minitab过程能力分析图制作 ppt课件
过程能力分析minitab版

过程能力分析minitab版过程能力概述(Process Capability Overview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
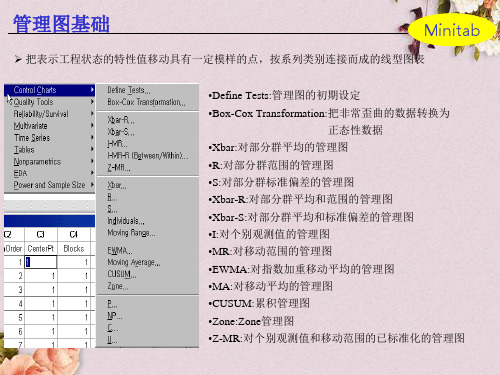
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:正态或Weibull概率模型(适合于测量数据)很可能来源于具有明显组间变差的总体的正态数据二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab 提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
minitab过程能力分析图制作

2
过程能力分析分类
计量型
-------表现为正态概率和非正态概率分布型,是一组连续性数据
计数型
-------表现为Poisson(泊松)计数型和二次(元)型,依次形成缺 陷数U图为基础的报告和不良数P图为基础的报告,是各自独立的 一组数据
3
过程能力分析------计量型
例题:我们研究一个冲压件孔直径是否符合规定要求(规定值 f10+0.1/0,满足客户Ppk≥1.33要求。
13
过程能力分析------计数型
Step2. 点击“统计”--“质量工具”--“能力分析”--“二项B“。
14
过程能力分析------计数型
Step3. 出现的”能力分析(二项分布)“工具栏内,在”缺陷 数“,双击”C3“,输入“不合格数”;在”实际样本量) “中双击”C2“,输入“数量”;单击”选项“。
10
过程能力分析------计量型
Step7. 报告分析(略)
11
过程能力分析------计数型
例题:我们研究11月份焊接件生产和检查数量。从发现的不合格数 ,来探讨焊接件的过程能力。
12
过程能力分析------计数型
Step1. 我们将一个月1-30日采集的数据输入工作表
连续输入1日-30日的数据
4
过程能力分析------计量型
Step1. 按要求测量得到一组数据后,输入工作表
连续输入60个数据
5
过程能力分析------计量型
Step2. 点击“统计”--“质量工具”--“能力分析”--“”正态“。
6
过程能力分析------计量型
Step3. 出现的”能力分析(正态分布)“工具栏内,在”单列“中双 击”C2“,填入”实测值“;在”子组大小(Z)“中输入”5“ ;在”规格下限“中输入10;在”规格上限“中输入10.1,单击 ”确定“。
Minitab软件操作入门PPT课件
•1
Minitab的工作窗口 編輯命令&工具欄
Session 窗口
Worksheet 窗口
Graph窗
•2
Worksheet窗口
列號
欄號
數據輸入區
無法使用
•5
控制圖的制作(舉例X(bar)-R的制作)
控制圖
•6
數據所在列 號
數據所在列號
子組n值
控制限中 值&標准差
值
注:當數據在單一列中, 則選擇single column, 否則使用subgroup across rows of.
Historical mean&Historical sigma 可以不填, 如果不填則軟件自動計算出所選擇數據的控制上下限, 如 果填入則軟件算出來的控制上下限為此兩數據值得出的控制限.
列代表一組數據, 欄代表數組中子樣本個數.數據輸入操作與excel 方法大致相同.
•3
文檔操作
打開&保存&另存 project文檔
打開&打開數據庫&保存&另存&關 閉worksheet文檔
打開&保存&另存其它 類型圖片文檔 打印處理
•4
編輯制作
取消操作&清除& 刪除&復制&翦貼
&刷新單元格
此陰影部分表 明當前此命令
•7
單擊ok鍵, 則生成如上管制圖表.
•8
流程能力分析
品質工具有: • 趨勢圖&柏拉圖&因
minitab培训教材(PPT 54页)

的用来分析的变量。 8、单击数据视图。选中均值连接线。 9、 依次在每个对话框中单击确定。
创建分组直方图
另一种比较三个出货中心数据的方法就是创建分组直方图,即在 同一图形上同时显示各中心的直方图。分组直方图将显示各出货 中心的数据重叠情况。 1、 选择图形 ➤ 直方图。 2、 选择包含拟合和组,然后单击确定。
击 Meet Minitab。 通过选择工具 ➤ 选项 ➤常 规可以更改用于打开或保存 Minitab 的默认文件夹。 4 选择“出货数据.MTW”, 然后单击打开。如果获得消 息框,请选中不再显示此消 息,然后单击确定。要在每 次打开工作表时恢复显示 此消息
No Image
检查工作表数据按列排列,也称为变量。列编号和名称位于每
2、以图形表示数据
概述
在进行统计分析前,可以使用图形来管理数据资源,并评估
变量之间的关系。同时,图形也可用来总结分析结果并且简
化统计结果的解释过程。
Minitab 中图形的特点包括:
• 具有一个图形库,可以从中选择图形类型 • 自定义图形时,可以灵活地为数据创建子集或指定标题和脚
注
• 图形创建之后,可以更改大多数图形元素,如字体、符号、
添加参考线
1、 右键单击X 控制图(顶部的控制图),并选择添加 ➤ 参考 线。
4、 单击多图形,然后单击按变量选项卡。 5、 在按分组变量在同一图中分列中,输入中心。 6、 依次在每个对话框中单击确定。
图形窗口输出
检验两个变量间的关系
图形有助于确认变量之间是否存在关联,如果存在,强度是多 少。了解变量之间的关系有助于指导进一步的分析,也有助于 决定哪些变量是具有分析价值的重要变量。 因为每个出货中心服务的交货区域范围都很小,您认为交货地 点不会对交货时间造成很大的影响。要验证上述观点并消除距 离作为潜在重要因子的可能性,可以检验交货时间与交货距离 之间的关系。
MINITAB处理能力的分析与评估(ppt 40页)
Zone of Ty pical Control
World-Class Perf ormance12 Nhomakorabea3
4
5
6
Z.Bench (Short-Term)
L1 工作单 (离散值的 sigma 分值的计算) 目的: 计算在当前的 sigma 值中当前的 CTQ 特征值(离散值)如果定位。 作用:
2) 分析操作
统计
基本统计
相关性...
相关性分析有助于在众多变量中同时了解相关性。 目的: 在多于一种变量间计算相关系数。 作用: 减少主要变量及原因。
相关系数 R^2 是一个表达两变量相关强度的值。 R^2 至 1 强正相关性 0<R^2<<1 弱正相关性 -1<<R^2<0 弱负相关性 R^2 to -1 强负相关性
Report 8A: Product Benchmarks
DMPO 对 Zst
1
2
3
4
5
6
Z.Bench (Short-Term)
Zst
10
———— MINITAB 入门手册 ————
Z.Shift
3.0 2.5 2.0 1.5 1.0 0.5 0.0
0
Zshift 和 Zst
Report 8B: Product Benchmarks
Sigma
(Z.Bench)
1.38
1.55
PPM 83192.3 60454.5
Zlt
Zst
7
———— MINITAB 入门手册 ————
Report 2: Process Capability for C1
Minitab教程-过程能力分析PPT课件

性能所对应的 PPM < LSL
性能所对应的 PPM > USL
PPM 66807 6210 233 3.4
.
不合格部件 % 6.807% 0.621% 0.0233% 0.00034%
合格部件 % 93.193% 99.379% 99.9767% 99.99966%
性能所对应的合计 PPM
西格玛水平 3西格玛 4西格玛 5西格玛 6西格玛
分布。正常概率图表明数据是正态分布
的。因此,可满足正态能力分析的假设,
并可分析过程的能力。
直方图和能力指标表明,过程几乎位于
目标中心,测量值在规格限之内。能力
指标 Cpk、Ppk 和 CPM 都大于 1.33,这
是一般情况下可接受的能力过程的最小
值。因此,工程师得出结论:锻造过程
.
可满足客户对活塞环直径的要求。15
虑使用组间/组内能力分析。
.
8
• 步骤 2:检查过程的观测性能
检查过程展开 直观检查直方图中的数据与规格下限和规格上限的关 系。理想情况下,数据的散布窄于规格散布,并且所 有数据都在规格限内。超出规格限的数据表示不合格 项。
在此直方图中,过程展开宽于规格展开, 这表明能力较差。虽然大部分数据都在 规格限内,但是也一些低于规格下限 (LSL) 或者高于规格上限 (USL) 的不合格 项。
MINITAB教程-过程能力分析
全海军
.
1
过程能力分析
• 对正态分布数据计算能力指数(Cp/Cpk) • 对不正态分布数据的计算能力指数
.
2
对正态分布数据计算能力指数(Cp/Cpk)
• 使用正态能力分析根据正态分布评估过程的潜在(组内)能力和整体能
《Minitab教程》课件
Minitab的用途
Minitab广泛应用于质量改进、可靠性工程、生产过程控制等领域。
通过Minitab,用户可以执行各种统计分析,如假设检验、回归分析、方差分析等,以深入了解数据 背后的规律和趋势。
Minitab的特点
方差分析
方差分析概述
方差分析是一种统计方法,用于比较多个组 之间的平均值是否存在显著差异。
Minitab中进行方差分析的 步骤
在Minitab中,用户可以使用ANOVA过程进行方差 分析,并查看结果表中的F值、P值和效应大小等指 标。
方差分析的局限性
方差分析要求数据满足正态分布和方差齐性 等假设,需要在使用前进行数据检验。
变量的定义与设置
在数据表中选择要定义变量的列,点击右键选择“变量属性”选项,在弹 出的对话框中输入变量名称、数据类型、测量水平等信息。
在“变量属性”对话框中,还可以设置变量的标签、角色、缺失值处理方 式等参数,以便更好地描述和解释变量。
对于分类变量,可以使用“数据”菜单中的“编码”选项,将分类变量转 换为虚拟变量或哑变量。
如何进行多变量数据分析
多变量分析方法
01
在Minitab中,可以使用多种多变量分析方法 ,如主成分分析、因子分析和多元回归分析等
。
因子分析
03
探索变量之间的潜在结构,将多个变量归为少 数几个因子。
主成分分析
02
通过降维技术,将多个相关变量转化为少数几 个主成分,用于描述数据的结构。
多元回归分析
04
《Minitab教程》PPT课件
$number {01}
目录
Minitab培训教材(PPT 38页)

Sample Mean
Individual Value
Xbar-R Chart of dot 1, ..., dot 4
7.0
8
UCL=6.816
6.5
7
__
6.0
X=5.997
6
I-MR Chart of dot 1
UCL=7.603 _ X=6.034
5.5
5.0 1
LCL=5.178
4
7
10
13
实例一 [2]
➢ 进阶:回归分析-线性
Y
拟合线性关系
1000 950
Fitted Line Plot
Y = - 1094 + 29.17 X
S R-Sq R-Sq(adj)
17.2425 90.6% 90.0%
900
850
800
65
66
67
68
69
70
71
X
实例二
➢ 直方图:数值区域数量分布
Frequency
12
11
10
9
8
7
6
5 Group 1
Group 2
Group 3
Group 4
➢ 条形图:数值出现频率分布
Chart of Sample
120
100
80
60
40
20
0
1
2
4
5
6
Sample
实例四
➢ 饼图:同条形图
Pie Chart of Sample
➢ 时间序列图:数值序列的变化
Category
0.8
11
21
31 41 51
Minitab教程-过程能力分析

目
CONTENCT
录
• 引言 • Minitab软件简介 • 过程能力分析基本概念 • Minitab软件进行过程能力分析的
步骤 • 案例分析 • 总结与展望
01
引言
目的和背景
02
01
03
过程能力分析是质量管理中的重要工具,用于评估生 产过程中的稳定性和能力。
通过过程能力分析,可以了解生产过程的性能,识别 潜在的问题和改进机会。
根据收集的数据计算规格范围和标准差。
分析结果
根据过程能力指数判断过程能力是否满足要 求。
过程能力分析的注意事项
数据来源要可靠
收集的数据应来自实际生产过程,且数据量要足够 大,以保证结果的准确性。
规格范围要合理
规格范围的设定应符合产品要求和市场需求,不能 过高或过低。
考虑特殊原因的影响
在计算过程能力指数时,应考虑特殊原因对数据的 影响,以避免误判。
本教程将介绍如何使用Minitab软件进行过程能力分 析,帮助用户更好地理解和应用这一工具。
过程能力分析的重要性
过程能力分析有助于确保产品 质量的稳定性和一致性,提高 客户满意度。
通过过程能力分析,可以确定 生产过程的最佳参数和操作条 件,降低生产成本。
过程能力分析还可以帮助企业 识别潜在的风险和问题,及时 采取措施进行改进和预防。
展望
随着科技的不断发展, 质量管理的要求也在不 断提高。
未来,过程能力分析将 更加注重智能化和自动 化,以提高分析效率和 准确性。
Minitab软件将继续发 挥重要作用,为质量管 理提供更加全面和强大 的支持。
未来,我们期望看到更 多关于过程能力分析的 研究和应用,以推动质 量管理领域的进步和发 展。
Minitab操作教程ppt(共3)
折线图
用于展示数据随时间或其他连续变量的变化 趋势。
饼图
用于展示数据的占比关系,可直观反映各部 分在整体中的比例。
图表生成步骤详解
准备数据
将数据输入到Minitab工作表中,确 保数据的准确性和完整性。
选择图表类型
根据数据特点和需求,选择合适的图 表类型。
设置图表参数
在选择图表类型后,设置相应的图表 参数,如标题、坐标轴标签、数据系 列等。
过程能力评估指标
过程能力指数Cp和Cpk
01
衡量过程满足规格要求的能力,反映过程的潜在能力。
过程性能指数Pp和Ppk
02
衡量过程实际输出满足规格要求的能力,反映过程的实际表现
。
过程能力与过程性能的对比
03
分析过程潜在能力和实际表现的差异,为改进过程提供依据。
控制图原理及应用
控制图的基本原理
通过统计技术识别过程中的异常波动,保证过程处于受控状态。
响应曲面法优化过程
响应曲面法优化步骤 确定实验因子和响应变量;
设计实验方案并收集数据;
响应曲面法优化过程
构建响应面模型; 检验模型的有效性和适应性;
利用模型进行优化预测。
07
图表生成与编辑技巧
常见图表类型及特点
柱状图
用于展示分类数据之间的比较,可直观反映 数据之间的差异。
散点图
用于展示两个变量之间的关系,可判断变量 之间是否存在相关性。
适用于各种行业和领 域的数据分析需求
提供广泛的数据分析 和统计图形功能
适用范围及优势
质量管理、六西格玛等领域广泛应用
易于学习和使用,提供丰富的教程和 帮助文档
强大的数据处理和分析能力,支持多 种数据类型
MINITAB过程能力分析图制作培训教材PPT实用课件(共20页)
过程能力分析------计量型
Step1. 按要求测量得到一组数据后,输入工作表
连续输入60个数据
5
过程能力分析------计量型
Step2. 点击“统计”--“质量工具”--“能力分析”--“”正态“。
6
过程能力分析------计量型
Step3. 出现的”能力分析(正态分布)“工具栏内,在”单列“中双 击”C2“,填入”实测值“;在”子组大小(Z)“中输入”5“ ;在”规格下限“中输入10;在”规格上限“中输入10.1,单击 ”确定“。
13
过程能力分析------计数型
Step2. 点击“统计”--“质量工具”--“能力分析”--“二项B“。
14
过程能力分析------计数型
Step3. 出现的”能力分析(二项分布)“工具栏内,在”缺陷 数“,双击”C3“,输入“不合格数”;在”实际样本量) “中双击”C2“,输入“数量”;单击”选项“。
•
7.只有清醒认识我国历史走向、准确 定位我 国历史 方位, 才能更 加自尊 自信。 只有不 断增强 自尊自 信,才 能更加 敢于正 视自身 不足、 敢于承 认别人 长处, 进而取 长补短 ,更好 迈向伟 大复兴 。
7
过程能力分析------计量型
Step4. 出现的”能力分析(正态分布)选项“工具栏内,在”目标( 添加Cpm到表格)栏内输入”9.9“单击”确定“。
8
过程能力分析------计量型
Step5. 形成能力报告。
9
过程能力分析------计量型
Step6. 点击菜单栏”文件“,保存项目或将项目另存为。注意保存的 文件名后缀”.MPJ“不得删除。
•
2.从理论上说,宗教是中国文化的整 体结构 中不可 或缺的 组成部 分,宗 教与中 国文化 的各种 形态构 成了具 有内在 统一性 的完整 的文化 共同体 。这是 一种动 态互补 结构, 宗教与 中国文 化整体 之间在 长期的 历史行 程中彼 此认同 ,相互 影响, 共同发 展。
Minitab软件分析教程131张课件
Accept < 1%
< 10%
> 10
> 10
Consider
critically 1%~9%
10%~30%
4~9
4~9
Reject
>9%
>30%
<4
<4
Multi-Vari Chart
Minitab
➢ 称作多变量 chart,使数据能一目了然按视觉的形态进行分散数据的分析, 对所有因子表示各个因子水准的平均
Minitab
•Vaiable:不良数量 •Subgroup size:检查数量相同时 •Subgroups in : 检查数量不同时
EXH_QC.MTW
C 管理图
➢ 一定单位内的缺点数管理图, 当一个中的缺点数少时, 使用一定个数中的缺点数
•Variable : 缺点数
Minitab
EXH_QC.MTW
Minitab
➢ 在现场成为问题的不良品以及缺点、Claim、事故等按现象或原因类别分类, 并使其数据 不良个数或损失金额等多的顺序展示,并把其大小用柱形绘出的图形。
- 决定改善的功击目标、 掌握问题点、不良对策及改善效果确认、不良或故障原因调查
<使用原资料>
<使用频率数>
<按集团类别绘出时>
EXH_QC.MTW
•Operator*part的 interaction 及 operator的 p-value比留意水准 0.05 小而有意, 但比部品间的变动相对地变动小, 故没有给全体带来影响。
•Gage R&R的变动大部分起因于再现性,并且在再现性中 operator与 part的交互作用影响较大。
MINITAB之制程能力分析(PPT 52张)
–Xbar –R –原始数据分布 –直方图 –正态分布检定 –CPK, PPK
同前练习及结果
Capability Sixpack (Weibull)
•复合了以下的六个图形
–Xbar –R –原始数据分布 –直方图 –正态分布检定 –CPK, PPK
结果输出
二项分布制程能力分析
Capability Analysis (Normal)
•该命令会划出带理论正态曲线的直方图, 这可直观评估数据的正态性。输出报告中 还包含过程能力统计表,包括子组内和总 体能力统计。
Capability Analysis (Between/Within)
•该命令会划出带理论正态曲线的直方图, 可以直观评估数据的正态性。 •该命令适用于子组间存在较大变差的场合 。输出报告中还包含过程能力统计表,包 括子组间/子组内和总体能力统计。
MINITAB之制程能力分析
制程能力之分类
计量型(基于正态分布)
计数型(基于二项分布)
计数型(基于卜氏项分布)
MINITAB 能力分析的选项(计量型)
•Capability •Capability •Capability •Capability •Capability •Capability Analysis (Normal) Analysis (Between/Within) Analysis (Weibull) Sixpack (Normal) Sixpack (Between/Within) Sixpack (Weibull)
输入相关参数
Select: Stat >Quality Tools > Capabilty Analysis >Nonnormal
《MINITAB教程》幻灯片

工具栏的介绍
打开文件 保存文件 打印窗口
插入单元格 插入行 插入列 移动列 剪切单元格
管理图形 关闭图形 撤销
剪切 复制 粘贴 恢复
上一次记忆刷
下一次记忆刷
最后一次对话框 程序窗口 数据窗口
帮助
档案
PROJECT
• 工程,是一个宏观的,其可以包含了数 据工作表、图形、报告等。
• 如果你想要存下所有的数据那么应当是 使用PROJECT的格式。
框中,输入 A。在第二行中,输入 81:90 和 B。在第 三行中,输入 71:80 和 C。在第四行中,输入 61:70 和 D。在第五行中,输入 0:60 和 F。单击确定。
操作接口
编码结果
更改数据类型
• Minitab和excel一样,都有不同的数据 类型,最典型的有文本类型和数据类型。
合并结果
计算
涂顺章
计算的功能
• 计算器 • 行统计量 • 列统计量 • 标准化
计算器
计算器例如
• 设定公式以自动计算历时时间的例如 • 假设某家书店要跟踪从收到在线订单到从仓库发出图书所经历的
时间。他们为工作表中的一列设定了一个公式,以便在添加新的 订单日期和发运日期时,让 Minitab 自动计算历时时间。 • 1翻开工作表“订单.MTW〞。 • 2在列标题 C4 下的单元格中,键入历时天数。 • 3单击列标题 C4 以选定该列。选择编辑器 > 公式 > 对列设定公 式。 • 4在表达式中,输入 C3 - C2。单击确定。 • 5选择编辑器 > 公式,确保已选中“自动计算所有公式〞。如果 未选中该项,请选中它。 ? • 6在列 C2 与行 12 的穿插处,输入日期 10-18-2005。在列 c3 与行 12 的穿插处,输入日期 10-21-2005。
Minitab教程过程能力分析 ppt课件

Minitab教程过程能力分析
9
• 步骤 3:评估过程的能力
评估潜在能力
可使用 Cpk 基于过程的位置和展开来评估该过程的潜在能力。潜在能力估计值表示在消除过程偏移 和漂移的情况下可实现的能力。 总体上讲,Cpk 值越高,过程的能力越高。Cpk 值低表明可能需要改进过程。 将 Cpk 与基准值(代表可接受的过程最小值)进行比较。许多行业使用基准值 1.33。如果 Cpk 低于 基准值,则考虑如何改进您的过程,例如减少其变异或改变其位置。 比较 Cp 和 Cpk。如果 Cp 和 Cpk 大致相等,则过程位于两个规格限制之间的中心位置。如果 Cp 和 Cpk 不同,则过程未处于中心位置。
Minitab教程过程能力分析
4
正态能力分析 的数据注意事项
• 数据应当是连续的 • 收集足够的数据以获取过程能力的可靠估计值 • 如果可能,应当采用合理子组的形式收集数据 • 过程必须稳定且受控制 • 数据应该服从正态分布
Minitab教程过程能力分析
5
指定用于 正态能力分析 的变换
• 统计 > 质量工具 > 能力分析 > 正态 > 变换
正态能力分析 的观测性能/预测整体性能
性能所对应的 PPM < LSL
性能所对应的 PPM > USL
PPM 66807 6210 233 3.4
不合格部件 % 6.807% 0.621% 0.0233% 0.00034%
Minitab教程过程能力分析
合格部件 % 93.193% 99.379% 99.9767% 99.99966%
性能所对应的合计 PPM
西格玛水平 3西格玛 4西格玛 5西格玛 6西格玛
12
MINITAB处理能力的分析与评估(ppt 40页)
———— MINITAB 入门手册 ————
T-检验 (一个样品)
1) 输入到数据窗口
一种产品的长度由 12 名操 作员用两种类型的卡尺 (nogisu)测量。
2) 操作
统计
基本统计
1-样品 t
20
———— MINITAB 入门手册 ————
选择 “difference” (两种卡尺的测量差异)。
Report 8A: Product Benchmarks
DMPO 对 Zst
1
2
3
4
5
6
Z.Bench (Short-Term)
Zst
10
———— MINITAB 入门手册 ————
Z.Shift
3.0 2.5 2.0 1.5 1.0 0.5 0.0
0
Zshift 和 Zst
Report 8B: Product Benchmarks
40.3066 1.1130 1.5214 2.0724 1.3839 0.1671 0.064077 0.019116 0.083192 91.6808 83192.3
0.60 0.51
I
I
I
38
42
Sp e ci fi ca ti o n s
I
I
I
38
42
Sp e ci fi ca ti o n s
0.112 -0.107 -0.329 0.563 0.582 0.082
North
-0.849 -0.634 -0.117 0.000 0.000 0.545
0.287 0.131
Time
-0.351 -0.584 -0.065 0.062 0.001 0.737
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
minitab过程能力分析图制作
Step5. 图表报告生成。
17
minitab过程能力分析图制作
Step6. 报告分析(略)
18
minitab过程能力分析图制作
请大家阅读此培训教材同时,查看MINITAB中“帮助”,将 获得有益的帮助。
19
否符合要求或通过、不通过,符合不符合,合格与不合格
2
minitab过程能力分析图制作
计量型
-------表现为正态概率和非正态概率分布型,是一组连续性数据
计数型
-------表现为Poisson(泊松)计数型和二次(元)型,依次形成缺 陷数U图为基础的报告和不良数P图为基础的报告,是各自独立的 一组数据
14
minitab过程能力分析图制作
Step3. 出现的”能力分析(二项分布)“工具栏内,在”缺陷 数“,双击”C3“,输入“不合格数”;在”实际样本量) “中双击”C2“,输入“数量”;单击”选项“。
15
minitab过程能力分析图制作
Step4. 出现的”能力分析(二项分布)选项“工具栏内,在” 标题“中,输入“2014年11月份焊接过程能力分析报告”; 单击”确定“。
3
minitab过程能力分析图制作
例题:我们研究一个冲压件孔直径是否符合规定要求(规定值 f10+0.1/0,满足客户Ppk≥1.33要求。
4
minitab过程能力分析图制作
Step1. 按要求测量得到一组数据后,输入工作表
连续输入60个数据
5
minitab过程能力分析图制作
Step2. 点击“统计”--“质量工具”--“能力分析”--“”正态“。
minitab过程能力分析图制作
minitab过程能力分析图制作
什么是过程能力
----------过程处于统计受控状态下(稳定生产),过程特性满足规 定要求的能力。
----------过程特性,往往表现为具体的计量型或计数型指标。 ---------规定要求,往往表现为实际尺寸在标准偏差范围的波动,是
8
minitab过程能力分析图制作
Step5. 形成能力报告。
9
minitab过程能力分析图制作
Step6. 点击菜单栏”文件“,保存项目或将项目另存为。注意保存的 文件名后缀”.MPJ“不得删除。
10
minitab过程能力分析图制作
Step7. 报告分析(略)
11
minitab过程能力分析图制作
例题:我们研究11月份焊接件生产和检查数量。从发现的不合格数 ,来探讨焊接件的过程能力。
12
minitab过程能力分析图制作
Step1. 我们将一个月1-30日采集的数据输入工作表
连续输入1日-30日的数据
13
minitab过程能力分析图制作
Step2. 点击“统计”--“质量工具”--“能力分析”--“二项B“。
6
minitab过程能力分析图制作
Step3. 出现的”能力分析(正态分布)“工具栏内,在”单列“中双 击”C2“,填入”实测值“;在”子组大小(Z)“中输入”5“ ;在”规格下限minitab过程能力分析图制作
Step4. 出现的”能力分析(正态分布)选项“工具栏内,在”目标( 添加Cpm到表格)栏内输入”9.9“单击”确定“。