焊接工艺卡标准 模板
焊接工艺卡
焊接工艺卡
NFHG-HJ-AE-0001单位名称:使用工程名称:
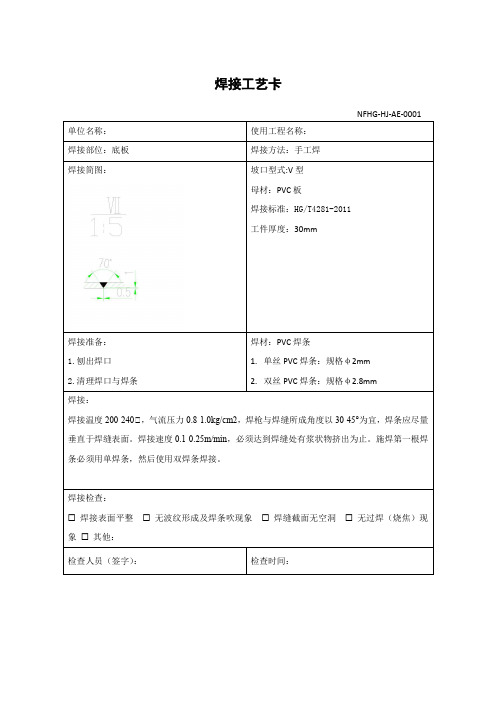
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊接工艺卡

卡号: 版次:执行标准:DL/T869-2012角焊缝尺寸(mm ):后热:焊道焊接方法填充材料尺寸(mm)电流(A)电压(V)电流极性焊剂/气体送丝速度范围焊接速度(mm/min)典型熔敷顺序1GTAW 2.5126-13512~14直流正接氩气不适用25~282SMAW 3.2100~14020~25直流反接不适用不适用70~1503SMAW 3.2100~14020~25直流反接不适用不适用80~220≥4SMAW4.0120~16020~25直流反接不适用不适用80~220焊道焊接方法填充材料尺寸(mm)电流(A)电压(V)电流极性焊剂/气体送丝速度范围焊接速度(mm/min)典型熔敷顺序单位公章:发布日期C 版施焊注意事项: 1、焊条摆动幅度,最宽不得超过焊条直径的4倍;2、焊接中应将每层焊道接头错开10~15mm,3、应注意熔池和收尾接头质量,避免出现弧坑裂纹。
焊后热处理-方法/控制/温度: 焊后热处理采用高温回火600~620℃,升降温速度应控制在120℃/H 以内,恒温时间2小时.。
备注:焊接规范参数(适合位置:所有位置)焊前准备、清理和检查:除去坡口及边缘15~20mm 范围内所有的锈、污垢、油等;检查对口尺寸情况。
层间温度:。
200~400℃批准版次审核焊接工艺卡Welding Procedure Specification焊接方法:焊接位置:厚度(mm):外径(mm):适用项目:支持的焊接工艺评定报告:WS/DS1G、2G、2F、4F、5G、5F 50325焊接材料/焊剂-成分/标准/型号: TIG-J50,J507B 版坡口形式:双V、U或角焊缝20MnMo/20MnMo根部细节(背面打磨,背面垫板等): 无应用范围: 焊工技术培训考核、加工制造及工程安装焊接焊接规范参数(适合位置:)焊枪保护气体成 分: Ar气,纯度≥99.95%钨极直径/型号: φ2.5 铈钨棒背面气体成 分:流 速:预热-温度、方法、控制:GTAW:100~150℃;SMAW:150~200。
焊接工艺卡(P11…219.1角焊缝)
Φ3.2
350℃
2h
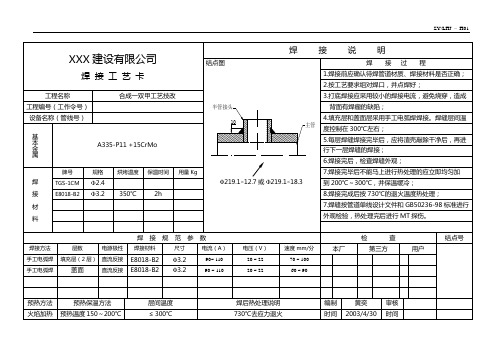
8.焊接完成后按730℃的退火温度热处理;
7.焊缝按管道单线设计文件和GB50236-98标准进行
外观检验,热处理完后进行MT探伤。
焊接规范参数
检查
结点号
焊接方法
层数
电源极性
焊接材料
尺寸
电流(A)
电压(V)
速度mm/分
本厂
第三方
用户
手工电弧焊
填充层(2层)
时间
4.填充层和盖面层采用手工电弧焊焊接。焊缝层间温
基本金属
A335-P11 +15CrMo
度控制在300℃左右;
5.每层焊缝焊接完毕后,应将渣壳敲除干净后,再进
行下一层焊缝的焊接;
6.焊接完后,检查焊缝外观;
焊接材料
牌号
规格
烘烤温度
保温时间
用量Kg
7.焊接完毕后不能马上进行热处理的应立即均匀加
Φ2.4
XXX建设有限公司
焊接工艺卡
焊接说明
结点图
Φ219.1×12.7或Φ219.1×18.3
焊接过程
1.焊接前应确认待焊管道材质、焊接材料是否正确;
2.按工艺要求组对焊口,并点焊好;
工程名称
合成一双甲工艺技改
3.打底焊接应采用较小的焊接电流,避免烧穿,造成
工程编号(工作令号)
背面有焊瘤的缺陷;
设备名称(管线号)
直流反接
E8018-B2
Φ3.2
90~ 110
20 ~ 22
70 ~ 100
手工电弧焊
盖面
直流反接
E8018-B2
Φ3.2
90 ~ 110
焊接工艺卡标准模板
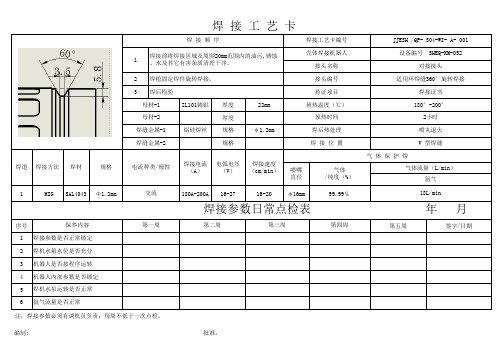
23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456注:焊接参数必须有调机员负责;每周不低于一次点检。
焊接参数是否正常锁定焊机水箱水位是否充分机器人是否按程序运转交流第一周18L/min第二周第三周 机器人内部参数是否锁定焊机水泵运转是否正常电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)焊接方法焊接参数日常点检表 年 月气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)焊缝金属-1焊后热处理喷丸退火焊缝金属-2焊 接 位 置V 型焊缝焊 接 顺 序焊接工艺卡编号JJESH /QP- S04-WI- A- 001壳体焊接机器人设备编号 SHEQ-KM-052接头名称对接接头母材-1预热温度(℃)保养内容焊枪固定焊件旋转焊接。
接头编号适用环焊缝360°旋转焊接焊后检验持证项目第四周180°-200°母材-2预热时间 2小时 氩气流量是否正常1焊接前将焊接区域及周围20mm范围内的油污,锈蚀、水及其它有害杂质清理干净。
氩气焊道焊材规格焊接证书23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456焊机水泵运转是否正常氩气流量是否正常注:焊接参数必须有调机员负责;每周不低于一次点检。
焊 接 位 置角型焊缝交流18L/min第一周焊后检验持证项目焊接证书预热温度(℃)180°-200°机器人内部参数是否锁定 焊机水箱水位是否充分 机器人是否按程序运转 焊接参数日常点检表 年 月保养内容第二周第三周第四周焊接参数是否正常锁定 焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)氩气焊缝金属-2焊道焊接方法焊材规格电流种类/极性母材-1母材-2焊缝金属-1预热时间 2小时 焊后热处理喷丸退火接头名称对接接头焊枪固定焊件旋转焊接。
P5 焊接工艺卡Cr5Mo-Cr5Mo

加热方式火焰加热
气体:
保护气
尾部保护气
背面保护
99.92%
/
流量(L/min)
10
/
电特性:
电源种类:直流极性:反接/正接
焊接电流范围(A):见下表电弧电压范围(V):见下表
各层次焊接规范见下表
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(Cm/min)
/
焊材牌号(钢号)
R507
H1Cr5Mo
其他
/
/
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
其他:无
焊接位置:
对接焊缝的位置/
焊接方向:/
角焊缝位置/
焊接方向:/
焊后热处理:
温度范围(℃)740-760
保温时间(h)30min
预热:
预热温度:250-350
层间温度:250
线能量
(Kj/Cm)
牌号
直径
极性
电流(A)
1
GTAW
H1Cr5Mo
Φ2.0
DCEN
80-110
11-12
5-7
/
2-3
SMAW
R507
Φ3.2
DCEP
90-120
21-23
10-12
/
钨极类型及直径铈钨极Φ3.0喷嘴直径(mm)Φ12mm
熔滴过渡形式/焊丝送进速度(cm/min)/
焊接工艺卡表格模板

监理单位代表(签字):年月日
焊接分项工程综合质量验收评定表
Q.JDJ1/QEO-HJJ012
工程名称:编号:
分项工程名称
验评
单位
施工单位□
监理单位□
建设单位□
工程类别
验收批数
分批验收结论
验收抽查数
合格数
优良数
质量评定记录
评定项目
总焊口数
个
实检焊口数个
检验比例
%
评定抽查数
优良数
热处理人员资质:符合□ 不符合□
焊前质量检查
环境温度:℃符合□ 不符合□
工前练习合格与否符合□ 不符合□
坡口状况:符合□ 不符合□
其它:
焊接工艺检查
焊接材料型号:规格:烘烤温度及时间符合□ 不符合□
焊接方法:符合□ 不符合□
焊接机械:符合□ 不符合□
焊接电流:符合□ 不符合□
焊接层道数:符合□ 不符合□
记录人
备注
焊缝表面质量(观感)检查记录表
Q.JDJ1/QEO-HJJ007
工程名称:编号:
分项工程名称
工程类别
钢材牌号
焊丝
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号
范围
接头
清理
焊缝
成型
表露
缺陷
缺陷处理情况
焊工签字
检查日期
检查
结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见:
二级质检员:年月日
2认真记录,填写整洁、完整,严禁乱划。
3每半小时记录一次。
4每半小时到热处理现场巡查一次。
焊接工艺卡模板
mm
/
检验
序号
本厂
监检单位
第三方或用户
20(接管)
Φ108×6
3
E
焊缝
金属
焊条:J507
厚度mm
/
5
E
焊接位置
——
层
道
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度( cm/min)
线能量
(kJ/cm)
施焊技术
焊条电弧焊
牌号
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
SMAW
J507
Φ4.0
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
层间温度(℃)
≤250
1
1
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
≤7.2
焊后热处理
——
2-3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
直流反接
160~180
22~24
14~18
层间温度(℃)
≤250
1~3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
≤18.5
焊后热处理
——
4~8
焊接工艺卡---316L

/ / / / / / 备注:以上参数供参考 , 具体与热处理单位协商填写 焊前准备: 碳钢砂轮片、焊机检查、参数核实、坡口检测检查、组队间隙检查 人员资质: GTAW-FeⅣ-6G-4/18-FeFS-02/10/12 材质进场检测:PT、MT、UT
焊接顺序: 1 定位:管壁外板式桥接,坡口内直接桥式点接 2 打底:注意将定位焊点除净 3 基层填充:砂轮打磨或钢丝刷清理,焊前清理焊口及两侧不小于20mm范围内铁锈、油污等杂物 10-20L/min 反面 4 填充及反面清根填充:焊缝层间清理干净熔渣,接头处打磨,每道焊缝必须焊接2层以上,多头应错开 层多道焊接时焊接接 备注:建议焊丝按天 5 盖面:焊缝表面不得有裂纹、气孔、夹渣等缺陷;焊缝表面及周围飞溅、焊渣必须清理干净; 恒温时间 出库时限h 回收限次 回收 , 以免现场焊丝 焊接参数 富裕乱扔 。 焊条出库 1h 4 1 规格 焊接速度 线能量 电流(A) 电压(V) 焊接方法 焊材牌号 极性 不得超出4h, 烘烤参 (mm) cm/min kJ/cm 1-2h 4 1 数依据产品参数选定 GTAW ER316L φ2.5 70-90 14±2 8~10 / 正接 SMAW(填充) E316L-16 φ3.2 90-110 23±2 11~12 / 反接 SMAW(盖面) E316L-16 φ4.0 150-170 25±2 9~11 / 恒温温度及 反接 升温速度 降温速度 冷却方式 测温方法 时间 SAW(填充) CHW-316L φ1.6 200-500 25-40 29-38 / 反接 / / / / / SAW(盖面) CHW-316L φ1.6 200-500 25-40 35-50 / 反接 / / / / / / / / / / 备注:以上参数针对不同焊接工艺进行甑别选用
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
P11管道焊接工艺卡

焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
R30
CHG-55B2
焊条
E5515-B2
背面:
/
L/min
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:GTAW100-200℃,SMAW150-250℃
预热加热方式:电加热
温度测量方式:热电偶
层间温度:≤350℃
后热温度:℃
保温时间:min
热处理温度:670-700℃
保温时间:60min
焊接工艺参数
焊接
焊接工艺评定编号:
焊接方法:GTAW+SMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH307
Φ3.2
反接
86~149
21~23
50~70
管道焊接工艺卡
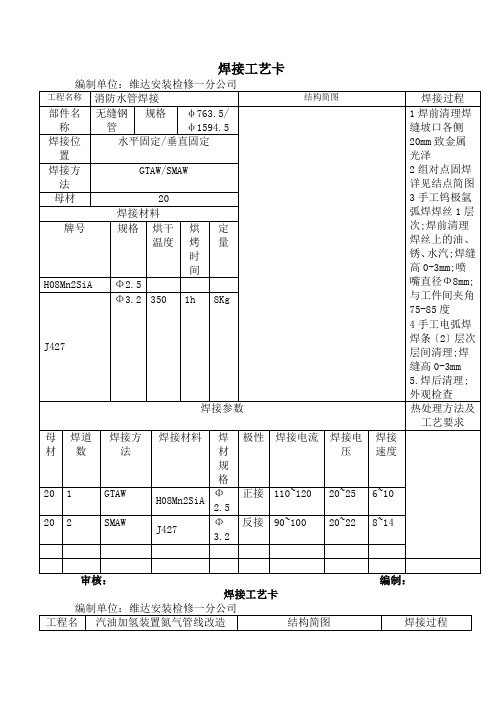
20
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
H08Mn2SiA
Φ2.5
J427
Φ3.2
350
1h
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流
焊接电压
焊接速度
20
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20
2
SMAW
J427
Φ3.2
反接
90~100
焊接电压
焊接速度
20
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20
2
SMAW
J427
Φ3.2
反接
90~100
20~22
8~14
审核:编制:
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
汽油加氢装置氮气管线改造
结构简图
焊接过程
部件名称
无缝钢管
规格
φ1595.5/φ895.5
4手工电弧焊焊条〔2〕层次层间清理;焊缝高0-3mm
5.焊后清理;外观检查
焊接位置
水平固定/垂直固定
焊接方法
GTAW/SMAW
母材
20
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
H08Mn2SiA
Φ2.5
J427
Φ3.2
350
1h
焊接工艺卡样本

/
焊条(剂)型号
J507
规格
ф133*6ф377*20ф377*25325*16ф159*8
背面保护
/
流量
/
钨极型号
/
规格
/
拖后保护
/
流量
/
焊接工艺参数
焊层道号
单层(道)焊缝尺寸宽×高(mm)
焊接方法
焊条( 丝)
电流
电压范围
V
焊接 速度
mm/min
其它
型号
规格 mm
极性
范围 A
1
8×3
Ds
J50
20-25
70-80
/
其余
12×4
Ds
J507
Φ4.0
-
90-130
20-25
80-90
/
施焊技术
焊嘴尺寸mm
/
导电嘴与工件距离
/
根层或层间清理方法
机械清理
清根方法或单面焊双面成型
机械清理
其它
两人对称焊, 外侧焊接完成后根部机械方法清根, 然后进行封底焊接。
热 处 理
预热温度
/
层间温度
/
后热温度、 保温时间
规格
ф4.0
背面保护
/
流量
/
钨极型号
/
规格
/
拖后保护
/
流量
/
焊接工艺参数
焊层道号
单层(道)焊缝尺寸宽×高(mm)
焊接方法
焊条( 丝)
电流
电压范围
V
焊接 速度
mm/min
其它
型号
规格 mm
极性
范围 A
管道焊接工艺卡
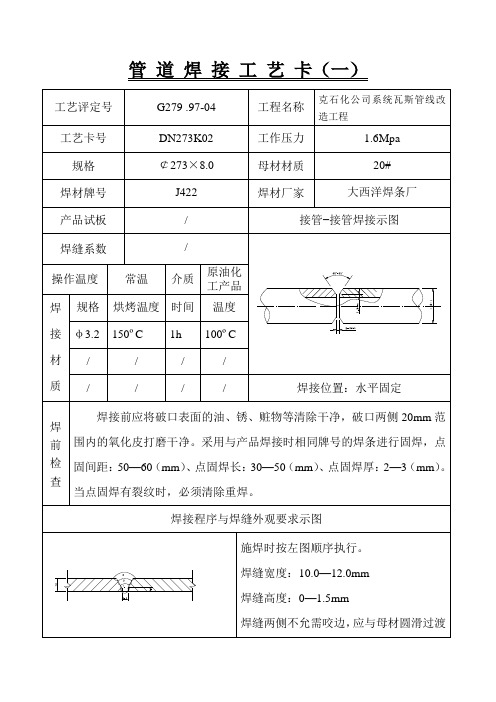
施焊时按左图顺序执行。
焊缝宽度:9.0—10.0mm
焊缝高度:0—1.5mm
焊缝两侧不允需咬边,应与母材圆滑过渡
管道焊接工艺卡(二)
焊
接
过
程
焊接前应按工艺要求调整好焊接规范,施焊时注意观察容池或电流电压表数制,控制好焊缝质量,焊缝表面不得有裂纹、气孔、弧坑和夹渣等缺陷。并不的保留有熔渣与飞溅物。焊后进行外观检查,做好检查记录发现问题及时与焊接质量检查员联系,共同处理。外观检查合格后进行射线探伤抽查。符合GB4730—94标准Ⅱ级合格。
焊接方法:钨极氩弧焊+手工电弧焊。
焊接参数
层数
焊材
规格
电流
极性
焊接电
流(A)
焊接电压(V)
预热或
层间温度
焊接速度(cm/min)
气体流量
(mL/min)
1
φ2.0
正极
80~110
18~20
/
10~12
8~12
2
φ3.2
正极
100~120
19~21
≤50
10~14
/
3
φ3.2
正极
90~120
19~21
≤50
10~12
/
审核:编制:
年月日年月日
管道焊接工艺卡(一)
工程名称
克石化公司系统瓦斯管线改造工程
工艺卡号
DN114K01
工作压力
1.6Mpa
规格
¢89×8.0
母材材质
20#
焊材牌号
J422
焊材厂家
大西洋焊条厂
产品试板
/
接管−接管焊接示图
焊接工艺过程卡(附图)

(A)
电压
(V)
速度
(mm/min)
焊丝直径
(mm)
钨丝直径
(mm)
伸出长度
(mm)
气体流量
(L/min)
氩弧焊
直流
正极
1
75-80
12-15
100-120
2.5
2
5-8
6-9
处理方法及工艺要求
氩弧焊
直流
正极
2
70-80
12-15
100-120
2.5
2
5-8
6-9
审批
2000/3/23
校核
2000/3/23
T442
3.2-5
交流
100%
150-200
1
非标制,安
A3F
电弧焊
电弧焊
T422
3.5-5
T442
3.2-5
交流
100%
150-200
1
注:1、焊工现场技能考试试件可代替代样检查试件
2、无损探伤拍片应不低于GB3323-87标准Ⅱ级
焊接工艺过程卡
锅炉型号SHL20-25-AⅡ
部件名称受热面
建设单位
20
/20g
电弧焊
T422
3.2
交流
100%
10%
Ⅱ
150-200
1
锅炉下降管
89x45
20
氩弧焊
氩弧焊
TiG-j50
2.5
TiG-j50
2.5
直流
100%
25%
Ⅱ
高压给水管
89x45
20
氩弧焊
氩弧焊
TiG-j50
焊接工艺卡(304不锈钢)
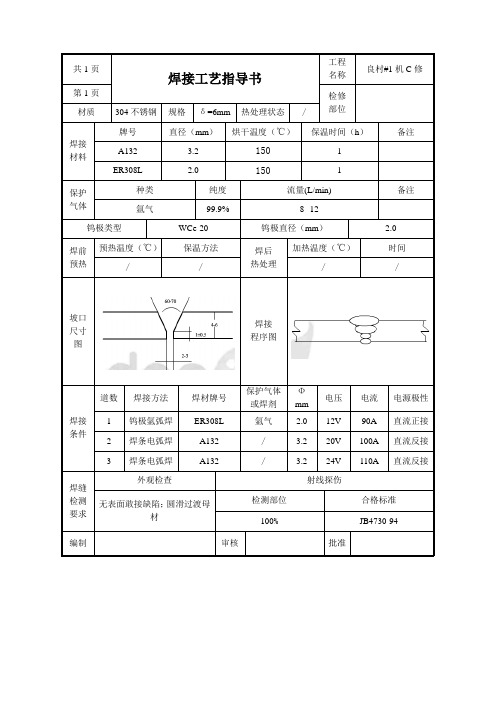
共1页
焊接工艺指导书工程
名称
良村#1机C修
第1页检修
部位材质304不锈钢规格δ=6mm 热处理状态/
焊接材料
牌号直径(mm)烘干温度(℃)保温时间(h)备注A132 3.2 150 1
ER308L 2.0 150 1
保护气体种类纯度流量(L/min) 备注氩气99.9% 8--12
钨极类型WCe-20 钨极直径(mm) 2.0
焊前预热预热温度(℃)保温方法焊后
热处理
加热温度(℃)时间////
坡口尺寸图
焊接程序图
焊接条件道数焊接方法焊材牌号
保护气体
或焊剂
Φ
mm
电压电流电源极性
1 钨极氩弧焊ER308L 氩气 2.0 12V 90A 直流正接
2 焊条电弧焊A132 / 3.2 20V 100A 直流反接
3 焊条电弧焊A132 / 3.2 24V 110A 直流反接
焊缝检测要求
外观检查射线探伤
无表面敢接缺陷;圆滑过渡母
材
检测部位合格标准
100%JB4730-94
编制审核批准。
焊接工艺卡(20G)
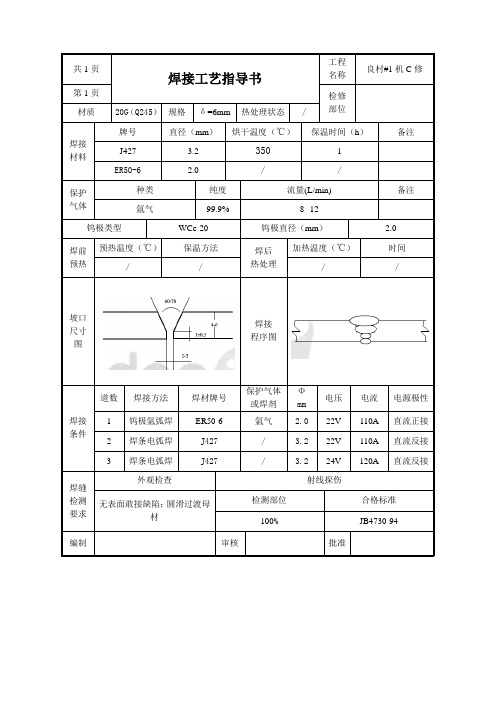
共1页
焊接工艺指导书工程
名称
良村#1机C修
第1页检修
部位材质20G(Q245)规格δ=6mm 热处理状态/
焊接材料
牌号直径(mm)烘干温度(℃)保温时间(h)备注J427 3.2 350 1
ER50-6 2.0 //
保护气体种类纯度流量(L/min) 备注氩气99.9% 8--12
钨极类型WCe-20 钨极直径(mm) 2.0
焊前预热预热温度(℃)保温方法焊后
热处理
加热温度(℃)时间////
坡口尺寸图
焊接程序图
焊接条件道数焊接方法焊材牌号
保护气体
或焊剂
Φ
mm
电压电流电源极性
1 钨极氩弧焊ER50-6 氩气 2.022V 110A 直流正接
2 焊条电弧焊J427/ 3.222V 110A 直流反接
3 焊条电弧焊J427/ 3.224V 120A 直流反接
焊缝检测要求
外观检查射线探伤
无表面敢接缺陷;圆滑过渡母
材
检测部位合格标准
100%JB4730-94
编制审核批准。
焊接工艺卡模板

电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径:铈钨极Φ2.5钨极直径:Φ10
焊层/焊道
焊接方法
填充金属
焊接电流
焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08A
Φ3.2
正接
80-100
10-12
6-8
8-9
2
SMAW
J427
Φ3.2
10焊道焊接方法填充金属焊接电流焊接电压焊接速度cmmin线能量kjcm牌号直径极性电流agtawh08a328010010126889smawj42732反接1001202025791720smawj42732反接1001202025791720
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
反接
100-120
20-25
7-9
17-20
3
SMAW
J427
Φ3.2
反接
100-120
20-25
7-9
17-20
填充金属类别:
焊条
氩弧焊丝
焊材标准:
GB/T5117-1995
GB/T14957-1994
焊材牌号:
J427
H08A
焊材型号:
E4315
/
焊材尺寸(mm):
Φ3.2
Φ3.2
焊接位:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热
最大道间温度(℃)200
通常版焊接工艺标准规范标准卡
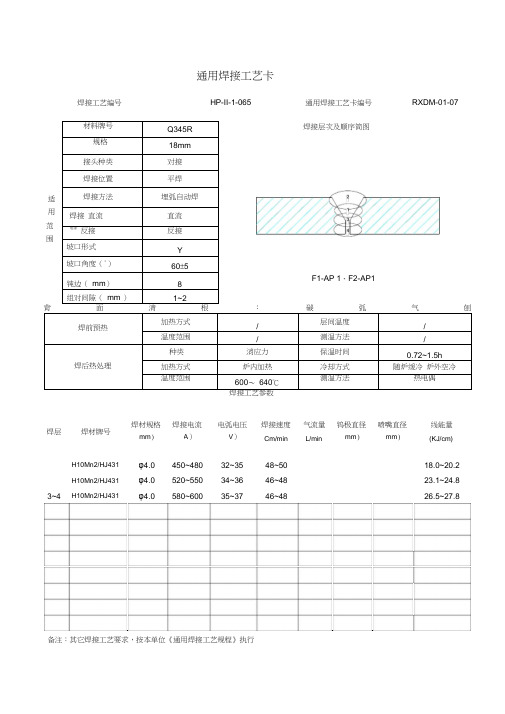
焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间0.72~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-II-1-065 通用焊接工艺卡编号RXDM-01-07 材料牌号Q345R规格18mm接头种类对接焊接位置平焊焊接方法埋弧自动焊焊接直流直流电源反接反接坡口形式Y坡口角度(°)60±5钝边(mm)8组对间隙(mm )1~2范围适用焊接层次及顺序简图F1-AP 1、F2-AP1焊层焊材牌号焊材规格mm)H10Mn2/HJ431 φ4.0H10Mn2/HJ431 φ4.0焊接电流A)450~480520~550电弧电压V)32~3534~36焊接速度Cm/min48~5046~48气流量L/min钨极直径mm)喷嘴直径线能量3~4 H10Mn2/HJ431 φ4.0 580~600 35~37 46~48mm)(KJ/cm)18.0~20.223.1~24.826.5~27.8备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式/层见温度/温度范围/测温方法/焊后热处理种类消应力保温时间0.64~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-II-1-055材料牌号Q345R/16MnIIQ345R规格16mm接头种类对接焊接位置平焊焊接方法焊条电弧焊焊接种类直流电源极性反接坡口形式Y坡口角度(°)50±5钝边(mm )2~3组对间隙(mm)1~2通用焊接工艺卡编号焊接层次及顺序简图RXDS-01-07A6、A7、B14、B15焊层焊材牌号焊材规格mm)焊接电流电弧电压V)焊接速度气流量钨极直径喷嘴直径线能量Cm/min L/min mm)mm)(KJ/cm)3~45~6J507J507J507J507φ4.0φ4.0φ4.0φ4.0160~165165~170170~175170~17523~2423~2424~2524~2515~1615~1614~1514~1515.4~15.515.2~15.317.4~17.517.4~17.5 范围适用备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行7~9 J507 φ4.0 165~170 23~24 14~15 / / / 15.2~17.5 10~12J507φ4.0155~16023~2415~16///13.4~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 /温度范围/测温方法/焊后热处理 种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 20/Q345R规格 δ s=16mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm ) 1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图RXDS-09-06焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ3.2 100~105 165~170 155~160 120~125 20~21 23~24 23~24 22~23 11~12 10~12 15~16 14~15 15~16 14.2~16.3 14.3~16.4 9.9~11.5适 围用 范 K1≥ 6mm6 J507 φ3.2 120~125 22~23 15~16 / / / 9.9~11.5 7~9 J507 φ4.0 165~170 23~24 14~15 ///15.2~17.5备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 / 温度范围 /测温方法 / 焊后热处理种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 20/Q345R规格 δ s=18/16mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm )1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图R10-0047-03K1 ≥6mmD10焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5 10~12J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ4.0100~105 165~170 155~160 155~16020~21 23~24 23~24 23~2411~12 10~12 15~16 14~15 15~1614.2~16.3 14.3~16.413.4~154适 用 范 围7~9 J507 φ4.0 165~170 23~24 14~15 / / / 15.2~17.5 10~12J507φ4.0155~16023~2415~16///13.4~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 /温度范围/测温方法 /焊后热处理 种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 Q345R规格 δ s=16/18mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm ) 1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图R10-0047-04焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ3.2 100~105 165~170 155~160 120~125 20~21 23~24 23~24 22~23 11~12 10~12 15~16 14~15 15~16 14.2~16.3 14.3~16.4 9.9~11.5适 围用 范通用焊接工艺卡焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-I-1/II-1-095材料牌号Q235-B/Q345R规格4mm/18( 16) mm接头种类T焊接位置水平固定或垂直俯位焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm )/组对间隙(mm)/通用焊接工艺卡编号焊接层次及顺序简图D25、D26、D31、D32RXDTS-05-01焊层焊道焊材牌号焊材规格mm)焊接电流电弧电压V)焊接速度Cm/min气流量L/min钨极直径mm)喷嘴直径线能量J427 φ3.2 100~105 21~22 19~20J427 φ3.2 100~105 21~22 19~20mm) (KJ/cm)6.3~7.36.3~7.3 适用范围备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡。
焊接工艺卡片

焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-1 焊接工艺评定报告编号: 1产品零部件名称:筒体的纵焊缝,环焊缝,筒体与封头对接焊缝,人孔法兰对焊所按标准名称及编号:GB985-88,GB986-88焊接方法:手工电弧焊双面埋弧焊自动化等级:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊2.焊件壁厚适用范围 -3.管件直径适用范围 -焊接材料1.钨极牌号及规格 -2.焊条牌号及规格 A132,?5mm3.实心焊丝牌号及规格H0Cr20Ni10Ti,?5mm4.焊剂牌号 HJ2605.药芯焊丝牌号及规格 -6.焊带牌号及规格 -7.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -接头坡口形状及尺寸焊件母材4.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊5.焊件壁厚适用范围 -6.管件直径适用范围 -焊接材料8.钨极牌号及规格 -9.焊条牌号及规格 A137、?3.2mm10.实心焊丝牌号及规格 -11.焊剂牌号 -12.药芯焊丝牌号及规格 -13.焊带牌号及规格 -14.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备6.坡口加工方法及要求机械加工7.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理8.焊材清理、烘干方法及要求低温200℃条件下烘干2小时9.焊接衬垫材料牌号及规格 -10.其他 -检测8.超声波检测√ 抽查率 100% 9.磁粉检测 - 检测部位 - 10.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-3 焊接工艺评定报告编号: 3产品零部件名称:罐体与人孔加强圈搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母7.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊产品零部件名称:支座垫板罐体搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材10.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 Q235B 相焊11.焊件壁厚适用范围 -12.管件直径适用范围 -焊接材料22.钨极牌号及规格 -23.焊条牌号及规格 A302,?5mm24.实心焊丝牌号及规格 -25.焊剂牌号 -26.药芯焊丝牌号及规格 -27.焊带牌号及规格 -28.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备16.坡口加工方法及要求机械加工17.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理18.焊材清理、烘干方法及要求低温200℃条件下烘干2小时19.焊接衬垫材料牌号及规格 -20.其他 -检测18.超声波检测√ 抽查率 100% 19.磁粉检测 - 检测部位 - 20.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-5 焊接工艺评定报告编号: 5产品零部件名称:支座筋板与地板所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母13.母材类别号、组别号及钢号类别号 Fe-1-2 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 Q235B 与钢号 Q235B 相焊产品零部件名称:人孔接管与罐体角接所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材16.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊17.焊件壁厚适用范围 -18.管件直径适用范围 -焊接材料36.钨极牌号及规格-37.焊条牌号及规格A137,?5mm38.实心焊丝牌号及规格 -39.焊剂牌号 -40.药芯焊丝牌号及规格 -41.焊带牌号及规格-42.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接头焊接工艺卡
QG/LT-C75
焊接顺序
焊接工艺卡编号
1
1 焊接前将焊接区域及周围20mm范围内的油污
图号
、锈蚀、水及其它有害杂质清理干净。
接头名称
对接接头
2 定位焊与第一层焊接规范相同,沿坡口均布
接头编号
4点,焊点长度6-10mm。
焊评编号
3 采用埋弧焊焊接
持证项目
4 埋弧焊用小车在焊件上行走焊接。 5 焊后检验。
检验
序号 4
本厂 W
母材-1
16MnR
厚度
22mm
5
H
预热温度(℃)
母材-2
厚度
层间温度(℃)
焊缝金属-1
厚度
焊后热处理
焊缝金属-2
厚度
焊接位置
层 道 焊接方法
焊材/尺寸
电流种类/极性
焊接电流 (A)
电弧电压 焊接速度 (V) (cm/min) 钨极
直径
喷嘴 直径
气体保护焊
气体
气体流量
/纯度
(L/min)
45
焊接工艺规程
接头焊接工艺卡
QG/LT-C75焊接Biblioteka 序焊接工艺卡编号2
1 焊接前将焊接区域及周围20mm范围内的油污
图号
、锈蚀、水及其它有害杂质清理干净。
接头名称
对接接头
2 定位焊与第一层焊接规范相同,沿周围均布
接头编号
8点,焊点长度10-20mm。
焊评编号
3 采用埋弧焊焊接
持证项目
4 焊枪固定焊件旋转焊接。 5 焊后检验。
(%) 正面 背面
1
1
埋弧焊 SJ301
5mm
直流反接
900-1000 36-40
25
2
1
埋弧焊 SJ301
5mm
直流反接
900-1000 36-40
25
脉宽比 /
3
1
埋弧焊 SJ301
5mm
直流反接
900-1000 36-40
25
QG/LT-C75
(%) 正面 背面
正1 1
埋弧焊 H08MnA
5mm 直
800-1100 38-40
40
正2 1
埋弧焊 H08MnA 5mm
直流反接
800-1100 38-40
40
脉宽比 /
反1 1
埋弧焊 H08MnA 5mm
直流反接
700-900 36-38
45
反2 1
埋弧焊 H08MnA 5mm
直流反接
700-900 36-38
检验
序号 4
本厂 W
母材-1
16MnR
厚度
22mm
5
H
预热温度(℃)
母材-2
厚度
层间温度(℃)
焊缝金属-1
厚度
焊后热处理
焊缝金属-2
厚度
焊接位置
层 道 焊接方法
焊材/尺寸
电流种类/极性
焊接电流 (A)
电弧电压 焊接速度 (V) (cm/min) 钨极
直径
喷嘴 直径
气体保护焊
气体
气体流量
/纯度
(L/min)