镜面铝板检验标准
铝制品检测标准
本标准规定了铝制品检测的各项标准,包括材质、尺寸、表面处理、力学性能、耐腐蚀性能、金相组织、涂装、无损检测、热处理和环保性能等方面的检测内容。
1.材质检测对铝制品的材质进行检测,以确保符合设计要求。
可以采用化学分析、金相显微镜观察、X射线衍射等方法来确定材料的成分和晶相组织。
2.尺寸检测对铝制品的尺寸进行检测,以确保符合图纸要求。
可以采用卡尺、千分尺、塞规等量具进行测量,也可以采用三坐标测量仪等精密仪器进行测量。
3.表面处理检测对铝制品的表面处理进行检测,以确保具有良好的外观和使用性能。
可以采用电镜观察、金相显微镜观察、能谱分析等方法检测表面处理的种类、膜层厚度、表面粗糙度等指标。
4.力学性能检测对铝制品的力学性能进行检测,以确保具有良好的承载能力和使用寿命。
可以采用拉伸试验、冲击试验、硬度试验等方法测定材料的强度、塑性、硬度等指标。
5.耐腐蚀性能检测对铝制品的耐腐蚀性能进行检测,以确保在特定环境下具有较长的使用寿命。
可以采用盐雾试验、二氧化硫试验等方法模拟不同环境条件下的腐蚀情况,以评估产品的耐腐蚀性能。
6.金相组织检测对铝制品的金相组织进行检测,以确保晶相组织符合要求。
可以采用金相显微镜观察、X射线衍射等方法观察金相组织的形貌和晶体结构,以评估产品的质量和使用性能。
7.涂装检测对铝制品的涂装进行检测,以确保具有良好的装饰性和防护性能。
可以采用外观检查、划格试验、硬度测试等方法检测涂层的外观质量、附着力、耐磨性等指标。
8.无损检测对铝制品进行无损检测,以确保内部缺陷和表面损伤得到有效检测。
可以采用超声波检测、射线检测、磁粉检测等方法进行检测,以评估产品的质量和使用安全性。
9. 热处理检测对铝制品的热处理过程进行检测,以确保达到预期的热处理效果。
可以采用温度记录仪、硬度测试等方法检测热处理过程中的温度变化、硬度变化等指标,以评估产品的热处理质量和性能稳定性。
10. 环保性能检测对铝制品的环保性能进行检测,以确保在生产过程中符合环保要求。
铝板幕墙质量验收标准

铝板幕墙质量验收标准
1. 材料验收标准:铝板幕墙所采用的铝材料应符合国家相关标准的要求,材料表面应平整,无明显的凹凸、氧化、铝渣、划痕等缺陷,同时应进行必要的化学成分和力学性能测试。
2. 铝板墙板加工和成品验收标准:铝板墙板的加工质量应符合设计要求和施工图纸要求,其表面应光滑平整,没有明显的划痕、凸起、油污等缺陷。
3. 铝板墙板安装验收标准:铝板墙板的安装应符合设计要求和施工图纸要求,板与板之间的连接牢固,无明显的开裂、松动等缺陷,且垂直度、水平度等尺寸误差应符合相关要求。
4. 铝板墙板外观验收标准:铝板墙板的外观应无明显的色差、斑点、氧化、铝粉等缺陷,表面色彩应均匀一致,符合设计要求和客户要求。
同时,外观验收还需要检查边缘尺寸、角部连接等细节部位的处理情况。
5. 铝板墙板防护和维护验收标准:铝板幕墙应有必要的防护措施,保护墙板不受外界环境的影响。
此外,安装人员应对铝板幕墙的保养和维护进行相应的指导和培训。
需要注意的是,具体的验收标准可以根据不同的项目和设计要求进行调整和补充。
以上所述只是一般性的参考,具体标准应由设计、施工及监理等相关方面共同制定。
铝板类产品常规质量标准-04A版本
会签记录: 市场部: 国际事业部: 销售管理部: 产品技术部: 质量部: 生产部: 总经办:潘春军 韦可军 卢志强 吴相庆向海林 工程部: 采购部: 计划物控部: 财务部: 行政人事部: 审计部:甘毕峰刘庆宇代 赵维铝板类产品常规质量标准1目的:1.1为了指导本公司铝板类产品的质量控制,特制定该质量控制内部标准524 铝板基材公称厚度(不包括涂层)在无特殊要求时,按偏差范围内验收合格:525铝蜂窝芯宜为六边形结构,边长不易大于10mm边长不大于6mm勺铝蜂窝芯其铝皮厚度不宜小于0.05mm边长6-10mm的铝蜂窝芯其铝皮厚度不宜小于0.07mm蜂窝芯使用原则为复合后不影响到产品正反面表面效果,产品表面应平整,无变形印。
5.3室外用铝板表面涂层原材料要求:5.3.1 室外用铝板表面需采用以下涂层:5.3.1.1 氟碳油漆涂层;5.3.1.2 氟碳粉末喷涂涂层;5.3.1.3 高性能聚脂涂层;5.3.1.4 其它具有同等耐候等级的装饰性涂层。
5.3.2 采用氟碳树脂(PVDF时,PVDF W脂占树脂原料的含量比例不应低于70%5.3.3 采购部应要求涂料供应商或外协供应商提供涂料成分检测报告。
5.3.4 质量部针对上述涂料成分检测报告应进行核实,不合格的应拒绝供货或拒绝外协加工6 加工过程质量要求:6.1钣金加工质量要求:6.1.1 钣金检测方法:钣金表面质量检测以自然目测为主,尺寸偏差项目采用相应工具检测。
6.1.2 清洁要求:钣金完成后,喷涂之前需进行清洗前处理,进炉之前将板面灰尘清除干净,用 白纸巾擦拭无明显灰尘附着,无颗粒,确保需喷涂层面干净、无尘。
6.2进行倍丽得生产时,原材料选用要求: 6.2.1 边缘折边宽度v 15mm 寸,基材必须为经铬化处理的光铝板;6.2.2 边缘折边宽度》15mm 寸,基材可以为经铬化处理的光铝板或预辊涂铝板6.3加工质量要求:6.3.1外观检测方法:6.3.1.1 目测:烤漆完成后外观应整洁,图案清晰,色泽基本一致,无明显划伤,装饰面不得有明显压痕、印痕和凹凸等残迹,距离 1米远进行观测。
铝板质检报告

铝板质检报告报告编号:2021-0001报告日期:2021年5月10日受检单位:XXX有限公司受检品种:铝板检验标准:GB/T 3880.3-2012检验项目及结果:1. 外观质量:经目测和手摸,表面无凹凸、皱纹、裂纹和明显划痕,无氧化和变色现象。
合格。
2. 尺寸精度:经测量,样品长度、宽度、厚度的偏差分别为±0.3mm、±0.2mm、±0.1mm,符合GB/T 3880.3-2012 要求。
合格。
3. 化学成分:经化学分析,主要成分为铝(Al)、铁(Fe)和硅(Si),含量分别为99.5%、0.36%和0.45%,符合GB/T 3190-2008 中A1050-H14 级别的要求。
合格。
4. 机械性能:经拉伸试验,铝板的抗拉强度为100MPa,屈服强度为55MPa,伸长率为12%。
符合GB/T 3880.3-2012 要求。
合格。
5. 表面硬度:经表面硬度检测,铝板的硬度为65HB。
符合GB/T 3880.3-2012 要求。
合格。
总体评价:样品经过全面检测,符合GB/T 3880.3-2012 的要求,可以判定为合格品。
备注:本次检测所使用的样品为1mm厚的铝板,来自受检单位生产的A1050-H14 级别的铝卷,共计检测3片,均符合检验标准要求。
检验员签名:XXX审核员签名:XXX附:铝板质检报告中所用缩写及术语的解释GB/T 3880.3-2012: 铝及铝合金板、带、箔第3部分: 铝及铝合金板的生产与检验GB/T 3190-2008: 精炼铝及铝合金化学成分标准A1050-H14:表示铝的品种为1050,状态为H14,其中H表示硬化处理状态,14表示硬度值。
HB: 布氏硬度,是通过压入球壳至一定深度后,球壳印面积与压头面积之比来表示材料硬度的一种试验方法。
铝板检验标准及方法
铝板检验标准及方法
铝板的检验标准主要包括以下方面:
1. 外观质量检验:主要是通过肉眼观察铝板的表面是否有划痕、凹陷、氧化、颜色不一致等缺陷。
2. 尺寸和形状检验:包括对铝板的长度、宽度、厚度、平直度、角度等进行测量和检验。
3. 物理性能检验:主要是对铝板的机械性能(如拉伸强度、屈服强度、延伸率等)和物理性能(如密度、热导率等)进行测量和检验。
4. 化学成分检验:通过对铝板的化学成分进行分析,以确定其合金成分是否符合标准要求。
5. 表面处理性能检验:主要是对经过表面处理的铝板进行评估,包括耐蚀性、耐磨性、耐热性等。
铝板的检验方法主要包括以下几种:
1. 肉眼检验:通过直接观察铝板的表面和外观,检查其表面是否平整、光滑,有无划痕、凹陷等缺陷。
2. 尺寸和形状测量:通过使用尺子、卡尺、角度测量工具等对铝板的尺寸和形状进行测量,以确定其是否符合标准要求。
3. 拉伸试验:将铝板样品置于拉伸试验机上,逐渐增加载荷,测量拉伸过程中的应变和应力,以确定铝板的拉伸强度、屈服强度和延伸率等机械性能指标。
4. 化学成分分析:通过使用光谱仪、质谱仪等仪器对铝板样品的化学成分进行分析,以确定其合金成分是否符合标准要求。
5. 表面处理性能测试:使用化学试剂、盐雾腐蚀试验机等工具对经过表面处理的铝板进行评估,以确定其耐腐蚀性能、耐磨性、耐热性等。
需要注意的是,具体的检验标准和方法可能会根据铝板的应用领域和国家/地区的标准要求而有所不同。
因此,在进行铝板检验时,应根据具体情况选择适用的标准和方法。
铝单板检验国家标准
铝单板检验国家标准
铝单板是一种常见的建筑装饰材料,具有质轻、耐腐蚀、易加工等优点,因此
在建筑行业中得到广泛应用。
为了保障铝单板产品的质量,我国制定了相应的国家标准,对铝单板的检验和测试进行规范,以确保产品符合相关要求。
首先,铝单板的外观质量是检验的重要内容之一。
国家标准规定了铝单板表面
应当平整,无明显的凹凸、氧化斑点和色差,边角应当整齐,无毛刺和裂纹。
此外,还要对铝单板的厚度、弯曲性能、拉伸强度、耐腐蚀性能等进行检验,以保证产品的物理性能符合标准要求。
其次,铝单板的涂层质量也是需要重点检验的内容。
国家标准规定了铝单板的
涂层应当附着牢固,无脱落、开裂和剥离现象,颜色应当均匀一致,无色差和气泡。
此外,还要对涂层的耐候性、耐热性、耐盐雾腐蚀性等进行测试,以确保铝单板在不同环境下的使用性能。
另外,铝单板的安装性能也是需要考虑的因素。
国家标准规定了铝单板的安装
结构和连接方式,对安装后的固定性和稳定性进行了要求,以确保铝单板在安装后能够稳固可靠地固定在建筑物上,不会出现松动和变形等问题。
总的来说,铝单板的检验国家标准是为了保障产品质量,确保其在建筑装饰中
能够发挥良好的性能。
只有严格按照国家标准进行检验,才能够生产出质量可靠的铝单板产品,为建筑行业的发展提供坚实的保障。
希望各生产企业能够严格遵守国家标准,不断提升产品质量,推动铝单板产业的健康发展。
铝面板检验规范
铝面板检验规范1.目的使铝面板材料检验标准化、规范化,保证材料检验的品质,进而提高工作效率,提升产品品质。
2.适用范围适用于本公司铝面板机型材料的检验。
3.术语及定义3.1 检验:为确定产品或服务的各特性是否合格,测定、检查、试验或度量产品或服务的一种或多种特性,并且与规定要求进行比较的活动。
3.2 致命缺陷:(Critical Defect 缩写为Cr.)具有触电、火灾及对人生命或财产带来损失的可能性而未达到安全规格的,或与安全规格相关的要求事项不一致的缺陷为致命缺陷。
(例如:安全标准相关项目不符合等)。
3.3 重缺陷:(Major Defect 缩写为 Ma.)造成产品使用性能或功能障碍而需要修理的或顾客要求更换的,在性能、外观、结构方面的缺陷。
3.4 轻缺陷:(Minor Defect 缩写为 Mi.)不影响产品性能或可靠性的性能、外观、结构方面的缺陷(例如:轻微的外观不良)。
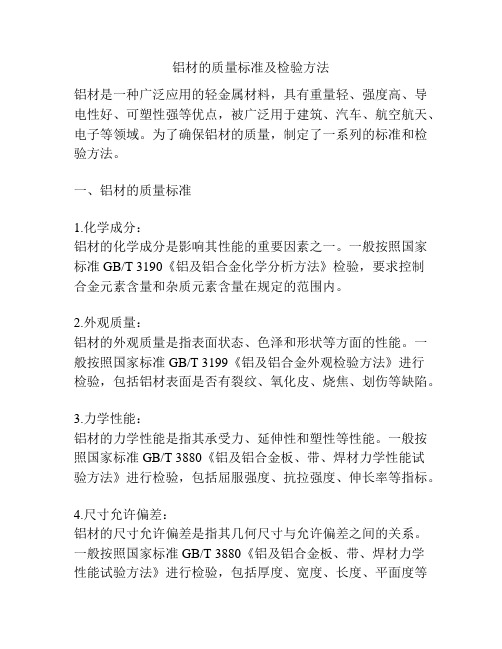
4.检验条件和注意事项4.1 检验条件:1) 检验员辨色能力正常;2) 检验环境光照度为600LUX-800LUX ;目测距离为20-50cm ;目视角度为各面与目视方向左右各成45°,上下各成45度检验(如下图)。
3) 对标准中有尺寸要求的用相应的测量工具(例如:塞规)测量。
4.2 注意事项1) 检验员作业时应戴手套。
2)检验员不允许留长指甲,作业时不允许戴手表、戒指、手链等饰物。
3)注意检查各种状态下待检样品是否存在异常现象,如有应及时报告IQC 工程师、主任进行分析、反馈处理。
4)检验过程中注意除检验要求需要对样品破坏等试验外,不能在其他检验方面引起产品任何损伤(划伤及脏污等)。
5)保持工作环境整洁,将操作过程产生的废弃物分类丢到指定的回收容器内。
6)明确标识不良品,并严格区分待检品、不良品、合格品。
5、相关说明事项5.1 常见外观缺陷定义:5.1.1 杂质:指因阳极氧化过程中残留在产品表面可见杂质、污点或颗粒。
铝产品外观检验标准

铝产品外观检验标准
一、表面洁净度
1.铝产品表面应无残留物,如泥土、粉尘、油污等。
2.表面洁净度应符合相关标准和客户要求。
二、表面平整度
1.铝产品表面应无明显的凹陷、凸起、划痕等缺陷。
2.表面平整度应符合相关标准和客户要求。
三、表面粗糙度
1.铝产品表面粗糙度应符合相关标准和客户要求。
2.表面粗糙度可通过目视、光洁度样板比较等方法进行检测。
四、尺寸精度
1.铝产品的尺寸精度应符合相关标准和客户要求。
2.尺寸精度可通过测量工具进行检测。
五、形状精度
1.铝产品的形状精度应符合相关标准和客户要求。
2.形状精度可通过对比CAD图纸、模具等方式进行检测。
六、氧化膜厚度
1.铝产品的氧化膜厚度应符合相关标准和客户要求。
2.氧化膜厚度可通过测厚仪进行检测。
七、色彩一致性
1.同一批次的铝产品颜色应一致,无明显色差。
2.色彩一致性可通过对比色板进行检测。
八、标识清晰度
1.铝产品上应有清晰的标识,包括产品名称、规格、型号等信息。
2.标识清晰度可通过目视进行检测。
铝材的质量标准及检验方法
铝材的质量标准及检验方法铝材是一种广泛应用的轻金属材料,具有重量轻、强度高、导电性好、可塑性强等优点,被广泛用于建筑、汽车、航空航天、电子等领域。
为了确保铝材的质量,制定了一系列的标准和检验方法。
一、铝材的质量标准1.化学成分:铝材的化学成分是影响其性能的重要因素之一。
一般按照国家标准GB/T 3190《铝及铝合金化学分析方法》检验,要求控制合金元素含量和杂质元素含量在规定的范围内。
2.外观质量:铝材的外观质量是指表面状态、色泽和形状等方面的性能。
一般按照国家标准GB/T 3199《铝及铝合金外观检验方法》进行检验,包括铝材表面是否有裂纹、氧化皮、烧焦、划伤等缺陷。
3.力学性能:铝材的力学性能是指其承受力、延伸性和塑性等性能。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材力学性能试验方法》进行检验,包括屈服强度、抗拉强度、伸长率等指标。
4.尺寸允许偏差:铝材的尺寸允许偏差是指其几何尺寸与允许偏差之间的关系。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材力学性能试验方法》进行检验,包括厚度、宽度、长度、平面度等指标。
5.表面质量:铝材的表面质量是指其表面平整度、光洁度和锈蚀程度等性能。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材外观检验方法》进行检验,包括表面平整度、光洁度和锈蚀程度等指标。
二、铝材的检验方法1.化学成分检验:化学成分检验可以采用光谱仪、电感耦合等离子体发射光谱法进行分析,根据国家标准GB/T 3190进行检验。
2.外观质量检验:外观质量检验可以通过目视检查、裂纹检测、放大镜检查等方式进行,根据国家标准GB/T 3199进行检验。
3.力学性能检验:力学性能检验可以采用万能试验机进行拉伸试验,根据国家标准GB/T 3880进行检验。
4.尺寸允许偏差检验:尺寸允许偏差检验可以采用量具进行测量,根据国家标准GB/T 3880进行检验。
5.表面质量检验:表面质量检验可以采用平板式显微镜、投影仪等设备进行观察和量测,根据国家标准GB/T 3880进行检验。
铝板幕墙质量验收标准
铝板幕墙质量验收标准
铝板幕墙的质量验收标准一般包括以下几个方面:
1. 外观质量:检查铝板幕墙表面是否平整、光滑,无明显划痕、污迹、色差等缺陷。
2. 尺寸精度:检查铝板幕墙的尺寸精度,包括幕墙板材的尺寸、厚度、角度等是否符合设计要求。
3. 连接质量:检查铝板幕墙的连接质量,包括幕墙板材之间的连接方式、连接件的材质和规格、连接件的安装位置等是否符合设计要求。
4. 密封质量:检查铝板幕墙的密封质量,包括幕墙板材与墙体之间的密封、幕墙板材与玻璃之间的密封等是否符合设计要求。
5. 安全性:检查铝板幕墙的安全性能,包括幕墙的承重能力、抗风压能力、防火性能等是否符合相关标准和规范要求。
6. 材料质量:检查铝板幕墙所使用的材料是否符合设计要求和相关标准,包括铝板、玻璃、密封胶等。
7. 安装质量:检查铝板幕墙的安装质量,包括幕墙的安装位置、安装高度、安装角度等是否符合设计要求和相关标准。
需要注意的是,铝板幕墙的质量验收标准可能因地区、设计要求等因素而有所不同,具体验收标准应根据当地的相关标准和规范来确定。
铝单板测试标准

铝单板测试标准
外观质量的检验标准要求是:板材边部应切齐,无毛刺、裂边。
板材不允许有开焊等。
外观应整洁,色泽基本一致,无明显划伤。
装饰面不得有明显压痕、印痕和凹凸等残迹。
无明显色差。
涂层应无流痕、裂纹、气泡、夹杂物或其他表面缺陷。
膜厚的检验标准:平均膜厚≥40μm,最小局部膜厚≥34微米
附着力有干式、湿式、沸水煮三个检测项目。
铅笔硬度要达到1H以上,
耐盐酸、耐硝酸、耐砂浆性、耐溶剂性测试时均要求无变化。
耐磨性要达到5L≥/μm,
耐冲击性的要求是:正反面铝材应无裂纹,涂层应无脱落和开裂。
铝板检验标准及方法(一)

铝板检验标准及方法(一)铝板检验标准及方法概述在铝板生产和使用过程中,为了确保产品的质量和性能,通常需要进行检验。
本文将介绍一些常用的铝板检验标准和方法。
检验标准铝板的检验需要依据一些标准进行操作,以下是常见的铝板检验标准:•GB/T :这是中国国家标准中关于铝及铝合金板材的通用技术要求。
它规定了铝板的化学成分、力学性能、尺寸公差等要求。
•ASTM B209:这是美国材料和试验协会发布的关于金属和合金铝板的标准规范。
它涵盖了铝合金板材的各种要求,如化学成分、物理性能、尺寸公差等。
检验方法铝板的检验可以采用多种方法,根据不同的要求选择适合的方法进行操作。
以下是一些常用的铝板检验方法:1.外观检验:–检查铝板表面是否平整、光滑,无明显划痕、凹陷和氧化等。
–观察铝板颜色是否一致,有无斑点、气泡或色差等。
2.尺寸检验:–使用测量工具(如卡尺或达标规等)测量铝板的长度、宽度、厚度和边角圆度等尺寸参数。
–将测量结果与标准要求进行比较,判断是否符合要求。
3.化学成分分析:–采用化学分析方法,测定铝板中各元素的含量。
–一般使用光谱仪、电子显微镜等仪器进行测试。
4.力学性能测试:–测试铝板的抗拉强度、屈服强度、伸长率等。
–常用的测试设备包括拉伸试验机、硬度计等。
5.耐候性检验:–将铝板暴露于不同的环境条件下,如高温、低温、潮湿等,观察铝板的表面是否发生腐蚀、氧化等变化。
–可以使用倒角辊、冲击试验机等设备进行相关测试。
6.包装检验:–检查铝板的包装是否完好,有无损坏、变形。
–核对货物数量和标识是否与实际一致。
结论通过上述的检验标准和方法,可以对铝板的质量和性能进行全面的检查。
铝板的合格与否对于生产和使用都至关重要,因此正确和彻底地进行检验是非常重要的。
各个环节都需严格按照相关标准和方法进行操作,以确保铝板的质量符合要求。
外墙铝板验收标准

外墙铝板验收标准
一、外观检查
1.外墙铝板应无明显色差,表面平整,无翘曲、凹陷、划痕、气泡等缺陷。
2.铝板接缝应均匀一致,间隙宽度符合设计要求,无缝隙、错台等现象。
3.铝板阳角处的处理应符合设计要求,无倒角不直、角度不正等问题。
二、尺寸偏差
1.外墙铝板的长度、宽度和厚度应符合设计要求,偏差不得超过±1mm。
2.铝板接缝的宽度偏差应不超过±0.5mm,高低差应不超过0.2mm。
3.铝板阳角的方正度偏差应不超过0.5mm。
三、附着力和扯离强度
1.铝板与基层的粘结强度应符合设计要求,不得出现剥离、脱落等现象。
2.铝板之间的连接应牢固,无脱扣、滑移等现象。
四、抗风压性能
1.外墙铝板应能承受当地的风压要求,无变形、脱落等现象。
2.在风压作用下,铝板的接缝处应无渗漏现象。
五、耐撞击性能
1.外墙铝板应能承受一定程度的撞击,无凹陷、断裂等现象。
2.在撞击后,铝板的接缝处应无变形、裂缝等现象。
六、耐候性能
1.外墙铝板应能耐受各种气候条件,包括阳光、风雨、冰雹等自然因素。
2.在经过一定时间的气候考验后,铝板的外观和性能应无明显变化。
七、清洁性能
1.外墙铝板的表面应易于清洁,不易沾污渍。
2.在清洁过程中,铝板的表面应无损伤、变色等现象。
八、防潮性能
1.外墙铝板应具有一定的防潮性能,不易受潮、霉变等影响。
2.在潮湿环境中,铝板的外观和性能应无明显变化。
镜面检验要求
对本公司的进货原材料按规定进行检验和试验,确保产品的最终质量。
2.范围
适用于本公司对原材料的入库检验。
3.职责
检验员按检验要求对原材料进行检验与判定,并对检验结果的正确性负责。
4.检验
4.1检验方式:抽样检验。
4.2抽样方案:元器件类:按照GB 2828 正常检查 一次抽样方案 一般检查水
平 Ⅱ 进行。5.粘性 Nhomakorabea实际安装
将所需检测之物料,实际进行安装,符合要求且不易脱落,则判定为合格
A
测试用仪器、仪表、工具:
游标卡尺
非元器件类:按照GB 2828 正常检查 一次抽样方案 特殊检查
水平 S-4进行。
盘带包装物料按每盘取3只进行测试。
替代法检验的物料其替代数量依据本公司产品用量的2~3倍进
行替代测试。
4.3合格质量水平:A类不合格 AQL=0.65 B类不合格 AQL=1.5 替代法测试的
物料必须全部满足指标要求。
1.型号规格
目检
检查型号规格是否符合规定要求
A
2.材质
目检
材质是否符合规定要求
A
3.外观质量
目检
丝印内容正确,无印歪、漏印、模糊等不良现象
A
4.外形尺寸
目检
用数显卡尺测量外形尺寸是否符合规定要求,检查表面有无破损、外伤、不光滑
A
结构性检验
黑色边框的粘胶不能超出视框内,且距视框的距离不能大于1mm,撕去镜贴纸将镜面贴在遥控器外壳视框内,用手压紧。使其无间隙,然后将样品分别做高低温试验,高温放入+50度的烘箱内进行24小时高温测试,一小时观察一次,看镜面是否有脱落,翘边,间隙等,低温测试放入-20度的冰柜内进行24小时冷冻测试,24小时后观察镜面是否存在脱落,翘边,间隙等不良现象。按批次相同抽5个镜面做试验。
铝板的检验
4.用铁皮剪刀剪开封包铁皮检验,在剪铁皮时应用脚踩住铁皮,以免回弹划伤身体引工伤事故,每批来料抽取2片样本,检验内容如下:
4.1外观是否有严重的划碰伤,凹凸不平(波浪状用手能感觉到),腐蚀,条纹状,压痕,矫直辊印,凹坑等不良现象,表面应平整光洁,允许有轻微的亮条但不能影响使用,表面如有要求贴膜则应粘贴平整不可有明显的起皱气泡等不良现象,粘度以不易脱落但又能快速撕下为原则.
4.4折弯试验:沿铝板晶粒延伸方向及垂直方向剪下一50300试片,在试片试折前先用180#的砂布对试片进行拉丝,如果此铝板用在特殊的工件上,则拉丝的粗细依工件的品质进行拉丝如DAGE的料品要用600#的砂布拉丝,那第此产品的试片也要用600#的砂布去拉丝,拉丝完后沿纹路方向及垂直方向以R(料厚折弯内角)作折弯º,折弯处无明显的裂为合格.
4.2尺寸检验长、宽、厚度是否符合验收单中的规格(如长宽整齐则取其一即可),厚度公差:1.0以下±0.0;1.0~1.5±0.1;1.5~3.0±0.15;长宽公差参考TFS-0001一级规定.
4.3硬度:用钳式硬度计在铝板的四周测其硬度,两点的距离不得小于300㎜,一般每边测量2~4个点,看其硬度是否符合我公司之要求.1050, 1100, 1200为HW0º~2º;3003-H16,3003-H18,3003-H26为HW3º~5º; 5052-H32 HW8º~12º.
教育训练教材
主题:
铝板的检验
适用对象:
品保部全体人员
课时:1H
版次:1.0
教认实物的规格,料号,名称是否与报验单相符(外箱标识).
2.包装,摆放及防护措施是否合理,铝板最好采用木箱式装载,每层铝板必须用厚一点的纸隔开,外围再用PE袋包裹好以后再装入木箱内,并用铁皮捆扎结实,以防运输过程中发生碰损.
玻璃石材铝板幕墙材料检测

玻璃石材铝板幕墙材料检测玻璃、石材和铝板是常见的幕墙材料,它们在现代建筑中被广泛使用。
为了确保幕墙材料的质量和安全性能,需要进行严格的检测。
下面将介绍玻璃、石材和铝板幕墙材料的检测方法及标准。
首先,对于玻璃幕墙材料的检测,主要包括以下几个方面:1.光学性能检测:包括透光率、反射率、折射率等。
透光率是指玻璃材料透过的光线的比例,反射率是指玻璃表面反射的光线的比例,折射率是指光线通过玻璃材料时的折射情况。
2.物理性能检测:包括强度、硬度、耐冲击性等。
强度是指材料在外力作用下抵抗破坏的能力,硬度是指材料抵抗表面破坏的能力,耐冲击性是指材料在受到冲击时的抵抗能力。
3.热性能检测:包括导热系数、热膨胀系数等。
导热系数是指材料传导热量的能力,热膨胀系数是指材料在受热时的膨胀程度。
对于石材幕墙材料的检测,主要包括以下几个方面:1.物理性能检测:包括抗压强度、抗折强度、耐磨性等。
抗压强度是指材料在受到压力时的抵抗能力,抗折强度是指材料在受到弯曲力时的抵抗能力,耐磨性是指材料在受到摩擦时的耐磨程度。
2.耐候性能检测:包括冻融循环试验、老化试验等。
冻融循环试验是模拟材料在寒冷环境下受到冻融变化的情况,老化试验是模拟材料在长时间暴露于自然环境中的变化情况。
对于铝板幕墙材料的检测,主要包括以下几个方面:1.物理性能检测:包括强度、硬度、拉伸性能等。
强度是指材料在受到外力作用下的抵抗能力,硬度是指材料抵抗表面破坏的能力,拉伸性能是指材料在拉伸过程中的表现。
2.表面涂层检测:包括涂层厚度、附着力等。
涂层厚度是指涂层的厚度,附着力是指涂层与基材之间的粘结能力。
以上是对玻璃、石材和铝板幕墙材料的常见检测方法和标准的介绍。
通过进行严格的材料检测,可以确保幕墙材料的质量和安全性能,保障建筑物的使用寿命和安全性。
镜面铝板检验标准

JS/S-0102 B 保护膜有污迹、异物、胶粒、起皱 、气泡、破损;在标准条件下拉力 测试大于0.37kg. JS/S-0102
B
纹路方向与要求不符
(2;0,1)
第 1 页,共 2 页
镜 面 铝 板 来 料 检 验 标 准
物料类别 类别 检验项目 镜面铝板 检验标准 检验方法
测量
文件号 检验器具
利用烘箱试验
烘箱
B
试验后材料变色
(2;0,1)
性能
★冲压性能 冲压后腔体表面不得出现有拉裂、起皱、拉花、断裂及缺边现象。 利用冲模试验 材料表面除油清洗后,经24小时盐雾试验,试样生成的白锈点不超 过3% 板材中各元素的含量超出RoHS指令要求,Pb≤600ppm、Hg≤ 600ppm、Cr6﹢≤600ppm、Cd≤60ppm
镜面铝板外包装应以保证板材在正常运输、装卸、储存过程中不发 包装质量 ★包装质量 生变形、不受碰伤、刮花为原则,保证自供货之日起在通常的非裸 目测 / 包装、运输及储存条件下6个月无氧化(白锈)现象。 1、外观镜面表面质量要求: ①镜面铝板表面处理要求镜面部分覆膜,镜面全反射率≥86%, 颜色要求为不锈钢色镜面铝。 目测 / ②外观表面不得有划伤、刮花、碰伤、裂纹、起泡、污点、凸 凹不平、扭曲变形、砂眼、印痕、腐蚀等对使用有害的缺陷,不得 有氧化现象 2、非外观表质量要求: 非外观表面不得有划伤、刮花、碰伤、裂纹、起泡、污点、凸 目测 / 凹不平、扭曲变形、砂眼、印痕、腐蚀等对使用有害的缺陷,不得 有氧化现象,但允许有少数不明显的轻微擦伤、划伤、刮花, 同一 表面500mm*500mm范围内划伤条数不多于4条,伤痕深度不能深入到 基材为准,且手感不明显。 目测、色差仪 色差仪 3、色差要求: 每批的材料外观颜色要保持一致性,同一批次的材料色差在△ 外观质量 ★表面质量 E2.0之内,不同一批次的材料色差在△E3.0之内(色差计型号:CR10)。 4、防护膜要求: ①保护膜外观及粘度要求:保护膜要求为白色胶膜,同批一订单 中,不能有明显的色差,覆盖在产品上保护膜表面要求不能有污迹、 目测、拉力测试 目测、拉力 异物、胶粒,更不许有污点、异物、胶粒等杂质包裹于膜与产品中 仪 测试仪 间,覆膜要求完全能遮盖住产品且膜必须平整无气泡鼓起、波浪皱 折、膜破损,切口平整; ②保护膜粘度要求:覆好膜的产品用介刀划出膜长宽为 300mmX24mm大小面积,用拉力计均力匀速将保护膜以45度或90度 角拉动,拉力测试仪计数的数值显示不能大于0.37Kg,保护膜在3 个月内不得有松脱、起泡或严重粘连难以撕开的现象; 目测 / 5、纹路方向要求: 纹路方向在材料的宽度方向,即开料尺为331*269mm(1件)时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
★耐热性能
在烘箱中加热1.5小时,4料表面无变化,须保持材料原来的金属光泽.
利用烘箱试验
烘箱
B 试验后材料变色
(2;0,1)
性能 ★冲压性能 冲压后腔体表面不得出现有拉裂、起皱、拉花、断裂及缺边现象。 利用冲模试验
冲模
B 出现裂纹、起皱
标记 处数 更改文件号 签名
日期
AQL 编制/日期
致命缺陷(0,1) A
审核/日期
严重缺陷(1,0) B
正常单次抽样检验
会签/日期
轻微缺陷(2,5) C
批准/日期
第 2 页,共 2 页
有氧化现象
2、非外观表质量要求: 非外观表面不得有划伤、刮花、碰伤、裂纹、起泡、污点、凸
凹不平、扭曲变形、砂眼、印痕、腐蚀等对使用有害的缺陷,不得 有氧化现象,但允许有少数不明显的轻微擦伤、划伤、刮花, 同一
目测
表面有划伤、刮花、裂纹、起泡、
/
B 砂眼、印痕、氧化等质量缺陷超过
JS/S-0102
允许值
镜面铝板来料检验标准
物料类别
镜面铝板
文件号
QW-15-21
类别 检验项目
检验标准
检验方法
检验器具
质 量
不合格(缺陷)程度描述
抽样判定 (n;Ac,Re)
标志铭牌
★标志
镜面铝板标记应包括以下内容:外包装有型号、数量、检验合格证 明、有效日期等标识;环保材料需要在最小包装上加贴环保标识; 报检单上物料名称、型号应与实物一致;每批供货包装需附有出厂 日期、检验报告及合格证。
①镜面铝板表面处理要求镜面部分覆膜,镜面全反射率≥86%,
镜面全反射率少于86%;表面有划伤
颜色要求为不锈钢色镜面铝。
目测
/
A 、刮花、裂纹、起泡、砂眼、印痕
JS/S-0102
②外观表面不得有划伤、刮花、碰伤、裂纹、起泡、污点、凸
、氧化等质量缺陷
凹不平、扭曲变形、砂眼、印痕、腐蚀等对使用有害的缺陷,不得
JS/S-0102
10)。
4、防护膜要求:
JS/S-0102
①保护膜外观及粘度要求:保护膜要求为白色胶膜,同批一订单
中,不能有明显的色差,覆盖在产品上保护膜表面要求不能有污迹、 目测、拉力测试 目测、拉力
异物、胶粒,更不许有污点、异物、胶粒等杂质包裹于膜与产品中
仪
测试仪
间,覆膜要求完全能遮盖住产品且膜必须平整无气泡鼓起、波浪皱
类别 检验项目
检验标准
材料厚度在0.4以上未满0.6厚度公差±0.02,宽度公差-0,+10;长 结构尺寸 ★结构尺寸 度公差-0,+15;板材形位公差:板材应平整,不平度≤8mm/2m;镰
刀弯≤4mm/2m
检验方法
测量
检验器具
质 量
文件号 不合格(缺陷)程度描述
圈尺 螺旋测微器
C
超出公差允许范围
QW-15-21 抽样判定 (n;Ac,Re)
个月内不得有松脱、起泡或严重粘连难以撕开的现象; 5、纹路方向要求:
目测
/
B 纹路方向与要求不符
(2;0,1)
纹路方向在材料的宽度方向,即开料尺为331*269mm(1件)时
纹路方向在269方向,开料尺寸为331*535mm(2件)时纹路方向在
第 1 页,共 2 页
镜面铝板来料检验标准
物料类别
镜面铝板
(2;0,1)
盐雾试验
材料表面除油清洗后,经24小时盐雾试验,试样生成的白锈点不超 过3%
见附表
盐雾试验箱 B 试验不符合要求
(2;0,1)
RoHS要 求
RoHS要求
板材中各元素的含量超出RoHS指令要求,Pb≤600ppm、Hg≤ 600ppm、Cr6﹢≤600ppm、Cd≤60ppm
按文件号: PG0704001A(六 价Cr检测方法)
目测
/
C 标志欠缺或内容与要求不符
JS/S-0102
镜面铝板外包装应以保证板材在正常运输、装卸、储存过程中不发 包装质量 ★包装质量 生变形、不受碰伤、刮花为原则,保证自供货之日起在通常的非裸
包装、运输及储存条件下6个月无氧化(白锈)现象。
目测
/
C 包装质量不符合要求
JS/S-0102
1、外观镜面表面质量要求:
/
A 不符合RoHS指令要求
(1;0,1)
备注:1、带“★”的项目为日常进货检验项目。 2、盐雾试验:①取样:样板尺寸为75mm*150mm。②试板放置:样品放置角度20±5°,样品不能接触箱体,样品之间也不能相互接触;盐雾不能
直接喷射到样品上,样品上的液滴也不能落在其他样品上。③设备调试:室内温度为35±2℃,收集器中收集的溶液(NaCl)的浓度为50±1g/L,溶液 PH值在6.5~7.2之间,已喷雾过的溶液不能再用.
B
保护膜有污迹、异物、胶粒、起皱 、气泡、破损;在标准条件下拉力 测试大于0.37kg.
折、膜破损,切口平整;
JS/S-0102
②保护膜粘度要求:覆好膜的产品用介刀划出膜长宽为
300mmX24mm大小面积,用拉力计均力匀速将保护膜以45度或90度
角拉动,拉力测试仪计数的数值显示不能大于0.37Kg,保护膜在3
表面500mm*500mm范围内划伤条数不多于4条,伤痕深度不能深入到
基材为准,且手感不明显。
3、色差要求:
目测、色差仪
外观质量
★表面质量
每批的材料外观颜色要保持一致性,同一批次的材料色差在△ E2.0之内,不同一批次的材料色差在△E3.0之内(色差计型号:CR-
色差仪
B
同一批次材料色差大于△E2.0,不 同批次材料色差大于△E3.0