电梯制造工艺流程图教学教材
电梯安装及工艺培训演示课件

当电梯行程高度小于等于30m时为0~+25mm; 当电梯行程高度大于30m且小于等于60m时为0~+35mm; 当电梯行程高度大于60m且小于等于90m时为0~+50mm; 当电梯行程高度大于90m时,允许偏差应符合土建布置图要求。 2、 当底坑深度大于2.5m且建筑物布置允许时,应设置一个符合安全门要求的底坑
图 11
底坑样板架
25
26
27
无脚手架安装介绍
①先将导架底架及导轨,安装好第一导轨,用经纬仪或铅垂线
检查导轨的垂直度,误差小于1/1000。 ②安装基础底架四周围栏 ③安装吊笼,吊笼升1米左右,拆去笼下垫木,装上缓冲弹簧,
再使吊笼缓慢降至缓冲弹簧上。手动上、下试运行。 ④安装好吊笼顶部安全护栏。 ⑤电气设备和控制系统的安装。电源相序要确保与吊笼的上、
3.2.2 在样板架上标记悬挂铅垂线的各处,用0.4-0.5mm直径钢丝挂上1020公斤的重锤放至底坑, 待铅垂线张紧稳定,确定各层层门,校正样板架的正确位置后钉牢固定 在木梁上。
3.2.3 固定铅垂线,在底坑距地800-1000mm高处,固定一个与顶部样板架 相似的底坑样板架安置符合 要求后,用U型钉将铅垂线钉固于底坑样板架上(见图11)。
3.2.4 样板架的安置应符合下列要求; a.按照井道的实际净空尺寸来安置; b.水平度误差不应超过4mm; c.顶、底部样板架间的水平偏移不应超过1mm;
24
1
M12螺栓
600-800
800-1000
2 3 41
M16拉爆式膨胀螺栓
电梯工程流程图
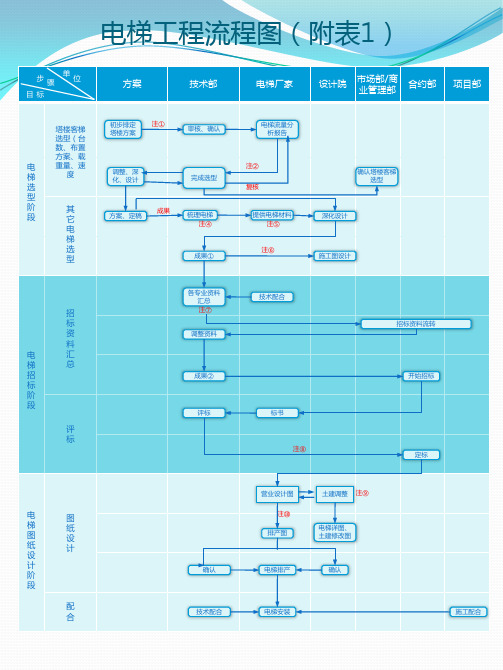
电梯工程流程图(附表1)方案技术部电梯厂家设计院市场部/商业管理部合约部项目部步
骤目标单位塔楼客梯选型(台数、布置方案、载重量、速度其它电梯选型招标资料汇总初步排定塔楼方案调整、深化、设计方案、定稿审核、确认完成选型电梯流量分析报告注①注②复核梳理电梯注④提供电梯材料深化设计成果①确认塔楼客梯选型各专业资料汇总注⑦技术配合招标资料流转调整资料成果②开始招标标书
评标注⑧定标
注⑨
营业设计图土建调整注⑩排产图电梯详图、土建修改图确认确认
电梯排产电梯安装技术配合施工配合电梯图纸设计阶段电梯招标阶段电梯选型阶段成果施工图设计注⑤注⑥评标图纸设计配合。
最新电梯制造工艺流程图

附件5:制造工艺流程图 (1)制造工艺流程表(2)注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序有关制造工艺流程图的详细说明○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理。
编制:张宝日期:2013年07月10日审批:王建伟日期;2013年07月11日过热与过烧的区别过热是由于锻造加热温度高,存在一定的保温,导致晶粒快速张大,而产生的过热组织.但是过热组织还有一种可能,是加热温度很快(比如感应加热),晶粒没有出现快速张大现象,但是锻造过程很快,产品是终锻后温度高,在锻后堆冷的时候晶粒继续张大,而产生过热组织.过热:加热转变终了时所得奥氏体晶粒一般均较细小。
但如果在转变终了继续升高温度,则如前所述,奥氏体晶粒将继续长大。
如果仅仅是晶粒长大而在晶界上并未发生能使晶界弱化的某些变化,则被称为过热。
过热将使随后的缓冷所得的铁素体晶粒、珠光体团以及随后的快冷所得的马氏体组织变粗,这将便钢的强度和韧性变坏。
因此必须用再次热处理来校正由于加热不当而出现的过热现象。
过热:钢被加热到Ac3(见铁碳相图)以上某一温度,随着奥氏体晶粒的长大,在粗大的奥氏体晶界上,发生了化学成分的明显变化(主要是硫的偏析),在冷却时,或者在原始奥氏体晶界上保持了硫的偏析,或者产生了第二相(主要是硫化物)质点的网状沉积,导致晶界脆化,使钢的拉伸塑性和冲击韧性明显降低的现象。
如果没有硫的析出,不算是过热。
钢的过热温度1200~1350℃之间。
过热钢的特征:1、宏观断口:产生结晶状断面或无金属光泽的灰白色粒状断面2、显微特征:粗大的A(奥氏体)晶粒,魏氏体组织,原始A晶界处S偏析或硫化锰沉淀3、过热钢的机械性能:塑性和冲击韧性明显降低,对强度和硬度基本无影响4、钢发生过热后的补救措施:正火,淬火和回火(注:钢淬火后都需要回火以提高其塑、韧性)过烧:如果加热温度过高,不仅奥氏体晶粒已经长大,而且在奥氏体晶界上也已发生了某些能使晶界弱化的变化,称之为过烧。
电梯生产计划作业流程图

14
PMC/生产/
品质/工程/仓库/采购
《会议签到表》、《执行力跟进表》
PMC主管于每周一、五组织相关部门,对各订单产品生产进度、各生产线生产状况、物料进度状况(有欠料时,相关单位应提供欠料表)及生产订单后续安排进行检讨,并形成决议,由会议记录员制作《执行力跟进表》,并由PMC主管监督决议执行状况。
7
工程师
PMC/品质部/包装部
《放产内容》、《放产会议记录》
工程师召集PMC、品质部、包装部召开放产会议,并发放《包装物料表》、《包装注意事项》、《组装作业指导书》、《包装作业指导书》、《生产指令单》;并要求做《放产会议记录表》。
8
PMC/生产/
品质/工程/仓库/采购
《周生产计划表》
PMC于每周六制作下周生产计划并发行,生产计划制作时需精确到生产机台、生产线;需依订单交期要求产品投产、完工日期;依产品标准工时及人力配置要求每天完成数量等并分发各部门。
9
PMC/生产/
品质/工程/仓库/采购
《周生产计划表》
若客户增加、减少或取消订单生产量时;原物料、工模具无法配合产品投产日期时;制程及其它异常因素变动导致生产计划无法实施时,PMC应通知各生产单位重新调整、编制生产计划并发行。
10
PMC/生产/
品质/工程/仓库/采购
《周生产计划表》
相关部门签收《周生产计划表》,工程部对产品生产需求的模具、治具、夹具进行准备、试产;仓库依生产计划上线时间提前将物料备好;生产部依生产计划提前领料,依计划生产秩序安排产品上线生产,随时跟进各工序生产产量,避免生产欠数。
电梯制造工艺流程图
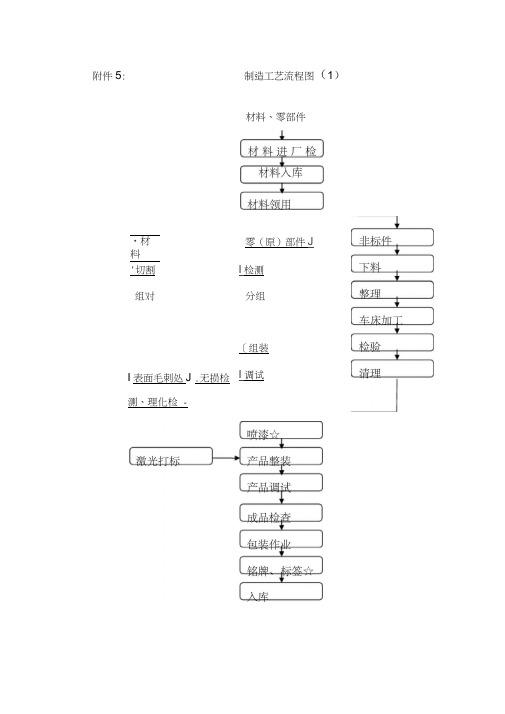
附件5: 制造工艺流程图(1)
材料、零部件
•材
料
零(原)部件J
'切割I检测
组对分组
〔组装
I表面毛刺处J .无损检
测、理化检 -
I调试
2)
制造工艺流程表
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
有关制造工艺流程图的详细说明
O将材料切割成所需的大小及形状。
O利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔'
O加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
O抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
O完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特
殊工序
※从原料入库到成品入库,根据产品标准书的标准要求规定,全
程记录及管理。
电梯钢构工程施工程序图
电梯钢构工程施工程序图一、施工前准备1. 经过相关部门审批,确定施工计划和设计方案。
2. 选派专业施工团队,制定施工组织设计。
3. 安排专业工程师进行现场勘测和测量,确认施工场地的具体情况。
4. 编制施工施工图纸和材料清单,保障施工过程中的准确性。
5. 采购所需设备、材料和工具,确保施工顺利进行。
二、施工工序1. 地基处理将电梯的安装基础固定在地基上,需要对地面进行平整处理,确保基础面水平平整,无明显的坑洼和高低差。
2. 主体结构安装按照设计图纸上的要求,将钢结构构件按照一定的顺序安装到指定位置,确保主体结构的安全和稳定。
3. 钢结构加固对已经安装好的主体结构进行钢结构加固,以增加整体的稳定性和承重能力。
4. 电梯轿厢安装将电梯轿厢吊装到安装位置,并进行固定,连接电梯轿厢和主体结构。
5. 电梯门安装安装电梯门和门轨,确保电梯的开闭功能正常。
6. 门套安装安装电梯门套,美化电梯门口的外观。
7. 井道装饰对电梯井道进行装饰,提升电梯井道的整体美观性。
8. 电梯操作系统安装安装电梯的操作系统,确保电梯的正常运行和安全性。
9. 系统调试对整个电梯系统进行调试,检查其运行是否正常,保障安全性。
10. 完工验收施工完成后,对整个电梯进行验收,确保施工质量符合相关标准和规定。
11. 施工结算完成所有工程后,进行工程结算,核实材料和人工费用,确保各项费用的合理性和准确性。
三、施工注意事项1. 安全第一,严格遵守相关安全规定,保障施工人员和施工场地的安全。
2. 严格按照设计图纸进行施工,确保施工质量和规范。
3. 定期检查施工进度,确保施工按照计划进行。
4. 注意施工现场环境保护,保障环境卫生和整洁。
5. 配合客户进行施工过程中的沟通和协调,确保施工符合客户需求。
以上即为电梯钢构工程施工程序,施工过程中需要严格按照相关规定和要求进行操作,确保电梯的安装和运行质量。
电梯制造工艺流程图

附件5:制造工艺流程图(1)
制造工艺流程表(2)
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
有关制造工艺流程图的详细说明
○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔.
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理.
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理.。
电梯控制流程图~三个流程图

电梯在 2楼
Y
N
电梯在
Y
3楼
N
N
电梯在 4楼
N
Y Y
电梯在
Y
5楼
N
Y
电梯在 6楼
三、平层流程图:
Y 3、4、5、6 楼有信号
N
Y 电1 梯楼下有降信号
N 停止
电梯上升
电梯上升4、5 楼有信号 N
Y 1、2 楼有信号
停止
Y 电梯下降
5、6 楼有Y 信电号梯上升 N
1、2、3 楼有信号
N 停止
电梯下降
一、电梯的工作流程图:
初始化
确认本层与目标层
NY 电梯选向 Y
N
是否有门厅呼唤 N
Y Y 是否有轿厢呼唤
电梯启动,加速运行
电梯匀速运行
楼层检测 N
是否目标 Y
电梯减速
平层检测
电梯制动
开门 延时
是否Y夹人 N
是否超重 Y
N 是否停止运行
N
Y
关停门止
二、六层电梯的选向流程图:
电梯在
Y
1楼
N
2、3、4、5、6 楼有信号 Y 电梯上升 N 停止
Y 6 楼有信号电梯上升
N
Y
1、2、3、4 楼有信号
电梯下降
N 停止
Байду номын сангаас
Y 电梯下降1、2、3、4、5 层有信号 N
停止
楼层检测
楼层是否改变?
N
Y
送入七段数码管显示 信号保持
楼梯生产工艺流程PPT课件
模具尺寸自 检
➢ 模具长、宽公差要求为-5-0mm,对角线公差为±5mm。
4
涂脱模剂
喷洒水性脱 模剂
➢ 水性脱模剂按照水:油=2:1配比喷洒时要适量、均匀。
水性脱模剂
油性脱模剂
台车底涂抹
➢ 在涂抹时要保持一定方向且均匀,不可遗漏。
水性脱模剂 ②涂抹脱模剂
2020/2/21
模具内侧涂 抹
➢ 采用毛刷保持顺时针方向涂抹,要求均匀、死角无遗漏, 无积液。
3
安装模具
2020/2/21
模具外观检 查
模具异常整 形
边模/端模 安装定位
固定模具
➢ 检查表面是否有残留砼渣、变形、凹凸等。
➢ 整形时采用橡胶锤或木锤,禁止使用硬物敲击或夯击。 ➢ 无法整形的模具禁止使用。
➢ 根据布模图纸划定位线,要求准确、清晰。
➢ 要求拼接缝处不小于2mm。 ➢ 固定完成后清理台车上工具至指定区域。
➢ 养护时间为8-12h。
出窑
➢ 台车出窑前确认周围无障碍。 ➢ 按生产指令要求选定相应台车、确定库位后,出窑操作。 ➢ 确认台车编号、模具型号、出窑时间等《养护登记表》
做好记录。
11
吊装脱模
边摸、端模
2020/2/21
脱模准备
➢ 检查混凝土强度是否大于15MPa ➢ 取出预埋件螺杆、卸下边模、端模。
➢ 用铁铲清理时,应注意不要刮损台车、防止损坏预埋件 及模具。
边摸/端模 清理
➢ 清理模具各Байду номын сангаас,保持一定方向清理,模具内侧要重点清 理。
➢ 拼接处、与台车接缝处不可遗漏;防止对模具损坏。
钢台车清理
➢ 铁铲保持连续、小动作、快速清理,防止对台车面损坏。 ➢ 清扫方向为三向均靠向通道侧,便于将砼渣倒入小推车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电梯制造工艺流程图
附件5:制造工艺流程图 (1)
制造工艺流程表(2)
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序有关制造工艺流程图的详细说明
○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理。