轴承钢牌号化学成分及标准对比
轴承钢牌号
轴承钢牌号
轴承钢牌号
轴承钢牌号一般由两种:中国标准和外国标准。
每种钢材都有自己的特性,调节加工性能,就要选择正确的轴承钢牌号。
1. 中国标准轴承钢牌号
根据中国标准GB/ T 906-2008,GB 907-2008,轴承钢牌号分为:10、20、30、35、40、45、50、55等等。
如,40#轴承钢的化学成分和机械性能如下:C≤0.37%,Si≤0.35%,Mn≤0.65%,P≤0.035%,
S≤0.035%,Ni≤0.25%,Cr≤0.3%。
韧性≥197MPa,断向强度
≥490MPa,比拉伸强度≥255MPa,延伸率≥15%,冲击值≥50J。
2. 外国标准轴承钢牌号
根据外国标准,常用的轴承钢牌号为:AISI 52100、AISI 5160、AISI 920、AISI 4140等,其中AISI 52100是最常用的轴承钢,它具有优良的性能,耐磨性高,抗腐蚀性强,所以应用广泛。
AISI 52100的组成元素为C 0.98-1.10,Si 0.25-0.45,Mn 0.30-0.60,P ≤ 0.025,S ≤ 0.025,Cr 1.30-1.60,Mo 0.10-0.30,Ni 0.30-0.50,韧性
≥250MPa,断向强度≥750MPa,抗拉强度≥1800MPa,延伸率≥15%,抗冲击值≥50J。
以上就是国内外常用的轴承钢牌号,不同的轴承钢牌号具有不同的特性,也有不同的适用范围,因此选择轴承钢时要根据实际情况,选择合适的轴承钢牌号,才能充分发挥钢材的性能优势,提高使用效果。
GCr15,52100,SUJ2,100Cr6 高碳铬轴承钢
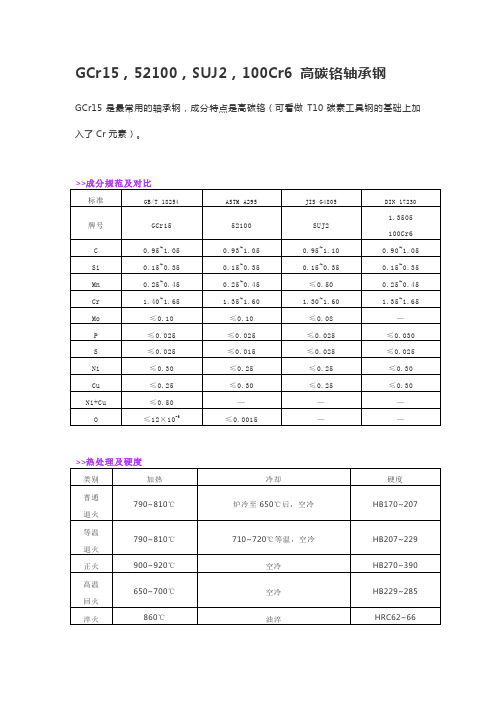
>>性能简介
GCr15冷加工塑性中等,切削性能一般,焊接性能差,对形成白点敏感性能大,有回火脆性。
经过热处理(淬火加低温回火)后具有较高的硬度、均匀的组织、良好的耐磨性、高的接触疲劳性能。
>>应用场合
GCr15用于制作各种轴承套圈和滚动体,例如:制作内燃机、电动机车、汽车、拖拉机、机床、轧钢机、钻探机、矿山机械、通用机械,以及高速旋转的高载荷机械传动轴承的钢球、滚子和套圈。
除做滚珠、轴承套圈等外,有时也用来制造工具,如冲模、量具。
>>订货须知
作为轴承钢,GCr15对冶炼质量要求很高,需要严格控制硫、磷和非金属夹杂物的含量和分布。
非金属夹杂物的含量和分布对轴承钢的寿命影响很大,夹杂物量愈高,寿命就越短。
订货时需要注意相关指标。
滚动轴承钢的分类,特性用途,性能和化学成分
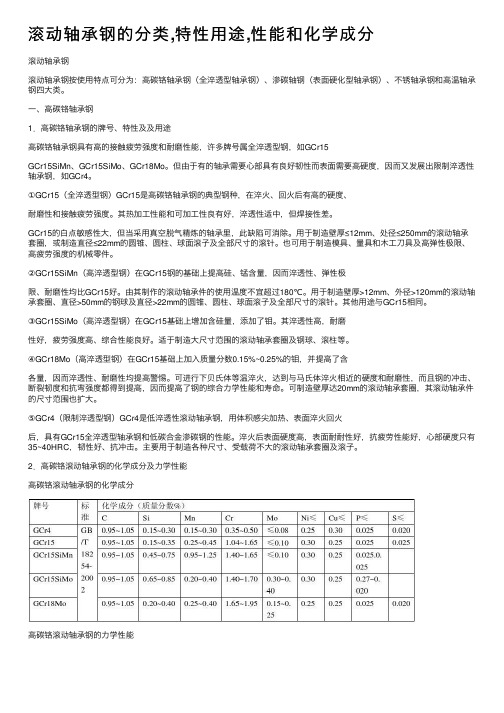
滚动轴承钢的分类,特性⽤途,性能和化学成分滚动轴承钢滚动轴承钢按使⽤特点可分为:⾼碳铬轴承钢(全淬透型轴承钢)、渗碳轴钢(表⾯硬化型轴承钢)、不锈轴承钢和⾼温轴承钢四⼤类。
⼀、⾼碳铬轴承钢1.⾼碳铬轴承钢的牌号、特性及及⽤途⾼碳铬轴承钢具有⾼的接触疲劳强度和耐磨性能,许多牌号属全淬透型钢,如GCr15GCr15SiMn、GCr15SiMo、GCr18Mo。
但由于有的轴承需要⼼部具有良好韧性⽽表⾯需要⾼硬度,因⽽⼜发展出限制淬透性轴承钢,如GCr4。
①GCr15(全淬透型钢)GCr15是⾼碳铬轴承钢的典型钢种,在淬⽕、回⽕后有⾼的硬度、耐磨性和接触疲劳强度。
其热加⼯性能和可加⼯性良有好,淬透性适中,但焊接性差。
GCr15的⽩点敏感性⼤,但当采⽤真空脱⽓精炼的轴承⾥,此缺陷可消除。
⽤于制造壁厚≤12mm、处径≤250mm的滚动轴承套圈,或制造直径≤22mm的圆锥、圆柱、球⾯滚⼦及全部尺⼨的滚针。
也可⽤于制造模具、量具和⽊⼯⼑具及⾼弹性极限、⾼疲劳强度的机械零件。
②GCr15SiMn(⾼淬透型钢)在GCr15钢的基础上提⾼硅、锰含量,因⽽淬透性、弹性极限、耐磨性均⽐GCr15好。
由其制作的滚动轴承件的使⽤温度不宜超过180℃。
⽤于制造壁厚>12mm、外径>120mm的滚动轴承套圈、直径>50mm的钢球及直径>22mm的圆锥、圆柱、球⾯滚⼦及全部尺⼨的滚针。
其他⽤途与GCr15相同。
③GCr15SiMo(⾼淬透型钢)在GCr15基础上增加含硅量,添加了钼。
其淬透性⾼,耐磨性好,疲劳强度⾼、综合性能良好。
适于制造⼤尺⼨范围的滚动轴承套圈及钢球、滚柱等。
④GCr18Mo(⾼淬透型钢)在GCr15基础上加⼊质量分数0.15%~0.25%的钼,并提⾼了含各量,因⽽淬透性、耐磨性均提⾼警惕。
可进⾏下贝⽒体等温淬⽕,达到与马⽒体淬⽕相近的硬度和耐磨性,⽽且钢的冲击、断裂韧度和抗弯强度都得到提⾼,因⽽提⾼了钢的综合⼒学性能和寿命。
轴承钢牌号-化学成分及其规范标准对比

调研报告内容:1、概述(研究目的与意义)2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景)3、技术、市场分析(重点介绍)3.1 国内生产现状(包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍)3.2市场分析(包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等)(重点介绍)4、可行性分析莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等)5、其它:特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)1、概述(研究目的与意义)作为合金钢的一种,轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。
目前,我国轴承钢总产量已达220万t左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。
轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。
世界公认轴承钢的生产水平是一个国家冶金水平的标志。
对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。
我国的一些知名特钢生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50万吨的水平)等特点。
莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1万吨左右),与国际、国内的知名特钢生产企业相比差距明显。
根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。
轴承钢化学成分标准
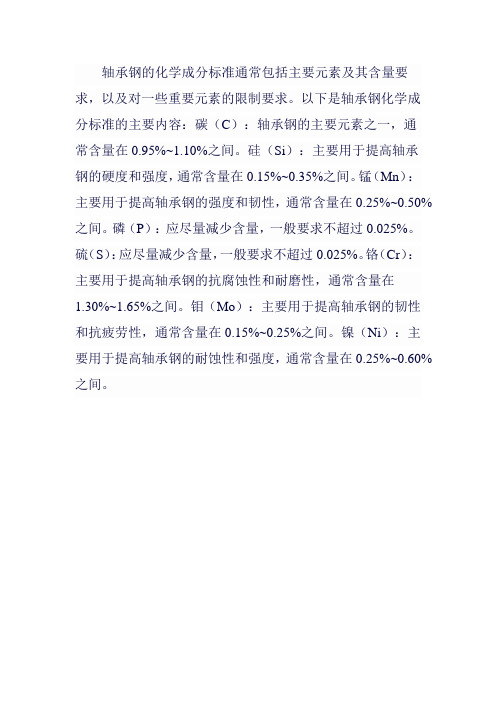
轴承钢的化学成分标准通常包括主要元素及其含量要求,以及对一些重要元素的限制要求。
以下是轴承钢化学成分标准的主要内容:碳(C):轴承钢的主要元素之一,通
常含量在0.95%~1.10%之间。
硅(Si):主要用于提高轴承钢的硬度和强度,通常含量在0.15%~0.35%之间。
锰(Mn):主要用于提高轴承钢的强度和韧性,通常含量在0.25%~0.50%之间。
磷(P):应尽量减少含量,一般要求不超过0.025%。
硫(S):应尽量减少含量,一般要求不超过0.025%。
铬(Cr):主要用于提高轴承钢的抗腐蚀性和耐磨性,通常含量在
1.30%~1.65%之间。
钼(Mo):主要用于提高轴承钢的韧性和抗疲劳性,通常含量在0.15%~0.25%之间。
镍(Ni):主要用于提高轴承钢的耐蚀性和强度,通常含量在0.25%~0.60%之间。
轴承钢牌号、化学成分及标准对比

调研报告内容:1、概述(研究目的与意义)2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景)3、技术、市场分析(重点介绍)3.1 国内生产现状(包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍)3.2市场分析(包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等)(重点介绍)4、可行性分析莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等)5、其它:特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)1、概述(研究目的与意义)作为合金钢的一种,轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。
目前,我国轴承钢总产量已达220万t左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。
轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。
世界公认轴承钢的生产水平是一个国家冶金水平的标志。
对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。
我国的一些知名特钢生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50万吨的水平)等特点。
莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1万吨左右),与国际、国内的知名特钢生产企业相比差距明显。
根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。
常用钢材的型号、化学成分、用途及性能
1. 概述轴承钢是主要用来制造滚动轴承的零件。
如滚珠、滚柱和轴承套圈等。
它们在工作时承受着高的集中交变载荷,由于滚珠与轴承套圈之间的接触面积小,在高速转动的同时还有滑动,会产生很大的摩擦。
因此滚动轴承钢应具有高的硬度、耐磨性和疲劳强度,对钢的金相组织、化学成分要求是十分严格的,否则会显著缩短轴承的使用寿命。
一般滚动轴承钢的含碳量较高,在0.95~1.1%范围内,并加入某些合金元素,如铬、锰等。
多以球化退火交货,在使用前需进行淬火(约840℃)和低温回火(150℃)。
(1)生产制造方法:对轴承钢的冶炼质量要求很高,需要严格控制硫、磷和非金属夹杂物的含量和分布,因为非金属夹杂物的含量和分布对轴承钢的寿命影响很大。
夹杂物量愈高,寿命就越短。
为了改善冶炼质量,近来已采用电炉冶炼并经电渣重熔,亦可采用真空冶炼,真空自耗精炼等新工艺来提高轴承钢的质量。
(2)用途:除做滚珠、轴承套圈等外,有时也用来制造工具,如冲模、量具、丝锥等。
2. 主要生产厂及输往国家、地区我国大连钢厂、大冶钢厂是生产轴承钢的主要产地。
目前主要输往香港和东南亚地区。
3. 进口主要生产国家我国主要从日本、德国进口轴承钢。
4. 种类我国目前已生产高碳铬不锈轴承钢,主要钢号有9CR18;渗碳轴承钢,主要钢号有G20CrMo;铬轴承钢,主要钢号有GCr15。
5. 规格和外观质量规格主要有圆钢、扁钢、钢丝等。
钢材表面应加工良好。
不得有裂纹、折叠、结疤和夹杂。
冷拉钢表面还应光滑、干净、无氧化皮。
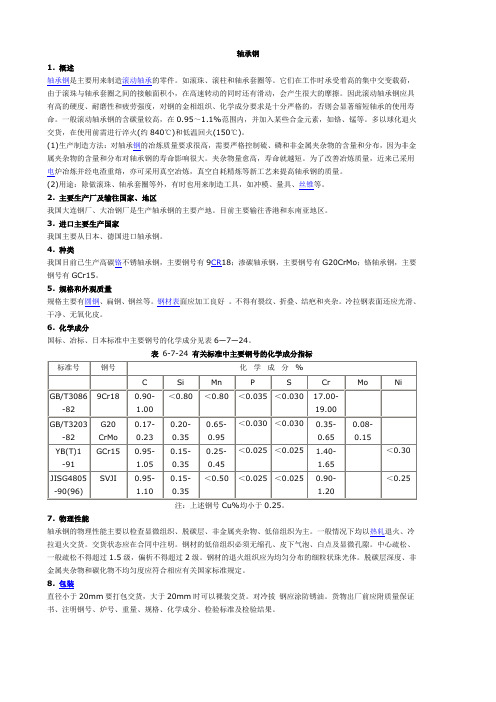
6. 化学成分国标、冶标、日本标准中主要钢号的化学成分见表6—7—24。
表6-7-24 有关标准中主要钢号的化学成分指标注:上述钢号Cu%均小于0.25。
7. 物理性能轴承钢的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。
一般情况下均以热轧退火、冷拉退火交货。
交货状态应在合同中注明。
钢材的低倍组织必须无缩孔、皮下气泡、白点及显微孔隙。
中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。
gcr15国标号

gcr15国标号
GCr15是中国标准钢名代号,也是世界上最常用的轴承钢材之一,共有10个国家制定规范,包括中国、美国、德国、法国、瑞典等。
以下将分步骤介绍GCr15国标号的详细信息。
一、GCr15钢的化学成分:
C:0.90-1.05;Si:0.15-0.35;Mn:0.20-0.40;P:≤0.027;S:≤0.015;Cr:1.40-1.65;Ni:≤0.30;Cu:≤0.30;Als:
≤0.015;N:≤0.008
二、GCr15钢的热处理:
1. 退火:冷却速度要慢,然后再空气中自然冷却,硬度为
HB207-269。
2. 正火:加热温度为860℃-880℃,水冷或油冷,硬度为HRC61-64。
3.
淬火:加热温度1000℃-1050℃,充分均匀加热,油冷或气淬,然后进行回火;淬火后硬度在HRC62-66之间。
三、GCr15钢的机械性能:
1. 拉伸强度:σb(MPa)≥1410)
2. 屈服强度:σs(MPa)≥1030
3. 延伸率:δ5(%)≥7
4. 缩径率:ψ(%)≥30
5. 冲击韧性:AKV(J)≥63
四、GCr15钢的应用范围:
GCr15钢广泛应用于制造高精度的轴承,密封件、铆钉、离合器零件、汽车发动机轴、传动轴、万向节轴等重要零部件。
总之,GCr15钢是一种优质的轴承钢材,拥有良好的机械性能,被广泛应用于制造高精度的轴承和重要零部件。
轴承钢企业标准差异对照表

兴澄高碳铬轴承钢企业标准差异对照表标准/项目Q/320281PA11Q/320281PA12Q/320281PA13Q/320281PA22Q/320281PA23化学成分O≤0.0010;Ti≤0.0030O≤0.0009;Ti≤0.0025(GCr15)Ti≤0.0030(GCr15SiMn)O≤0.0008;Ti≤0.0020(GCr15)Ti≤0.0025(GCr15SiMn)O≤0.0007;Ti≤0.0020(GCr15)Ti≤0.0025(GCr15SiMn)O≤0.0006;Ti≤0.0015(GCr15)Ti≤0.0020(GCr15SiMn)低倍组织按GB/T 18254一般疏松≤1.0中心疏松≤1.5锭型偏析≤1.0按GB/T 18254一般疏松≤1.0中心疏松≤1.5锭型偏析≤1.0按ASTM E381-2001检测S≤2R≤2C≤2按ASTM E381-2001检测S≤2R≤2C≤2按ASTM E381-2001检测S≤2R≤2C≤2淬火断口(宏观夹杂物)a)出现多于一处长度为1.6mm~3.2 mm的非金属夹杂物。
b)出现一处长度大于3.2 mm的非金属夹杂物。
c)出现疏松、缩孔及内裂。
a)出现多于一处长度为1.6 mm~3.2 mm的非金属夹杂物。
b)出现一处长度大于3.2 mm的非金属夹杂物。
c)出现疏松、缩孔及内裂。
a)出现多于一处长度为1.6 mm~3.0 mm的非金属夹杂物。
b)出现一处长度大于3.0 mm的非金属夹杂物。
a)出现多于一处长度为1.6 mm~3.0 mm的非金属夹杂物。
b)出现一处长度大于3.0 mm的非金属夹杂物。
a)出现多于一处长度为1.6mm~2.0 mm的非金属夹杂物。
b)出现一处长度大于2.0 mm的非金属夹杂物。
非金属夹杂物GB/T 18254-2002A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤1.0 D细≤1.0GB/T 18254-2002A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.0 A细≤2.0B粗≤0.5B细≤1.0C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤0.5标准/项目Q/320281PA11Q/320281PA12Q/320281PA13Q/320281PA22Q/320281PA23带状GB/T 18254-2002≤80 不大于3.0>80~150 不大于3.5>150~200 不大于4.0GB/T 18254-2002≤80 不大于3.0>80~150 不大于3.5>150~200 不大于4.0按SEP 1520-1998检查,应不大于CZ 7.4。
轴承材料性能对比
轴承材料性能一.高碳铬轴承钢(GCr15/GCr15SiMn/GCr18MO)高碳铬轴承钢是含铬1.30~1。
65%的高碳合金钢,其特点是:热处理后的显微组织比较均匀稳定、硬度高而均匀、耐磨性好、接触疲劳强度高、具有良好的尺寸稳定性和耐腐蚀性。
经球化退火后,其切削加工性能良好。
这种钢可以满足在一般工况条件下运转的轴承的使用要求。
高碳铬轴承钢在全世界得到广泛采用,最常用的牌号是GCr 15和GCr15SiMn,在我国用量约占轴承钢总量的80%以上,这两种钢的性能基本相同,但GCr15SiMn钢的淬透性比GCr15钢好,因此对于较大尺寸的轴承零件,宜采用GCr15SiMn钢.GCr15轴承钢大量用来制造汽车、拖拉机、坦克、飞机等使用的发动机轴承、机床、电机等所使用的主轴轴承以及铁路车辆、矿山机械、通用机械用轴承.GCr15SiMn轴承钢主要用来制造壁厚大的轴承,如各种大型和特大型轴承,多用在重型机床及轧钢机上无较大冲击载荷的工作条件下。
由于GCr15SiMn钢的裂纹敏感性较大,冲击韧性差,对于有冲击载荷的厚壁轴承还不能完全满足使用要求,铁道部首先提出客车轴承不允许使用GCr15SiMn钢,还有对于大壁厚的轧机和矿山轴承在承受冲击载荷大的条件下,GCr15SiMn钢也限制使用。
现已开发出GCr18Mo高淬透性钢,和耐磨性.其性能比GCr15SiMn钢优越,可在铁路轴承、轧机轴承、矿山机械轴承上替代GCr15SiMn钢使用.高碳铬轴承钢的使用范围钢号使用范围套圈钢球滚子GCr15 有效壁厚≤12(26)直径≤50 直径≤22 GCr15SiMn 有效壁厚>12(26) 直径>50 直径>22GCr18Mo 有效壁厚>15 直径>80 直径>50二.渗碳轴承钢(G20Cr2Ni4A)G20Cr2Ni4A轴承钢是一种优质合金渗碳钢(低碳 C :0.17~0.23)用于制造轴承零件的渗碳钢,用这类钢制造的轴承零件,经渗碳、淬火、回火等热处理工序后,表面具有很高的硬度(硬度≥HRC60)和一定的耐磨性以及较高的抗接触疲劳强度,低碳 C :0.17~0。
轴承钢牌号及化学成分
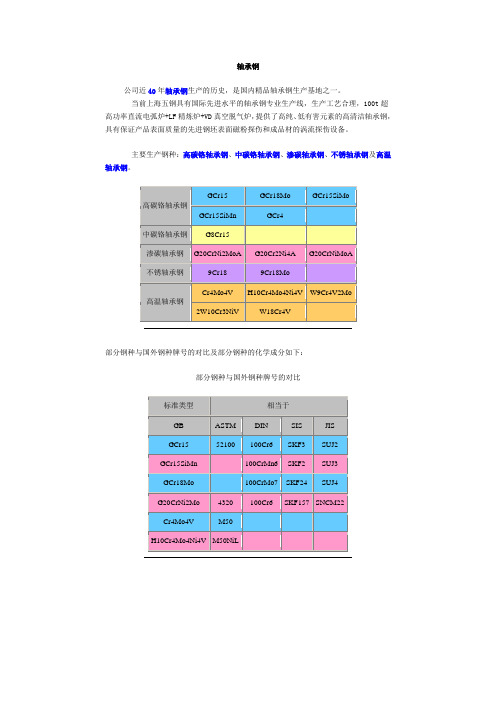
部分钢种与国外钢种牌号的对比
标准类型
相当于
GB
ASTM
DIN
SIS
JIS
GCr15
52100
100Cr6
SKF3
SUJ2
GCr15SiMn
100CrMn6
SKF2
SUJ3
GCr18Mo
100CrMo7
SKF24
SUJ4
G20CrNi2Mo
4320
100Cr6
SKF157
SNCM22
Cr4Mo4V
M50
H10Cr4Mo4Ni4V
M50NiL
部分钢种的化学成分
钢号
化学成分(%)
C
Mn
P
S
Si
Ni
Cr
Cu
Mo
V
G8Cr15
0.75
~
0.85
0.20
~
0.40
≤
0.027
≤
0.020
0.15
~
0.35
1.30
~
1.65
Cr4Mo4V
0.75
~
0.85
轴承钢
公司近40年轴承钢生产的历史,是国内精品轴承钢生产基地之一。
当前上海五钢具有国际先进水平的轴承钢专业生产线,生产工艺合理,100t超高功率直流电弧炉+LF精炼炉+VD真空脱气炉,提供了高纯、低有害元素的高清洁轴承钢,具有保证产品表面质量的先进钢坯表面磁粉探伤和成品材的涡流探伤设备。
主要生产钢种:高碳铬轴承钢、中碳铬轴承钢、渗碳轴承钢、不锈轴承钢及高温轴承钢。
高碳铬轴承钢
GCr15
轴承材料性能对比

轴承材料性能一.高碳铬轴承钢(GCr15/GCr15SiMn/GCr18MO)高碳铬轴承钢是含铬1.30~1.65%的高碳合金钢,其特点是:热处理后的显微组织比较均匀稳定、硬度高而均匀、耐磨性好、接触疲劳强度高、具有良好的尺寸稳定性和耐腐蚀性。
经球化退火后,其切削加工性能良好。
这种钢可以满足在一般工况条件下运转的轴承的使用要求。
高碳铬轴承钢在全世界得到广泛采用,最常用的牌号是GCr 15和GCr15SiMn,在我国用量约占轴承钢总量的80%以上,这两种钢的性能基本相同,但GCr15SiMn钢的淬透性比GCr15钢好,因此对于较大尺寸的轴承零件,宜采用GCr15SiMn钢。
GCr15轴承钢大量用来制造汽车、拖拉机、坦克、飞机等使用的发动机轴承、机床、电机等所使用的主轴轴承以及铁路车辆、矿山机械、通用机械用轴承。
GCr15SiMn轴承钢主要用来制造壁厚大的轴承,如各种大型和特大型轴承,多用在重型机床及轧钢机上无较大冲击载荷的工作条件下。
由于GCr15SiMn钢的裂纹敏感性较大,冲击韧性差,对于有冲击载荷的厚壁轴承还不能完全满足使用要求,铁道部首先提出客车轴承不允许使用GCr15SiMn钢,还有对于大壁厚的轧机和矿山轴承在承受冲击载荷大的条件下,GCr15SiMn钢也限制使用。
现已开发出GCr18Mo高淬透性钢,和耐磨性。
其性能比GCr15SiMn钢优越,可在铁路轴承、轧机轴承、矿山机械轴承上替代GCr15SiMn钢使用。
高碳铬轴承钢的使用范围钢号使用范围套圈钢球滚子GCr15 有效壁厚≤12(26)直径≤50 直径≤22 GCr15SiMn 有效壁厚>12(26)直径>50 直径>22 GCr18Mo 有效壁厚>15 直径>80 直径>50二.渗碳轴承钢(G20Cr2Ni4A)G20Cr2Ni4A轴承钢是一种优质合金渗碳钢(低碳 C :0.17~0.23)用于制造轴承零件的渗碳钢,用这类钢制造的轴承零件,经渗碳、淬火、回火等热处理工序后,表面具有很高的硬度(硬度≥HRC60)和一定的耐磨性以及较高的抗接触疲劳强度,低碳 C :0.17~0.23保证了其心部具有良好的韧性(硬度≥HRC33-48)。
gcr15轴承钢标准

gcr15轴承钢标准GCR15轴承钢是一种常用于制造轴承零部件的合金钢材料。
其标准是指对该种钢材的化学成分、物理性能、加工工艺等进行规定的文件。
本文将详细介绍GCR15轴承钢标准的相关内容。
一、GCR15轴承钢的化学成分GCR15轴承钢主要由碳(C)、铬(Cr)、锰(Mn)、硅(Si)等元素组成。
根据标准,其化学成分应符合特定要求。
以碳含量为例,GCR15轴承钢标准要求其碳含量范围在0.95%至1.05%之间,超出该范围将不符合标准。
类似地,对其他元素的含量也有具体规定。
二、GCR15轴承钢的物理性能GCR15轴承钢的物理性能直接影响着轴承零部件的使用性能。
标准对其硬度、抗拉强度、延伸率等性能进行了详细的规定。
例如,标准规定GCR15轴承钢的硬度应在60-65 HRC之间,抗拉强度应不低于800 MPa,延伸率应不低于10%。
只有满足这些物理性能要求,才能保证轴承零部件在使用过程中具有良好的强度和耐用性。
三、GCR15轴承钢的热处理工艺热处理是GCR15轴承钢的重要工艺之一,它能够使该材料达到更好的性能。
标准规定了GCR15轴承钢的热处理工艺参数,如加热温度、保温时间、冷却速率等。
通过合理控制这些工艺参数,可以使轴承零部件具备良好的组织结构和性能,提高其寿命和可靠性。
四、GCR15轴承钢的加工工艺GCR15轴承钢的加工工艺对于轴承零部件的尺寸精度和表面质量有着重要的影响。
标准对GCR15轴承钢的加工工艺进行了规定,如热轧、冷轧、热处理、磨削等。
这些加工工艺能够确保轴承零部件具备符合要求的尺寸和表面质量,从而提高其使用性能。
五、GCR15轴承钢标准的应用GCR15轴承钢标准是制造轴承零部件的重要参考文件。
它能够指导轴承制造商和使用者选择适合的材料,并确保生产和使用过程中的质量控制。
合格的GCR15轴承钢能够提供稳定的性能,延长轴承的使用寿命,减少故障率,并且能在高负荷和高转速的工况下安全运行。
六、GCR15轴承钢标准的国际认可GCR15轴承钢标准是在国内外广泛认可的。
gcr15轴承钢成分

GCr15轴承钢的成分主要包括以下几种元素:
铬(Cr):含量通常在1.40-1.65%之间,铬的添加可以显著提高钢材的硬度、强度和耐磨性,同时也增强了钢材的耐腐蚀性能。
硅(Si):含量通常在0.15-0.35%之间,硅的加入有助于提升钢材的强度和硬度,并且能增加耐高温性能。
锰(Mn):含量通常在0.20-0.40%之间,锰能够提高钢材的韧性和抗冲击性能,减少脆性。
钼(Mo):含量通常在0.08-0.20%之间,钼的作用包括提高硬度和韧性,以及增加耐磨性和耐高温性能。
碳(C):含量通常在0.95-1.05%之间,碳是基本元素,影响硬度和强度,需要在硬度和韧性之间找到最佳平衡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
调研报告内容:1、概述(研究目的与意义)2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景)3、技术、市场分析(重点介绍)3.1国内生产现状(包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍)3.2市场分析(包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等)(重点介绍)4、可行性分析莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等)5、其它:特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)1、概述(研究目的与意义)作为合金钢的一种, 轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。
目前,我国轴承钢总产量已达220万t 左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。
轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。
世界公认轴承钢的生产水平是一个国家冶金水平的标志。
对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。
我国的一些知名特钢生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50 万吨的水平)等特点。
莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1 万吨左右),与国际、国内的知名特钢生产企业相比差距明显。
根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。
2、轴承钢研究国内外研究与发展现状(发展过程、现状及发展前景)2.1国内外轴承钢钢种系列发展状况轴承用钢的质量是所有合金钢中要求最严格、检验项目最多的钢种。
世界公认轴承钢的水平是一个国家冶金水平的标志。
随着科学技术迅猛发展,轴承钢使用条件日益恶劣,对轴承提出了非常苛刻的要求。
由于轴承的工作环境、使用条件不同, 除了大量生产高碳铬轴承钢外, 还发展了渗碳轴承钢、中碳轴承钢、不锈轴承钢、高温轴承钢等系列钢种。
高碳铬轴承钢是轴承钢的代表钢种, 各国对之都有专用的技术标准。
例如, ISO/FDIS683-17 中纳标的高碳铬轴承钢钢种有: 100Cr6、100CrMnSi4-1、100CrMnSi6-4、100CrMnSi6-6、100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。
美国的ASTMA 295 的高碳铬轴承钢包括:52100 、5195、UNSK1952、6 1070M、5160。
此外,美国对高淬透性的高碳铬轴承钢, 有专用标准ASTM A485,其包括的钢种有: Grade1~Grade4、100CrMnSi4-4 、100CrMnSi6-4 、100CrMnSi6-6、100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。
中国的高碳铬轴承钢(GB/T18254-2002)包括的钢种有: GCr15 、GCr15SiMn、GCr4、GCr15SiMo、GCr18Mo。
渗碳轴承钢的表面经渗碳处理后具有高硬度和高耐磨性,而心部仍有良好的韧性, 能承担较大的冲击。
这类钢的最高使用温度也一般在200℃以下。
这类钢在美国的产量约占轴承钢总产量的30%,在中国仅占3%左右。
ISO/FDIS683-17 中纳标的渗碳轴承钢钢种有20Cr3、20Cr4、20MnCr4-2、17MnCr5、19MnCr5、15CrMo4、20CrMo4、20MnCrMo4-2、20NiCrMo2、20NiCrMo7、18CrNiMo7-6、16NiCrMo16-5。
美国的ASTM A534的渗碳钢标准中,除了覆盖ISO/FDIS683-17的所有钢种外, 还包括:4118H、4320H、4620H、4720H、4817H、4820H、5120H、8617H、8620H和9310H。
中国的渗碳轴承钢标准GB/T3203-82中的钢种有: G20CrMo、G20CrNiMo、G20CrNi2Mo、G20Cr2Ni4、G10CrNi3Mo、G20Cr2Mn2M。
oG20CrMo钢经渗碳、淬回火后, 表层具有较高硬度和耐磨性,达到轴承材料基本要求。
心部硬度较抵,有较好的韧性,适用于制作受冲击负荷的零部件。
另外还具有较高的热强性。
它与美国的4118H相近似。
G20CrNiMo钢经渗碳或碳氮共渗后具有明显优于GCr15钢的接触疲劳寿命, 表面耐磨性与GCr15钢相近。
心部有足够的韧性。
该钢具有良好的淬透性。
它是制作耐冲击负荷轴承的良好钢种, 它与美国的8620H相近。
G20CrNi2Mo钢具有中等表面硬化性, 它比G20CrNiMo钢具有更好的淬透性和高的综合力学性能。
适用于制作铁路火车的滚动轴承套圈, 还可制作汽车的齿轮。
它与美国的4320H相近。
G20Cr2Ni4钢渗碳后表面具有相当高的硬度、耐磨性和接触疲劳强度, 同时心部韧性良好, 能耐强烈的冲击负荷。
但对白点形成敏感, 有回火脆性。
适合制作耐冲击负荷的大型轴承。
G10CrNi3Mo是一种合金含量相对高的、高淬透性的表面渗碳钢。
因其含碳量较低, 心部硬度不高于32~38HRC。
它与美国的9310H相近。
G20Cr2Mn2M钢o的强度、塑性、韧性及工艺性能与G20Cr2Ni4钢相似,其渗碳速度快, 易达饱和, 渗碳表面易形成粗大碳化物。
用于制造高冲击负荷下工作的特大型和大中型轴承零件。
中碳轴承钢的开发主要为适应轮毂和齿轮等部位具有多种功能的轴承部件或特大型轴承。
适用于制作掘进、起重、大型机床等重型设备上用的特大尺寸轴承,一般转速不高,但承受较大的轴向、径向载荷及弯曲应力等。
其热加工、冷加工性能较好, 与渗碳、碳氮共渗相比较, 工艺也较简单, 且同样达到表面硬化效果, 因此, 近年来发展较快。
ISO/FDIS683-17 中纳标的中碳轴承钢钢种有:C56E2 (相当于S55C或SAE1055)、56Mn4、70Mn4(相当于SAE1070)、43CrMo4(相当于SCM44或0 SAE4142)。
美国中碳轴承钢标准ASTM A866 (2001)中,除了C56E2和56Mn4之外,还有: 1030 、1040、1050、1541、1552、4130、4140、4150、5140、5150、6150和43CrMo4。
这些中碳轴承钢淬回火处理后具有高的屈强比,较高弹性极限和耐磨性能, 良好的抗疲劳和抗多次冲击性能。
中国没有专用的中碳轴承钢。
常借用于中碳轴承的中碳合金钢钢种有: 55、50MnA、70Mn、37CrA、65Mn、50CrVA 或50CrNi、55SiMoVA、50SiMo、50CrNiMo或SAE8660。
不锈轴承钢主要为适应化工、石油、造船、食品工业等的需要而发展起来的, 用于制造在腐蚀环境下工作的轴承及某些部件, 也可用于制造低摩擦、低扭矩仪器、仪表的微型精密轴承。
不锈轴承钢主要有: 中、高碳马氏体不锈钢、奥氏体不锈钢、沉淀硬化型不锈钢等。
为满足轴承的硬度要求, 多采用马氏体不锈钢。
ISO/FDIS683-17中纳标的不锈轴承钢钢种有: X47Cr14 、X65Cr14、X108CrMo17 (相当于ASTM440C、) X90CrMoV18-1。
美国标准ASTM A756中的不锈轴承钢有:440C和440CMO。
D中国不锈轴承钢标准GB3086中的钢种为9Cr18 (相当ASTM440C 和) 9Cr18Mo。
随着航空、航天工业的发展, 喷气发动机、燃汽轮机和宇航飞行器的制造的要求越来越高, 轴承的工作温度越来越高, 甚至高于300℃。
这样, 高温轴承钢应运而生。
高温轴承钢应具有高的高温硬度(大于50HRC、)尺寸稳定性、耐高温氧化性、低的热膨胀性和高的抗蠕变强度。
其中前两项为选择高温轴承钢材料的主要指标。
高温轴承钢可分为: 高温不锈轴承钢、高温高速工具钢、高温渗碳轴承钢。
ISO/FDIS683-17 中纳标的高温轴承钢钢种有:80MoCrV42-16、X82WmoCrV6-5-、4 X75WCrV18-4-1。
美国的高速工具钢标准ASTMA600(1999)中的T1、M2、M50 等钢种可作为高温轴承钢使用。
中国高温轴承钢的标准GB3086中的钢种为: 8Cr4Mo4V 和10Cr14Mo4。
8Cr4Mo4V是一种含Mo的高温不锈钢, 在ASTMA600标准中相当于M50,也是各国广泛使用的一种高温轴承钢, 具有较好的高温硬度和高温尺寸稳定性, 并且有高的高温接触疲劳性能。
可以制造工作温度在315℃以下使用的轴承。
主要用于飞机、舰艇发动机轴承、冶金、化工和原子能工业中高温设备轴承。
10Cr14Mo4钢是9Cr18Mo的改进钢种,其增加了Mo量, 减少了Cr 量, 使其高温硬度和耐磨性提高, 使用温度可达480℃。
中国高温轴承钢系中的高速工具钢的钢种有Cr4Mo4V和W18Cr4V。
前者相当于美国的M50,因综合性能好和合金元素含量低而广泛使用, 它在耐磨性、高温硬度和抗氧化性等方面与10Cr14Mo4相当, 作为中级高温轴承材料可以制造工作温度在315℃以下使用的轴承。
后者相当于ASTMA600中的T1, 适用于更高温度和更好的高温硬度下工作的轴承。
中国高温轴承钢系中还没有合适的渗碳高温钢。
2.2 轴承钢钢种的发展动向对于高碳铬轴承钢来讲, 主要是提高钢材的纯洁度和钢中碳化物的充分均匀化。
氧化物夹杂是轴承钢中最具危害性的,对疲劳破坏有显着的影响。
氧含量越高, 不仅造成氧化物夹杂数量增多,而且氧化物夹杂尺寸增大,偏析严重,夹杂级别增高,对疲劳寿命的危害也就加剧。
在21世纪的今天, 冶金材料工作者正在为钢中氧含量接近2-3 μg/g 这样的极限值的新目标而努力。
当前, 人们关注的另一个体现轴承钢清洁度的热点是钢中钛含量的水平。
SKF公司的试验表明: 钛含量从40μg/g降到10μg/g ,能使寿命提高约2倍。
日本某公司的试验表明: 如果能控制在12μg/g以下, 微型轴承可达到静音的运转效果。
因此,要努力降低钢中的钛。
目前, 希望轴承钢钢中钛含量在6μg/g以下。