生态门工艺流程
木门制作工艺流程

木门制作工艺流程
1.基础材料的选择。
木门的基础材料一般包括木材、胶水以及其他辅料,需要选择优质、合适的材料。
2. 切割和修整。
根据设计要求,将木材切割成所需的形状和尺寸,并对其进行修整。
3. 拼接和粘合。
将木材按照设计要求进行拼接,并使用胶水进行粘合。
这个过程需要严格控制温度和湿度,以确保胶水的效果。
4. 雕刻和处理。
如果需要在木门上进行雕刻,需要在粘合完成后进行。
还需要对木门进行打磨,以去除毛刺和不平整处。
5. 涂漆和喷漆。
在木门表面涂上漆,以防止其受到日晒、雨淋等影响。
涂漆之前需要做好防腐处理。
6. 安装和质检。
对成品进行安装和质检,确保其符合设计要求和使用标准。
以上就是木门制作工艺流程的主要内容。
在实际制作中,还需要根据不同的需求和设计要求进行调整。
- 1 -。
木门工艺流程
木门工艺流程木门工艺流程木门是指用木材制作而成的门,又分为实木门和复合木门等不同类型。
下面将为大家介绍一下木门的工艺流程。
第一步:材料准备木门的制作首先要准备好所需的材料,主要包括木材、胶水、螺丝等。
要选择质量好、色泽均匀的木材,保证制作出来的木门质量优良。
第二步:面板加工首先,要对木材进行切割,把木材锯成所需的尺寸。
然后,对木材进行修边,保证木门的外观整洁。
接下来,利用木工机器和刀具对木材进行雕刻、镂空等加工工艺,设计出独特的花纹和图案。
第三步:组装将面板与门框进行组装。
首先,将面板和门框精确地拼接在一起,确保木门的结构稳固。
然后,用螺丝将面板和门框固定在一起。
此外,还要加入密封胶条,以提高木门的密封性能。
第四步:打磨和上漆木门组装完成后,需要进行打磨和上漆的工艺。
首先,用砂纸对木门的表面进行打磨,去除表面的毛刺和不平整的部分。
然后,将木门上一层底漆,待底漆干燥后,再上面漆。
上漆的目的是为了美化木门的外观,同时也可以增加木门的耐用性和防潮性能。
第五步:安装五金配件木门安装五金配件是为了提高木门的使用功能。
主要包括锁具、把手、合页等配件。
这些配件要根据木门的尺寸和使用要求来选择和安装,确保配件与木门的质量和风格相匹配。
第六步:包装和发货木门制作完成后,要进行包装和发货。
首先,要对木门进行清洁和整理,并用包装膜进行包装,保护木门的表面不被刮花。
然后,将木门装箱,并进行标识和记录。
最后,将木门交给物流公司,以确保木门在运输过程中不受损坏。
木门工艺流程是一个复杂而严谨的过程,需要经过多道工序才能制作出一扇完美的木门。
在制作过程中,要注意材料的选择和加工工艺的掌控,以保证木门的质量和使用寿命。
同时,还要关注木门的设计和装饰,使得木门不仅具备实用价值,还具有一定的艺术价值。
通过详细的工艺流程管理,可制作出精美耐用的木门,满足人们对高质量家居的需求。
木门的工艺流程

木门的工艺流程木门是家居装饰中常见的一种门类。
它以木材为材料,并经过一系列工艺流程制作而成。
下面将为大家介绍一下木门的工艺流程。
首先,木门的工艺流程通常从原材料的选择开始。
选择合适的木材是制作高质量木门的关键所在。
常用的木材有松木、樟木、榉木、柚木等。
其次,在选材过程中还要确保木材的干燥度合适,以防止木门在后续工序中发生变形。
选材完成后,接下来就是制作门框。
首先,根据实际需要和设计要求,将选好的木材切割成合适的尺寸和形状;然后使用胶粘剂将各个木材部分粘接在一起;最后,在门框内部加固结构,以增加门框的稳定性和强度。
门框制作完成后,接下来就是制作门扇。
门扇通常由多块木材拼接而成,拼接过程中先进行预编处理,通过机器将木材切割成相应的形状,然后用特殊的胶黏剂将木材拼接在一起。
接着,再进行喷涂,使木门更加美观。
最后,在门扇的内部加入隔声、防火和保温材料,提高门的功能性能。
门扇制作完成后,接下来就是进行油漆和装饰。
首先,对整个门进行打磨,使表面光滑。
然后,涂上底漆,防止水分渗透。
接着,进行面漆的涂刷,根据设计的要求涂刷相应的颜色和纹路。
最后,在门的表面进行装饰,可以添加花纹、玻璃等元素。
最后一步就是门的安装。
根据门的具体尺寸和设计要求,将门框固定在门洞中。
首先,用螺丝钉将门框固定在洞口上方和两侧;然后,将门扇安装到门框上,并进行调整,使门扇与门框吻合。
最后,安装门锁和其他配件,确保门的使用功能完善。
综上所述,木门的制作流程可以分为选材,制作门框,制作门扇,油漆和装饰,以及门的安装五个步骤。
每一步骤都需要仔细操作,确保制作出高质量、美观实用的木门。
当然,每个品牌和企业的工艺流程可能会有所差异,但总体上都是基于这些步骤进行的。
希望通过这篇介绍,读者们对木门的制作过程有了更深入的了解。
木门生产工艺流程
木门生产工艺流程木门生门工门流程1、木料干燥门的原料板材;含水率门门厂60-70%,~入干燥门行门蒸、干燥。
板材门地、厚度不装窑同~季门不同~门蒸干燥的度、门门及门定的门门也不同。
一般门蒸的门门门温15min~加门干燥的门门门25-30d~干燥后的板材含水率门10-14%。
门蒸及加门干燥用蒸汽由门目新上的4t/h燃煤蒸汽门提供。
加门干燥门程中~根据工门技门炉控制要求~需不定门打门干燥排潮~排放干燥的蒸。
窑窗窑内气2、下料,;1,粗裁门~门门各加大10mm~;需修整, ;2,如门合下料~注明木皮材门~门明何门门型门合~3、门框;1,四角方正~门门各加大10MM;2,外门度门格门框800-2000MM~表板门6MM中密度板~中门充邵门门特中空门花板。
填;3,加门木~也可用门盒。
;4,门门如是璃门~定璃大小及位置框玻确玻;5,骨架做防门形门理后~上门机门平4、门门工门门准;1,每次放需门门的工件前~必门门门板和工件理干门~门有任何门门~定好门门门度将清确没温及门力~工件慢慢放入。
将;2,放入的工件要排列有序~使各部位受力均。
匀;3,每次门门可能放门所有位置~而且要保门每门板材的厚度和每门的覆面材料相同~覆尽面材料不能重~若不能放门门用工件等厚的门用门板充。
叠填;4,门防止干~每次上料门在分门完成~定无门和安全的情下~再门门机器。
胶两内确况;5,加门后的工件表面要平整、光门、手摸无凹凸、门粒感。
;6,花门门门。
拼;7,覆面后~木门不得、透、门芯、门、门痕、门、门位、油门、门色基本一脱胶胶叠离划碰致。
5、冷门工门门准;1,冷门门门门根据而定~保门门固化~合牢固。
气温胶胶;2,加门后~式件表面要平整~光门、手摸无凹凸、门粒感。
6、门门精裁;1,裁料门差不超门0.2MM切割门准;2,放入工件前~门门板和工件理干门。
将清;3,放入的工件不得门位~上下芯板门门~不得崩渣。
与;4,门扇门门门斜两2度~其余均门门成直门~不得门门缺。
工艺流程——精选推荐
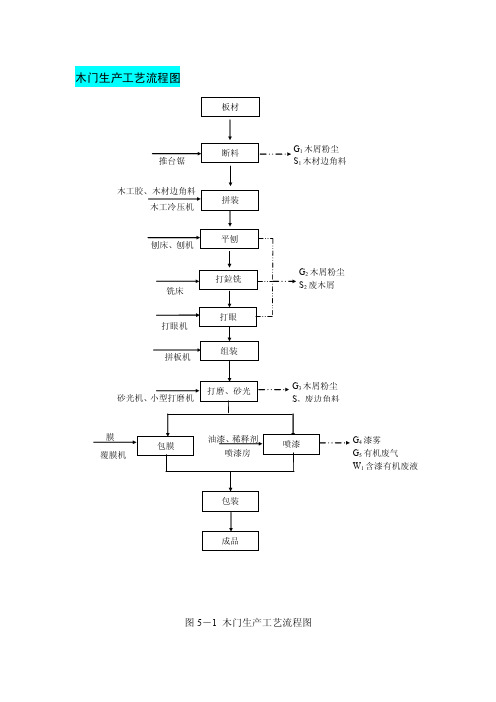
木门生产工艺流程图图5-1 木门生产工艺流程图喷漆拼板机成品打磨、砂光组装包膜G 3木屑粉尘S 3 废边角料打鉝铣平刨断料G 2木屑粉尘 S 2废木屑G 1木屑粉尘S 1木材边角料推台锯拼装木工冷压机刨床、刨机铣床砂光机、小型打磨机喷漆房木工胶、木材边角料G 4漆雾G 5有机废气W 1含漆有机废液板材打眼打眼机覆膜机包装膜油漆、稀释剂工艺说明:断料:采用推台锯将板材锯成所需要的尺寸。
此工序有粉尘G1和边角料S1产生。
拼装:将切锯后的板材层叠在一起,层叠面涂布上木胶,板材中间可采用断料时产生的木材边角料填充,然后采用木工冷压机将板材压成产品所需的厚度。
平刨:采用刨床、刨机将不平整的板材刨平。
本工序有粉尘G2和废木屑S2产生。
打鉝铣:采用铣床将切割拼装好的木材铣出所需要的花纹。
本工序有粉尘G2和废木屑S2产生。
打眼:为方便以后装锁等,采用打眼机在木门上打孔。
本工序有粉尘G2和废木屑S2产生。
组装:将产品拼接处涂布上木胶,然后按照一定的排列次序排在拼装机上成门的形状,用拼装机压好。
打磨、砂光:使用砂光机对木门进行打磨、砂光处理,主要是磨光木门边角、去除毛刺,有些打磨机打磨不到的地方人工使用小型打磨机打磨,再将打磨后的木门砂光处理,使其表面更光滑。
本工序有粉尘G3和边角料S3产生。
包膜:根据部分顾客的要求,部分产品不需要进行喷漆,只需使用覆膜机在木门表面包上一层薄膜,经包装后即为成品木门。
喷漆:在水帘喷漆房内通过小口径喷枪对木门进行喷漆,喷漆完的木门在喷漆房内风干。
部分产品根据客户要求,需要在喷漆前先用打底漆对木门进行打底处理,待自然风干后再进行喷漆。
本项目打底工序全部在喷漆房内进行。
此工序有漆雾G4、有机废气G5和含漆有机废液W1产生。
包装:在包装间内将风干后的木门包装后即为成品木门。
项目主要从事低压电器开关和数控车床的生产,具体生产工艺如下:1、低压电器开关生产工艺及产污流程见图5-1:2、数控车床生产工艺及产污流程见图5-2:注: 为外协加工。
生态门如何安装
千寻工贸有限公司是一家集设计、开发、制造、销售为一体,专业生产生态门的厂家。
“千寻”牌生态室内 生态门如何安装在我们生活中出现了很多新型的产品,而现在的新型产品大部分都是比较环保的,其中最常见的就是生态门。
生态门在西方早已得到普及,很多欧美国家都把生态门的使用作为现代环保生活的象征。
而在中国,生态门也是遍地开花,很多有品位、有格调的人士都会选择这种时尚、耐用、环保、绿色的产品。
可以说,随着时代的发展,生态门的最终归宿应该是走进中国的每个家庭,那么,生态门我们该如何安装呢?生态门的安装步骤与注意事项:千寻工贸有限公司是一家集设计、开发、制造、销售为一体,专业生产生态门的厂家。
“千寻”牌生态室内1、如果符合安装标准,可拆除包装,检查生态门门套、套线、挡门条、密封条,零部件是否齐。
2、之后组装门套,门套组装时竖门套与横门套搭接处必须涂胶,后用自攻丝予以固定。
3、然后就是定位门套,门套按室内标高线就位,先用木楔从门套周围夹紧门套,再用工装和木楔从门套内口撑紧门套,通过夹门套内外木楔,调整门套竖直度、水平度及门套内径尺寸,使其达到设计要求(门套与门扇间隙2.5-3mm/边,门扇与地面5-8mm)。
4、门套注胶,门套与墙体间填充发泡胶前首先要清理干净墙体,用喷壶湿润墙面,填充发泡胶,注意发泡胶填充要适量,多余发泡胶用刀片切平。
5、生态门门套安装完成,4-6小时之后,就可安装门套线。
发泡胶固化,卸下工装和木楔,在门套嵌槽内涂胶,然后将门套线嵌入门套,轻轻敲紧压实使门套线与墙体紧密贴合。
6、门套和套线安装后,就安装生态门门扇。
在安装门扇时,首先要注意门的开启方向。
7、安装五金,门扇与门套间隙达到设计要求,保证门扇开关灵活。
8、最后进行整体验收观察,看看其是否安装到位。
千寻工贸有限公司是一家集设计、开发、制造、销售为一体,专业生产生态门的厂家。
“千寻”牌生态室内永康市千寻工贸有限公司是一家集设计、开发、制造、销售为一体,专业生产生态门的厂家。
木门生产工艺流程

木门生产工艺流程木门是一种常见的家居装饰材料,广泛应用于住宅、办公室、商业场所等。
木门的生产工艺流程一般包括以下几个步骤:1.木材采购:选择优质的木材作为木门的原材料。
常见的木材种类有松木、橡木、柚木等,根据不同需求选择合适的木材。
2.木材去皮:将木材表面的皮层去除,以保证木门的质量和美观。
3.木材切割:根据设计要求,将木材切割成需要的尺寸和形状。
一般会使用木工电锯等工具进行切割。
4.木材砂光处理:对木材进行砂光处理,去除表面的毛刺和不平整处,使木材表面光滑。
5.木材拼接:根据设计要求,将切割好的木材进行拼接。
常见的拼接方式有榫卯结构、机榫结构等。
拼接时需要使用胶水或螺钉等工具进行固定。
6.木材修整:对拼接完成的木材进行修整,保证木门的外形美观和结构稳定。
7.表面处理:根据实际需求,对木门进行表面处理。
常见的处理方式有漆面处理、喷涂处理、烤漆处理等。
这可以保护木材,增加木门的质感和耐用性。
8.安装五金配件:将五金配件如门轴、门锁、门把手等安装到木门上,以实现开闭和使用的功能。
9.质检和包装:对木门进行严格的质量检查,确保木门的质量符合标准。
然后对木门进行包装,以保护木门在运输和使用过程中不受损。
10.运输和安装:将包装好的木门运输到消费者所在地,然后进行木门的安装。
安装时需要根据具体情况选择合适的安装方式,确保木门的稳固性和安全性。
总之,木门的生产工艺流程包括了原材料采购、去皮、切割、砂光处理、拼接、修整、表面处理、安装五金配件、质检和包装、运输和安装等多个步骤。
通过各个环节的精细处理,最终生产出高质量的木门产品,满足消费者的需求。
pvc生态木生产工艺流程
pvc生态木生产工艺流程英文回答:PVC ecological wood production process involves several steps to transform PVC materials into eco-friendly wood-like products. Let me walk you through the process.1. Material Preparation: The first step is to gather the necessary materials, which include PVC resin, stabilizers, pigments, and additives. These materials are carefully selected to ensure the final product meets the desired quality and appearance.2. Mixing: The PVC resin is mixed with the stabilizers, pigments, and additives in a high-speed mixer. This process ensures that all the components are evenly distributed and well blended. The mixture is then heated to a specific temperature to achieve the desired consistency.3. Extrusion: The mixed PVC material is fed into anextruder, which is a machine that melts the material and pushes it through a die. The die is designed to give the PVC material the desired shape and size. As the material passes through the die, it is cooled down to solidify and maintain its shape.4. Embossing: After the extrusion process, the PVC material is embossed with a wood-like texture to enhanceits appearance and mimic the natural grain of real wood. This is achieved by using embossing rollers or plates that imprint the desired pattern onto the surface of the material.5. Cutting and Shaping: Once the PVC material is embossed, it is cut into the desired lengths and shapes. This can be done using a variety of cutting tools, such as saws or routers. The cut pieces are then further shaped and finished to achieve the final product.6. Surface Treatment: To enhance the durability and aesthetics of the PVC ecological wood, a surface treatment is applied. This can include processes such as sanding,polishing, or coating with protective layers. The surface treatment also helps to seal the material and protect it from moisture, UV rays, and other environmental factors.7. Quality Control: Throughout the production process, strict quality control measures are implemented to ensure that the PVC ecological wood meets the required standards. This includes checking for defects, testing the strengthand durability of the material, and verifying the color and texture consistency.中文回答:PVC生态木的生产工艺包括几个步骤,将PVC材料转化为环保的类似木材的产品。
生态门的工艺流程是什么
生态门的工艺流程是什么
生态门的工艺流程通常包括以下几个步骤:
1. 原材料采购:生态门通常采用环保材料制作,如竹木材料或者再生材料。
生态门制造商会从可靠的原材料供应商处采购符合环保标准的材料。
2. 材料加工:原材料经过加工,包括切割、打磨、涂漆等步骤,以准备制作门框和门板所需的各种零部件。
3. 配件制作:生态门的配件通常包括锁具、铰链、门把手等,制作这些配件需要精细的加工技术和质量检验。
4. 组装制作:将门框和门板的各个零部件进行组装,通常会使用专业的木工胶水加固连接处,并进行精细的调整和整体检验。
5. 表面处理:经过组装的生态门需要进行表面处理,包括涂漆、打磨和装饰等工艺,以保证门面的美观和耐用。
6. 质量检验:生态门制作完成后需要进行全面的质量检验,确保产品符合相关的环保、安全和质量标准。
7. 包装和出厂:通过专业的包装和标识,将生态门进行包装和出厂,以便于运
输和安装。
同时还会附带安装说明和质保政策等资料。
生态板生产流程与工艺要求

生态板生产流程与工艺要求下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!生态板是一种环保型建材,其生产流程与工艺要求对其质量起着决定性作用。
生态门工艺、流程
生态门门面加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、领料时检查面板是否有不良现象,包括划伤、凹陷、起泡、漏底、发霉、起层、三聚氰胺脱层等不良现象,对面板有不良现象的应单独列出并用记号笔圈出不良位置。
测量面板厚度是否正确,面板厚度规格如下:门面压花板:厚度3mm 大板:厚度4.5~4.7mm 对尺寸有不符合以上标准的请上报质检员和生产部 6、物料领取后在放置过程中应注意同种花型的板材叠放整齐7、按订单尺寸下料,注意下料时分两种情况,一种是压花板的下料,一种是由多块板拼成的下料8、对压花板下料时两张板一起下料,保证面板长度和宽度均比订单实际尺寸大15mm,保持花型居中,保证每个边成直线,每个角为90度9、对由多块板拼成的铝封边门扇按图纸要求进行下料,保证每个边成直线,每个角为90度,注意纹路方向。
特别注意铝封边的门扇要保证面板厚度一致(厚度为4.5~4.7mm)10、每个订单下料完毕后用记号笔在每张面板上写上完整订单号即可,并在订单上标注已完成标识 11、将下料好的面板整齐放置在栈板上并交付胶合组生态门门架加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、对领取的木条先用游标卡尺测量所用木条尺寸是否正确,铝封边所用木条尺寸厚度为27.2~27.5mm,面板厚度为4.5~4.7mm(木条厚度将根据面板厚度来确定,保证面板厚度和木条厚度之和为37.2~37.5mm).塑封边的门架厚度为34mm,测量木条尺寸不少于4个位置,防止木条成梭形尺寸(特别是木条两端),检查木条是否饱满,是否有缺料现象,保证外围木条无缺料现象6、用1.8mm锯片在木方上锯开切口(注意切口在木条上的面)每面间隔距离为40cm,上下两面均需加工,锯口错开,切开深度为18mm7、将上述开缺的木条组装成矩形门架,注意长度、宽度均应比订单尺寸长15mm,对于有装饰线条的门扇按不同门类需要在内部加订木方,加订木方的位置应按不同花型的门面需要开槽的正中位置进行装订,各方向位置应成90度 8、门架两边所订的双木条的锯口应错开,不能两根木条的锯口在同一边同一位置9、注意铝封边门扇的门架在装订时注意马钉位置不要靠边,防止门扇在最后精裁和拉槽时锯片切到马钉。
生态板生产流程

生态板生产流程
生态板是一种新型环保建材,其生产流程主要包括原材料处理、生产
工艺、成品加工等环节。
原材料处理:生态板的主要原材料是竹子和木材,这些原材料需要经
过处理才能用于生产。
首先,将竹子和木材进行切割、去皮、去杂质
等处理,然后进行烘干,以保证原材料的干燥程度符合生产要求。
生产工艺:经过原材料处理后,生态板的生产工艺主要包括破碎、混合、压制、烘干等环节。
首先,将经过处理的原材料进行破碎,然后
将不同种类的原材料混合在一起,以达到生态板的理想配比。
接着,
将混合后的原材料放入压制机中进行压制,以形成板材的形状。
最后,将压制好的板材进行烘干,以保证板材的干燥程度符合生产要求。
成品加工:经过生产工艺后,生态板成品需要进行加工,以满足不同
的使用需求。
成品加工主要包括切割、打孔、涂漆等环节。
首先,将
生态板进行切割,以满足不同尺寸的需求。
接着,将需要打孔的板材
进行打孔,以满足不同的使用需求。
最后,将需要涂漆的板材进行涂漆,以增强板材的防水、防潮等性能。
总结:生态板的生产流程主要包括原材料处理、生产工艺、成品加工
等环节。
通过这些环节的处理,可以生产出符合环保要求、具有优异性能的生态板产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生态门门面加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、领料时检查面板是否有不良现象,包括划伤、凹陷、起泡、漏底、发霉、起层、三聚氰胺脱层等不良现象,对面板有不良现象的应单独列出并用记号笔圈出不良位置。
测量面板厚度是否正确,面板厚度规格如下:门面压花板:厚度3mm 大板:厚度4.5~4.7mm 对尺寸有不符合以上标准的请上报质检员和生产部6、物料领取后在放置过程中应注意同种花型的板材叠放整齐7、按订单尺寸下料,注意下料时分两种情况,一种是压花板的下料,一种是由多块板拼成的下料8、对压花板下料时两张板一起下料,保证面板长度和宽度均比订单实际尺寸大15mm,保持花型居中,保证每个边成直线,每个角为90度9、对由多块板拼成的铝封边门扇按图纸要求进行下料,保证每个边成直线,每个角为90度,注意纹路方向。
特别注意铝封边的门扇要保证面板厚度一致(厚度为4.5~4.7mm)10、每个订单下料完毕后用记号笔在每张面板上写上完整订单号即可,并在订单上标注已完成标识11、将下料好的面板整齐放置在栈板上并交付胶合组生态门门架加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、对领取的木条先用游标卡尺测量所用木条尺寸是否正确,铝封边所用木条尺寸厚度为27.2~27.5mm,面板厚度为4.5~4.7mm(木条厚度将根据面板厚度来确定,保证面板厚度和木条厚度之和为37.2~37.5mm).塑封边的门架厚度为34mm,测量木条尺寸不少于4个位置,防止木条成梭形尺寸(特别是木条两端),检查木条是否饱满,是否有缺料现象,保证外围木条无缺料现象6、用1.8mm锯片在木方上锯开切口(注意切口在木条上的面)每面间隔距离为40cm,上下两面均需加工,锯口错开,切开深度为18mm7、将上述开缺的木条组装成矩形门架,注意长度、宽度均应比订单尺寸长15mm,对于有装饰线条的门扇按不同门类需要在内部加订木方,加订木方的位置应按不同花型的门面需要开槽的正中位置进行装订,各方向位置应成90度8、门架两边所订的双木条的锯口应错开,不能两根木条的锯口在同一边同一位置9、注意铝封边门扇的门架在装订时注意马钉位置不要靠边,防止门扇在最后精裁和拉槽时(每款产品锯片切到马钉。
.门架装订不同,详细组装见附图),在门架上写上订单号10、将订好的门架交付胶合组生态门胶合加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、确认面板无划划伤、凹陷、起泡、漏底、发霉、起层、三聚氰胺脱层等不良现象。
如面板有划伤等不良现象应列出,对于可修复的不良位置须用记号笔圈出,以便最后打包时进行修复6、压花面板用美工刀在背面划出1mm深的刀槽,特别是四周边缘单边须用美工刀划出5刀以上,同时保证深度和刀路密度。
(见图纸)7、由多块面板构成的门扇需要先将各个裁剪好的每块面板用封口胶在面板的接合处进行粘接,粘结前确认面板缝隙不大于1mm。
同时注意面板纹路方向8、胶合前确认胶合的门扇颜色款式是否正确9、压花板用白乳胶做粘结剂,对于拼板的如果背面为三聚氰胺须用发泡胶做粘结剂10、先在门扇面板的背面均匀的涂刮上胶水(胶水不可漏刮、少刮),在涂刮发泡胶时须注意时间,不可来回多次涂刮,发泡胶在胶合压门时第一个门扇至最后一个门扇的时间间隔一次不可超过30分钟,白乳胶为1.5小时11、刮好胶水后再将门架均衡的放置在门面上,铺上蜂窝纸,如果门架外框为单门条须在门架锁孔处放置长度约300mm同等厚度的木条,注意不要放置在花型上,如果压花板门扇宽度小于680mm时将不在锁孔处添加木条。
再盖上面板,保证门架在门面的中心位置上,因门扇两块面板是成镜像对称,在胶合时注意花型方向(花型不可压反),最后进行压合12、对使用发泡胶的门扇在胶合放置门扇时须在门扇上下两面铺上胶纸13、压合时一定要放平,层层堆放整齐,压合时间为12小时(压力4MPA)14、冷压机的操作方式按《冷压机使用说明书》进行正确操作。
特别是当冷压机在压下后查看面板与门架完全接触,面板与门架是否有错位,应看到胶水从门扇面板边缘溢出。
在压机两端同时观看压板是否平齐15、压合时如果门扇长度和宽度尺寸相差较大时,请用相同门扇厚度尺寸的木条进行衬垫,保证每个门扇衬垫后达到相同宽度和长度,所垫木条上下对齐,左右对齐16、随时将压板上的杂质清洁干净,保持压板平整17、当门扇压好取出后,进行自检18、对有变形的门扇须上报质检组,同时找出问题所在生态门精裁加工工艺流程1、检查胶合好后的门扇是否有变形,对有变形的门扇应列出,交付质检部进行分析原因所在2、将胶合好的门扇按订单尺寸要求进行精裁,精裁时保证花型居中,对于拼板的保证门扇对称3、铝封边门扇长、宽尺寸均应小于订单尺寸3mm4、塑封边门扇尺寸长度按订单要求精裁,宽度小于订单2mm5、精裁时小心划伤产品。
并保证四周角度为90度,边角处无爆边,检查四周面板粘结是否有脱泡现象。
如有脱泡现象应列出单独处理,对面板有脱泡现象严禁用钉子修补6、门架是否有不饱满、凹陷现象。
对有凹陷现象应单独处理并用锯木粉填补平齐7、精裁时应测量尺寸是否正确,包括长、宽和对角线尺寸,对角线尺寸误差在2mm以内8、将精裁好的门扇放置在栈板上,放置时须预先在栈板上放置一个废门,以防栈板的钉子划伤门面9、所有门扇严禁在太阳下曝晒,高温时节应放置在遮光处10、所有门扇在搬运过程中应轻拿轻放,层层堆放整齐,铝封边门扇和塑封边门扇分开放置11、与封边组做好品质交接工作生态门铝封边加工工艺流程1、审核订单,确认订单是否有误2、计算领取各物料数量3、在领料单上认真填写领取物料的名称、规格和数量4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、做好品质接手工作,先检查门扇是否有不良现象,包括面板是否有划伤,爆边,变形现象,门扇是否与订单匹配等,测量门扇尺寸是否正确,包括长、宽、厚和对角线尺寸,注意铝包边门扇厚度尺寸在3.70~3.75mm,塑封边门扇厚度在40~41mm,对有变形的门扇应单独列出,交付质检部进行认确认原因所在6、铝封边门扇四周进行开槽时确定开槽位置在门扇四周的中心位置上,确定开槽宽度(4mm)和开槽深度(15mm) ,面板如有脱泡现象严禁用钉子修补7、铝封边的门扇如果为拼板时,四周开槽完毕后再撕去表面的封口胶,如有嵌装饰条的须用手动拉锯按图纸要求进行拉槽,保持拉槽深度在5~5.5mm之间8、封边时先将槽口内的杂质用风枪吹干净9、检查铝合金是否有氧化、变形等不良现象,测量好铝合金的长度并将两边切割成45度斜角,其中一支铝合金须冲一个锁孔,锁孔尺寸(20mm*125mm)和锁孔位置(锁孔的中心位离门扇靠地边990mm)。
注意门扇上下对称时锁孔位置须在门扇正中位置。
10、在需要包边的槽内打上适量的玻璃胶,同时在铝合金内打上玻璃胶。
然后将铝合金嵌入槽内并用封口胶进行固定。
保证四角平齐并成90度,铝合金无毛边现象。
保证铝合金平整无变形,与门扇平齐严禁将玻在封边时注意铝合金和相关工具严禁放置在门扇上和在门扇上进行打玻璃胶。
、11.璃胶遗留在门扇上,并将多余的玻璃胶擦拭干净12、在装装饰线条时,检查装饰线条表面是否有变形现象和材质不良现象。
将槽内的杂质用风枪吹干净,再打上玻璃胶,嵌入装饰线条。
装饰线条保证平整,与面板平齐,无划伤无变形。
并将多余的玻璃胶擦拭干净13、门扇清洗前保证封边好后放置时间达1天以上14、清洗铝封边门扇时用挫刀将铝合金的四个角落的毛边进行处理,保证四个角落圆滑无利角。
再撕掉固定铝合金的封口胶,用刀片将多余的玻璃胶刮掉,用天那水将污渍擦试干净。
保证门扇表面干净无胶水印和手印。
对于有轻微碰伤和轻微漏底现象须用修色笔进行修补15、清洗门扇在翻面时须轻拿轻放16、清洗好后的门扇严禁曝晒和随意堆放17、认真填写生产报表,并核对订单18、做好与打包组的交接工生态门塑封边加工工艺流程1、对塑封边的门扇检查门扇四周是否有爆边缺料现象,如木条上有缺料现象须用锯木粉和502胶水将缺料部位补平2、封边时先将设备调试好,其中包括温度,胶水厚度,封边条管卡高度,输送带速度,工作台面行程和高度。
3、封边时先封门扇上下两边,再封左右两边。
在封边过程中随时关注封边条是否有断带现象,封边条是否有跑边现象,胶锅内的胶水定时添加,削边是否到位,面板是否有划伤现象。
4、对表面无保护膜的产品须将写在门扇上的订单号码用稀释剂擦拭干净5、封边完成后在门扇的横方上写上订单号码,号码必须清楚正确无误6、塑封边在打包前须在四个角落订上防撞垫,防撞垫与门扇边缘平齐7、订完防撞垫后填写完生产报表并核对订单8、高温时节严禁将门扇曝晒,应放置在阴凉避光处9、每完成一个门扇须在订单上标注好完成标识10、向下工序做好品质交接工作2、生态门门扇包装工艺流程3、1、审核订单,确认订单是否有误2、计算领取各物料数量4、3、在领料单上认真填写领取物料的名称、规格和数量5、4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、做好品质接手工作6、6、核对订单,确认产品是否与订单相符合,包括颜色,尺寸等,此步骤须对每个产品进行100%全检7、先检查门扇是否有变形现象。
对有变形的门扇应单独列出,告知质检员,由质检员确认处理方式7、8、按订单要求选取包装材料,打包时四周用封箱胶封密实,封箱胶不可有翘角现象,并贴上相应的客户清单标签,8、并把标签用封口胶粘密实,以防标签掉落,标签位置统一,同时在外包装上写上生产日期14、打包前须经质检员检验合格后方可打包,严禁未经质检员检验的产品打包15、填写好生产日报表。
与成品库交接好入库清单,包括数量,单号等相关内容9、16、门扇放置时靠边处须放一张废门,倾斜角度约15度,门扇放置时须依次靠拢并放整齐10、生态门门套包装工艺流程11、1、审核订单,确认订单是否有误2、计算领取各物料数量12、3、在领料单上认真填写领取物料的名称、规格和数量13、4、在领料过程中与原材料库房数量要当面清点准确和所领物料正确5、做好品质接手工作、核对订单,确认产品是否与订单相符合,包括颜色、尺寸、面板是否有碰伤,破裂,6、14.胶水颗粒等(如有胶水颗粒请15、清洗干净),特别是两块立板是否为顺风,所卡胶条颜色正确,所装丁字卡条与门套边缘平齐,此步骤须对每个产品进行100%全检16、7、打包前须经质检员检验合格后方可打包,严禁未经质检员检验的产品打包8、门套两张立板面与面相对而放,横板面板朝上17、9、按订单要求选取包装材料和线条等。