BS7655-1997电缆的绝缘及护套材料标准
BS 7655-1997 (中文版)电缆的绝缘及护套材料标准
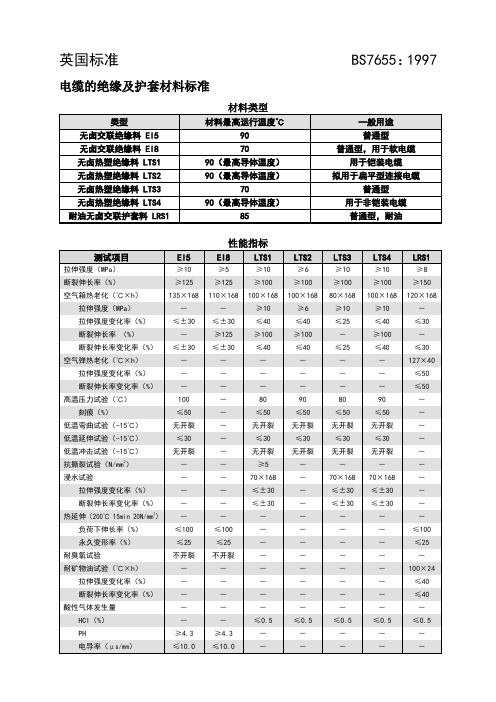
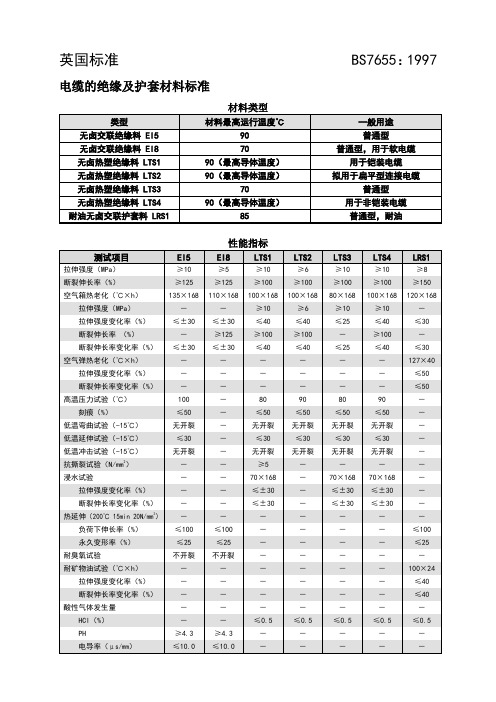
英国标准 BS7655:1997 电缆的绝缘及护套材料标准性能指标测试项目EI5 EI8 LTS1 LTS2 LTS3 LTS4 LRS1拉伸强度(MPa)≥10 ≥5 ≥10 ≥6 ≥10 ≥10 ≥8断裂伸长率(%)≥125 ≥125 ≥100 ≥100 ≥100 ≥100 ≥150空气箱热老化(℃×h)135×168 110×168 100×168 100×168 80×168 100×168 120×168 拉伸强度(MPa)--≥10 ≥6 ≥10 ≥10 -拉伸强度变化率(%)≤±30 ≤±30 ≤40 ≤40 ≤25 ≤40 ≤30 断裂伸长率(%)-≥125 ≥100 ≥100 -≥100 -断裂伸长率变化率(%)≤±30 ≤±30 ≤40 ≤40 ≤25 ≤40 ≤30空气弹热老化(℃×h)------127×40 拉伸强度变化率(%)------≤50 断裂伸长率变化率(%)------≤50高温压力试验(℃)100 -80 90 80 90 -刻痕(%)≤50 -≤50 ≤50 ≤50 ≤50 -低温弯曲试验(-15℃)无开裂-无开裂无开裂无开裂无开裂-低温延伸试验(-15℃)≤30 -≤30 ≤30 ≤30 ≤30 -低温冲击试验(-15℃)无开裂-无开裂无开裂无开裂无开裂-抗撕裂试验(N/mm2)--≥5 ----浸水试验--70×168 -70×168 70×168 -拉伸强度变化率(%)--≤±30 -≤±30 ≤±30 -断裂伸长率变化率(%)--≤±30 -≤±30 ≤±30 -热延伸(200℃ 15min 20N/mm2)-------负荷下伸长率(%)≤100 ≤100 ----≤100 永久变形率(%)≤25 ≤25 ----≤25耐臭氧试验不开裂不开裂-----耐矿物油试验(℃×h)------100×24 拉伸强度变化率(%)------≤40 断裂伸长率变化率(%)------≤40酸性气体发生量-------HCl(%)--≤0.5 ≤0.5 ≤0.5 ≤0.5 ≤0.5 PH ≥4.3 ≥4.3 -----电导率(μs/mm)≤10.0 ≤10.0 -----。
bs5467标准(一)
bs5467标准(一)BS5467标准BS5467标准是英国电气和电子工程协会(IEE)制定的用于电力电缆电线外绝缘层、金属屏蔽和护套的要求标准。
本篇文章将介绍BS5467标准的相关内容。
标准简介BS5467标准适用于额定电压在600/1000V及以下、金属屏蔽、聚氯乙烯(PVC)护套绝缘或交联聚乙烯(XLPE)绝缘的电力电缆及相关配件。
该标准对电缆的结构、性能和测试方法进行了详细规定。
电缆结构BS5467标准规定电缆由导体、绝缘层、导体屏蔽层、填充层、金属屏蔽层和护套层六个主要部分组成。
其中,导体为多股合绞铜导体或铜合金导体,绝缘层为PVC或XLPE绝缘,导体屏蔽层为铜带或铜丝编织等,填充层为PVC或丝绸纺织物等,金属屏蔽层为镀锡铜带或钢丝盘屏蔽,护套层为PVC护套或LSZH护套。
性能要求BS5467标准对电缆的性能也做出了严格要求,包括电气性能、机械性能、热性能、化学性能和环保性能等。
其中,电气性能涉及额定电压、导体电阻、介质电阻、绝缘电阻、直流电击穿强度、交流电击穿强度、电感和电容等;机械性能包括弯曲半径、承压能力、耐张性能、耐磨性能和抗拉性能等;热性能包括负载流失、短路电流和热扩散系数等;化学性能包括耐久性、耐油性、耐氧化性和耐紫外线等;环保性能包括重金属、卤素和有害物质的含量等。
测试方法为了保证电缆符合BS5467标准的性能要求,标准详细规定了各项测试方法和标准检验程序,包括物理试验、机械试验、电气试验、化学试验和热试验等。
适用范围BS5467标准适用于600/1000V及以下的固定式电力电缆,广泛应用于工业、商业、住宅和公共场所等领域,可用于输电、配电和控制系统。
同时,该标准也适用于移动设备、海洋设备和石油、天然气和化工等行业的电缆。
结论BS5467标准对电力电缆的外绝缘层、金属屏蔽和护套等方面做出了详细要求,该标准的制定在保障电力电缆质量和生产安全方面具有重大意义。
注意事项在使用满足BS5467标准的电力电缆时,需要注意以下事项:•需要根据使用环境和应用场景选取合适的电缆型号;•安装时需要按照使用说明书和安装指南进行,确保正确安装;•在使用过程中需要定期进行检查和维护,及时发现和排除故障。
gb5023-1997电缆国标
BVVB-铜芯聚氯乙烯绝缘聚氯乙烯护套平形电缆(电线)
BLVVB-铝芯聚氯乙烯绝缘聚氯乙烯护套平形电缆(电线)
227 IEC 07(BV-90)-铜芯耐热90℃聚乙烯绝缘电线
用 途:
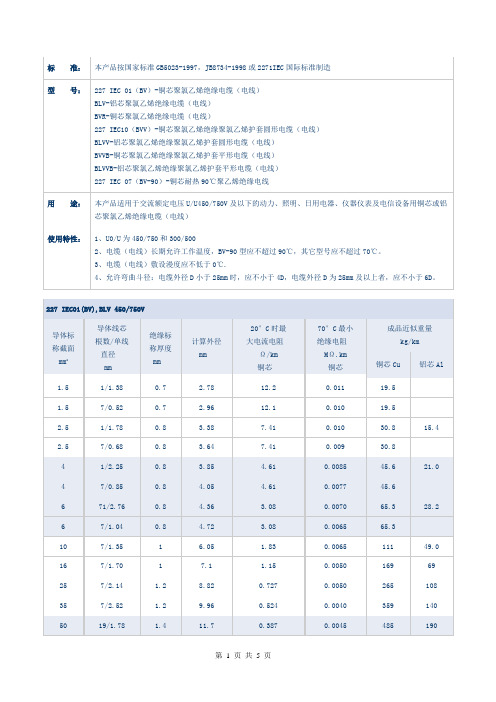
本产品适用于交流额定电压U/U450/750V及以下的动力、照明、日用电器、仪器仪表及电信设备用铜芯或铝芯聚氯乙烯绝缘电缆(电线)
19/1.78
1.4
11.7
0.387
0.0045
485
190
70
19/2.14
1.4
13.5
0.268
0.0035
685
258
95
19/2.52
1.6
15.8
0.193
0.0035
946
354
120
37/2.03
1.6
17.4
0.153
0.0032
1181
433
150
37/2.25
1.8
19.4
0.124
0.7
0.4
1.2
8.0
10.5
0.011
124.5
3x1.5
7/0.52
0.7
0.4
1.2
8.2
11.0
0.010
143.5
3x2.5
1/1.78
0.8
0.4
1.2
9.2
12.0
0.010
175.0
3x2.5
7/0.68
0.8
0.4
1.2
9.4
12.5
0.009
202.4
3x4
【VIP专享】低烟无卤阻燃电缆料的技术现状及有关电缆标准解析
低烟无卤阻燃电缆料的技术现状及有关电缆标准解析众所周知,目前我国电缆厂对低烟无卤阻燃电缆料的需求,在数量上有较大幅度的增长,在品种上也不断出现有新的要求。
前几年,只有几家规模较大的电缆厂或专业厂在一些重大工程用电缆上应用此类电缆料,到目前,有众多规模较小的电缆厂都有让人感到惊奇的需求量,在电缆的品种上也波及到一些常规产品如BV线等。
同样,最早出现在中国市场的低烟无卤阻燃电缆料都为进口,如英国的Magalon美国联碳(现为道化学、意大利潘德那等,到九十年代后期,国内有少数电缆料厂能生产。
据不完全统计,目前有超过三十家电缆料厂在生产或即将生产低烟无卤阻燃电缆料。
低烟无卤阻燃电缆料可分为热塑型交联型。
热塑型低烟无卤阻燃护套料是目前市场上最大量的品种,可用于电力电缆、控制电缆、通讯电缆等各类电缆的护套材料。
热塑型低烟无卤阻燃绝缘相对护套用量少,一般多用于小规格电线。
交联型低烟无卤阻燃电缆料目前市场上大部分为辐照交联型,多用于舰船用电缆的护套、核电用电缆的绝缘、机车车辆线的绝缘、汽车线及电器装备用线的绝缘等。
化学交联型低烟无卤阻燃料以橡胶类居多,由于受生产电缆装备限制,一般由橡皮电缆生产基础的电缆厂自主混配生产,用于船用电缆的绝缘及机车车辆线的绝缘。
硅烷交联型低烟无卤阻燃电缆料国内尚未开发成熟,仍依赖进口(如潘德那、AEI),价格昂贵,用量不大。
以上热塑性或交联型低烟无卤阻燃电缆及电缆料的生产大多依据国际标准和国外标准,也有少量国内标准,相关的标准有IEC 92-359-1987 船用电力及通讯电缆用护套材料(该标准在1994和1999年有2个增补本)BS 7878.6-1997 通讯电缆用无卤阻燃绝缘材料BS 7878.7-19 通讯电缆用热塑性无卤阻燃护套材料EN 50290-2-26-2002 通讯电缆用热塑性无卤阻燃护套材料岭澳核电1KV 电力电缆技术要求Mil-c-24643-1994 美国军用船用电缆标准YD/T1113-2001 光缆护套用低烟无卤阻燃材料特性GB 12528.11-2003 交联聚烯烃绝缘铁路机车车辆用电缆(电线)标准以上这些标准除YD/T1113-2001 外均为电缆标准而非电缆料标准,也就是试验项目均取自产品电缆而非由粒料制片后测得。
英国焊接标准
英国焊接标准英国焊接标准(BS welding standards)ANSI | BS | DIN | EN | GB | ISO | JIS | NF |DIC编号中文名称英文名称BS 1722-10-2006 栅栏.链节和焊接筛网的防盗栅栏用规范Fences - Specification foranti-intruder fences inchain link and welded meshBS 1894-1992焊接结构的电热锅炉的设计和制造规范Specification for design and manufacture of electric boilers of welded constructionBS 2790-1992焊接结构的壳式锅炉的设计和制造规范Specification for design and manufacture of shell boilers of welded construction BS 2S 510-1970 碳钢薄板和带材规范(430/540 MPa)(适用于焊接) Specification for carbon steel sheet and strip(430/540 MPa) (suitable for welding)BS 2S 511-1970 深拉碳钢薄钢板和带材的规范(280/400 MPa)(适用于焊接)Specification for deepdrawing carbon steel sheet and strip (280/400 MPa) (suitable for welding)BS 2S 514-1969碳锰钢薄板和带材规范(淬火和回火条件:77/100MPa)(适用于焊接) Specification forcarbon-manganese steel sheet and strip (for use in thehardened and tempered condition: 770/1000 MPa)(suitable for welding) BS 2S 515-1969碳锰钢薄板和带材规范(退火的)(退火条件:46/59MPa)(适用于焊接) Specification forcarbon-manganese steel sheet and strip (softened) (for usein the softened condition: 460/600 MPa) (suitable forwelding)BS 2S 92-1964 飞机材料规范.碳锰钢(适用于焊接)(40/55吨力/平方英寸;限定等圆断面4英寸)Specification for aircraftmaterial - Carbon-manganesesteel (suitable for welding)(40/55 tonf/sq in: limitingruling section 4 in)BS 2T 66-1980 19/10铬-镍耐腐蚀钢管材规范(铌稳定的:550MPa)(可焊接)Specification for 18/10chromium-nickelcorrosion-resisting steeltube (niobium stabilized:550 MPa) (weldable)BS 2T 68-1980 冷拉18/10铬-镍耐腐蚀钢管材规范(铌稳定的:800MPa)(可焊接)Specification for cold drawn18/10 chromium-nickelcorrosion-resisting steeltube (niobium stabilized:800 MPa) (weldable)BS 3604-2-1991 承压钢管.具有规定高温特性的铁合金钢.第2部分:纵向电弧焊接管规范Steel pipes and tubes forpressure purposes: ferriticalloy steel with specifiedelevated temperatureproperties - Specificationfor longitudinally arcwelded tubesBS 3799-1974 石油工业用钢管配件、螺旋管接头和套管焊接规范Specification for steel pipefittings, screwed andsocket-welding for thepetroleum industryBS 3T 53-1980 铬-钼钢管材规范(700MPa)(管外径不小于12.5mm)(可焊接)Specification forchromium-molybdenum steeltube (700 MPa) (outsidediameter not less than 12.5mm) (weldable)BS 4129-1990 板材钢电阻焊用焊接底剂、焊透密封剂、粘合剂和蜡规范Specification for weldingprimers and weld-throughsealants, adhesives andwaxes for resistance weldingof sheet steelBS4449-2005+A2-2 009 混凝土增强钢.可焊接增强钢.棒材、卷材和拆卷产品.规范Steel for the reinforcementof concrete - Weldablereinforcing steel - Bar, coiland decoiled product - SpecificationBS 4515-1-2009 陆地和近海钢管焊接规范.碳和碳锰钢管Specification for weldingofsteel pipelines on landandoffshorePart 1: Carbonand carbon manganesesteelpipelinesBS 4515-2-1999 陆地和近海铺设的钢管焊接规范.双联法不锈钢管道Specification for welding ofsteel pipelines on land andoffshore - Duplex stainlesssteel pipelinesBS 4871-3-1985 按认可焊接工艺操作的焊工鉴定考试规范.第3部分:金属管与管板接头间电弧焊Specification for approvaltesting of welders working toapproved welding procedures- Arc welding of tube totube-plate joints inmetallic materialsBS 4872-1-1982 不要求批准焊接程序的焊工考试规范.第1部分:钢熔焊Specification for approvaltesting of welders whenwelding procedure approvalis not required - Fusionwelding of steelBS 4872-2-1976 不要求批准焊接工艺时焊工的鉴定考试规范.第2部分:铝及铝合金钨极惰性气体保护电弧焊或熔化极惰性气体保护Specification for approvaltesting of welders whenwelding procedure approvalis not required - TIG or MIGwelding of aluminium and itsalloysBS 499-1 Supplement-199 2 焊接术语与符号.补充.电焊设备的定义Welding terms and symbols -Supplement - Definitions forelectric welding equipmentBS 499-1-2009 焊接术语和符号.焊接、钎焊和热切割用术语表Welding terms andsymbolsPart 1: Glossary forwelding, brazing andthermalcuttingBS 499-2C-1999 焊接术语与符号.图表形式的的欧洲电弧焊符号Welding terms and symbols -European arc welding symbolsin chart formBS 4T 45-1972 碳-锰钢管材规格(700N/mm<上标2>)(管外径大于或等于12.5mm)(可焊接)Specification forcarbon-manganese steel tube(700 N/mm2) (tube 12.5 mmoutside diameter andgreater) (weldable)BS 5950-2-2001 建筑物中结构用的钢制件.材料、制造和装配规范.轧制及焊接型材Structural use of steelworkin building - Specificationfor materials, fabricationand erection - Rolled andwelded sectionsBS 5S 21-1964 飞机材料规范.20号碳钢(适用于焊接)(25/35吨力/平方英寸:最大直径或最小断面尺寸6英寸)Specification for aircraftmaterial - '20' carbon steel(suitable for welding)(25/35 tonf/sq in: maximumsize 6 inches diameter orminor sectional dimension)BS 638-4-1996 电弧焊电源、设备和附件.第4部分:焊接电缆规范Arc welding power sources,equipment and accessories -Specification for weldingcablesBS 6942-2-1989 氧燃料气体焊接和相关工艺用成套小型工具的设计和建造.第2部分:使用可充氧气和燃气容器的成套工具规范Design and construction ofsmall kits for oxy-fuel gaswelding and allied processes- Specification for kitsusing refillable gascontainers for oxygen andfuel gasBS 6990-1989 含有工艺流体或其残留物的钢管焊接实用规程Code of practice for weldingon steel pipes containingprocess fluids or theirresidualsBS 7122-1989 液化气体道路运输用的焊接钢槽车规范Specification for weldedsteel tanks for the roadtransport of liquefiablegasesBS 7363-1990 焊接用受控热强度试验和叠珠焊缝板试验方法Method for bead-on-plate(BOP) test for weldsBS 7372-3-1993 工业金属丝筛网和金属丝Guide to the choice of编织布孔径和丝径组合选择指南.第3部分:预压接或压力焊接金属丝筛网的优选组合aperture size and wire diameter combinations for industrial wire screens and woven wire cloth - Preferred combinations for pre-crimped or pressure-welded wire screensBS 7448-2-1997 断裂机械韧性试验.第2部分:金属材料焊接的KDOWNIDOWNc值、临界CTOD值和临界J值的测定方法Fracture mechanics toughnesstests - Method fordetermination of KIc,critical CTOD and critical Jvalues of welds in metallicmaterialsBS7655-2.4-2000 电缆用绝缘和铠装材料规范.横向耦合弹性铠装化合物.焊接电缆包敷物Specification for insulatingand sheathing materials forcables - Cross-linkedelastomeric sheathingcompounds - Welding cablecoveringBS 7670-2-1997 电阻凸焊的钢螺母和螺栓.焊接螺母和螺栓的焊接规范Steel nuts and bolts forresistance projectionwelding - Specification forwelding of weld nuts and weldboltsBS 8451-2004 气焊切割和相关工艺用橡胶软管.高度耐扭结重型焊接软管(H型).规范Rubber hoses for gas welding,cutting and allied processes- High kink-resistant heavyduty welding hose (type H) -SpecificationBS 855-1990 集中供热和间接热水供应用焊接钢锅炉(额定输出44KW至3MW)规范Specification for weldedsteel boilers for centralheating and indirect hotwater supply (rated output 44kW to 3 MW)BS 91-1998 电缆焊接插座.规范Electric cable soldering sockets - SpecificationBS 9210N0009-1-1978 射频连接器(SMC系列)详细规范.不密封、焊接、静态接触、50Ω、螺纹连接.Detail specification forradio frequency connectors(series SMC) - Unsealed,全面评定级soldered, captive contact,50 $2I, screw coupling - Fullassessment levelBS 9210N0009-2-1978 射频连接器(SMA系列)详细规范.不密封、焊接、静态接触、50Ω、螺纹连接.控制图.配合面详图和测量数据Detail specification forradio frequency connectors(series SMC) - Unsealed,soldered, captive contact,50 ohms, screw coupling -Control drawings - Matingface details and gaugeinformationBS 9210N001-1-1975 射频连接器(BNC型)的详细规范.50Ω的密封、焊接、静态接触.全面评定级Detail specification forradio frequency connectors(type BNC) - Sealed,soldered, captive contact,50 ohms - Full assessmentlevelBS 9210N007-1-1976 射频连接器(SMB型)的详细规范.不密封、焊接、静态接触、50Ω、插入式连接.全面评定级Detail specification forradio frequency connectors(type SMB) - Unsealed,soldered, captive contact,50 $2I, snap-on couplings -Full assessment levelBS 9210N007-2-1976 射频连接器(SMB型)的详细规范.不密封、焊接、静态接触、50Ω、连接扣.控制图.配合面详图和测量数据Detail specification forradio frequency connectors(type SMB) - Unsealed,soldered, captive contact,50 ohms, snap-on couplings -Control drawings - Matingface details and gaugeinformationBS 9612N016-1979 振荡器用电阻焊接密封石英晶体元件用详细规范.DN、DZ、DQ和DP外壳、0.8~20MHz和3.0~30MHz频率范围.宽温范Detail specification forresistance welded sealquartz crystal units foroscillator applications -DN, DZ, DQ and DP enclosures,0. 8 to 20 MHz and 3.0 to 30MHz frequency ranges -Fundamental thickness-shearmode, AT-cut, for operationover wide temperature ranges (non-temperature controlled) - Full assessment levelBS 9612N017-1979 振荡器用电阻焊接密封石英晶体元件用详细规范.DN、DZ、DQ和DP外壳、0.8~20MHz和3.0~30MHz频率范围.窄温范Detail specification forresistance welded sealquartz crystal units foroscillator applications -DN, DZ, DQ and DP enclosures,0. 8 to 20 MHz and 3.0 to 30MHz frequency ranges -Fundamental thickness-shearmode, AT-cut, for operationover narrow temperatureranges (temperaturecontrolled) - Fullassessment levelBS DD CEN ISO/TS 15011-5-2006 焊接和相关工艺的卫生和安全.烟尘和气体取样的试验室方法.通过完全或部分有机材料组成的产品焊接或切割时所Health and safety in weldingand allied processes -Laboratory method forsampling fume and gases -Identification ofthermal-degradationproducts generated whenwelding or cutting throughproducts composed wholly orpartly of organic materialsBS DD CEN ISO/TS 17845-2004 焊接和相关程序.缺陷的名称与符号系统Welding and allied processes- Designation system forimperfectionsBS DD CEN/TS 14751-2004 焊接.焊接检验用飞行时间衍射技术(TOFD)的使用Welding - Use oftime-of-flight diffractiontechnique (TOFD) forexamination of weldsBS DD ENV 10080-1996 混凝土加强筋用钢.可焊肋状钢筋 B500.棒材、卷材和焊接钢筋网的交付技术状态Steel for the reinforcementof concrete - Weldable ribbedreinforcing steel B500 -Technical deliveryconditions for bars, coilsand welded fabricBS EN10025-3-2004 结构钢热轧制品.正火/正火热机轧制的可焊接细粒结构钢的交货技术条件Hot rolled products ofstructural steels -Technical deliveryconditions fornormalized/normalizedrolled weldable fine grainstructural steelsBS EN10025-4-2004 结构钢热轧制品.热机轧制的可焊接细粒结构钢的交货技术条件Hot rolled products ofstructural steels -Technical deliveryconditions forthermomechanical rolledweldable fine grainstructural steelsBS EN10028-6-2009 压力容器用钢制扁平产品.可焊接淬火和回火细粒钢Flat products made of steelsfor pressure purposes - Part6:Weldable fine grainsteels, quenched andtemperedBS EN 10080-2005 混凝土增强用钢.可焊接增强钢.总则Steel for the reinforcementof concrete - Weldablereinforcing steel - GeneralBS EN1011-1-2009 焊接.金属材料焊接用推荐规程.弧焊用一般指南Welding - Recommendationsfor welding of metallicmaterials - General guidancefor arc weldingBS EN1011-2-2001 焊接.金属材料焊接的推荐规范.铁素体钢的电弧焊接Welding - Recommendationsfor welding of metallicmaterials - Arc welding offerritic steelsBS EN1011-3-2000 焊接.金属材料焊接的推荐规范.不锈钢的电弧焊接Welding - Recommendationsfor welding of metallicmaterials - Arc welding ofstainless steelsBS EN1011-4-2000 焊接.金属材料焊接的推荐规范.铝及铝合金的电弧焊接Welding - Recommendationsfor welding of metallicmaterials - Arc welding ofaluminium and aluminiumalloysBS EN1011-5-2003 焊接.金属材料焊接的推荐规程.覆层钢的焊接Welding - Recommendationsfor welding of metallicmaterials - Welding of cladsteelBS EN1011-6-2005 焊接.金属材料焊接的建议.第6部分:激光束焊接Welding - Recommendationsfor welding of metallicmaterials - Part 6: Laserbeam weldingBS EN1011-7-2004 焊接.金属材料焊接的推荐规范.电子束焊Welding - Recommendationsfor welding of metallicmaterials - Electron beamweldingBS EN1011-8-2004 焊接.金属材料焊接的推荐规范.铸铁的焊接Welding - Recommendationsfor welding of metallicmaterials - Welding of castironsBS EN 10120-2008 焊接的储气瓶用钢薄板材和带材Steel sheet and strip forwelded gas cylindersBS EN10217-1-2002 承压用焊接钢管.交付技术状态.规定室温特性的非合金钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Non-alloy steeltubes with specified roomtemperature propertiesBS EN10217-2-2002 承压用的焊接钢管.交付技术状态.规定了高温特性的非合金和合金电焊钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Electric weldednon-alloy and alloy steeltubes with specifiedelevated temperaturepropertiesBS EN10217-3-2002 承压用的焊接钢管.交付技术状态.合金细晶粒钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Alloy fine grainsteel tubesBS EN 承压用的焊接钢管.交付技Welded steel tubes for10217-4-2002 术状态.规定了低温特性的非合金和合金电焊钢管pressure purposes - Technical delivery conditions - Electric welded non-alloy steel tubes with specified low temperature propertiesBS EN10217-5-2002 承压用的焊接钢管.交付技术状态.规定了高温特性的非合金和合金埋弧焊接钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Submerged arcwelded non-alloy and alloysteel tubes with specifiedelevated temperaturepropertiesBS EN10217-6-2002 承压用的焊接钢管.交付技术条件.规定了低温特性的非合金埋弧焊接钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Submerged arcwelded non-alloy steel tubeswith specified lowtemperature propertiesBS EN10217-7-2005 压力用途焊接钢管.交货技术条件.不锈钢管Welded steel tubes forpressure purposes -Technical deliveryconditions - Stainless steeltubesBS EN10219-1-2006 非合金和细晶结构钢的冷成形焊接结构空心型材.交货技术要求Cold formed weldedstructural hollow sectionsof non-alloy and fine grainsteels - Technical deliveryrequirementsBS EN10219-2-2006 非合金和细晶结构钢的冷成形焊接结构空心型材.公差、尺寸和局部特性Cold formed weldedstructural hollow sectionsof non-alloy and fine grainsteels - Tolerances,dimensions and sectionalpropertiesBS EN 10220-2002 无缝和焊接钢管.尺寸和每单位长度的质量Seamless and welded steeltubes - Dimensions and massesper unit lengthBS EN10222-4-1999 压力容器用钢锻件.具有高验收强度的可焊接细晶粒钢Steel forgings for pressurepurposes - Weldablefine-grain steels with highproof strengthBS EN10223-4-1998 栅栏用钢丝和钢丝制品.钢丝焊接网式栅栏Steel wire and wire productsfor fences - Steel wirewelded mesh fencingBS EN10223-7-2002 栏栅用钢丝和金属丝制品.栏栅用钢丝焊接网板Steel wire and wire productsfor fences - Steel wirewelded panels - For fencingBS EN 10225-2009 固定近海结构的可焊接结构钢.技术提交条件Weldable structural steelsfor fixed offshorestructures - Technicaldelivery conditionsBS EN10246-1-1996 钢管的无损检验.证明液压系统密封性用无缝和焊接铁磁钢管(埋弧焊除外)的自动电磁检验Non-destructive testing ofsteel tubes - Automaticelectromagnetic testing ofseamless and welded (exceptsubmerged arc welded)ferromagnetic steel tubesfor verification ofhydraulic leak-tightnessBS EN10246-11-2000 钢管的无损检验.对无缝和焊接钢管进行液体渗透试验以检测其表面缺陷Non-destructive testing ofsteel tubes - Liquidpenetrant testing ofseamless and welded steeltubes for the detection ofsurface imperfectionsBS EN10246-12-2000 钢管的无损检验.对无缝和焊接铁磁钢管进行磁粉检验以检测其表面缺陷Non-destructive testing ofsteel tubes - Magneticparticle inspection ofseamless and weldedferromagnetic steel tubesfor the detection of surfaceimperfectionsBS EN10246-13-2000 钢管的无损检验.无缝和焊接钢管(埋弧焊除外)的全Non-destructive testing ofsteel tubes - Automatic full外围自动超声波厚度检测peripheral ultrasonicthickness testing forseamless and welded (exceptsubmerged arc welded) steeltubesBS EN10246-14-2000 钢管的无损检验.层状缺陷探测用无缝和焊接(埋弧焊接除外)钢管的自动超声波检验Non-destructive testing ofsteel tubes - Automaticultrasonic testing ofseamless and welded (exceptsubmerged arc-welded) steeltubes for the detection oflaminar imperfectionsBS EN10246-15-2000 钢管的无损检验.无缝和焊接钢管(埋弧焊除外)的全外围自动超声波厚度检测Non-destructive testing ofsteel tubes - Automaticultrasonic testing ofstrip/plate used in themanufacture of welded steeltubes for the detection oflaminar imperfectionsBS EN10246-16-2000 钢管的无损检验.对焊接钢管焊缝临近区域进行自动超声波检验以检测其层状缺陷Non-destructive testing ofsteel tubes - Automaticultrasonic testing of thearea adjacent to the weldseam of welded steel tubesfor the detection of laminarimperfectionsBS EN10246-17-2000 钢管的无损检验.对无缝和焊接钢管管端部进行超声波检验以检测其层状缺陷Non-destructive testing ofsteel tubes - Ultrasonictesting of tube ends ofseamless and welded steeltubes for the detection oflaminar imperfectionsBS EN10246-18-2000 钢管的无损检验.对无缝和焊接铁磁钢管管端部进行磁粉检验以检测其层状缺陷Non-destructive testing ofsteel tubes - Magneticparticle inspection of tubeends of seamless and weldedferromagnetic steel tubesfor the detection of laminarimperfectionsBS EN10246-2-2000 钢管的无损检验.验证水密封性能用的无缝和焊接的(埋弧焊除外)奥氏体铁素体钢管的自动涡流试验Non-destructive testing ofsteel tubes - Automatic eddycurrent testing of seamlessand welded (except submergedarc welded) austenitic andaustenitic-ferritic steeltubes for verification ofhydraulic leak-tightnessBS EN10246-3-2000 钢管的无损检验.缺陷探测用无缝和焊接(埋弧焊除外)钢管的自动涡流检验Non-destructive testing ofsteel tubes - Automatic eddycurrent testing of seamlessand welded (except submergedarc-welded) steel tubes forthe detection ofimperfectionsBS EN10246-5-2000 钢管的无损检验.纵向缺陷探测用无缝和焊接(埋弧焊除外)的铁磁性钢管的自动全周界磁力换能器/磁力线渗漏检验Non-destructive testing ofsteel tubes - Automatic fullperipheral magnetictransducer/flux leakagetesting of seamless andwelded (except submergedarc-welded) ferromagneticsteel tubes for the detectionof longitudinalimperfectionsBS EN10246-7-2005 钢管的无损检验.纵向缺陷探测用无缝焊接钢管(埋弧焊除外)的自动全周界超声波检验Non-destructive testing ofsteel tubes - Part 7:Automatic full peripheralultrasonic testing ofseamless and welded (exceptsubmerged arc welded) tubesfor the detection oflongitudinal imperfectionsBS EN10246-9-2000 钢管的无损检验.检测纵向或横向缺陷用的焊接和埋弧焊钢管的自动超声波试验Non-destructive testing ofsteel tubes - Automaticultrasonic testing of theweld seam of submerged arcwelded steel tubes for thedetection of longitudinaland/or transverseimperfectionsBS EN 10255-2004 焊接或加螺纹的非合金钢管.交货技术条件Non-alloy steel tubessuitable for welding andthreading - Technicaldelivery conditionsBS EN10296-1-2003 机械和一般工程用焊接圆钢管.技术交货条件.非合金和合金钢管Welded circular steel tubesfor mechanical and generalengineering purposes -Technical deliveryconditions - Non-alloy andalloy steel tubesBS EN10296-2-2005 机械和一般工程用焊接圆钢管.技术交货条件.不锈钢Welded circular steel tubesfor mechanical and generalengineering purposes -Technical deliveryconditions - Stainless steelBS EN10305-2-2010 精密仪器用钢管.交货技术条件.焊接冷拔钢管Steel tubes for precisionapplications - Technicaldelivery conditions - Weldedcold drawn tubesBS EN10305-3-2010 精密仪器用钢管.交货技术条件.焊接冷精加工钢管Steel tubes for precisionapplications - Technicaldelivery conditions - Weldedcold sized tubesBS EN10305-5-2010 精密设备用钢管.交货技术条件.焊接和冷精加工的方形及矩形钢管Steel tubes for precisionapplications - Technicaldelivery conditions - Weldedand cold sized square andrectangular tubesBS EN10305-6-2005 精密仪器用钢管.交货技术条件.第6部分:液压和气动动力系统用焊接冷拉管材Steel tubesforprecisionapplications—Technicaldeliveryconditions —Part 6:Welded cold drawn tubesforhydraulic and pneumaticpowersystemsBS EN 10312-2003 包括人生活用水在内的水成液输送用焊接不锈钢管.交货技术条件Welded stainless steel tubesfor the conveyance of aqueousliquids inclu ding water forhuman consumption -Technical delivery conditionsBS EN1043-1-1996 金属材料焊接的破坏试验.硬度试验.第1部分:电弧焊接的硬度试验Destructive tests on welds inmetallic materials -Hardness testing - Hardnesstest on arc welded jointsBS EN1043-2-1997 金属材料焊接点的破坏试验.第2部分:焊接连接件的显微硬度试验Destructive tests on welds inmetallic materials -Hardness testing - Microhardness testing on weldedjointsBS EN1123-1-1999 污水系统用插接管的纵向焊接热浸镀锌钢管及配件.要求、试验和质量控制Pipes and fittings oflongitudinally weldedhot-dip galvanized steelpipes with spigot and socketfor waste water systems -Requirements, testing,quality controlBS EN1123-2-2006+A1 -2007 废水系统用带套管和座孔的径向焊接热浸镀锌钢管的管道和配件.第2部分:尺寸Pipes and fittings oflongitudinally weldedhot-dip galvanized steeltube with spigot and socketfor waste water systems -Part 2: DimensionsBS EN1123-3-2004 污水系统用带插接套的纵向焊接热浸镀锌钢管及配件.真空排水系统以及造船用排水系统的尺寸和特殊要求Pipes and fittings oflongitudinally weldedhot-dip galvanized steelpipes with spigot and socketfor waste water systems -Dimensions and specialrequirements for vacuumdrainage systems and fordrainage systems inship-buildingBS EN1124-1-1999 污水系统用带套管和孔座的纵向焊接不锈钢管和配件.要求、测试和质量控制Pipes and fittings oflongitudinally weldedstainless steel pipes withspigot and socket for wastewater systems -Requirements, testing, quality controlBS EN1124-2-2007 废水系统用带套筒的纵向焊接不锈钢管道和配件.第2部分:S系统.尺寸Pipes and fittings oflongitudinally weldedstainless steel pipes withspigot and socket for wastewater systems - System S;dimensionsBS EN1124-3-2008 污水系统用带套管和孔座的纵向焊接不锈钢管和配件.X.设备尺寸Pipes and fittings oflongitudinally weldedstainless steel pipes withspigot and socket for wastewater systems - Part 3:SystemX. DimensionsBS EN1124-4-2005 污水系统用带套管和孔座的纵向焊接不锈钢管和配件.第4部分:真空排水系统和船用排水系统的部件Pipes and fittings oflongitudinally weldedstainless steel pipes withspigot and socket for wastewater systems — Part 4:Components for vacuumdrainage systems and fordrainage systems on shipsBS EN 12074-2000 焊接用料.焊接和相关工艺用消耗品的生产、供应和配送质量要求Welding consumables -Quality requirements formanufacture, supply anddistribution of consumablesfor welding and alliedprocessesBS EN 12493-2008 液化石油气(LPG)设备和附件.LPG用焊接钢罐.油槽汽车的设计和制造(LPG) —Road tankersdesignand manufactureBS EN12517-1-2006 焊缝的无损检验.用放射线照相术评定钢、镍、钛及其合金的焊接接缝.验收等级Non-destructive testing ofwelds - Evaluation of weldedjoints in steel, nickel,titanium and their alloys byradiography - AcceptancelevelsBS EN12517-2-2008 焊缝的无损检验.通过射线照相术评估铝及铝合金的Non-destructive testing ofwelds - Part 2: Evaluation of焊接接头.验收等级welded joints in aluminium and its alloys by radiography - Acceptance levelsBS EN12542-2002安装在地面上的储存容量不超过13M<上标3>的成系列生产的液化石油气储存用固定焊接圆柱形气罐.设计与制造Static welded cylindrical tanks, serially produced forthe storage of liquefiedpetroleum gas (LPG) having avolume not greater than 13 m3and for installation aboveground - Design and manufactureBS EN 1256-2006 气焊设备.焊接、切割和相关工艺用软管组件规范Gas welding equipment - Specification for hoseassemblies for equipment forwelding, cutting and allied processes BS EN12573-1-2000焊接非静压热塑罐.一般原理 Welded staticnon-pressurized thermoplastic tanks -General principles BS EN12573-2-2000焊接非静压热塑罐.立式圆柱形罐的计算Welded static non-pressurizedthermoplastic tanks -Calculation of vertical cylindrical tanks BS EN12573-3-2000焊接非静压热塑罐.单层矩形罐的设计和计算Welded static non-pressurizedthermoplastic tanks - Designand calculation for single skin rectangular tanks BS EN12573-4-2000焊接非静压热塑罐.法兰接头的设计和计算Welded static non-pressurizedthermoplastic tanks - Designand calculation of flanged joints BS EN12627-1999 工业阀门.钢阀门的对接焊接端 Industrial valves - Butt welding ends for steel valves BS EN供气系统.焊接钢管.功能Gas supply systems - Welding12732-2000 要求steel pipework - FunctionalrequirementsBS EN 12760-1999 阀门.钢阀门的套节焊接端Valves - Socket welding endsfor steel valvesBS EN 12797-2000 铜焊.铜焊接头破坏试验Brazing - Destructive testsof brazed jointsBS EN 12799-2000 铜焊.铜焊接头无损检验Brazing - Non-destructiveexamination of brazed jointsBS EN12814-1-2000 热塑性半成品焊接接头试验.弯曲试验Testing of welded joints ofthermoplasticssemi-finished products -Bend testBS EN12814-2-2000 热塑半成品焊接接头试验.拉伸试验Testing of welded joints ofthermoplasticssemi-finished products -Tensile testBS EN12814-3-2000 热塑半成品焊接接头试验.拉伸蠕变试验Testing of welded joints ofthermoplasticssemi-finished products -Tensile creep testBS EN12814-4-2001 热塑半成品焊接接头试验.剥离试验Testing of welded joints ofthermoplasticssemi-finished products -Peel testBS EN12814-5-2000 热塑半成品焊接接头试验.宏观检查Testing of welded joints ofthermoplasticssemi-finished products -Macroscopic examinationBS EN12814-6-2000 热塑半成品焊接接头试验.低温拉伸试验Testing of welded joints ofthermoplasticssemi-finished products - Lowtemperature tensile testBS EN12814-7-2002 热塑性半成品的焊接接头的试验.腰形试验样品的拉伸试验Testing of welded joints ofthermoplasticssemi-finished products -Tensile test with waistedtest specimensBS EN12814-8-2001热塑半成品焊接接头试验.要求Testing of welded joints ofthermoplastic semi-finishedproducts -. Requirements BS EN12862-2000可运输气瓶.可反复灌装可运输焊接铝合金气瓶的设计和制造规范Transportable gas cylinders - Specification for thedesign and construction ofrefillable transportablewelded aluminium alloy gas cylinders BS EN13067-2003塑料焊接人员.焊工的资格检验.热塑塑料焊接组件 Plastics welding personnel -Qualification testing of welders - Thermoplasticswelded assembliesBS EN13100-1-2000 热塑性半成品焊接接头无损检验.目视检查Non destructive testing of welded joints of thermoplasticssemi-finished products - Visual examinationBS EN13100-2-2004热塑性半成品焊接接头的无损检验.X 射线照相检验Non destrictive testing of welded joints ofthermoplasticssemi-finished products - X-ray radiographic testingBS EN13100-3-2004 热塑性半成品焊接接头的无损检验.超声检验Non-destructive testing of welded joints in thermoplasticssemi-finished products - Ultrasonic testingBS EN13110-2002液化石油气用可运输、可再充气的焊接铝瓶.设计和制造 Transportable refillablewelded aluminium cylinders for liquefied petroleum gas (LPG) - Design andconstructionBS EN 1320-1997金属材料焊接点的破坏试验.断裂试验Destructive tests on welds in metallic materials - Fracture testsBS EN 1321-1997金属材料焊接点的破坏试验.焊接点的宏观和微观检Destructive test on welds inmetallic materials -验Macroscopic and microscopic examination of weldsBS EN 1326-1996 气焊设备.气体硬钎焊和焊接用小型设备箱Gas welding equipment - Smallkits for gas brazing andwelding BS EN 1327-1996 气焊设备.焊接和类似工艺用热固性软管Gas welding equipment -Thermoplastic hoses forwelding and allied processes BS EN13322-1-2003+A 1-2006可运输的气瓶.可再充填的焊接钢瓶.设计和制造.碳钢Transportable gas cylinders- Refillable welded steel gascylinders - Design andconstruction - Carbon steel BS EN13322-2-2003可运输的气瓶.可再充填的焊接钢瓶.设计和制造.不锈钢 Transportable gascylinders— Refillablewelded steel gascylinders — Design andconstruction —Part 2:Stainless steel BS EN13347-2002铜和铜合金.焊接和钎焊用杆材和线材Copper and copper alloys -Rod and wire for welding andbraze welding BS EN13479-2004焊接消耗品.金属材料熔焊用填充金属和焊剂的一般产品标准 Welding consumables -General product standard for filler metals and fluxes for fusion welding of metallicmaterials BS EN13622-2002气体焊接设备.术语.气体焊接使用的术语Gas welding equipment -Terminology - Terms used for gas welding equipmentBS EN13705-2004热塑焊接.热气焊机械和设备(包括挤焊) Welding of thermoplastics -Machines and equipment for hot gas welding (includingextrusion welding) BS EN14015-2005在室温和高于室温下液体储存用现场建造的立式、圆柱形、平底、地上用焊接钢罐的设计和制造规范Specification for the designand manufacture of sitebuilt, vertical,cylindrical, flat-bottomed,above ground, welded, steel。
额定电压450/750V及以下聚氯乙烯绝缘电缆第3部分固定布线用无护套电缆
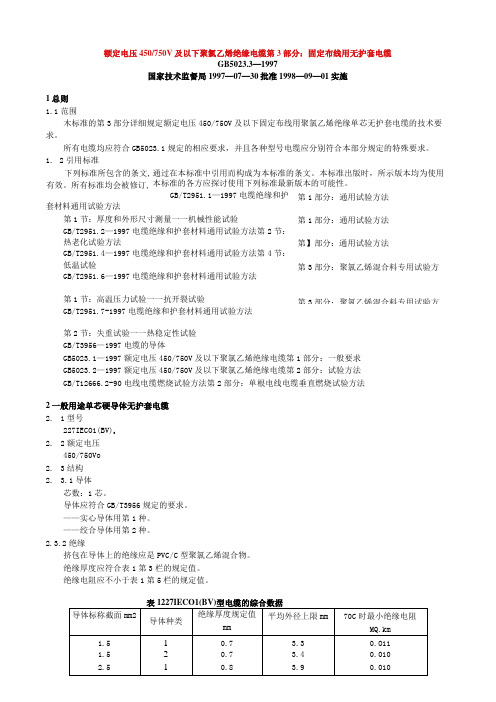
额定电压450/750V 及以下聚氯乙烯绝缘电缆第3部分:固定布线用无护套电缆GB5023.3—1997国家技术监督局1997—07—30批准1998—09—01实施1总则1.1范围木标准的第3部分详细规定额定电压450/75OV 及以下固定布线用聚氯乙烯绝缘单芯无护套电缆的技术要求。
所有电缆均应符合GB5023.1规定的相应要求,并且各种型号电缆应分别符合本部分规定的特殊要求。
1. 2引用标准通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T2951.1—1997电缆绝缘和护套材料通用试验方法第1节:厚度和外形尺寸测量一一机械性能试验 GB/T2951.2—1997电缆绝缘和护套材料通用试验方法第2节:热老化试验方法 GB/T2951.4—1997电缆绝缘和护套材料通用试验方法第4节:低温试验 GB/T2951.6—1997电缆绝缘和护套材料通用试验方法 第1节:高温压力试验一一抗开裂试验GB/T2951.7-1997电缆绝缘和护套材料通用试验方法 第2节:失重试验一一热稳定性试验 GB/T3956—1997电缆的导体GB5023.1—1997额定电压450/750V 及以下聚氯乙烯绝缘电缆第1部分:一般要求 GB5023.2—1997额定电压450/750V 及以下聚氯乙烯绝缘电缆第2部分:试验方法 GB/T12666.2-90电线电缆燃烧试验方法第2部分:单根电线电缆垂直燃烧试验方法 2一般用途单芯硬导体无护套电缆 2. 1型号 227IECO1(BV)e 2. 2额定电压450/750Vo 2. 3结构 2. 3.1导体芯数:1芯。
导体应符合GB/T3956规定的要求。
——实心导体用第1种。
——绞合导体用第2种。
2.3.2绝缘挤包在导体上的绝缘应是PVC/C 型聚氯乙烯混合物。
绝缘厚度应符合表1第3栏的规定值。
绝缘材料检测常见项目标准

绝缘材料检测常见项目标准本条所述的绝缘材料是电工绝缘材料。
按国家标准GB2900.5规定绝缘材料的定义是:“用来使器件在电气上绝缘的材料”。
也就是能够阻止电流通过的材料。
它的电阻率很高,通常在10^9~10^22Ω·m的范围内。
如在电机中,导体周围的绝缘材料将匝间隔离并与接地的定子铁芯隔离开来,以保证电机的安全运行。
青岛科标检测研究院有限公司第三方绝缘材料检测机构,具有权威资质认证,出具绝缘材料检测报告。
检测产品:塑料绝缘材料:注射型绝缘塑料、高电性能绝缘塑料、耐高频绝缘塑料、耐化学腐蚀绝缘塑料、耐潮湿绝缘塑料、耐高温绝缘塑料、无氨绝缘塑料、耐燃压绝缘塑料等;无机绝缘材料:云母、瓷器、石棉、大理石、玻璃、硫磺等。
用于电机、电器的绕组绝缘,开关底板和绝缘子等;有机绝缘材料:橡胶、树脂、虫胶、棉纱纸、麻、蚕丝、人造丝管等。
用于制造绝缘漆、绕组导线的外层绝缘等;混合绝缘材料:由两种绝缘材料进行加工的成型绝缘材料。
用于电器的底座、外壳等;检测项目:物理性能:密度、厚度、尺寸、吸水性、韧性等;力学性能:硬度,刚度,弹性模量,断裂伸长率,摩擦性能,拉伸、抗压强度等;热学性能:热稳定性,熔融温度,膨胀系数,氧化指数等;电学性能:电绝缘性,介电常数,介电损耗等;检测标准:DL/T 376-2010 电力复合绝缘子用硅橡胶绝缘材料通用技术条件DL/T 449-1991 油浸纤维质绝缘材料含水量测定法--萃取法DL/T 449-2015 油浸纤维质绝缘材料含水量测定法GB/T 10064-2006 测定固体绝缘材料绝缘电阻的试验方法GB/T 10580-2003 固体绝缘材料在试验前和试验时采用的标准条件GB/T 10580-2015 固体绝缘材料在试验前和试验时采用的标准条件GB/T 10581-2006 绝缘材料在高温下电阻和电阻率的试验方法GB/T 10582-2008 电气绝缘材料测定因绝缘材料引起的电解腐蚀的试验方法GB/Z 1094.14-2011 电力变压器第14部分:采用高温绝缘材料的液浸式变压器的设计和应用GB/T 11016.1-2009 塑料绝缘和橡皮绝缘电话软线第1部分:一般规定GB/T 11016.2-2009 塑料绝缘和橡皮绝缘电话软线第2部分:聚氯乙烯绝缘电话软线GB/T 11016.3-2009 塑料绝缘和橡皮绝缘电话软线第3部分:聚丙烯绝缘电话软线GB/T 11016.4-2009 塑料绝缘和橡皮绝缘电话软线第4部分:橡皮绝缘电话软线GB/T 11020-2005 固体非金属材料暴露在火焰源时的燃烧性试验方法清单GB/T 11026.1-2003 电气绝缘材料耐热性第1部分:老化程序和试验结果的评定GB/T 11026.2-2012 电气绝缘材料耐热性第2部分:试验判断标准的选择GB/T 11026.3-2006 电气绝缘材料耐热性第3部分:计算耐热特征参数的规程GB/T 11026.4-2012 电气绝缘材料耐热性第4部分:老化烘箱单室烘箱GB/T 11026.5-2010 电气绝缘材料耐热性第5部分:老化烘箱温度达300℃的精密烘箱GB/T 11026.6-2010 电气绝缘材料耐热性第6部分:老化烘箱多室烘箱GB/T 11026.7-2014 电气绝缘材料耐热性第7部分:确定绝缘材料的相对耐热指数(RTE)GB/T 11026.8-2014 电气绝缘材料耐热性第8部分:用固定时限法确定绝缘材料的耐热指数(TI和RTE)GB/T 1303.1-2009 电气用热固性树脂工业硬质层压板第1部分:定义、分类和一般要求GB/T 1303.3-2008 电气用热固性树脂工业硬质层压板第3部分:工业硬质层压板型号GB 13398-2008 带电作业用空心绝缘管、泡沫填充绝缘管和实心绝缘棒GB/T 13542.1-2009 电气绝缘用薄膜第1部分:定义和一般要求GB/T 13542.4-2009 电气绝缘用薄膜第4部分:聚酯薄膜GB/T 1408.1-2006 绝缘材料电气强度试验方法第1部分:工频下试验GB/T 1408.2-2006 绝缘材料电气强度试验方法第2部分:对应用直流电压试验的附加要求GB/T 1408.3-2007 绝缘材料电气强度试验方法第3部分:1.2/50μs脉冲试验补充要求GB/T 1409-2006 测量电气绝缘材料在工频、音频、高频(包括米波波长在内)下电容率和介质损耗因数的推荐方法GB/T 1410-2006 固体绝缘材料体积电阻率和表面电阻率试验方法GB/T 1411-2002 干固体绝缘材料耐高电压、小电流电弧放电的试验GB/T 15333-1994 绝缘用胶粘带电腐蚀试验方法GB/T 17557-2010 船舶、近海装置用电力、控制、仪表、通信及数据电缆的绝缘材料GB/T 17623-1998 绝缘油中溶解气体组分含量的气相色谱测定法GB/T 17648-1998 绝缘液体局部放电起始电压测定试验程序GB/T 17650.1-1998 取自电缆或光缆的材料燃烧时释出气体的试验方法第1部分:卤酸气体总量的测定GB/T 17650.2-1998 取自电缆或光缆的材料燃烧时释出气体的试验方法第2部分:用测量pH值和电导率来测定气体的酸度GB/T 17651.1-1998 电缆或光缆在特定条件下燃烧的烟密度测定第1部分:试验装置GB/T 17948.5-2007 旋转电机绝缘结构功能性评定成型绕组试验规程多因子功能性评定50MV A、15kV及以下电机绝缘结构热、电综合应力耐久性。
低烟无卤阻燃护套

低烟无卤阻燃护套、绝缘料——用于电力、通讯、控制电缆AFR/12是一种含阻燃剂的聚烯烃热塑性复合材料,不释放卤酸,具有自熄特点, 可大量减少有毒腐蚀性气体的排放和烟雾的产生。
由这种材料制成的电缆特别适合在要求具有高度安全性的公共场合下使用。
AFR/12具有良好的机械性能、加工性能和阻燃性能,并具有最优的性价比。
AFR/12的性能测试符合CEI 20.11M1、VDE 0207-24HM2、BS 6724、BS 7655 LTS1与LTS3、OVE K- 81-9 MHN2和Cenelec HD 624.7 S1试验标准。
以上典型值取自样片或电缆试样测试平均值。
挤出AFR/12可用长径比L/D=18~25的挤出机挤出,建议采用低压缩比(类似挤橡胶或无卤材料)的螺杆, 也可以采用挤PVC 的螺杆低速挤出。
慎用挤聚乙烯的螺杆。
料筒要有良好的温控装置。
挤出机各段温度建议如下:100110120130140150160170180190200 1区2区3区4区法兰盘机头口模以上温度仅供参考,具体温度控制应根据具体设备适当调整,但熔融温度不能超过170℃。
筛网须用 宽眼网(<100孔/cm 2 )。
但必须使用分流板,特别在使用低压缩比的螺杆时。
AFR/12既可采用压缩式挤出,也可采用挤管式挤出。
本料用户可自加各种色母粒,建议重量比为1.5%。
贮存本料必须在下列条件下贮存: 1. 包装完好无破损; 2. 环境温度不超过30℃;3. 不直接暴露在阳光下或风雨中。
包装AFR/12每25kg 一袋防潮包装, 1250kg 托盘包装; 或1000kg 托盘防潮箱装。
BS6724-1997中文版
采用热固绝缘和受火情影响时散发出少量烟雾和腐蚀气体的600 1000V和1900 3300V铠装电缆规范标准责任委员会本标准是委托GEL/20电力电缆技术委员会指定的,该技术委员会代表如下机构。
咨询工程师协会家电制造商协会BEAMA电力电缆及导体附件制造商协会英国电缆认证服务中心英国电缆协会英国钢铁生产商协会英国塑料联合会贸易工业部(消费者安全单位、CA分部)英国电业协会伦敦运输协会下列机构通过分委会或技术小组在起草标准时表达了自己的意见:与电气电子工业有关的制造商联合协会(BEAMA有限公司)特许建筑服务工程师协会EAR有限公司电气设施设备制造商协会(BEAMA有限公司)机械工业协会联合经理工程师学会伦敦地铁有限公司全国电梯制造协会手提式电动工具制造商协会输配电协会(BEAMA有限公司)目录标题 (I)标准责任委员会 (II)1.范围 (1)2参考标准 (1)3.术语及定义 (2)4.电压规定 (3)5.导体 (3)6.绝缘 (3)7线芯标识 (3)8成缆 (4)9衬层 (4)10铠装 (4)11外护套 (5)12电缆标识 (6)13尾端密封 (7)14测试时间表 (7)15测试条件 (7)16例行试验 (7)17抽样试验 (8)附录A(仅供参考)电缆选择和操作的建议 (16)附录B(仅供参考)电缆安装的建议 (17)附录C(仅供参考)询价或订货时应提供的信息 (19)附录D(标准要求)厚度测量 (19)附录E(标准要求)耐磨测试 (19)附录F(标准要求)外护套的绝缘电阻常数测试 (20)附录G(标准要求)铠装丝试验 (21)附录H(标准要求)导体和铠装的电阻 (22)附录J(标准要求)电缆护套收缩测试 (24)附录K(标准要求)完整电缆电压试验 (24)附录L删除 (25)附录M相容性试验 (25)附录N(仅供参考)铠装的总面积 (25)附录P(仅供参考)型式试验注释 (26)附录Q(仅供参考) (28)1.范围本标准规定了通过指定测试,在符合BS 5467和BS 6346条件下,暴露在火焰中时产生少量烟雾和腐蚀性产物的,额定电压600/1000V和1900/3300V,热固性绝缘,带铠装电缆的结构要求并介绍了试验方法。
BS7655电缆的绝缘及护套材料标准
英国标准 BS7655:1997 电缆的绝缘及护套材料标准性能指标测试项目EI5 EI8 LTS1 LTS2 LTS3 LTS4 LRS1拉伸强度(MPa)≥10 ≥5 ≥10 ≥6 ≥10 ≥10 ≥8断裂伸长率(%)≥125 ≥125 ≥100 ≥100 ≥100 ≥100 ≥150空气箱热老化(℃×h)135×168 110×168 100×168 100×168 80×168 100×168 120×168 拉伸强度(MPa)--≥10 ≥6 ≥10 ≥10 -拉伸强度变化率(%)≤±30 ≤±30 ≤40 ≤40 ≤25 ≤40 ≤30 断裂伸长率(%)-≥125 ≥100 ≥100 -≥100 -断裂伸长率变化率(%)≤±30 ≤±30 ≤40 ≤40 ≤25 ≤40 ≤30空气弹热老化(℃×h)------127×40 拉伸强度变化率(%)------≤50 断裂伸长率变化率(%)------≤50高温压力试验(℃)100 -80 90 80 90 -刻痕(%)≤50 -≤50 ≤50 ≤50 ≤50 -低温弯曲试验(-15℃)无开裂-无开裂无开裂无开裂无开裂-低温延伸试验(-15℃)≤30 -≤30 ≤30 ≤30 ≤30 -低温冲击试验(-15℃)无开裂-无开裂无开裂无开裂无开裂-抗撕裂试验(N/mm2)--≥5 ----浸水试验--70×168 -70×168 70×168 -拉伸强度变化率(%)--≤±30 -≤±30 ≤±30 -断裂伸长率变化率(%)--≤±30 -≤±30 ≤±30 -热延伸(200℃ 15min 20N/mm2)-------负荷下伸长率(%)≤100 ≤100 ----≤100 永久变形率(%)≤25 ≤25 ----≤25耐臭氧试验不开裂不开裂-----耐矿物油试验(℃×h)------100×24 拉伸强度变化率(%)------≤40 断裂伸长率变化率(%)------≤40酸性气体发生量-------HCl(%)--≤0.5 ≤0.5 ≤0.5 ≤0.5 ≤0.5 PH ≥4.3 ≥4.3 -----电导率(μs/mm)≤10.0 ≤10.0 -----。
煤矿用移动屏蔽橡套软电缆技术规格书

煤矿用移动屏蔽橡套软电缆技术规格书项目单位(盖章):车集煤矿编制日期:2019年11月22日编制人(签字):专业科室(签字):分管矿领导(签字):1.项目简介及使用地点车集煤矿需要一批煤矿用移动屏蔽橡套软电缆,用于车集煤矿井下各种设备连接供电使用。
2.货物名称及供货范围:3.电缆配置要求电缆外护套必须打印有煤安证号及煤安标志、电缆米数、生产厂家,电缆缆盘上必须有生产厂家、电缆盘号、规格型号、电缆总长度、外贴产品合格证、自重吨数。
4.电缆检验检测所需资质文件电缆到货必须附加:国家有资质单位检测的第三方矿用橡套屏蔽电缆阻燃试验报告,厂家自检矿用橡套屏蔽电缆阻燃试验报告,矿用橡套屏蔽电缆电性能试验检测报告,产品质量合格证,矿用产品安全标志证书等矿用产品有效证件。
5.货物使用环境及范围矿用移动屏蔽橡套软电缆敷设在煤矿井下潮湿、淋水、严重腐蚀、含煤尘及瓦斯的恶劣环境,亦用于井下巷道等需要防爆设备的环境。
6.货物适用标准适用于额定电压0.66/1.14kV.煤矿移动设备用的橡皮绝缘橡皮护套软电缆。
符合GB/T 7594.7-1987 电线电缆橡皮绝缘和橡皮护套第7部分:65℃重型不延燃橡皮护套(neq IEC 245)GB/T 7594.8-1987 电线电缆橡皮绝缘和橡皮护套第8部分:90℃橡皮绝缘(neq IEC 245)同时符合MT 818.1—2009 煤矿用电缆第1部分:移动类软电缆一般规定。
7.技术参数7.1导体导体应符合MT 818.1-2009中5.1的规定,导体单线允许镀锡。
导体表面可以包隔离层。
注:硫化后隔离层变色或脆裂不作考核。
7.2绝缘7.2.1动力线芯绝缘应符合GB/T 7594.8-1987中XJ-30A型的规定, 抗张强度应不低于6.5MPa。
7.2.2 MYP-0.66/1.14型电缆地线芯导体外如挤包绝缘,其性能应符合GB/T 7594.8-1987中XJ—30A型的规定, 但抗张强度应不低于6.5MPa。
BS 7655-1.2-1997 电缆用绝缘和铠装材料规范 第1部分 弹性绝缘化合物 第1.2节 90℃时通用
GP 6
GP 7
Properties in the state as manufactured 1-1 9.1
Minimum tensile strength (N/mm2)
6.5
6.5
8.5
4.2
Minimum elongation at break (%)
200
200
200
200
Properties after ageing in air oven Temperature (ÊC)
BS 7655 : Section 1.2 : 1997
1 Scope
This Section of BS 7655 specifies the requirements for the cross-linked elastomeric insulating compounds listed in table 1. The relevant test methods are given in BS EN 60811, BS 6469 and BS 903.
ISBN 0 580 28362 3
Contents
Committees responsible Foreword Specification 1 Scope 2 References 3 Definitions 4 Requirements
BS 7655 : Section 1.2 : 1997
© BSI 1997
First published April 1993 Second edition October 1997
Amendments issued since publication
Amd. No. Date
聚氯乙烯绝缘护套电力电缆PVC insulated and sheath electric cable
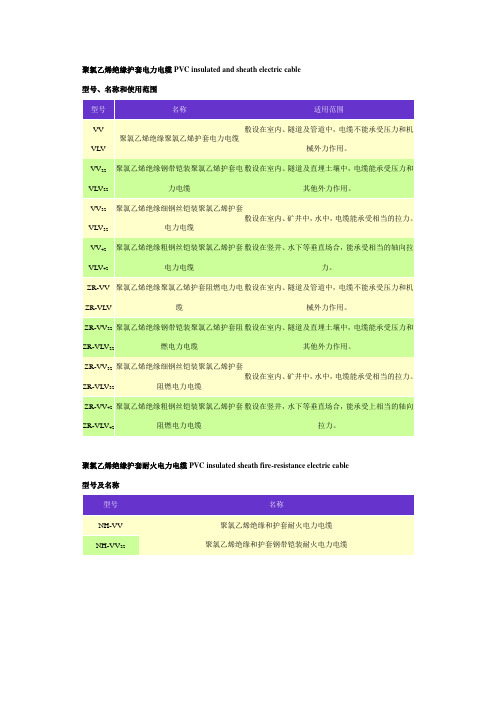
聚氯乙烯绝缘护套电力电缆PVC insulated and sheath electric cable 型号、名称和使用范围VVVLV 聚氯乙烯绝缘聚氯乙烯护套电力电缆敷设在室内、隧道及管道中,电缆不能承受压力和机械外力作用。
VV22 VLV22聚氯乙烯绝缘钢带铠装聚氯乙烯护套电力电缆敷设在室内、隧道及直埋土壤中,电缆能承受压力和其他外力作用。
VV32 VLV32聚氯乙烯绝缘细钢丝铠装聚氯乙烯护套电力电缆敷设在室内、矿井中,水中,电缆能承受相当的拉力。
VV42 VLV42聚氯乙烯绝缘粗钢丝铠装聚氯乙烯护套电力电缆敷设在竖井、水下等垂直场合,能承受相当的轴向拉力。
ZR-VV ZR-VLV 聚氯乙烯绝缘聚氯乙烯护套阻燃电力电缆敷设在室内、隧道及管道中,电缆不能承受压力和机械外力作用。
ZR-VV22 ZR-VLV22聚氯乙烯绝缘钢带铠装聚氯乙烯护套阻燃电力电缆敷设在室内、隧道及直埋土壤中,电缆能承受压力和其他外力作用。
ZR-VV32 ZR-VLV32聚氯乙烯绝缘细钢丝铠装聚氯乙烯护套阻燃电力电缆敷设在室内、矿井中,水中,电缆能承受相当的拉力。
ZR-VV42 ZR-VLV42聚氯乙烯绝缘粗钢丝铠装聚氯乙烯护套阻燃电力电缆敷设在竖井,水下等垂直场合,能承受上相当的轴向拉力。
聚氯乙烯绝缘护套耐火电力电缆PVC insulated sheath fire-resistance electric cable 型号及名称NH-VV 聚氯乙烯绝缘和护套耐火电力电缆聚氯乙烯绝缘和护套钢带铠装耐火电力电缆NH-VV22交联聚乙烯绝缘电力电缆XLPE insulated electric cable型号及名称YJVYJLV铜芯或铝饼交联聚乙烯绝缘,聚氯乙烯护套电力电缆YJLV22YJLV22铜芯或铝芯交联聚乙烯绝缘,钢带铠装聚氯乙烯护套电力电缆YJV32、42YJLV32、42铜芯或铝芯交联聚乙烯绝缘,钢丝铠装聚氯乙烯护套电力电缆聚氯乙烯绝缘护套控制电缆PVC insulated sheath control cable型号、名称及使用范围KVV铜贡聚氯乙烯绝缘聚氯乙烯护套控制电缆敷设在室内、电缆沟、管道等要求屏蔽的固定场合KVVP铜芯聚氯乙烯绝缘,聚氯乙烯护套编织屏蔽控制电缆敷设在室内、电缆沟、管道等要求屏蔽的固定场合KVVP2铜芯聚氯乙烯绝缘聚氯乙烯护套铜带屏蔽控制电缆敷设在室内、电缆沟、管道等要求屏蔽的固定场合KVV22铜芯聚氯乙烯绝缘聚氯乙烯护套钢带铠装控制电缆敷设在室内、电缆沟、管道、直埋等承受较大机械外力的固定场合KVVR铜芯聚氯乙烯绝缘聚氯乙烯护套控制软电缆敷设在室内移动要求柔软等场合ZR-KVVRP铜芯聚氯乙烯绝缘,聚氯乙烯护套编织屏蔽控制软电缆敷设在室内移动要求柔软屏蔽等场合ZR-KVV铜芯聚氯乙烯绝缘聚氯乙烯护套阻燃控制电缆敷设在有阻燃要求的室内、电缆沟、管道等固定场合ZR-KVVP2铜芯聚氯乙烯绝缘聚氯乙烯护磁铜带屏蔽阻燃控制电缆敷设在有阻燃要求的室内、电缆沟、管道等固定场合ZR-KVV2铜饼聚氯乙烯绝缘聚氯乙烯护套钢带铠装阻燃控制电缆敷设在有阻燃要求的室内、电缆沟、管道、直埋等能承受较大机械外力固定场合ZR-KVVR铜芯聚氯乙烯绝缘聚氯乙烯护套阻燃控制软电缆敷设在有阻燃要求的室内可移动柔软等场合10KV钢芯铝交联聚乙烯绝缘架空电缆10kV steel core aluminium XLPE insulated aerial cable型号规格2JKLGYJ-10 10/2-500/65 10KV钢芯铝交联聚乙烯绝缘架空电缆适用于10KV架空电力线路固定敷设。
煤矿用阻燃通信电缆规范标准
煤矿用阻燃通信电缆1 范围本标准规定了煤矿用阻燃通信电缆(以下简称电缆)的定义、检验规则、标志、包装、运输和贮存。
本标准适用于煤矿用聚乙烯绝缘聚乙烯护套通信电缆。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB228-1987金属拉伸试验方法GB239-1984金属线材扭转试验方法GB2423.4-1981电工电子产品基本环境试验规程试验Db :交变湿热试验方法GB2900.10-1984电工名词术语电线电缆GB/T2951..1-1997电线绝缘和护套材料通用试验方法第1部分:通用试验方法第1节:厚度和尺寸测量一机械性能试验GB/T2591.2-1997电缆绝缘和护套材料通用试验方法第1部分:通用试验方法第2节热老化试验方法GB/T2591.4-1997电缆绝缘和护套材料通用试验方法第1部分:通用试验方法第4节:低温试验GB/T2972-1991镀锌钢丝锌层硫酸铜试验方法GB/T2976-1988金属线材缠绕试验方法GB/T3048.4-1994电线电缆电性能试验方法导体直流电阻试验GB/T3048.6-1994电线电缆电性能试验方法绝缘电阻试验检流计比较法GB/T3048.8-1994电线电缆电性能试验方法绝缘电阻试验电压一电流法GB3082-1984铠装电缆用镀锌低碳钢丝GB3953-1983电工圆铜线GB4910-1985镀锡圆铜线GB5441.2-1985通信电缆试验方法工作电容试验电桥法GB5441.6-1985通信电缆试验方法串音衰减试验比较法GB5441.7-1985通信电缆试验方法衰减常数试验开短路法GB8170-1987数值修约规则GB8815-1988电线电缆用软聚氯乙烯塑料MT386-1995煤矿用阻燃电缆阻燃性的试验方法和判定规则HG2-1398-1981<低密度聚乙烯树脂>JB/T8173-1995(GB4005-1983)电线电缆交货盘3定义本标准采用GB2900.10和下列定义批批是指一次订货的产品数量。
中、低压电力电缆聚合物材料中外标准分析研究

中、低压电力电缆聚合物材料中外标准分析研究摘要介绍了主要国家和地区中、低压电力电缆所选用绝缘、护套材料类型,比较了不同国家与地区与我国聚合物材料标准体系的差异性,同时也比较、验证了原材料与产品特性的一致性,为企业产品出口选择合适原材料提供了参考。
关键词中、低压电力电缆;原材料;中外标准;一致性;建议1 不同国家和地区标准中电线电缆聚合物材料选用类型通过对历年来电线电缆国家监督抽查不合格项目的分析可以看出,检测项目不合格的原因大都与原材料有关,如绝缘材料交联度不好或选用不交联材料致热延伸不合格、护套材料选择适当耐温等级达不到要求导致热失重不合格等等,因此,根据产品类型正确选择合适的原材料尤为重要。
目前,世界范围内中、低压电力电缆主要执行标准为IEC、英国BS、澳大利亚AS、南非SANS、美国UL等标准,其绝缘和护套对应的原材料材料的类型与特点如下:1.1 我国国家标准体系(1)产品标准对材料性能指标的规定我国的电力电缆产品标准为GB/T 12706系列,该标准修改采用了IEC 60502,在产品标准中规定了各结构层材料类型及性能指标。
(2)材料类型及特点GB/T 12706标准中,绝缘类型有聚氯乙烯(PVC)、乙丙橡胶(HEPR)、交联聚乙烯(XLPE),护套类型有聚氯乙烯(PVC)、聚乙烯(PE)、無卤料和弹性体。
其中ST8无卤料仅适用于低压电缆。
材料有70℃、80℃、90℃三种耐温等级。
(3)电力电缆对应的原材料种类除在产品标准中规定材料技术指标,同时制定了专门的电线电缆用原材料标准。
其中涉及电力电缆常用的原材料标准有GB/T 8815-2008《电线电缆用软聚氯乙烯塑料》、JB/T 10437-2004《电线电缆用可交联聚乙烯绝缘料》和JB/T 10707-2007《热塑性无卤低烟阻燃电缆料》等。
1.2 其他标准体系与我国的差异(1)IEC标准体系IEC 60502-1和IEC 60502-2分别为低压和中压电力电缆标准,产品标准中直接规定了材料类型及性能指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
> 100
—
断裂伸长率变化率(%
<± 30
<± 30
<40
< 40
< 25
< 40
< 30
空气弹热老化(ex h)
—
—
—
—
—
—
127X40
拉伸强度变化率(%
—
—
—
—
—
—
< 50
断裂伸长率变化率(%
—
—
—
—
—
—
< 50
高温压力试验「C)
100
—
80
90
80
90
—
刻痕(%
< 50
—
<50
< 50
< 50
无卤热塑绝缘料LTS4
90(最高导体温度)
用于非铠装电缆
耐油无卤交联护套料LRS1
85
普通型,耐油
性能指标
测试项目
EI5
EI8
LTS1
LTS2
LTS3
LTS4
LRS1
拉伸强度(MPa
> 10
> 5
>10
> 6
> 10
> 10
> 8
断裂伸长率(%
> 125
>125
>100
> 100
> 100
> 100
< 50
—
低温弯曲试验(-15 C)
无开裂
—
无开裂
无开裂
无开裂
无开裂
—
低温延伸试验(-15 C)
< 30
—
<30
< 30
< 30
< 30
—
低温冲击试验(-15 C)
无开裂
—
无开裂
无开裂
无开裂
无开裂
—
抗撕裂试验(N/mnri)
—
—
>5
—
—
—
—
浸水试验
—
—
70 X 168
—
70 X 168
70 X 168
—
拉伸强度变化率(%
—
—
<±30
—
<± 30
<± 30
—
断裂伸长率变化率(%
—
—
<±30
—
<± 30
<± 30
—
热延伸(200C 15min 20N/mrrj)
—
—
—
—
—
—
—
负荷下伸长率(%
< 100
<100
—
—
—
—
<100
永久变形率(%
< 25
< 25
—
—
—
—
< 25
耐臭氧试验
不开裂
不开裂
—
—
—
—
>150
空气箱热老化「ex h)
135X168
110X168
100X168
100X168
80 X 168
100X168
120X168
拉伸强度(MPa
—
—
>10
> 6
> 10
> 10
—
拉伸强度变化率(%
<± 30
<± 30
<40
< 40
< 25
< 40
< 30
断裂伸长率(%
—
>125
>100
> 100
—
耐矿物油试验(Cx h)
—
—
—
—
—
—
100X24
拉伸强度变化率(%
—
—
—
—
—
—ห้องสมุดไป่ตู้
< 40
断裂伸长率变化率(%
—
—
—
—
—
—
< 40
酸性气体发生量
—
—
—
—
—
—
—
HCI(%
—
—
<0.5
<0.5
<0.5
<0.5
<0.5
PH
>4.3
>4.3
—
—
—
—
—
电导率(卩s/mm
<10.0
<10.0
—
—
—
—
—
英国标准
电缆的绝缘及护套材料标准
BS7655
:
材料类型
类型
材料最高运行温度C
一般用途
无卤交联绝缘料EI5
90
普诵型
无卤交联绝缘料EI8
70
普通型,用于软电缆
无卤热塑绝缘料LTS1
90(最高导体温度)
用于铠装电缆
无卤热塑绝缘料LTS2
90(最高导体温度)
拟用于扁平型连接电缆
无卤热塑绝缘料LTS3
70
普通型