H—13热作模具钢的热处理及其力学性能
H13模具钢
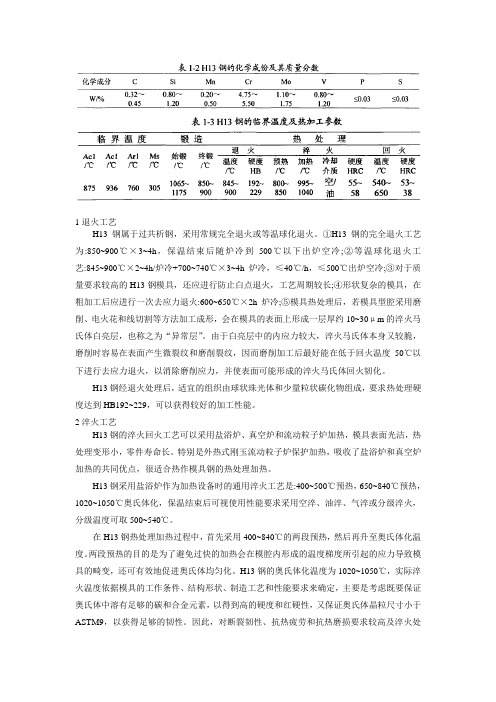
1退火工艺H13钢属于过共析钢,采用常规完全退火或等温球化退火。
①H13钢的完全退火工艺为:850~900℃×3~4h,保温结束后随炉冷到500℃以下出炉空冷;②等温球化退火工艺:845~900℃×2~4h/炉冷+700~740℃×3~4h炉冷,≤40℃/h,≤500℃出炉空冷;③对于质量要求较高的H13钢模具,还应进行防止白点退火,工艺周期较长;④形状复杂的模具,在粗加工后应进行一次去应力退火:600~650℃×2h炉冷;⑤模具热处理后,若模具型腔采用磨削、电火花和线切割等方法加工成形,会在模具的表面上形成一层厚约10~30μm的淬火马氏体白亮层,也称之为“异常层”。
由于白亮层中的内应力较大,淬火马氏体本身又较脆,磨削时容易在表面产生微裂纹和磨削裂纹,因而磨削加工后最好能在低于回火温度50℃以下进行去应力退火,以消除磨削应力,并使表面可能形成的淬火马氏体回火韧化。
H13钢经退火处理后,适宜的组织由球状珠光体和少量粒状碳化物组成,要求热处理硬度达到HB192~229,可以获得较好的加工性能。
2淬火工艺H13钢的淬火回火工艺可以采用盐浴炉、真空炉和流动粒子炉加热,模具表面光洁,热处理变形小,零件寿命长。
特别是外热式刚玉流动粒子炉保护加热,吸收了盐浴炉和真空炉加热的共同优点,很适合热作模具钢的热处理加热。
H13钢采用盐浴炉作为加热设备时的通用淬火工艺是:400~500℃预热,650~840℃预热,1020~1050℃奥氏体化,保温结束后可视使用性能要求采用空淬、油淬、气淬或分级淬火,分级温度可取500~540℃。
在H13钢热处理加热过程中,首先采用400~840℃的两段预热,然后再升至奥氏体化温度。
两段预热的目的是为了避免过快的加热会在模腔内形成的温度梯度所引起的应力导致模具的畸变,还可有效地促进奥氏体均匀化。
H13钢的奥氏体化温度为1020~1050℃,实际淬火温度依据模具的工作条件、结构形状、制造工艺和性能要求来确定,主要是考虑既要保证奥氏体中溶有足够的碳和合金元素,以得到高的硬度和红硬性,又保证奥氏体晶粒尺寸小于ASTM9,以获得足够的韧性。
H13钢热作模具钢的真空热处理(1)
书山有路勤为径,学海无涯苦作舟H13 钢热作模具钢的真空热处理(1)近几年真空热处理技术发展很快,国产真空炉制造、普及之势也很强劲。
随着真空热处理技术的迅速推广,为钢制工模具传统热处理技术提供了一个升级换代、清洁生产、模具产品质量提高的平台。
现介绍如何选用设备,讨论工艺技术中的关键点,以利选择炉型及改进工艺,但具体参数还需根据实际要求通过试验进行验证。
1、模具热处理前的准备首先应对欲进行热处理的模块(或模具)材质有充分的了解,应向供货方(供应商或钢厂)索取必要的技术资料,诸如成分、供货态(退火)硬度、纯净度、冲击韧度值、原始组织、冶金缺陷等。
假如急于装炉而忽略了对原始模块裂纹的检查,直到淬裂数块后才想到检查原材料,会造成不必要的麻烦和损失。
合理的设计及选择模具热处理后的最终硬度,同样影响着模具性能的发挥和使用寿命,因此务必和委托方连同检测方统一意见。
模具热处理后的最终硬度与其尺寸、复杂程度、材质内在的质量有关。
建议小型模具复杂件为(46~48)HRC, 简单件为(48~52)HRC;中型模具复杂件为(42~44)HRC,简单件为(44~46)HRC;大型模具优质材料为(44~46)HRC,普通材料为(42~44)HRC,复杂件为(40~42)HRC。
2、H13 钢真空退火2.1、退火的目的、工艺、技术要求模块退火的目的是使之变软,减少畸变和开裂的危险。
①比可控气氛更易实现少、无氧化,无脱碳的退火。
这是因为对压力进行测量和控制要比对碳势进行测量和控制简单易行。
②可实现不同温度的升、降温速度的调整,有利于质量控制和提高效率。
h13模具钢技术标准
h13模具钢技术标准
H13模具钢是一种热作模具钢,其技术标准主要依据GB/T 《热作模具钢》。
这种钢材是在碳工钢的基础上加入合金元素形成的钢种,具有优良的综合性能,如在中温(~600°)下的淬透性高、热处理变形率较低等。
H13模具钢的化学成分包括C(~%)、Si(~%)、Mn(~%)、Cr (~%)、Mo(~%)、V(~%)等元素,同时对P和S的含量也有严格
的限制,分别为≤%和≤%。
H13模具钢的硬度分析表明,钢中含碳量决定了淬火钢的基体硬度。
根据钢中含碳量与淬火钢硬度的关系曲线,H13模具钢的淬火硬度通常在55HRC
左右。
H13模具钢的应用范围广泛,可用于模锻锤锻模、铝合金压铸模、热挤压模具、高速精锻模具及锻造压力机模具等。
其厚度可以达到300、400厚。
此外,H13模具钢的热处理工艺也是保证其性能的重要环节。
通常采用790°C±15°C预热,1000°C(盐浴)或1010°C(炉控气氛)±6°C加热保温5~15min空冷,以及550°C±6°C回火退火等工艺。
以上信息仅供参考,如需了解更多信息,建议查阅相关标准或咨询专业人士。
H13热作模具钢断裂原因分析及热处理工艺改进

出,M3P 相在 626.84℃析出[4]。
H13 钢中碳化物以是 M23C6、MC 和 M2C 为主 ,如图
4b、4c、4d 所示结果表明:M23C6 相主要成分是 Cr,Cr 和 Mo
元素的含量随着温度的升高而逐渐降低。M23C6 相中还
(a)
图2
A 样边部的金相组织图
a——放大 500 倍
· 64 ·
(b)
b——放大 1,000 倍
含有少量的 Mn 和 V 元素。当前温度降低至 200℃以下,
Cr 元素的质量分数大约为 70%,Mo 元素的质量分数大约
为 20%。MC 相主要含有 Cr、Mo、V、C 等元素,V 元素占
《模具制造》2024 年第 3 期
·模具材料及热处理技术·
模具材料及热处理技术
H13 热作模具钢断裂原因分析及热处理工艺改进
汪
凡
(安徽工业大学冶金工程学院,安徽马鞍山
243032)
【摘要】对H13热作模具钢在其生产加工的过程之中产生的断裂缺陷进行了研究,
而导致淬火开裂。
3 热处理工艺优化
3.1 H13 钢热平衡相组成
将 H13 钢带入 JMatPro 软件计算,得到 H13 热平衡
(a)
图1
(b)
A 和 B 样品中间部位
a——A 样中间部位金相组织(1,000 倍)
b——B 样中间部位金相组织(1,000 倍)
图 2 所示为 A 样品的边部取样样品的 500 倍和 1,000
关键词:H13 钢;断裂;JMatPro;热处理工艺
中图分类号:TG162;TG142
H13与5CrNiMo钢详细介绍
H13目录H13钢H13钢的化学成分的分析编辑本段H13钢合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。
其中合工钢包括:量具刃具用钢、耐冲击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料模具钢。
H13是热作模具钢。
执行标准GB/T1299—2000。
H13热作压铸模具钢统一数字代号A20502;牌号4Cr5MoSiV1;[1]化学成分%:C0.32~0.45,Si0.80~1.20,Mn0.20~0.50,Cr4.75~5.50,Mo1.10~1.75,V0.80~1.20,p小于等于0.030,S小于等于0.030;[2]热处理:(交货状态:布氏硬度HBW10/3000(小于等于235)),淬火:790度+-15度预热,1000度(盐浴)或1010度(炉控气氛)+-6度加热,保温5~15min空冷,550度+-6度回火;退火、热加工;[3]特性及用途:系引进美国的H13空淬硬化热作模具钢。
期性能、用途和4Cr5MoSiV钢基本相同,但因其钒含量高一些,故中温(600度)性能比4Cr5MoSiV钢要好,是热作模具钢中用途很广泛的一种代表性钢号。
编辑本段H13钢的化学成分的分析H13钢是C-Cr-Mo-Si-V型钢,在世界上的应用极其普遍,同时各国许多学者对它进行了广泛的研究,并在探究化学成分的改进。
钢的应用广泛和具有优良的特性,主要由钢的化学成分决定的。
当然钢中杂质元素必须降低,有资料表明,当Rm在1550MPa时,材料含硫量由0.005%降到0.003%,会使冲击韧度提高约13J。
十分明显,NADCA 207-2003标准就规定:优级(premium)H13钢含硫量小于0.005%,而超级(superior)的应小于0.003%S和0.015%P。
下面对H13钢的成分加以分析。
H13模具材料碳:美国AISI H13,UNS T20813,ASTM(最新版)的H13和FED QQ-T-570的H13钢的含碳量都规定为(0.32~0.45)%,是所有H13钢中含碳量范围最宽的。
H13模具钢的锻造及热处理

p r e v e n t i v e me a s u r e s a r e p u t f o r wa r d .
Ke y wo r d s : H 1 3 d i e s t e e l ; 4 C r 5 Mo V 1 S i ; f o r g i n g ; h o t f o r g i n g d i e; h e a t t r e a t me n t
模 晷 技 网 蠹 1 7 1 : l : p : / / ww w. 5 z m u l O s . E o m 模具制造立体传媒电子商务平台
H 1 3模 具 钢 的 锻 造 及 热 处 理
王 欣 , 杨 凌平
1 . 山东省 东平县技工 学校 ( 山东东平Biblioteka 2 7 1 5 0 0 )
美 的。
3 H1 3 模具钢 的锻 造要点
浇铸所 得钢锭 , 在连续加热 炉中加热 , 其工艺规
程为 : 在8 0 0 ~ 9 0 0 c c预 热 2 h , 再升 温至 l , 1 3 0 ~ i , 1 8 0 ℃
2 H1 3 模 具钢的应 用概 况
. 5 ~ 2 . 0 h , 随铸锭大小及头火 、 二道火而定 , 小锭 随着改革开放 的发展和大量进 口钢材的不断涌 保温 0 大锭 及二道 火取 大值 。 出炉 温度 为 人, 在2 0 世纪 8 0 年代初 , 我 国的一些钢厂相继开发 了 及头 火可少 些 ,
H13钢热处理资料

引言近年来, 随着模具工业的迅速发展, 模具钢的发展也极为迅速。
由于工业生产技术的发展和不断出现的新材料, 模具的工作条件日益苛刻, 对模具钢的性能、品质、品种等方面不断地提出了新的要求, 为此,世界各国近年来都积极开发了具有各种特性, 适应不同性能要求新型模具钢。
本文介绍了最具代表性的热作模具钢H13 国内外的应用及其发展.H13 钢原是美国的一种钢种, 它是一种应用比较广泛的热作模具钢, 世界各国都有应用。
在我国一般称作4Cr5MoSiV1 钢。
H13钢的含铬量为4.75%~5.50%。
一般来说, 含5%Cr的钢应具有高韧度, 故其含碳量应保持在形成少量合金碳化物的水平上。
Woodyatt和Krausst指出在870℃的Fe- Cr- C三元相图上, Hl3钢的位置在奥氏体和(A+M3C+M7C3)三相区的交界位置处较好。
相应的含碳量约0.4%[1]。
另外重要的是, 保持相对较低的含碳量是使钢的Ms点趋于相对较高的温度水平(Hl3钢的Ms点一般资料介绍为340℃左右), 使该钢在淬冷至室温时获得以马氏体为主加少量残余奥氏体和残留均匀分布的合金碳化物组织, 较低的含碳量经回火后获得均匀的回火马氏体组织, 避免使过多残余奥氏体在工作温度下发生转变影响工件的工作性能或变形。
这些少量残余奥氏体在淬火以后的两次或三次回火过程中应可达到转变完全[2]。
顺便指出, H13钢淬火后得到的马氏体组织为板条马氏体+少量片状马氏体+少量残余奥氏体。
众所周知, 钢中增加碳含量将提高钢的强度, 对热作模具钢而言, 会使高温强度、热态硬度和耐磨损性提高, 但会导致其韧度降低。
有学者在文献[3]中将各类H型钢的性能比较证明了这个观点。
通常认为导致钢塑性和韧度降低的含碳量界限为0.4%。
为此要求人们在钢合金化设计时遵循下述原则: 在保持强度前提下要尽可能降低钢的含碳量, 有资料已提出: 在钢抗拉强度达1550MPa以上时, 含C量在0.3%~0.4%为宜[2]。
模具材料H13的性能与工艺1
东南大学 陈锋
1、H13的特性
全铝高速列车车体
铝型材广泛应用于建筑、汽车、船舶、 航空、航天等各个领域,尤其在高速 列车方面的发展尤为突出,铝合金车 体型材多为铝合金经过热挤压制造而 成,因此对热挤压模具提出了要求。
列车车体的形状非常复杂,在各个 位置处需要型材的形状差异很大, 因此需要大量形状复杂的热挤压模 具。
经正火+等温球化退火工艺处理的样品,带状偏析明显改善; 网状碳化物链得以消除;碳化物球化程度较好;组织评级为AS2级; 碳化物颗粒较小硬度相较于其他退火工艺要高;测得的硬度满足标 准,也能满足切削加工的要求。
3.2 淬火+回火工艺对组织和性能的影响
1040 ℃ 1030 ℃
1050 ℃
570 ℃ 580 ℃ 590 ℃
570℃
一次
二次
49.0
48.4
5.64% 4.33%
570℃
一次
二次
49.3
48.1
6.03% 4.43%
570℃
一次
二次
49.7
48.6
7.51% 5.46%
1030℃
580℃
一次
二次
49.0
47
5.26% 3.73%
1040℃
580℃
一次
二次
48.7
47.4
5.87% 3.96%
1050℃
580℃
Intensity
(a) ◆
◆M C 23 6
▲MC ●M C
2
▲◆ ◆▲ ◆ ◆
●
◆◆ ◆ ▲
◆ ◆ ◆▲ ◆▲◆◆
30
40
50
H13钢及其热处理

北京 , 2002: 457 - 463. [ 2 ] 王笑天主编. 西安交通大学《金属材料学 》. 机械工业出
版社 ,北京 , 1991: 142 - 146.
通过表 5我们可以看出 ,采用 60滴 /m in的煤油 滴量是比较合适的 。工件保温时间由工件尺寸大小 决定 。工艺曲线如图 7。
图 6 回火硬度曲线 (1020℃油淬 ,两次回火 ) Fig. 6 Tempering - hardness curves
由于合金元素钼 、铬的作用 ,形成明显的二次硬 化效应 。H13钢经淬火高温回火 ( 500~600 ℃)后 , 在回火马氏体基体上弥散分布着回火时析出的可产 生明显二次硬化作用的 M2 C、MC 型碳化物 ,强韧性 得到大 大提 高 , 抗拉 强度可 达 2000 M Pa /m2 ,δ为 10% ~15% ,具有良好的综合机械性能 。根据模具 的使用性能以及对硬度的要求 ,一般采用的回火温 度为 580 ℃。回火时间视工件尺寸而定 ,一般不应 当少于 2 h。回火工艺如表 4。
去应力退火工艺曲线如图 2。
根据模具所要求的性能以及对硬度 、晶粒度的 要求 ,推荐的淬火加热温度为 1020~1050 ℃。预热 保温时间一般为加热保温时间的 2倍 。工艺曲线见 图 4。
图 4 常规淬火工艺曲线 Fig. 4 Conventional quenching technology curve
马氏体
少量碳化物
图 1 球化退火工艺曲线 Fig. 1 Annealing technology curve
图 3 硬度 、晶粒度与淬火温度的关系 Fig. 3 The relationship between grain sie, hardness
06优质H13钢的热处理工艺_黄春峰
Heat Treatment Process of High Quality H13Steel航空燃气涡轮研究所 黄春峰[摘要] 叙述了优质H13新型热作模具钢的主要性能、特点及其常规热处理工艺,并简要介绍了H13钢的高温淬火、双重淬火、HIT 处理、深冷处理新工艺。
关键词:热作模具钢 热处理 淬火[ABSTRAC T ] T he main perfo rmances ,characteristics and the tr aditional heat treatment process of new hot w ork tool steel and new processes ,such as quench hot ,double quench ,HI T (High Impact _value T reatment process )and deep cold treatment are intro duced .Keywords :Hot work tool steel Heat treatment Quench 表1 优质H13钢的化学成分*元素C Cr M o V Si M n 含量,w /%0.32~0.454.75~5.501.10~1.750.80~1.200.80~1.200.20~0.50 *H13与我国钢号4Cr5M oV1Si 的成分相似。
热作模具是在高温下加压,强迫金属在型腔中流动成形的工具。
由于它在工作过程中会受到高的单位压力和冲击负荷以及炽热金属对模具型腔的作用,所产生的热疲劳、粗大裂纹、热磨损和塑性变形会导致热作模具失效。
为适应热作模具恶劣的工作环境,大幅度地提高使用寿命,要求热作模具钢具有高的热强度、良好的耐回火性、高的韧性和塑性、小的热膨胀和好的导热性等优异的力学性能和使用性能。
我国在广泛使用第一代热作模具钢5CrM nM o ,5CrNiM o 和3CrZ W8V 以及随后研制的新型热作模具钢(HM 1,HM 3,G R ,O 12A l ,CG -2)的基础上,近年引进美国先进的第二代热作模具钢A ISIH11,H12,H13系列。
H13的热处理方法
中国热处理行业协会新技术考察团于1998年10月9日参观访问了美国Erie城附近的Meadylle镇SECO/WARWICK公司总部,了解了该公司开发的新技术和新产品。
为了有助于我国热处理生产技术的发展,特在此做如下介绍。
2 真空高压气淬的效果由于要求真空热处理的零件和材料不断增多,真空加热气冷淬火技术有了迅速发展。
工具钢的固溶处理和奥氏体化,合金钢和镍基、钴基合金通常都在熔盐中加热和油中淬火,导致工件开裂和畸变,而且还必须施行后清洗。
SECO/WARWICK公司开发的一系列采取对流加热方式的真空高压气淬炉,气体压力从200kPa直到2000kPa,满足了在油淬和气淬中间领域的冷却速度要求。
表1所列为各种合金钢在该公司开发的600kPa、1000kPa和2000kPa真空气淬炉中的淬火冷却效果[1]。
3 对流加热众所周知,真空中的加热主要靠辐射,而辐射加热只有在760℃(1400°F)以上才能表现出明显效果。
为了在低温下实现均匀而迅速的加热,采用往炉中通入惰性(或中性)气体的方式可保证对流热传导。
为实现均匀快速的对流加热,炉子加热室必须有良好的绝热保温措施。
对流加热可有效降低被加热件中的热应力,而工件中的应力有可能在热处理前的机加工或原始钢料中既已存在。
对流加热是保证工件低畸变的前提条件,而且也可缩短淬火和回火加热周期。
和传统真空加热比较,对流加热可减少50%的加热时间,在低温范围保持好的炉温均匀性,在一定程度上提高装炉量,还可实现一炉多用,在同一炉中可施行回火和退火。
图1所示为对流加热和传统真空加热的区别所在。
图1 对流加热和传统真空加热的比较Fig.1 Conventional vs.traditional heating rates4 高压气淬由表1数据可知,和600kPa气淬比较,低合金钢在1000kPa和2000kPa气体压力下的淬火可获得更高的硬度。
1000kPa和2000kPa的气淬真空炉可保证整盘炉料获得均匀温度。
H13(热作模具钢)
H13钢属于过共析钢,采用常规完全退火或等温球化退火(1)H13钢的完全退火工艺为:850~900e@3~4h,保温结束后随炉冷到500e以下出炉空冷;(2)等温球化退火工艺:845~900度×2~4h/炉冷+700~740度×3~4h/炉冷,[40度/h,[500度出炉空冷;(3)对于质量要求较高的H13钢模具,还应进行防止白点退火,工艺周期较长;(4)形状复杂的模具,在粗加工后应进行一次去应力退火:600~650e@2h/炉冷;(5)模具热处理后,若模具型腔采用磨削!电火花和线切割等方法加工成形会在模具的表面上形成一层厚约10~30Lm的淬火马氏体白亮层,也称之为/异常层0"由于白亮层中的内应力较大,淬火马氏体本身又较脆,磨削时容易在表面产生微裂纹和磨削裂纹,因而磨削加工后最好能在低于回火温度50e以下进行去应力退火,以消除磨削应力,并使表面可能形成的淬火马氏体回火韧化。
大型的H13钢锻件经常规球化退火处理碳化物组织极不均匀,存在严重的沿晶碳化物链可通过多次球化退火或奥氏体化快冷(正火)再球化退火来实现淬火工艺:H13钢的淬火回火工艺可以采用盐浴炉!真空炉和流动粒子炉加热,模具表面光洁,热处理变形小,零件寿命长"特别是外热式刚玉流动粒子炉保护加热,吸收了盐浴炉和真空炉加热的共同优点,很适合热作模具钢的热处理加热。
H13钢采用盐浴炉作为加热设备时的通用淬火工艺是:40~500度预热(0.5min/mm),650~840e 预热(0.5min/mm) 1020~1050度奥氏体化(0.25~0.45min/mm),保温结束后可视使用性能要求采用空淬,油淬,气淬或分级淬火,分级温度可取500~540度(0.25min/mm)。
对断裂裂韧性,抗热疲劳和抗热磨损要求较高及淬火处理后需要电加工的模具,为了得到最高的红硬性,可采用奥氏体化温度上限对于要求畸变小!晶粒细!冲击韧性高的模具,为了得到最好的韧性和防止开裂,应采用奥氏体化温度下限。
H13钢及其热处理
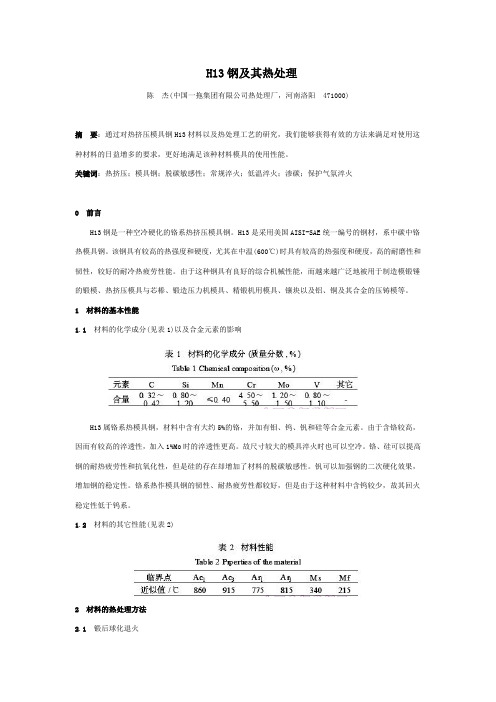
H13钢及其热处理陈杰(中国一拖集团有限公司热处理厂,河南洛阳471000)摘要:通过对热挤压模具钢H13材料以及热处理工艺的研究,我们能够获得有效的方法来满足对使用这种材料的日益增多的要求,更好地满足该种材料模具的使用性能。
关键词:热挤压;模具钢;脱碳敏感性;常规淬火;低温淬火;渗碳;保护气氛淬火0 前言H13钢是一种空冷硬化的铬系热挤压模具钢。
H13是采用美国AISI-SAE统一编号的钢材,系中碳中铬热模具钢。
该钢具有较高的热强度和硬度,尤其在中温(600℃)时具有较高的热强度和硬度,高的耐磨性和韧性,较好的耐冷热疲劳性能。
由于这种钢具有良好的综合机械性能,而越来越广泛地被用于制造模锻锤的锻模、热挤压模具与芯棒、锻造压力机模具、精锻机用模具、镶块以及铝、铜及其合金的压铸模等。
1 材料的基本性能1.1材料的化学成分(见表1)以及合金元素的影响H13属铬系热模具钢,材料中含有大约5%的铬,并加有钼、钨、钒和硅等合金元素。
由于含铬较高,因而有较高的淬透性,加入1%Mo时的淬透性更高。
故尺寸较大的模具淬火时也可以空冷。
铬、硅可以提高钢的耐热疲劳性和抗氧化性,但是硅的存在却增加了材料的脱碳敏感性。
钒可以加强钢的二次硬化效果,增加钢的稳定性。
铬系热作模具钢的韧性、耐热疲劳性都较好,但是由于这种材料中含钨较少,故其回火稳定性低于钨系。
1.2材料的其它性能(见表2)2 材料的热处理方法2.1锻后球化退火该钢锻打后应及时退火。
退火温度为860~880℃。
由于加热到Ac1温度以上,碳化物开始溶解,但又未完全溶解,导致奥氏体的成分极不均匀,在随后的冷却过程中,或以未溶的细小碳化物微粒为核心,或在不均匀奥氏体中碳原子富集处产生新的核心,而均匀地长大形成颗粒状的碳化物。
经过球化退火,可以降低材料的硬度,改善切削加工性,并为以后淬火处理作好组织准备。
退火保温时间取决于工件透烧时间,不宜过长。
冷却速度一般30℃/h,冷至500℃以下出炉空冷。
h13模具热处理

h13模具热处理
H13是一种热作模具钢,通常用于制造高温工作环境下的塑料注塑模、压铸模、挤压模等。
热处理对于提高H13模具钢的硬度、耐磨性和热稳定性非常重要。
以下是一般情况下对H13模具钢进行的常见热处理步骤:
* 预热:在进行任何热处理之前,通常会对H13钢进行预热。
目的是均匀升温整个工件,以避免热应力和形状变化。
预热温度通常在500°C到700°C之间。
* 加热:将H13钢加热到合适的温度,一般在980°C到1050°C之间。
这一步是为了使钢达到适当的结晶结构。
* 保温:在达到所需温度后,保持一段时间,以确保钢材内部均匀加热,使相应的相变发生。
保温时间通常与工件的尺寸和形状有关。
* 淬火:在保温之后,迅速将H13钢冷却到室温。
这一步是为了实现硬度和耐磨性的提高。
通常采用油冷、气冷或盐浴淬火等方式。
* 回火:为了减轻淬火带来的脆性,提高韧性,H13模具钢会进行回火处理。
回火的温度和时间取决于所需的最终性能。
通常在500°C到600°C范围内进行回火。
* 表面处理(可选):为了进一步提高H13模具钢的耐磨性,可以考虑进行表面处理,比如氮化、渗碳等。
这些热处理步骤的具体参数会受到制造商建议、具体应用和模具设计的影响。
在实际操作中,建议根据具体要求进行调整,并在合适的条件下进行试验,以确保获得期望的模具性能。
1。
H13力学性能

H13热作模具钢宁波佰顺钢铁科技有限公司133一7688一7671主营:易切削钢、合金结构钢、碳素结构钢、轴承钢、弹簧钢、模具钢等........H13钢材是热作模具钢。
执行标准GB/T1299—2000。
统一数字代号A20502;牌号4Cr5MoSiV1;合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。
化学成分(%)fdgsdfgfdhfghdgsdgfhh热处理(交货状态:布氏硬度HBW10/3000(小于等于235))淬火:790度±15度预热1000度(盐浴)或1010度(炉控气氛)±6度加热保温5~15min空冷550度±6度回火退火、热加工;用途用于制造冲击载荷大的锻模,热挤压模,精锻模;铝、铜及其合金压铸模。
主营合金结构钢:Q345B-E、20CrMo-35CrMo、20-50Cr、38CrMoAlA、20-30CrMnTi、20-40Mn2、B7等.....易切削钢:1215(Y15)、12L14(H13)、1144(Y40Mn)、1117(Y20)、SUM24L、11SMn30、11SMnPb30等......特殊钢:20CrNiMoA(8620)、40CrNiMoA、40CrNi2MoA(4340)、17-34CrNiMo6、30CrNiMo8、45CrNiMoVA、25Cr2MoVA、12Cr1MoVA、16/20MnCr5、20/40CrMnMoA、5CrNiMo、5CrMnMo、12-37CrNi3A、35CrMoV、12-20Cr2Ni4A、30/35CrMnSi、B16等......轴承钢/弹簧钢:GCr15、GCr15SiMn、GCr15SiMo、G20CrNiMoA、9Cr18、65Mn、60Si2Mn、60Si2CrV、50CrV等....模具钢:H13、H14、Cr12、Cr12MoV、Cr8、CrWMn、4Cr13、SKD11、D2、DC53、Cr5。
H13模具钢的热处理实践

书山有路勤为径,学海无涯苦作舟
H13 模具钢的热处理实践
H13 模具钢经过热处理可以获得优良的性能,诸如高强度、红硬性及高的冲击韧性值。
从解析H13 钢的化学成分入手,对选用高温球化退火、淬火及二次回火做了说明,提供了工艺数据,并在结论中给出了生产实践中获得的五条经验。
引言
H13 钢是国际上广泛应用的一种热作模具钢,因为高温下具有良好的冲
击韧性、耐磨性、延展性、热硬性而应用于压铸模、热锻模及挤压模的制造。
本文介绍的是H13 钢改锻后的热处理工艺。
1、钢的化学成分H13 钢是美国国家标准ANS
表1 H13 模具钢的化学成分
Cr 的影响:Cr 能与碳结合形成特殊碳化物,当铬的碳化物固溶于奥氏体中,可以提高过冷奥氏体的稳定性。
当它固溶于马氏体中有助于提高其回火能力,促进二次硬化效应,较多的Cr 主要目的是提高H13 钢的淬透性、高温强度和抗高温氧化能力[2]。
Mo 的影响:Mo 也是碳化物形成元素,在H13 钢中可提高钢的回火稳定性和耐磨性。
Si 的影响:提高钢的强度、硬度及耐回火性,同时弱化热处理炉内氧化
气氛。
V 的影响:降低钢的过热敏感性,提高钢的回火稳定性及二次硬化效
应,弥散分布的碳化钒质点能大大提高钢的耐磨性。
2、热处理工艺选择2.1、临界点热处理温度、冷却方式决定于钢的临界。
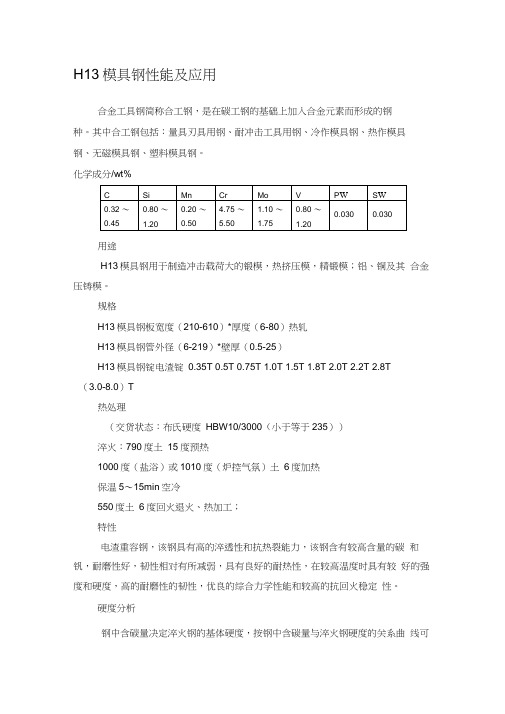
H13模具钢性能及应用
热处理
(交货状态:布氏硬度HBW10/3000(小于等于235))
淬火:790度土15度预热
1000度(盐浴)或1010度(炉控气氛)土6度加热
保温5〜15min空冷
550度土6度回火退火、热加工;
特性
电渣重容钢,该钢具有高的淬透性和抗热裂能力,该钢含有较高含量的碳 和钒,耐磨性好,韧性相对有所减弱,具有良好的耐热性,在较高温度时具有较 好的强度和硬度,高的耐磨性的韧性,优良的综合力学性能和较高的抗回火稳定 性。
重新退火。
等温球化退火工艺为:860〜890C加热保温2h,降温到740〜760C等温4h,炉冷到500E左右出炉。
2.淬火及回火 要求韧性好的模具淬火工艺规范:加热温度1020〜1050C,油冷或空冷,硬度54〜58HRC要求热硬性为主的模具淬火工艺规范、加热温度1050〜1080r,油冷,硬度56〜58HRC
钢中含碳量决定淬火钢的基体硬度,按钢中含碳量与淬火钢硬度的关系曲 线可以知道,H13钢的淬火硬度在55HRC左右。对工具钢而言,钢中的碳一部分 进入钢的基体中引起固溶强化。另外一部分碳将和合金元素中的碳化物形成元素 结合成合金碳化物。对热作模具钢,这种合金碳化物除少量残留的以外,还要求 它在回火过程中在淬火马氏体基体上弥散析出产生两次硬化现象。从而由均匀分
0.50
5.50
1.75
1.20
用途
H13模具钢用于制造冲击载荷大的锻模,热挤压模,精锻模;铝、铜及其 合金压铸模。
规格
H13模具钢板宽度(210-610)*厚度(6-80)热轧
H13模具钢管外径(6-219)*壁厚(0.5-25)
H13模具钢锭电渣锭0.35T 0.5T 0.75T 1.0T 1.5T 1.8T 2.0T 2.2T 2.8T
h13热处理硬度

1、1.淬火规范:温度1020--1050度,冷却介质:油或空气,硬度HRC:56--582.回火规范:温度560--580度,冷却:空冷,回火硬度HRC:47--493.通常采用两次回火,第二次回火温度应比第一次低20度。
2、扩展资料1.H13是美国H系列热作模具钢,近似中国
4Cr5MoSiV1(GB)钢号,而中国Cr12Mo1V(GB),属莱氏体钢,近似美国AISI和ASTM标准钢号D2,两者完全不同,H13是热作模具钢,最终热处理一般是淬火+高温回火,而Cr12MoV是冷作模具钢,最终热处理一般是淬火+低温回火。
3、2.Cr12MoV根据用途不同热处理工艺也会不同,可高温淬火+高温回火,韧性提高,也可以低温淬火+低温回火,耐磨性增加。
4、上述两种钢一般回火一次就可以了,个别情况下也有回火3次的。
5、具体情况具体分析,根据工件具体技术要求而定热处理工艺,当然,二把刀也有瞎干的,不一而足。