灯具调光
调光不良
银碗转不动
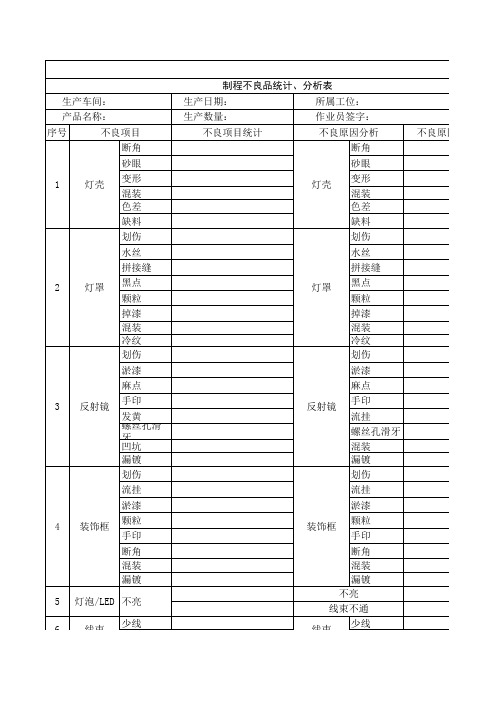
注:“不良项目”由生产班组所属工位人员进行统计,以“正”字标识; “不良原因”由品保部检验员和车间班组长共同分析原因,由检验员完成填写,同样以“正”字标识; 此表单由品管部检验员收集,并于每月3日前,将超过4%的不良品或者认为需要进行质量整改的上报品管部。
制程不良品统计、分析表 生产车间: 产品名称: 序号 不良项目 断角 砂眼 1 灯壳 变形 混装 色差 缺料 划伤 水丝 拼接缝 2 灯罩 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 3 反射镜 手印 发黄 螺丝孔滑牙 凹坑 漏镀 划伤 流挂 淤漆 4 装饰框 颗粒 手印 断角 混装 漏镀 5 6 灯泡/LED 不亮 线束 少线 装饰框 反射镜 灯罩 灯壳 生产日期: 生产数量: 不良项目统计 所属工位: 作业员签字: 不良原因分析 断角 砂眼 变形 混装 色差 缺料 划伤 水丝 拼接缝 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 手印 流挂 螺丝孔滑牙 混装 漏镀 划伤 流挂 淤漆 颗粒 手印 断角 混装 漏镀 不亮 线束不通 少线 线束
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
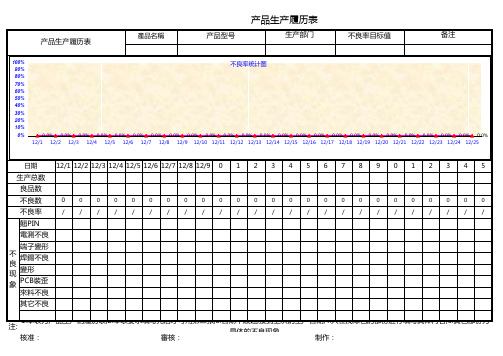
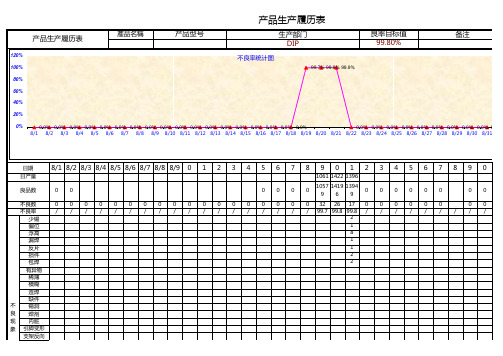
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
QC统计分析工具EXCEL制作方法

5)单击“下一步”按钮,将弹出“图表向导-4步骤之4-图表位置”对话框,如下图所示。 在该对话框中可以设置图表是作为新工作表插入还是作为其中的对象插入。
6)当用户完成所有的图表设置操作后,单击“完成”按键,图表将插入到工作表中,如下图 所示。
6-1W贴片合格率 6-2W贴片合格率 100% 95% 90% 85% 80% ET600W ET600 E200 P851 P780 I726 P706 I720 V707 E303 E206 V770 E216
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (折线图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
贴片合格率 100% 98% 96% 94% 92% 07-01 07-02 07-03 07-04 07-05 6-1W 6-2W 95.01% 93.99% 95.34% 93.91% 94.44% 94.61% 94.88% 测试直通率 装配直通率 包装产线检验合格率 批量直通率
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
用Excel表制作步骤如下: 1)以下表为数据为例:
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (XY散点图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
六、排列图
(6)柏拉图也称排列图,就是将一定时期所收集来的不良数、缺点或故障的发生的频 次、件数等数据,依项目别、原因别等加以分门别类,计算出各项目所占的百分比,并 按其所占比率大小的顺序,以柱形和曲线的方式进行排列出来的图形。
管制图与制程能力分析

管制圖與製程能力分析一、管制圖管制圖是指根据统计学原理,通过收集和分析过程数据,以便及时监控和改进过程稳定性的方法。
管制圖可以帮助我们判断过程是否稳定、是否受特殊因素影响,并且能够帮助我们分析过程能力是否符合要求。
下面我们就来介绍一下管制圖的基本原理和应用。
1. 管制界限管制界限是在管制圖上设定的两条中心线,即上管制界限和下管制界限,是用来判断和监控过程是否稳定的参考线。
通常,管制界限是根据数据的变异性和过程能力要求来确定的,一般而言,上管制界限和下管制界限是基于过程的平均值和标准差计算得出的。
2. 管制统计量在管制圖上,通常有两个重要的统计量,分别是过程平均值和过程变异性。
通过对这两个统计量的监控,我们可以了解过程是否处于稳定状态。
3. 常用的管制圖类型常用的管制圖类型有许多种,如平均数控制图(X管制图)、极差控制图(R 管制图)、标准差控制图(S 管制图)、范围与中位数控制图(MR 管制图)等。
这些不同类型的管制圖适用于不同类型的数据,可以帮助我们监控和改进不同的过程。
二、製程能力分析製程能力分析是指通过统计方法来评估製程是否满足客户的需求和要求。
製程能力分析可以帮助我们确定製程的稳定性和一致性,以便进行相应的改进措施。
1. 製程能力指标製程能力指标是对製程能力的度量,一般用于评估製程的稳定性和一致性。
常用的製程能力指标有以下几种:Cp指数、Cpk指数、Pp指数和Ppk指数。
这些指数可以根据数据的分布特征来计算,用于评估製程的长期和短期能力。
2. 製程能力评估通过製程能力评估,我们可以判断製程是否满足要求,并进行相应的改进。
一般而言,当製程能力指标大于1时,说明製程能够满足客户的需求,而当製程能力指标小于1时,说明製程存在一定的问题,需要进行改进。
3. 製程改进当发现製程能力不足时,我们就需要进行相应的製程改进。
常用的製程改进方法有许多种,如采用统计方法来减少过程的变异性、改善生产设备和工艺等。
SPC统计分析

SPC统计分析!!2008-08-19 15:14SPC目录• 1 什么是SPC• 2 SPC起源与发展• 3 3σ原理简介• 4 SPC技术原理• 5 SPC控制图及计算• 6 SPC控制图(管制图)的实施•7 SPC控制图(管制图)异常的判断及处理•8 制程能力指数(参数)CPK•9 SPC的发展特点•10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年修华特博士在贝尔实验室发明了品质控制图。
2. 1939年修华特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5. SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7. ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。
3σ原理简介当过程仅仅俺有正常变异时,过程的质量特性是呈现正态分布的,其分布状态如下:休哈特建议用界限±3σ来控制过程,就是说,在10000个产品中不超过27个不合格品出现,就认为改生产过程是正常的,若达到27个以上,就认为过程失控。
利用Excel表格制作品质图表(QC7+MSA+SPC)

%GR&R Excel版本制作完成!
2. 交叉法与EXCEL的结合运用
首先回顾以下交叉法的评估方法:
随机选取50个产品(最好包含10个左右不良 样品)并编号。
温馨提示:右图为组数的参考值
步骤4:计算组距(全距/组数K )
數據數 50~100 100~250 250以上
組數 6~10 7~12 10~20
步骤5:计算上下组列
用CONCATENATE函数合并上下界 数值文本,计算如下:
步骤6:计算组列间的个数
步骤7:制作图表
运算结果如下
键入 COUNTIF和 SUN函数运 算满足条件
75
38.00
37.00
75
总计
数量 期望数量
76
74
150
76
74
150
由上表可以看出需要根据测量的数据计算出:
A=0&B=0 A=0&B=1 A=1&B=0
同理得 B&C A&C
B=0&C=0 B=0&C=1 B=1&C=0
A=0&C=0
+ A=0&C=1
A=1&C=0
A=1&B=1
B=1&C=1
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值
制程能力分析1

制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 Cp 或 Cpk 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Sigma 来对照。
计数值统计数据的数量表示缺点及不良(Defects VS. Defectives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PCB有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-NoGo)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DPU)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sigma 以发生缺点的机会(Opportunities)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而DPMO 是每检查一百万个机会点平均有几个缺点。
一个机会点代表一产品或制程可能会出现缺点的机会,它可能是一个零件、特性、作业等等。
制程不良统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
日期
班别 产品类别 檢驗數量
100.00% 80.00% 60.00%
#DIV/0! #DIV/0! #DIV/0!
60.00% 40.00% 20.00% 0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
前三项不良 不良率
原因分析
17周前三项不良
17周前三项不良
18周前三项不良
总结:
前三大不良机种 不良率
不良原因
原因分析
日期
机种
检验数
工艺质量部40张表格
2、进料检验报告表3、进厂零件质量检验表检验主管:检验员:检验日期:年月日4、进厂零件检验报告表5、进厂材料试用检验表6、材料不良改进通知表说明:1.就被判定拒收或特别采用的检验批向供应商发出。
2.供应商应限期回复。
7、进料检验日统计表8、原材料供应商质量检测表供应商名称:编号:9、外协厂商质量检查表填写日期:年月日检验主管:检验人员:10、供应商不合格品记录表年度:月份:编号:11、供应商物料拒收月统计表月份:日期:主管:制表:12、供应商质量评价体系表13、供应商综合评价表编号:填写日期:14、制程检验标准书厂长:主管:制表:说明:1.检验标准作为生产部门及检验部门的品质判定依据。
2.依不同的工序制定。
15、制造流程检验标准表编号:经办人:审核:16、生产过程检验标准表产品名称:部门:页次:17、产品质量检验标准表产品名称:有效日期:18、作业标准书说明:1.本标准书由质量管理部制作,经厂长认可(修订亦同)。
2.作为生产部门各工序作业的依据。
19、操作标准通知单填写日期:编号:制表:审核:批示:20、质量管理标准变动通知单20、生产流程检验记录表21、生产过程记录表批号:规格:工令:用途:编号:经办:审核:22、巡检记录表班别:填写日期:23、制程巡回检验表日期:部门:查验结果:○好△尚可×不良矫正说明:1.制程中对巡回抽检的记录。
2.检验标准范围可定上下限。
3.异常检验情况应追溯到源头及全过程的处理。
4.由相关部门呈阅后交质量管理单位存档。
24、产品质量抽检记录表机器名称:班别:抽查员:主管:25、产品别不良记录表编号:主管:填表者:说明:1.为对制程检验状况的统计报告。
2.不良率=不良数÷加工数×100%。
3.本表由相关权限单位呈阅后,由质量管理部存档。
26、操作者自主管理检查表部门:姓名:日期:说明:1.自主检验的项目以目视及使用量规为原则。
2.检查记录使用符号:√良,△尚可,×差。
SPC统计制程控制(综合简介)

例:量19”面板Cell Gap值分别为3.43 、 3.44、 3.45、 3.45、
3.46 、 3.45、 3.42请问其标准差为何?
(sigma=0.013)
全距(Range) 样本的最大值减去最小值的差R.
SPC概念--普通原因与特殊原因
SPC概念
SPC能解决的问题
经济性:有1 效的抽样管制,不用全数检验.使制程稳定,
能掌握品质、成本与交期. 预警性:制程的异常趋势可实时对策,预防整批不良,
以减少浪费. 分辨特殊原因:作为局部问题对策或管理阶层系统改
进之参考. 善用机器设备:估计机器能力,可妥善安排适当机器
SPC特点強調預防,防患於未然是SPC的宗旨
SPC概念--普通原因与特殊原因
异常原因
普通原因
系统中之因素 种类多随时存在
影响力较小 不易消除
机器老化 机器震动 环境不良(Particle) 设计不良
特殊原因 系统外之因素 种类少偶尔发生 影响力较大 可经济地消除
机器故障 来料异常 人员疲劳 错误操作方法
A: 1.33≦ Cp
B: 1.00≦ Cp< 1.33
C: 0.83≦ Cp< 1.00
D:
Cp< 0.83
=>Cp值越大越好,表示制程佳
A:此制程甚为稳定,可将规格公差缩小或胜任更精密之工作 B:有发生不良率偏高之危险,须加以注意并努力维持不再变坏 C:检讨所订规格及作业标准,可能本制程无法胜任如此精密之工作 D:应采取紧急措施,全面检讨可能影响之因素,必要时需停线
例:
量19”面板Cell Gap值分别为3.43 、 3.44、 3.45、 3.45、3.46 、 3.45、 3.42、 3.44、 3.43、 3.41,请问其平均值为何?
SPC 报表

SPC是(Statistical Process Control)的缩写;中文意思为"统计制程管制"(台湾称法)"统计过程控制"(大陆称法)是利用统计学的原理,对制造业在制程中的品质进行管制,以达到尽可能第一次把品质做好.(可以应用到任何一个有大量数据产生的地方,如财务分析等)1924年美国休哈特发明管制图;二战期间,美国军方提出MIL—STD—105E和MIL—STD—414(抽样计划)二战结束后,戴明到日本指导品质,得以广泛应用.SPC的功能看清品质状况,提前发现问题找出问题根源,少花钱办好事减少报表麻烦,满足客户要求提升生产效力,降低品质成本SPC的主要内容计数值以计产品的不良件数或点数的表示方法,数据在理论上有不连续的特性,故称之为离型变量;抽样计划采用每批抽取样本,如MIL—STD—105E(GB2828)计量值指产品须经过实际量测而取得的连续性实际值,并对其做数理分析,以说明该产品在此量测特性的品质状况的方法.抽样计划采用每固定时间抽取4—20个样本量测,如MIL—STD—414(GB6378)基本资料设定计数值数据输入计量值数据输入普通管制分析PPM/不良推移单品质特性图多品质特性图表尾资料设定量测单位设定层别条件设定连接仪器设定栓验作站设定缺点代码设定缺点类别设定产品类别设定产品资料设定制程能力分析图CPK推移图a Chart 制程式标准差分析图sChart 规格标准差分析图K Chart K 倍标差管制图Histogram Chart 直方图Median-R Chart 中位数全距管制图X-Rm Chart 个别值与全距管制图Xbar-S Chart平均数标准差管制图Xbar-R Chart平均数全距管制图柏拉图U-Chart单位缺点数管制图C-Chart缺点数管制图NP-Chart不良数管制图P-Chart不良率管制图PPM推移图不良率推移图多品质特性图SPC架构特殊原因与一般原因特殊原因是指由于制程中某一个小部位的突发变异产生问题,难以预料,只有一经发现,由现场人员立即判断并处理.不在统计制程管制下.由偶然因素产生,事先无法预测.一般原因是指由目前整体因素变异产生的问题,可以预测,问题要由各相关部门协助共同解决.制程中变异因素在统计的管制之下,产品特性有固定分布.成功推行SPC的条件最高管理层的大力支持;中层干部有能力分析各种SPC图形,在有良好品质观念的础上及时分析图形;做一份详尽,全面,系统的SPC系统规划;建议用专业软件来做;数据收集要真实,适时SPC运作的重点与难点相关人员的教育训练;全面的一个系统规划;适时收集数据;适时监控图形;问题改善;形成标准.全厂SPC系统规划,如各部门的抽样计划图形分析,还要能正确地分析和判断出品质状况;找到改善方案;形成书面措施第二篇图形制作技术数据收集;各项品质指标;Xbar-R平均数全距管制图P-Chart不良率管制图NP-Chart不良数管制图U-Chart 单位缺点数管制图CPK推移图等等计量值数据收集——主要对产品的重要特性按一定时间间隔抽取一定的样本,然后进行量测,再将量测值做处理.每次抽样数大部份产品采用5-20管制点一般为设计时设定的重要特性或客户要求的重要尺寸各项层别条件数据条件项目抽样频率一般为每2小时或4小时时间段选择产品相关项目MIL-STD-414和GB6378数据筛选数据收集项目抽样计划统计学基本概念与基本理论一组距一组数据中的最大值减去最小值R=MAX—MIN作用:可以看出这组数的精密度,并判断出这组数据的制程幅度有多大.二平均数(Mean,常用Xbar或X表示)把一组数据全部相加,再除以该组数据的个数.X=(X1+X2+……Xn)/n注意:平均数的小数字数一定要取到比样本数小数字数多一位.三中位数(Median,用M表示)把一组数据先按大小顺序排列起来,然后取最中间一位. 若该组数据为奇数,则取最中间一位,若该组数据为偶数,则取中间两位的其中一位.如:数据X1,X2,X3……Xn是按从大到小顺序排列, 则:X(n+1)/2(n为奇数)M= 或X(n/2)或X(n/2+1)四方差(2,有时用S表示)由该组数据中每个数据减实际平均数平方的和再除以该数组数据的个数(n).∑(Xi—Xbar)2n—1注:有些书上可能是除以n(样本数在50以下时),方差越小越好2=五标准差(S)直接由方差开平方得来.S= =√(∣X1—X∣2+∣X2—X∣2+……+∣Xn—X∣2)/n—1注:有些书上直接使用n.在SPC软件中,有两种标准差,一个是规格标准( s),另一个制程标准差( a).a是统计学上的标准差概念,由上述公式计算得来;s是品管中为便于比较而引进的,计算方法为:s=(USL—LSL)/6管制界限管制中心线(CL),是实际数据的平均值(即CL=Xbar);管制上限(UCL),Xbar+ 3 ;管制下限(LCL),Xbar—3 ;注意:如管制上下限都在规格上下限之间,表明制程能力很好,生产能力在管制范围之内,很少甚至没有不符合规格的产品.若超出或偏离规格上下限,表明制程有问题,有可能出现不良品.摇曳的风铃,恍惚的倩影。
制程能力分析
一、数据的形态与数据的收集---母体与样本 数据的形态与数据的收集 母体与样本
母体Population 被评估的某一事件的整个群体。 样本Sample 母体的子群subset,用来预估母体的特征。 抽样方法 1.随机抽样Random Sampling 母体的每个样本有相同的机会被挑出。 2.层别抽样Cluster Sampling 先将被调查的项目作适当的分类(如班别、线别),然后从不同类别 中依相同或不同比例进行抽样。 3.系统抽样Systematic Sampling 以一定的时间或者数量的间隙取得样本,如每小时抽取5pcs。
常态分布检定
Probability Plot of C1
Normal
99.9 Mean StDev N AD P-Value 10.31 1.234 105 0.457 0.261
99
95 90 80 70 60 50 40 30 20 10 5
Percent
P-Value 1.5 Pp = 1.5 Pp = 1.5 Pp = 1.5 Pp = 1.5 Ppk = 1 Ppk < 1 Ppk = 0 Ppk < 0
X − LSL USL − X Ppl = Ppu = 3σ LT 3σ LT
Pp = 1.5 Ppk < -1
基本概念---Cpk与Ppk 与 基本概念
四、Minitab应用 应用
下述案例中所有“Minitab操作说明”之“*.MTW”均来自于 Minitab 14程式中自带的文档。
计算平均值与标准差
Summary for C1
Anderson-Darling Normality Test
µ σ
A-Squared P-Value Mean StDev Variance Skewness Kurtosis N Minimum 1st Quartile Median 3rd Quartile Maximum
PMC作业流程所需各类表单

会议签到表编号:订单变更通知单接单日期:客户名称:交货日期:№:发出部门:接收部门:变更日期:订单编号:编制:审核:批准:日期:年月日计划编制:生产制令单欠料跟催表制表:№:0000001物料需求计划编号:日期:编制:审核:批准:采购管制表№:0000001编制:审核:采购附件资料清单需方代表:供方代表:合同产品成本价格构成明细表供应商全称:供应物料名称:规格/型号:成本确认日期:200 年月日需方代表签字:供方代表签字:需方总经理签字:供方总经理签字:盖章:盖章:日期:200 年月日日期:200 年月日特采申请单日期:200 年月日№:0000001供应商一览表NO:制表:审核:合格供应商名录№:编制:审核:供应商基本资料表时间: 年月日№:编制:审核:供应商调查表调查日期:采购经理审核:复核:供应商现场评估表评估日期:供应商品质统计分析表统计时段:年月日-- 月日制表:审核:日期:供应商交货、服务评分表评价部门:PMC部评价月份:200 年月日日期:编制:审核:供应商定期评估汇总表汇总日期:年月日采购:审核:品管部主管:总经理审批:供应商评分汇总表日期:编制:审核:供应商处置申请表日期:浙江武义恒阳工贸有限公司电话: 传真:地址:采购订单供应商:联系人:电话:采购单号:传真:生产单号:联系人:产品型号:供应商:浙江武义恒阳工贸:------------------------------------------ ------------------------------------- 负责人签名与盖公司印章制作人:审核人:批准人:浙江武义恒阳工贸有限公司电话: 传真:地址:发外加工订单供应商:联系人:电话:采购单号:传真:生产单号:联系人:产品型号:供应商浙江武义恒阳工贸------------------------------------------ -------------------------------------负责人签名与盖公司印章制作人:审核人:批准人:物料请购单申购部门:日期: 年月日№:0000001申购人: 审核: 批准:生产制令单计划员:物控员: PMC主管:车间:仓管:样品制令单计划员:物控员: PMC主管:车间:仓管:检验日报表□进料□制程□成品日期:200 年月日制表: 审批:材料/半成品进仓单进仓日期:年月日材料半成品№:财务:缴仓:仓管员:审核:材料/半成品出仓单出仓日期:年月日材料半成品№: 财务:审核:收货人:仓管员:每日收货汇总表部门: 日期:年月日收货人:审核:物料销存卡物料编号:单位:材料名称:规格:最高存量:最低存量:表格编号:待处理物品报废申请表日期:200 年月日呆料不良品№:0000001QC:品质经理:仓管员:仓库主管:PMC部主管: MRB小组组长: MRB小组成员:总经理:欠料单车间: 日期:NO:仓管员:仓库组长:退/补料单退/补单位:日期:年月日№:0000001生产物料员: 生产部主管: 品 管 员: 仓 管 员: 仓库组长: PMC 部主管:复检通知单进仓日期: 年 月 日呆料 不良品 №:0000001进料品管:进料品管:仓库员:仓管组长:车间生产日报表班组:日期:年月日制单:车间主管:物品报废单日期:200 年月日№:0000001财务: 仓管员: 仓库组长: MRB小组: 审批:周出货计划日期:月日至月日№:0000001制表: 审核:出货通知单送货日期:年月日№:财务:审核:业务员:收货人: 仓管员:成品进仓单进仓日期:年月日。
Minitab统计分析(中)

Minitab统计分析(中)制程能力之分类MINITAB 能力分析的选项(计量型)1.能力分析 (正态)2.能力分析 (组间/组内)3.能力分析 (非正态)4.能力分析 (多变量正态)5.能力分析 (多变量非正态)6.能力分析 (二项)7.能力分析 (Poission)8.Capability Sixpack (正态)9.Capability Sixpack (组间/组内)10.Capability Sixpack (非正态)一.能力分析 (正态)该命令会划出带理论正态曲线的直方图,这可直观评估数据的正态性。
输出报告中还包含过程能力统计表,包括子组内和总体能力统计。
二.能力分析 (组间/组内)1.该命令会划出带理论正态曲线的直方图,可以直观评估数据的正态性。
2.该命令适用于子组间存在较大变差的场合。
输出报告中还包含过程能力统计表,包括子组间/子组内和总体能力统计。
三.能力分析 (非正态)该命会会划出带非正态曲线的直方图,这可直观评估数据是否服从其他分布。
输出报告中还包含总体过程总能力统计。
四.能力分析 (多变量正态)五.能力分析 (多变量非正态)--上述两个命令用于对多个变量进行分析制程能力分析做法STEP1决定Y特性STEP2决定Y特性STEP3决定Y特性STEP4决定Y特性STEP5决定Y特性练习输入数据Select:统计 >质量工具 > 能力分析(正态)输入选项选择标准差的估计方法选项的输入以Cpk, Ppk结果的输出Cp:过程能力指数,又称为潜在过程能力指数,为容差的宽度与过程波动范围之比。
Cp=(USL-LSL)/6σ 其中:σ=R/d2Cpk:过程能力指数,又称为实际过程能力指数,为过程中心µ与两个规范限最近的距离。
min{USL- µ, µ-LSL}与3σ之比.Cpk= min{USL- µ, µ-LSL}/ 3σ 其中:σ=R/d2Cpm:过程能力指数,有时也称第二代过程力指数,质量特性偏离目标值造成的质量损失。
生产统计报表的大全
生产统计报表的大全编制生产统计报表是统计员的一项重要工作,需要及时、准确、完善地向相关部门呈递报表。
这有助于高层管理人员了解下属部门的工作情况,及时发现问题并作出决策,促进管理工作的顺利进行。
详细的汇报可以让我们了解生产计划的执行情况、生产进度、材料供应、机器设备的运转状况等,及时掌握生产动态和异常情况,了解人员的思想变化等。
同时,定期或不定期的工作汇报也可以及时发现工作中存在的困难和问题,并加以研究和解决,降低可能造成的各种损失。
统计一般采用交叉统计的方式,例如生产数据由仓库监督统计,报表上的统计则需由对口人员审核。
这样的交叉统计可以更好地反映生产情况。
在没有统计软件的情况下,最简单的统计方式就是输入与输出平行。
例如,总输入的用料单与总产成的进仓单需要平行统计,进仓单不仅要登记产品数量,还要登记重量和废品数量。
统计的人员需要明白数据如何产生,并学会利用数据,而不是为数据打工。
工作汇报的内容很多,一般包括生产、质量、物料方面的内容。
生产方面的汇报内容包括各类生产计划的完成情况、工作落实与执行情况、生产进度状况与工时投入、现场作业状况、生产异动情况、生产人员工作情况、订单完成情况和产品交货状况等。
质量方面的汇报内容包括各道工序、各车间(班组)的产品质量情况、质量问题及质量异动、不合格率机造成因素、内部质量事故的调查处理及质量问题的追溯、质量目标达成情况和潜在的质量隐患等。
物料方面的汇报内容包括物料供应计划的完成情况、物料定额达标情况、物流的顺畅程度、物料耗用情况及日消耗量、剩料、缺料解决办法、余料、呆料、废料、遗留旧货及零部件的处理、再生物料跟踪情况和物料异常情况等。
生产作业管理中常见的汇报方式包括口头报告和书面报告。
书面报告一般包括生产日报表和品管日报表,用于报告生产和品质状况。
入库报表是一种报告产品完成状况及库存状况的形式。
生产部门需要定期召开生产协调会和产销协调会,以协调生产和销售之间的关系。