电焊机之IGBT系列焊机工作原理
IGBT系列焊机工作原理
IGBT系列焊机工作原理一、功率开关管的比较常用的功率开关有晶闸管、IGBT、场效应管等。
其中,晶闸管(可控硅)的开关频率最低约1000次/秒左右,一般不适用于高频工作的开关电路。
1、效应管的特点:场效应管的突出优点在于其极高的开关频率,其每秒钟可开关50万次以上,耐压一般在500V以上,耐温150℃(管芯),而且导通电阻,管子损耗低,是理想的开关器件,尤其适合在高频电路中作开关器件使用。
但是场效应管的工作电流较小,高的约20A低的一般在9A左右,限制了电路中的最大电流,而且由于场效应管的封装形式,使得其引脚的爬电距离(导电体到另一导电体间的表面距离)较小,在环境高压下容易被击穿,使得引脚间导电而损坏机器或危害人身安全。
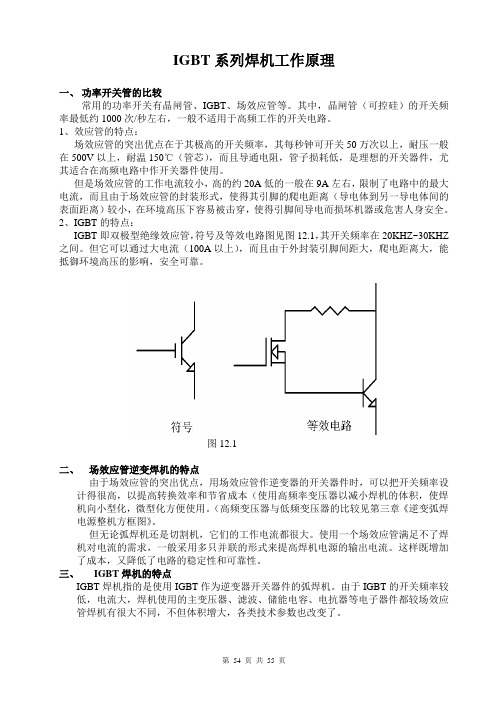
2、IGBT的特点:IGBT即双极型绝缘效应管,符号及等效电路图见图12.1,其开关频率在20KHZ~30KHZ 之间。
但它可以通过大电流(100A以上),而且由于外封装引脚间距大,爬电距离大,能抵御环境高压的影响,安全可靠。
图12.1二、场效应管逆变焊机的特点由于场效应管的突出优点,用场效应管作逆变器的开关器件时,可以把开关频率设计得很高,以提高转换效率和节省成本(使用高频率变压器以减小焊机的体积,使焊机向小型化,微型化方便使用。
(高频变压器与低频变压器的比较见第三章《逆变弧焊电源整机方框图》。
但无论弧焊机还是切割机,它们的工作电流都很大。
使用一个场效应管满足不了焊机对电流的需求,一般采用多只并联的形式来提高焊机电源的输出电流。
这样既增加了成本,又降低了电路的稳定性和可靠性。
三、IGBT焊机的特点IGBT焊机指的是使用IGBT作为逆变器开关器件的弧焊机。
由于IGBT的开关频率较低,电流大,焊机使用的主变压器、滤波、储能电容、电抗器等电子器件都较场效应管焊机有很大不同,不但体积增大,各类技术参数也改变了。
四、IGBT焊机工作原理:1、半桥逆变电路工作原理如图12.2图12.2 图12.3工作原理:①tl时间:开关K1导通,K2截止,电流方向如图中①,电源给主变T供电,并给电容C2充电。
IGBT逆变电焊机工作原理及输出特性
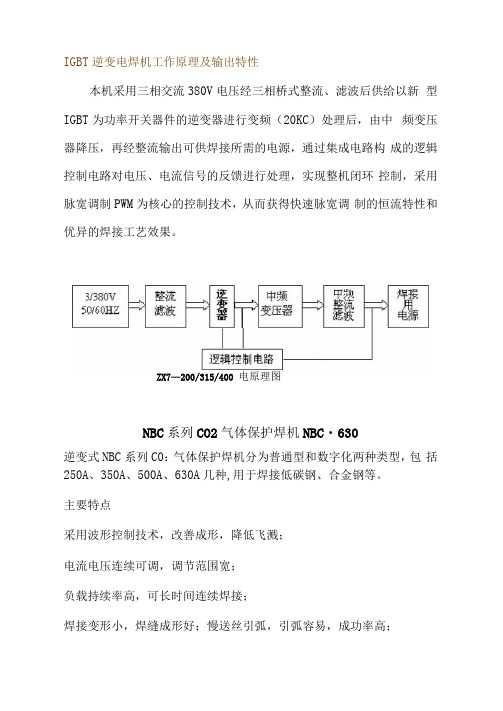
IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
ZX7—200/315/400 电原理图NBC系列CO2气体保护焊机NBC・630逆变式NBC系列C0:气体保护焊机分为普通型和数字化两种类型,包括250A、350A、500A、630A几种,用于焊接低碳钢、合金钢等。
主要特点采用波形控制技术,改善成形,降低飞溅;电流电压连续可调,调节范围宽;负载持续率高,可长时间连续焊接;焊接变形小,焊缝成形好;慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率髙;软开关变换,整机效率高;无源功率因数校正技术,功率因数高;高频逆变,体积小,重量轻;数显表头,焊接参数可精确预置;适用实芯/药芯焊丝;提供常规电流值、电压值匹配方案,方便操作人员调节;X型机具有下降特性,兼具手弧焊、碳弧气刨功能;z型机具有下降特性,兼具手弧焊、碳弧气刨功能,且电弧稳定性强, 特别适用于全位置自动焊接(此焊机需另配全自动焊送丝、行走控制系统)。
慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率髙;软开关变换,整机效率高;无源功率因数校正技术,刀架转盘回转角度- ±90°刀杆截面尺寸(四方刀架刀杆截面)mm 25X25主轴中心线至刀具支承面距离mm 26床尾主轴直径(尾座套筒直径)mm 75床尾主轴孔锥度(尾座套筒锥孔锥度)- 莫氏圆锥5号床尾主轴最大行程mm 150机床丝杠螺距mm 12加】丄公制螺纹范碉及种数mm 44 种:1-192加山英制螺纹范碉及种数牙/寸(tpi)21 种:2-24加工模数螺纹范碉及种数mm 39种:加丄径节螺纹范困及种数DP 37^: 1-96床身导轨宽度(导轨跨度)mm 400床身导轨硕度RC RC52主电机功率kW机床净重kg 2570机床毛重kg 3410机床轮廉尺寸(长X宽X高)mm 3668X1000X1267 机床包装尺寸(长X宽X商)mm 3850X1520X2010 加工精度- IT7表面光洁度u m产品名称普通午床木系列午床适用于牟削内外圆柱面,内锥血及其它旋转面°车削各种公制、英制、模数和 径节螺纹,并能进行钻孔和拉油槽等工作。
逆变电焊机原理图的讲解
电路板见图11。所用元器件可参考图12。逆变器用的变压器采用次级为12V、电流为10A、初级电压为220V的成品电源变压器。P沟道MOS场效应管(2SJ471)最大漏极电流为30A,在场效应管导通时,漏-源极间电阻为25毫欧。此时如果通过10A电流时会有2.5W的功率消耗。N沟道MOS场效应管(2SK2956)最大漏极电流为50A,场效应管导通时,漏-源极间电阻为7毫欧,此时如果通过10A电流时消耗的功率为0.7W。由此我们也可知在同样的工作电流情况下,2SJ471的发热量约为2SK2956的4倍。所以在考虑散热器时应注意这点。图13展示本文介绍的逆变器场效应管在散热器(100mm×100mm×17mm)上的位置分布和接法。尽管场效应管工作于开关状态时发热量不会很大,出于安全考虑这里选用的散热器稍偏大。
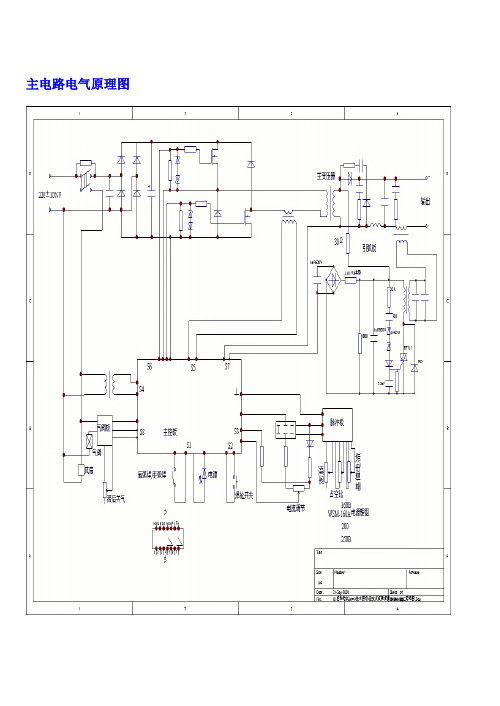
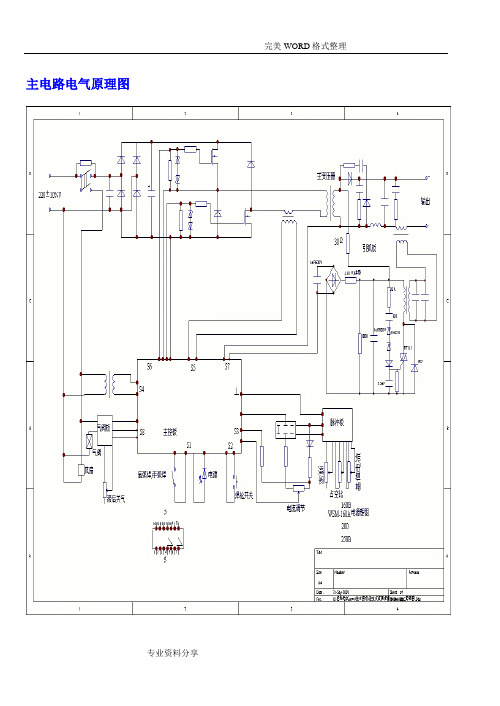
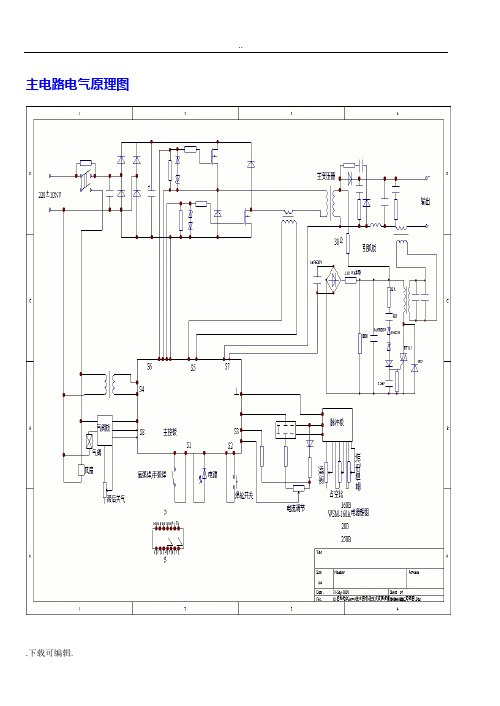
主电路电气原理图
主控制板电器原理图:
逆变触发电路图:
脉冲及时序板原理图:
本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
下面简述一下用C-MOS场效应管(增强型MOS场效应管)组成的应用电路的工作过程(见图9)。电路将一个增强型P沟道MOS场效应管和一个增强型N沟道MOS场效应管组合在一起使用。当输入端为低电平时,P沟道MOS场效应管导通,输出端与电源正极接通。当输入端为高电平时,N沟道MOS场效应管导通,输出端与电源地接通。在该电路中,P沟道MOS场效应管和N沟道MOS场效应管总是在相反的状态下工作,其相位输入端和输出端相反。通过这种工作方式我们可以获得较大的电流输出。同时由于漏电流的影响,使得栅压在还没有到0V,通常在栅极电压小于1到2V时,MOS场效应管既被关断。不同场效应管其关断电压略有不同。也正因为如此,使得该电路不会因为两管同时导通而造成电源短路。
IGBT工作原理

IGBT工作原理IGBT(Insulated Gate Bipolar Transistor)是一种常用的功率半导体器件,它结合了MOSFET(金属氧化物半导体场效应晶体管)和BJT(双极型晶体管)的优点,具有高速开关特性和低导通压降,被广泛应用于电力电子领域。
1. IGBT结构IGBT由四个不同的区域组成:N+型注入区、P型基区、N型漂移区和P+型集电区。
这四个区域通过不同的掺杂和扩散工艺形成,其中N+区和P+区是为了提供电子和空穴注入的区域,P区和N区是为了形成PN结。
2. IGBT工作原理当IGBT的控制极(Gate)施加正向电压时,Gate和Emitter之间的PN结会被击穿,形成通道,电子开始注入N+区,空穴注入P+区。
此时,IGBT处于导通状态,可以通过电流。
当控制极施加零电压或负向电压时,Gate和Emitter之间的PN结处于正向偏置状态,通道被截断,IGBT处于关断状态,无法通过电流。
3. IGBT的工作特点- 高电压能力:IGBT的漂移区可以承受较高的电压,适用于高压应用。
- 高开关速度:IGBT的结构使得其具有较高的开关速度,适用于高频应用。
- 低导通压降:IGBT的导通压降比BJT低,能够减少功率损耗。
- 低输入电流:IGBT的控制极输入电流较小,可以降低功耗。
4. IGBT的应用领域IGBT广泛应用于各种功率电子设备中,包括电力变换器、变频器、电机驱动器、逆变器、电力调节器等。
具体应用包括:- 工业应用:工厂自动化设备、电机驱动、电焊机等。
- 交通运输:电动汽车、高速铁路、电动船舶等。
- 可再生能源:太阳能发电、风力发电等。
- 家电产品:空调、冰箱、洗衣机等。
5. IGBT的优势和劣势- 优势:- 高电压能力和低导通压降,适用于高功率应用。
- 高开关速度,适用于高频应用。
- 控制极输入电流小,功耗低。
- 结构简单,制造工艺成熟。
- 劣势:- 由于结构特殊,IGBT的开关损耗较大。
ZX7逆变焊机工作原理

电焊机之IGBT系列焊机工作原理2009-09-21 20:15:09 作者:来源:互联网浏览次数:0 文字大小:【大】【中】【小】简介:一、功率开关管的比较常用的功率开关有晶闸管、IGBT、场效应管等。
其中,晶闸管(可控硅)的开关频率最低约1000次/秒左右,一般不适用于高频工作的开关电路。
1、效应管的特点:场效应管的突出优点在于 ...一、功率开关管的比较常用的功率开关有晶闸管、IGBT、场效应管等。
其中,晶闸管(可控硅)的开关频率最低约1000次/秒左右,一般不适用于高频工作的开关电路。
1、效应管的特点:场效应管的突出优点在于其极高的开关频率,其每秒钟可开关50万次以上,耐压一般在50 0V以上,耐温150℃(管芯),而且导通电阻,管子损耗低,是理想的开关器件,尤其适合在高频电路中作开关器件使用。
但是场效应管的工作电流较小,高的约20A低的一般在9A左右,限制了电路中的最大电流,而且由于场效应管的封装形式,使得其引脚的爬电距离(导电体到另一导电体间的表面距离)较小,在环境高压下容易被击穿,使得引脚间导电而损坏机器或危害人身安全。
2、IGBT的特点:IGBT即双极型绝缘效应管,符号及等效电路图见图11.1,其开关频率在20KHZ~30KHZ 之间。
但它可以通过大电流(100A以上),而且由于外封装引脚间距大,爬电距离大,能抵御环境高压的影响,安全可靠。
一、场效应管逆变焊机的特点由于场效应管的突出优点,用场效应管作逆变器的开关器件时,可以把开关频率设计得很高,以提高转换效率和节省成本(使用高频率变压器以减小焊机的体积,使焊机向小型化,微型化方便使用。
(高频变压器与低频变压器的比较见第三章《逆变弧焊电源整机方框图》。
但无论弧焊机还是切割机,它们的工作电流都很大。
使用一个场效应管满足不了焊机对电流的需求,一般采用多只并联的形式来提高焊机电源的输出电流。
这样既增加了成本,又降低了电路的稳定性和可靠性。
逆变电焊机原理及图纸

逆变触发电路图:脉冲及时序板原理图:IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
DC/AC逆变器的制作-------------------------------------------------------------------------------- 江苏电子网QQ:99296827这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)图3这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
图4由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
IGBT系列焊机工作原理
IGBT系列焊机工作原理IGBT(Insulated Gate Bipolar Transistor)系列焊机是一种电力电子元件,可以在高电压和高电流的条件下进行开关操作。
它结合了金属氧化物半导体场效应管(MOSFET)和双极晶体管(Bipolar Transistor)的优点,具有高输入阻抗、低输出阻抗、低开通电流和低饱和电压的特点。
IGBT系列焊机广泛应用于工业制造、电力系统和交通运输等领域。
在运行过程中,当输入信号与控制信号匹配时,IGBT芯片的通道会打开,高电压和高电流可以通过IGBT芯片。
与此同时,当输入信号和控制信号不匹配时,IGBT芯片的通道会关闭,最小电流只能流过。
IGBT芯片的主要功能是控制电流的流动和电压的变化。
当控制信号为高电平时,IGBT芯片的通道将打开,电流可以流过。
当控制信号为低电平时,IGBT芯片的通道将关闭,电流流动被阻断。
门极驱动电路的作用是将控制信号转换为能够控制IGBT芯片的驱动信号。
它可以提供足够的电压和电流来打开和关闭IGBT芯片的通道。
同时,门极驱动电路还负责保护IGBT芯片免受过电压和过电流的损害,以确保焊机的稳定运行。
电源电路为焊机提供电源能量,使得焊机能够正常工作。
电源电路将来自电网的变压器产生的低压交流电转换为高压直流电,以满足焊接过程中的能量需求。
控制电路是焊机的核心部分,负责生成控制信号并控制整个焊机的工作过程。
它可以根据焊接材料和焊接需求的不同,调整电流和电压的大小,以实现焊接过程中的自动控制和调节。
总之,IGBT系列焊机通过IGBT芯片、门极驱动电路、电源电路和控制电路的协同工作,实现对电流和电压的精确控制和调节,确保焊机稳定、高效地运行。
它具有体积小、重量轻、能耗低、效率高、可靠性强等优点,被广泛应用于各个行业的焊接工程中。
逆变电焊机原理图的讲解
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor FieldEffect Transistor (金属氧化物半导体场效应管)的缩写。
通俗易懂讲解IGBT的工作原理和作用

通俗易懂讲解IGBT的工作原理和作用IGBT(Insulated Gate Bipolar Transistor)即绝缘栅双极晶体管,是一种常用的功率半导体器件,具有高电压、高电流和高开关速度的特点。
它广泛应用于交流调速、电源逆变、电机驱动等领域,具有重要的作用。
本文将通俗易懂地介绍IGBT的工作原理和作用。
一、IGBT的工作原理IGBT是由N沟道型MOS(Metal Oxide Semiconductor)场效应晶体管与PNP型双极晶体管组成。
它结合了MOSFET和双极晶体管的优点,在导通时具有较低的导通压降,而在关断时具有较高的击穿电压。
其工作原理如下:1. 导通状态:在IGBT导通状态下,当控制电压Ugs大于门极阈值电压Uth时,N沟道型MOSFET处于导通状态,形成通道,电流可以从集电极到源极流动。
由于N沟道型MOSFET的导通电阻较小,因此导通时的压降很小。
2. 关断状态:当控制电压Ugs小于门极阈值电压Uth时,N沟道型MOSFET无通道,不导电,IGBT进入关断状态。
此时,通过控制电压Uce(集电-发射极电压)可以实现IGBT的关断。
由于PNP型双极晶体管的存在,即使在较高的Uce下,IGBT也能承受较高的电压。
IGBT的工作原理可以用一个自锁开关的例子来解释。
N沟道型MOSFET相当于自锁开关的门锁,控制门锁的状态可以实现导通和关断;PNP型双极晶体管相当于自锁开关的钥匙,即使是在关断状态下,只要插入钥匙(提供较高的Uce),开关仍然可以打开。
二、IGBT的作用IGBT作为一种高性能的功率开关器件,其作用主要体现在以下几个方面:1. 电流调节:IGBT能够调节高电压和高电流,广泛应用于交流调速和电源逆变等领域。
在交流调速中,IGBT可以根据输入信号的变化,控制电机的转速和输出功率。
2. 电源逆变:IGBT可实现DC/AC逆变,将直流电源转换为交流信号,用于交流电源转换、逆变焊机等领域。
IGBT工作原理
IGBT工作原理1. 概述IGBT(Insulated Gate Bipolar Transistor)是一种高性能功率半导体器件,常用于功率电子应用中。
它结合了MOSFET的高输入电阻和BJT的低导通压降,具有低开关损耗和高开关速度的优点。
本文将详细介绍IGBT的工作原理及其关键特性。
2. IGBT结构IGBT由三个主要部分组成:N型衬底(N-Substrate)、P型衬底(P-Substrate)和N型区(N-Region)。
N型衬底和P型衬底之间的结构形成一个PN结,而N型区则是在P型衬底上面形成的N型区域。
在N型区和P型衬底之间,有一个绝缘层(Insulation Layer),用于隔离N型区和P型衬底。
IGBT的控制端是一个栅极(Gate),用于控制器件的导通和截止。
3. IGBT工作原理当栅极电压低于阈值电压时,IGBT处于截止状态。
此时,N型区和P型衬底之间的PN结会形成一个反向偏置,导致整个器件处于高阻状态,几乎不导电。
当栅极电压高于阈值电压时,IGBT处于导通状态。
此时,栅极电压会引起N型区中的电子和空穴重新分布,形成一个导电通道。
这个导电通道将允许电流从N 型区流向P型衬底,使得整个器件导通,电流可以通过。
IGBT的导通状态可以看作是由MOSFET和BJT两个晶体管组成的结合体。
当栅极电压高于阈值电压时,栅极电压会控制N型区的导电通道,类似于MOSFET。
而当电流通过器件时,P型衬底中的正空穴会进一步注入N型区,形成一个PNP型的双极晶体管,类似于BJT。
这种组合结构使得IGBT具有低导通压降和高开关速度的特性。
4. IGBT关键特性4.1 阈值电压(Vth)阈值电压是指栅极电压高于该值时,IGBT开始导通。
它是一个重要的参数,可以影响IGBT的开关特性和损耗。
通常,较低的阈值电压意味着更容易控制IGBT的导通和截止。
4.2 饱和电压(Vce(sat))饱和电压是指在IGBT导通时,集电极和发射极之间的电压降。
IGBT工作原理

IGBT工作原理概述:IGBT(Insulated Gate Bipolar Transistor)是一种高压、高电流功率开关器件,广泛应用于电力电子领域。
本文将详细介绍IGBT的工作原理,包括结构、工作模式和特性分析。
一、结构:IGBT由PNP型晶体管和NPN型晶体管组成,两个晶体管共享一个N型区域,中间被一个绝缘层隔开。
晶体管的结构使得IGBT既具有MOSFET的高输入电阻特性,又具有Bipolar Transistor的高电流承载能力。
二、工作模式:1. 关断状态:IGBT的控制极(Gate)施加负电压,使得P型区域与N型区域之间形成反向偏置,导致晶体管的PN结截断,IGBT处于关断状态。
2. 开通状态:IGBT的控制极施加正电压,形成正向偏置,使得P型区域与N型区域之间形成导通通道。
此时,通过控制极的电流可以控制IGBT的导通和截断。
三、工作原理:1. 开通过程:当控制极施加正电压时,形成正向偏置,P型区域的空穴和N型区域的电子会相互扩散并重新组合,形成导通通道。
同时,由于控制极的电流非常小,所以可以忽略控制极的电流对导通过程的影响。
因此,IGBT的导通主要由两个PN结之间的电压来决定。
2. 关断过程:当控制极施加负电压时,形成反向偏置,导致PN结截断。
此时,由于控制极的电流非常小,所以可以忽略控制极的电流对截断过程的影响。
因此,IGBT的截断主要由两个PN结之间的电压来决定。
四、特性分析:1. 低开通电压降:IGBT的开通电压降(VCEsat)非常低,通常在1-2V之间。
这意味着在导通状态下,IGBT可以承受较低的功耗。
2. 高电流承载能力:由于IGBT具有双极型晶体管的结构,因此具有较高的电流承载能力。
普通来说,IGBT的电流承载能力可达几百安培至几千安培。
3. 快速开关速度:IGBT的开关速度较快,通常在数十纳秒至几微秒之间。
这使得IGBT在高频率应用中具有优势。
4. 温度敏感性:IGBT的导通电压降和截断电压升会随着温度的变化而变化。
IGBT模块在弧焊逆变电源中的原理和应用

IGBT模块在弧焊逆变电源中的原理和应用IGBT模块在弧焊逆变电源中的原理和应用作者:微叶科技时间:2015-05-29 10:20在焊接设备中,按焊接热源原理的不同,电焊机可分为电弧焊机和电阻焊机两种基本类型。
电弧焊机是利用电弧产生的热量,在金属结合处将金属熔化而实现焊接的。
电阻焊机是有强电流通过金属结合处,利用接触电阻产生热量将金属速熔,并加压而实现焊接的。
本章仅介绍电弧焊机中的直流弧焊逆变焊机(也称为弧焊逆变电源)。
弧焊逆变电源采用的开关功率器件有SCR、GTR、MOSFET和IGBT 等,表 1给出了SCR、GTR、MOSFET和IGBT弧焊逆变电源性能的比较。
从表 1可以看出,IGBT弧焊逆变电源在性能上具有较大的优势。
表1 SCR、GTR、MOSFET和IGBT弧焊逆变电源性能的比较一焊接电弧的电特性1.焊接电弧的电特性1)焊接电弧的静特性在电弧长度L 稳定的情况下,电弧电压Ud与电弧电流Id之间的关系,即Dd=f(Id)。
称为焊接电弧的静特性,如图 1所示。
图 1中的焊接电弧的静特性曲线可分为三个区域:I区一一在电弧电流较小时,电弧电压随电弧电流的增加而下降,电弧静特性呈下降特性。
由于下降段电弧燃烧不稳定,一般不在下降段进行焊接。
II区一一随着电弧电流的继续增加,电弧电压基本不变,电弧静特性为平特性。
焊条电弧焊、埋弧焊、等离子弧焊等多数焊接方法工作于平段。
III区——当弧焊电流较大时,电弧电压随电弧电流的增加而上升,电弧静特性为上升特性。
少数焊接方法,如熔化极气体保护焊、水下焊接等工作在上升段。
在电弧长度不同时,电弧电压随电弧长度的增加而上升,如图1所示(L2>L1)。
所以,在电源电压恒定的情况下,电弧长度的过分增加会导致断弧。
2)弧焊电源的外特性在弧焊机规定运行范围内,弧焊电源的输出电压的稳态值UDO与输出电流的稳态值IDO之间的关系,即UDO=f(IDO),,称为弧焊电源的外特性。
igbt焊机工作原理

igbt焊机工作原理
IGBT焊机工作原理简介
IGBT焊机是一种采用绝缘栅双极型晶体管(Insulated Gate Bipolar Transistor,简称IGBT)作为功率开关元件的焊接设备。
它具有高速开关、低开关损耗、温度稳定性好等优势,可以实现高效率、高质量的焊接操作。
IGBT焊机的工作原理如下:当焊接电流被应用于工作环路时,控制电路将电流引导到IGBT开关管。
开关管的门控极电压控
制了开关的导通和截止。
当门控极电压达到一定值时,开关管开始导通,允许电流通过。
一旦电流通过开关管,它将流经焊接电极,形成焊接电弧。
IGBT焊机利用开关管的导通和截止状态来控制焊接电弧的存
在和消失,实现焊接过程的控制。
控制电流可通过调整开关管的门控极电压和电流来实现。
这种控制方式可以保持电弧稳定,获得恒定的焊接电流和熔化池。
另外,IGBT焊机还使用了逆变器技术,将直流电源转换为高
频交流电源,使得焊接电流频率达到几十kHz甚至更高。
这
种高频率电流可以更好地控制熔化池的形状和深度,从而实现更精细的焊接操作。
总的来说,IGBT焊机利用IGBT开关管的导通和截止状态,
通过门控极电压和电流的控制,将电流引导到焊接电极,形成焊接电弧。
通过逆变器技术,实现高频率的交流电源输出,从而实现高效率、高质量的焊接操作。
igbt电焊机原理
igbt电焊机原理
IGBT电焊机原理是通过使用绝缘栅双极晶体管(IGBT)作为功率开关器件来实现电弧焊接的过程。
IGBT是一种功能强大
的半导体器件,结合了MOSFET和双极晶体管(BJT)的优点,能够提供高电压、高电流和快速开关速度。
IGBT电焊机的工作原理可以分为三个主要的阶段:起弧、焊
接和熄弧。
在起弧阶段,电焊机通过提供足够的电压和电流来点燃电弧。
在这个阶段,控制电路会将低电压高频信号转换成高电压、高频率的信号,并通过高压发生器将其提供给电极,使电弧形成。
同时,IGBT作为功率开关器件,将电流传递给电弧,并保持
电焊机的工作状态。
在焊接阶段,通过加大电压和电流来提供所需的焊接功率。
控制电路会根据焊接需要调整输出电流和电压,以确保焊接质量。
IGBT作为高功率开关器件,能够在不同的电压和电流条件下
准确地控制焊接过程,使焊接效果达到最佳状态。
在熄弧阶段,电焊机会在焊接完成后断开电弧。
控制电路会减小输出电流和电压,并逐渐减小至零。
IGBT作为功率开关器件,能够迅速关闭电焊机的电路,实现熄灭电弧的目的。
总体上,IGBT电焊机利用IGBT作为功率开关器件,通过控
制电路提供合适的电压和电流来实现电焊过程。
这种原理使得电焊机具有高效、稳定和可靠的性能,适用于各种焊接应用。
IGBT系列焊机工作原理
IGBT系列焊机工作原理IGBT系列焊机是一种采用混合集成技术的新型焊接设备。
IGBT (Insulated Gate Bipolar Transistor)是绝缘栅双极晶体管的英文缩写,是一种功率器件,它将MOSFET的控制特性和双极晶体管的低饱和压降特性结合在一起。
在焊机中,IGBT晶体管被用作开关,用于控制电压和电流以实现焊接过程。
IGBT系列焊机的工作原理如下:1.电源输入:将交流电信号输入到焊机中。
交流电通常通过整流电路进行整流,将其转换为直流电。
2.控制系统:焊机的控制系统会监测和控制焊接过程中的电流和电压。
这些参数的变化需要根据焊工的需求进行相应的调整。
3.逆变器:逆变器是焊机的关键组成部分,它将直流电转换为高频交流电。
逆变器通常由IGBT晶体管组成,逆变器的工作频率通常在20kHz到100kHz之间。
逆变器将直流电转化为高频交流电,通过变压器进行降压或升压。
4.变压器:变压器用于调整逆变器输出的电压和电流。
逆变器输出的高频交流电首先通过变压器升压,然后经过整流电路将其转换为直流电。
5.电极:电极将输出的直流电送到焊接部位。
电极的设计可以根据焊接需求进行调整,以保持适当的接触和压力。
当电极接触到焊接部位时,电流会通过工件流动,并且会产生热量。
6.焊接过程:焊接过程中,通过电流的流过和电阻的产生,将电能转化为热能。
工件的材料在高温下熔化,并形成焊点。
焊点的形成需要根据工件材料和焊接需求进行合理的控制。
7.保护系统:焊接过程中,IGBT系列焊机通常配备有多种保护系统,以确保设备和焊工的安全。
这些保护系统可以监测电流,电压,温度等参数,并在异常情况下自动切断电源。
IGBT系列焊机工作原理主要包括电源输入、控制系统、逆变器、变压器、电极、焊接过程和保护系统。
通过这些步骤,焊机能够将输入的电能转化为高温,实现焊接的过程。
IGBT晶体管的特性使得焊机在焊接过程中具有更高的效率和更稳定的性能。
同时,保护系统可以确保焊机在工作过程中不会对焊工和设备造成损害。
逆变电焊机原理图的讲解_secret

逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性 这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子 1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)图3 这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
图4 由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
MOS场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
图5 MOS 场效应管也被称为MOS FET,既Metal Oxide Semiconductor Field Effect Transistor(金属氧化物半导体场效应管)的缩写。
电焊机之IGBT系列焊机工作原理

电焊机之IGBT系列焊机工作原理逆变电焊机的基本工作原理: 逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。
是将工频(50Hz)交流电,先经整流器整流和滤波变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT),逆变成几kHz~几十kHz的中频交流电,同时经变压器降至适合于焊接的几十V电压,再次整流并经电抗滤波输出相当平稳的直流焊接电流。
其变换顺序可简单地表示为: 工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。
即为:AC→DC→AC→DC 因为逆变降压后的交流电,由于其频率高,则感抗大,在焊接回路中有功功率就会大大降低。
所以需再次进行整流。
这就是目前所常用的逆变电焊机的机制。
逆变电源的特点:弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。
因为变压器无论是原绕组还是副绕组,其电势E与电流的频率f、磁通密度B、铁芯截面积S及绕组的匝数W有如下关系:E=4.44fBSW 而绕组的端电压U近似地等于E,即: U≈E=4.44fBSW 当U、B确定后,若提高f,则S减小,W减少,因此,变压器的重量和体积就可以大大减小。
就能使整机的重量和体积显着减小。
还有频率的提高及其他因素而带来了许多优点,与传统弧焊电源比较,其主要特点如下: 1.体积小、重量轻,节省材料,携带、移动方便。
2.高效节能,效率可达到80%~90%,比传统焊机节电1/3以上。
3.动特性好,引弧容易,电弧稳定,焊缝成形美观,飞溅小。
4.适合于与机器人结合,组成自动焊接生产系统。
5.可一机多用,完成多种焊接和切割过程。
逆变电焊机原理图地讲解
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069图3构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor Field EffectTransistor (金属氧化物半导体场效应管)的缩写。
IGBT的工作原理和工作特性

IGBT的工作康理和工作特ftIGBT的开关作用是通过加正向柵极电压形成沟道,给PNP晶体管提供基极电说,使IGBT导通。
反之,H反向D板电压消除沟道,浹过反肖基根电if, ft IGBT关断。
IGBT的驱动方法和MOSFET基本相同,只需輕制输人极N -沟道MOSFET, 所以貝有高输入皿抗特性。
当M OSFET的沟道形底后,从P+基极注人到N-层的空兀(少子),对N-层进行电导调耳, 城小N —层的电讯,® IGBT在高电压时,也貝有低的通态电压。
IGBT曲工作特性包招静奈和动矗两类:1.静去特性IGBT的静态特牲壬要有伏安特牲、转杨将性棚开关特性。
IGBT的伏安特性是惰以讯源电压Ugs为参变量时,演板电滾与HJI极电压之间的关系曲线。
输出漏机电流比受柵淪电压Ugs的控M, Ugs越髙,Id毬大。
它与GTR的输出特牲相仏也可什为饱和区1、放大区2和击穿特住3部什。
在彼止状态下的IGBT, 正向电压由J2结承担,反向电压由J1结承担。
如果无N+缓冲区,剧正反向讯断电压可以似別同样水平,加人N+媛冲区后,反向关撕电压只能达月几十伏水平,因此眼制了IGBT的某些应用国。
IGBT的转密特性是惰输出漏板电流Id与冊源电压Ugs之间的关系曲线。
它与MOSFET的转粽特性相同,当卅源电压小于开启电压Ugs(th)旳,IGBT处于关断状态。
在IGBT导通后的大册什漏檢电潼田,Id与U°s呈线性关系。
最高柵源电压受最大漏机电渝眼制,其最佳値一般取为15V左右。
IGBT的开关特性是指漏板电流与漏源电压之间的关系。
IGBT处于导通态旳,由于它的PNP晶体管为宽基区晶体管,斯以其B值根低。
尽管等效电路为这M顿给枸,個通过MOSFET的电说成为IGBT总电流的主要部分。
此时,通态电压U ds(on) «J用下式表示:Uds(on) = Uj1 +Udr + ldRoh (2-14)式中Uj1—JI结的正向电压,其值为0.7-IV;Udr一扩展电Pfl Rdr ±的压降;Roh一沟谊电阳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊机之IGBT系列焊机工作原理
逆变电焊机的基本工作原理:
逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。
是将工频(50Hz)交流电,先经整流器整流和滤波变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT),逆变成几kHz~几十kHz的中频交流电,同时经变压器降至适合于焊接的几十V电压,再次整流并经电抗滤波输出相当平稳的直流焊接电流。
其变换顺序可简单地表示为:
工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。
即为:AC→DC→AC→DC
因为逆变降压后的交流电,由于其频率高,则感抗大,在焊接回路中有功功率就会大大降低。
所以需再次进行整流。
这就是目前所常用的逆变电焊机的机制。
逆变电源的特点:弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。
因为变压器无论是原绕组还是副绕组,其电势E与电流的频率f、磁。