035 油漆循环系统的设计与选型
喷漆循环水系统设计及漆渣处理系统
喷漆循环水系统设计及漆渣处理系统马力窦德玉摘要为方便有效地在涂装生产中的喷漆循环水系统实现漆渣分离,并作进一步的干燥处理,介绍了一种新型吸取式漆渣处理及真空压滤干燥系统,并通过对水循环系统系统设计原理及构造的阐述,对该漆渣处理系统的工作原理进行了描述。
实际应用证明,该系统处理漆渣效果明显,操作方便。
关键词涂装;自动除渣处理系统;喷漆;循环水系统;设计o前言涂装喷涂过程中产生大量的过喷漆雾及有机溶剂气体,严重影响环境和操作者的身体健康。
据测定,喷漆室排放的漆雾和有机溶剂的浓度为300~2000毫克/m3,为了处理废气,必须合理的设计捕捉漆雾的水系统。
本人根据多个现场调试,借鉴国内外先进涂装线的经验,设计了一整套漆渣处理系统,以供同行参考。
该系统按照功能可分为循环水系统、加药系统、漆渣处理系统、脱水过滤系统。
1 循环水系统设计原理及方法湿式喷漆室的作用是将水雾化,捕捉过喷漆雾。
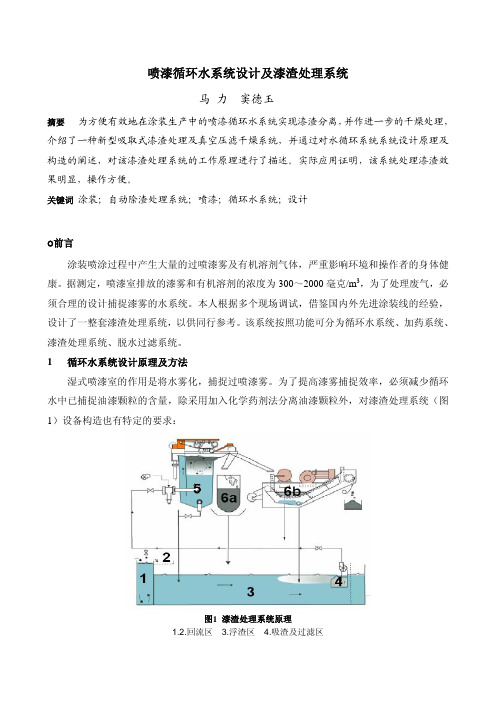
为了提高漆雾捕捉效率,必须减少循环水中已捕捉油漆颗粒的含量,除采用加入化学药剂法分离油漆颗粒外,对漆渣处理系统(图1)设备构造也有特定的要求:图1 漆渣处理系统原理1.2.回流区 3.浮渣区 4.吸渣及过滤区5. 漆渣整合区6. 脱水过滤系统回流区1和2:该区域位于喷房回水口位置,设置有溢流板及过滤网,其作用是消减回流水的冲击力,通过高位溢流,降低槽内流速,并过滤掉大块漆渣。
该区域循环水停留时间要求为0.8分钟,槽体截面流速0.05~0.075m/s。
浮渣区3:为有效的将截留后的漆雾(包括其中的树脂、溶剂等)聚集成块状漆渣,并通过气浮漂浮于表面,须严格控制槽内循环水的流速及循环水停留时间,确保漆渣上浮到水面时正好回流到溢渣区。
大量的现场观察及试验表明,该区域循环水滞留时间为5.5~7分钟、槽内液体表面浓度为600mg/L,槽体截面流速0.05m/s时效果较佳。
吸渣及过滤区4:该区域设置有自动溢流堰,可根据液面高度自动调整进渣口位置,尽可能多的将上浮的漆渣收集到吸渣口,通过专用的浮渣泵吸入漆渣处理区6作进一步处理。
汽车涂装油漆循环系统的组成以及应用
汽车涂装油漆循环系统的组成以及应用
山东烤漆房济南鑫瑞烤漆房
油漆循环系统是压送式集中输漆系统中的一种,采用漆液循环流动的方式,可以解决大中规模汽车的喷漆时,长距离输送过程中出现的沉淀等问题。
对于静止状态下有沉淀倾向的漆液,在供漆系统同时向三个以上喷具提供涂料或日耗漆料超过60L时,需要使用油漆循环系统。
油漆循环系统主要包括中央供漆设备、喷站出口组件、循环管路系统和控制系统等。
油漆循环系统是从集中的的供调漆点,通过管路将油漆输送到各作业点后,循环返回供漆点。
在油漆循环过程中油漆的洁净度,直接影响后面汽车喷涂工序的质量,因此需要正确选用中央拱漆系统设备中的过滤器。
过滤器用来滤净杂物和在循环管道内形成的颜料絮凝料子。
它安装在泵的出口处,对对于柱塞泵,过滤器安装在稳压器之后。
常用的过滤器有滤袋和滤芯两种,两者的过滤效果存在差异。
袋式过滤器允许的流量更大,安装方便;滤芯式过滤器,滤芯使用寿命长,材料更加稳定。
过滤器的设置应易于维修及更换滤袋(芯),过滤器下端要有排泄阀,进出口分别安装有截留阀和防脉动的压力表,过滤器的密封圈应该是聚四氟乙烯包覆的材料,滤袋或滤芯的过滤精度根据漆液供应商提供数据确定。
油漆循环系统

油漆循环系统是由多个材料供应管组成的,用于保持和控制油漆的工艺要求,并将油漆以一定的压力和流量输送到喷漆工位的一种管道网络,它包括中央供漆设备(泵、涂料处理元件、空气处理元件、油漆桶、控制部分)、喷站出口元件额管路系统。
1选择方式编辑设计一套油漆循环系统,首先要确定油漆的循环方式,确定尤其循环方式,必须综合考虑所属送的油漆类型、投资规模、产品要求和发展等多方面的因素。
(1)主管循环主管循环是最简单也是最基础的一种循环方式,。
一些汽车上的中涂漆、罩光漆及溶剂,还采用此种循环方式。
在该种循环方式中,主管循环将油漆送至每个喷枪,然后回到调漆间。
另外,此种形式的一些变形——如低位主管,也被一些汽车厂用来输送金属漆。
(2)两线循环两线循环系统是基于工程学的原理来设计的,它是一种理想状态下的理想系统。
所谓理想状态,是在系统的供管和回流管中存在理想的对称,在这种情况下,系统不需要也不能够另使用调压器来控制和平衡系统。
在这种系统中,油漆通过一条由粗变细的渐变的主管被供至每根支管,再通过一条由细变粗的渐变的主管流回调漆间,而供管和回流管系统网络应是完全对称的。
(3)三线循环在所有的循环形式中,三线循环系统的系统控制性和灵活性是最好的。
该系统结合了主管循环和两线循环的优点,在设计结构和系统的扩充性上,应说是综合性最好的系统。
该系统包括一条主管循环管路及一条渐变的回流管,这条渐变的回流管是系统中的低压管。
该系统的每个喷站均装有墙置式调压器,并经过装在枪上的调压器循环到枪。
其中,墙置式调压器用来控制出口的循环量,枪下调压器可依据枪的循环量来控制供漆量。
2循环系统中的设备选择编辑当循环系统内的形式确定之后,就需要确定系统所需要的设备了,这些设备包括:中央供漆系统内的设备、喷站出口元件及管路。
一、中央供漆系统内的设备(1)泵泵是供漆系统的核心,泵的选择通常要考虑流量、压力、化学兼容性和驱动形式。
流量的确定要考虑喷漆时所喷出去的油漆和系统循环所需要的油漆量;压力的确定要考虑油漆喷涂所需要的压力以及管路中的压力损失等。
输漆系统资料

基本油漆循环系统的构成
Manual Spray
ESTA
Spray Mate
Observer
Hyd. Hyd. Supply Return
control panel
compressed air
circ. tank 300L
mix tank 300L
Manual paint outlet
BALL BALVE AIR REGULATOR AIR SOL.VALVE HYD. SOL VALVE BALL VALVE H.P BALL VALVE B.P.R INSULATION RETURN PIPE SUPPLY PIPE
TUBE IN TUBE PRESSURE DAMPER GAUGE TURBO FILTER SURGE TANK HYD.REGULATOR VLL-400 PUMP TANK MOUNTING FILTER ELECTRIC AGITATOR THERMOMETER LEVEL SENSOR MIX TANK CIRC. TANK
第
张
共
张
兴信喷涂机电设备(北京)有限公 司
油漆循环系统的设计与选型
• 油漆循环系统的循环型式 • 循环泵的选用原则 • 中央供漆系统中的油漆处理元件 • 油漆出口组件 • 油漆循环管路
兴信喷涂机电设备(北京)有限公 司
常用的油漆循环系统的循环型式
• 主管循环系统 • 两线循环系统 • 三线循环系统 • 支线循环系统
12
238-986
11
236-865
10
243-753
9
915-518
8
922-007
汽车涂装输漆系统资料

件 号 图号或标准号
名称
数量
备注
兴信喷涂机电设备(北京)有限公司
6 Systems
职责 设计 制图 审核
签字
日期
Flow diagram for Base Coat
年 比例
图号 2-PIPE-HEEA
第
张
共
张
油漆循环系统的设计与选型
ESTA & Spray mate
M/C
47
239-543
46
187-873
45
SS-STEM-6-316
44
GFQD-6-316
43
RY-6LB
42
41
40
32
31
22
21
20
19
224-486
18
17
16
15
14
208-855
13
916-100
12
238-98611ຫໍສະໝຸດ 236-86510
243-753
基本油漆循环系统的构成
Manual Spray
ESTA
Spray Mate
Observer
Hyd. Hyd. Supply Return
control panel
compressed air
circ. tank 300L
mix tank 300L
Manual paint outlet
ESTA & Spray mate paint outlet
众所周知,静止的油漆会产生沉淀,这是因为 油漆内存在一定量的固体份(如颜料,金属片 或云母片等),这些固体份在重力的作用下会 发生沉淀,防止这些固体份产生沉淀的办法是 让油漆运动,储存在罐内的油漆需要搅拌,而 在管路中的油漆就只有通过循环才能运动,实 验表明,油漆在管中不沉淀的条件是保持18米/ 分的流速,对于支管路,由于油漆量较少,所 以要求的流速为9米/分。
油漆循环系统PCS介绍

不循环到枪,无渐变管, 管 路 设 计 , 施 工 与 管 理 简
单。
循环到枪,供应及回流 管均采用渐变管,枪站 只设枪下三通或三通式 调压器
系统调整简单,适合各类油 漆,设备及管路投资小
循环到枪,回流管采用 渐变管,枪站设枪站涂 料调压器和枪下三通或 枪下三通调压器
循环到枪,支线采用渐 变管,枪站只设枪下三 通或枪下三通式调压器
介于两线系统和三线系统之间
北京福勒德科技有限公司
典型的中央供漆系统
典型的中央供漆系统 包括: •主循环泵 •油漆稳压器 •油漆过滤器 •油漆背压阀 •稳压调压器 •阀门,软管及接头
北京福勒德科技有限公司
确定主循环泵的主要因素
• 流量要求 • 压力要求 • 化学匹配性要求 • 其它要求
– 动力要求(如空气,液压油或电) – 剪切要求
北京福勒德科技有限公司
油漆循环系统的基本要求
众所周知,静止的油漆会产生沉淀,这是因为 油漆内存在一定量的固体份(如颜料,金属片 或云母片等),这些固体份在重力的作用下会 发生沉淀,防止这些固体份产生沉淀的办法是 让油漆运动,储存在罐内的油漆需要搅拌,而 在管路中的油漆就只有通过循环才能运动,实 验表明,油漆在管中不沉淀的条件是保持18米/ 分的流速,对于支管路,由于油漆量较少,所 以要求的流速为9米/分。
中央供漆系统中的油漆处理元件
• 稳压器(SURGE TANK) • 过滤器(FILTER) • 背压阀(B。P。R) • 稳压调压器(SURGE REGULATOR)
北京福勒德科技有限公司
稳压器的工作原理与类型
• 隔膜式稳压器
– 稳压介质与油漆不接 触避免污染油漆,减 少稳压介质泄露,稳 压功效长久
– 隔膜面积越大,相对 而言稳压效果越好
油漆通风系统设计

油漆通风系统设计油漆通风系统的设计对于保证工作场所的安全和环境的质量至关重要。
良好设计的油漆通风系统可以有效地去除有害气体、粉尘和气味,减少事故和环境污染的风险。
本文将介绍油漆通风系统设计的重要性、基本原则以及常用的设计方法。
一、设计的重要性油漆作业中产生的有害气体和粉尘对工人和环境造成严重的危害。
例如,挥发性有机物(VOCs)和有害颗粒物对呼吸系统和健康有害,易燃物质容易引发火灾和爆炸。
油漆通风系统的设计可以有效地控制这些风险,提供一个安全、健康和环保的工作环境。
二、设计的基本原则1.风量计算:根据油漆作业的类型和规模,确定合理的通风风量。
风量的计算应考虑到空气质量要求、有害物质的产生速率、作业时间以及通风系统的效率等因素。
2.排风系统设计:依据油漆房的大小、布局和工作活动,确定适当的排风系统设计。
通常包括排风罩、排风管道和排风机等组件。
3.进风系统设计:确保足够的新鲜气体进入油漆房,以提供良好的气流,并保持压力平衡。
进风系统应与排风系统配合使用,形成合理的通风循环。
4.过滤系统设计:选择合适的过滤器,去除气体中的有害物质和粉尘。
常用的过滤器包括活性炭过滤器和高效颗粒空气过滤器。
5.排风管道和散热设计:设计合理的排风管道布局,避免风道阻力和压力损失。
同时,考虑散热问题,防止排风系统过热,减少火灾风险。
6.监控和维护:安装必要的监测设备,如温度传感器、风速仪和有害气体监测器等,及时掌握系统的状况。
定期检查和维护设备,确保其正常工作。
三、常用的设计方法1.局部通风方法:在油漆作业区域周围设置局部排风装置,直接吸取有害气体和粉尘,减少室内污染。
这种方法通常适用于小型作业区域。
2.全局通风方法:通过油漆房的整体通风系统,保持较高的通风风量和良好的气流,将有害物质和粉尘迅速排出工作区域。
这种方法适用于大型作业区域。
3.静电除尘法:通过静电作用,将油漆作业中产生的带电颗粒物去除,减少粉尘的排放。
这种方法通常结合全局通风方法使用,效果更好。
油漆 循环系统PPT课件

结束语
当你尽了自己的最大努力时,失败也是伟大的, 所以不要放弃,坚持就是正确的。
When You Do Your Best, Failure Is Great, So Don'T Give Up, Stick To The End
感谢你的到来与聆听
学习并没有结束,希望继续努力
Thanks for listening, this course is expected to bring you value and help
水性涂装设计
• 材料结构
–304 / 304L不锈钢 – 无碳钢、铁、或400级不锈钢
• 表面处理
– 表面酸性钝化处理
• 清除制造时的污染物允许氧化铬在表 面成长
水性涂装设计
• 表面处理
– 铸件和桶的电抛光
• 钝化和提高表面平滑 • 减少表面干结 • 提高设备清洁度
不锈钢的表面处理
未处理的不锈钢
• 6、将顶盖(1)和杆(9)放在工作台上,小心 的将球(3)和弹簧(18)取下。
• 7、松开螺母(26),检查(25)和(19)有没 有损坏。
• 8、拆掉螺杆(23),取掉垫圈(22)、(24)、 金属板(29)和O型圈(20)。
• 9、用扳手将杆(9)从活塞瓣(16)上旋下。
液压马达保养、维修
液压马达保养、维修
• 拆开液压马达 • 1、减轻压力 • 2、关闭压力管路或拆开制动用软管 • 3、按照泵的说明手册从泵上拆开液压马达 • 4、分开排水软管
液压马达保养、维修
• 接合液压马达 • 1、接上排水软管 • 2、按照泵的说明手册将液压马达装在泵上 • 3、开启压力管路或连接好制动用软管
液压马达保养、维修
喷漆车间通风除尘系统设计

喷漆车间通风除尘系统设计目录一. 通风除尘系统设计背景 (2)1. 设计任务 (2)2. 设计资料 (2)二.局部通风除尘系统的组成 (3)1. 排风罩 (4)2. 风管 (4)3. 袋式除尘器 (4)4. 风机 (4)5. 排灰系统 (4)6. 烟囱 (4)三.排风罩 (5)1. 排风罩的分类 (5)2. 排风罩的设计原则 (6)3. 排风罩选择 (6)4.设计计算 (7)四.袋式除尘器的选型 (8)1.初选 (8)2. 滤料的选择 (8)3. 选型计算 (9)4. 设备选型 (10)5. 设备阻力计算 (10)6. 排放浓度校核 (12)五.管网的设计 (14)1. 风管敷设 (14)2. 管段编号 (15)3.确定各管段长度和流量 (15)4. 选择合理的空气流速 (16)5. 沿程阻力 (16)6. 各段风管内局部阻力系数的计算 (21)7. 并联管路阻力平衡 (24)8. 管道总阻力 (25)六.通风机的选型 (25)1. 风量 (25)2. 风压 (26)3. 风机选型 (26)七.排灰系统的设计 (26)1.卸料阀 (27)2. 螺旋输送机 (28)八.烟囱尺寸的设计 (31)1. 烟囱高度 (31)2. 烟囱的出口截面 (32)3. 烟囱的入口截面 (32)4. 风帽设计 (32)九.工程经济概算 (32)1. 工程投资 (32)2. 运行费用 (33)十.附录 (34)1. 除尘常用风机性能表 (34)2. LCPM型脉冲除尘器性能参数表 (35)十一. 致谢 (36)参考文献 (37)一. 通风除尘系统设计背景1. 设计任务本课程设计的任务是为一喷漆车间设计完整的通风除尘系统(选用袋式除器),降低喷漆工作中产生的粉尘对工人健康的危害,使得尾气排放符合国家大气污染物综合排放标准(GB16297-1996)。
2. 设计资料(1)尘源及粉尘特性尘源为喷漆车间的小型零件喷漆工作台,一共16个工作台,分两排置于车间南北两个方向,其尺寸均为(m):a×b=0.4×0.3,工作台距水平地面高度为1.2m。
2.油漆循环系统基本建议
以下油漆循环系统建议并不是绝对的设计标准,而是PPG针对使用PPG产品的生产操作系统提出的建议。
我们将对PPG认为系统中可取的方面和重要项目提出相应的建议。
我们的基本建议是在保证油漆循环管道内油漆不出现沉淀的基础之上采用最小程度的系统搅拌,防止管道内液体出现沉淀。
提高油漆系统液流循环速度会提高循环往复的次数,将增加剪切力和摩擦力,从而对油漆和设备造成损坏。
对于溶剂型涂料,搅拌流速为0.30米每秒,可保持材料不沉淀。
某些材料可能以更小的搅拌流速便可达到不沉淀的效果,但是为每一种产品制备特定的设置则会增加不必要的复杂性。
对于水性底色漆材料,建议搅拌流速为0.15米每秒。
水性底色漆材料的粘度随搅拌速度和时间的增加而减小(触变性),通常具有较低的沉淀率。
高固份(48%)水性中途的触变性较低,搅拌流速需要溶剂型设置。
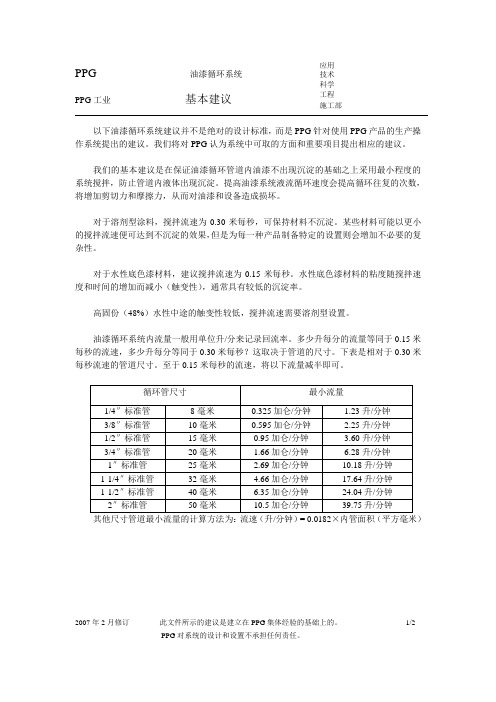
油漆循环系统内流量一般用单位升/分来记录回流率。
多少升每分的流量等同于0.15米每秒的流速,多少升每分等同于0.30米每秒?这取决于管道的尺寸。
下表是相对于0.30米每秒流速的管道尺寸。
至于0.15米每秒的流速,将以下流量减半即可。
其他尺寸管道最小流量的计算方法为:流速(升/分钟)= 0.0182×内管面积(平方毫米)2007年2月修订此文件所示的建议是建立在PPG集体经验的基础上的。
1/2PPG对系统的设计和设置不承担任何责任。
至于系统压力,在设计系统时,密封和管道强度是根据指定的压力条件而设计的。
即使当所有设备都在运行时,喷涂设备的每一部分可能都要求有固定的液体输出量,即液体输送能力。
一般的系统是在4.826bar巴(1巴=0.987大气压)的液体压力下操作手喷枪,在6.895bar 巴的液体压力下操作自动化设备。
一般循环系统大约有378.5-946.35升的油漆在系统中,6个手动操作台和13个自动操作台,头压(起始供压)大约13.79巴,背压(循环终止回压)大约5.52-6.895巴。
吨每天喷漆循环水处理方案设计

喷漆循环水处理EPC工程技术方案四月目录第一章概述 ..................................................................................... 错误!未定义书签。
1.1项目概况 ........................................................................................... 错误!未定义书签。
1.2编制根据 ........................................................................................... 错误!未定义书签。
1.3编制原则 ........................................................................................... 错误!未定义书签。
第二章技术方案设计 ........................................................................ 错误!未定义书签。
2.1处理规模 ........................................................................................... 错误!未定义书签。
2.2废水旳构成及来源 ........................................................................... 错误!未定义书签。
2.3处理规定 ........................................................................................... 错误!未定义书签。
喷漆循环水
喷漆循环水
喷漆循环水是指喷漆过程中使用的循环水系统。
喷漆循环水系统利用水泵将喷漆过程中产生的废水回收并进行循环使用,以减少水资源的消耗,节约成本,并减少对环境的污染。
喷漆循环水系统通常包括以下几个主要组成部分:
1. 水泵:用于将喷漆废水抽离出来,并将其送至处理装置。
2. 沉淀池:用于沉淀和分离喷漆废水中的固体颗粒、漆雾等污染物,净化喷漆废水。
3. 过滤器:用于进一步过滤喷漆废水中的微小颗粒和污染物,提高水的纯净度。
4. 活性炭过滤器:用于吸附喷漆废水中的有机污染物、异味物质等,提高废水的处理效果。
5. 冷却装置:用于降低喷漆废水的温度,以防止废水对设备的腐蚀。
6. 循环水储罐:用于储存处理后的循环水,供喷漆系统循环使用。
喷漆循环水系统的运行过程中,需要定期对废水进行处理,清除沉淀物和更换活性炭等。
同时,还需要监测和控制循环水的温度、浊度、PH值等参数,以确保循环水的质量和稳定性。
喷漆循环水系统的应用可以减少废水排放,降低环境污染,同时还可以节约成本,提高喷漆过程的效率和可持续性。
汽车喷漆房通风系统设计方案
汽车喷漆房通风系统设计方案
简介
本文旨在设计一种适用于汽车喷漆房的通风系统,以达到保持室内空气新鲜、降低有害气体浓度、维护室内压力的目的。
设计方案
通风系统包括送风系统和排风系统,两者协同工作以保持室内空气清新。
送风系统
送风系统应选用高效净化器进行空气净化,通过送风口将空气送至室内。
送风系统应满足以下要求:
- 确保送风口数量、位置合理;
- 平均风速不能超过1.5m/s;
- 空气洁净度达到ISO6级。
排风系统
排风系统主要负责将室内的废气、有害气体排出室外。
排风系统应满足以下要求:
- 确保排风口数量、位置合理;
- 平均风速不能低于0.5m/s;
- 排出的废气、有害气体符合国家有关标准。
控制系统
送风系统和排风系统均需安装自动控制系统,以维护室内空气质量。
控制系统应满足以下要求:
- 控制系统可实现自动检测室内空气质量并自动调节送风、排风量;
- 控制系统应具备报警功能,当空气质量异常时及时提醒操作人员进行处理。
结论
设计合理的汽车喷漆房通风系统能够有效地降低室内废气、有害气体浓度,以保障操作人员和车辆的健康安全。
以上的设计方案可供参考,但最终方案需根据具体情况进行调整和确定。
050涂装线的输、调漆系统
涂装线的输、调漆系统李付民杨学岩杨涛摘要:本文介绍了汽车涂装线的集中输、调漆系统。
包括其优点、组成及调试,并将三种输漆系统做了详细介绍和比较。
关键词:集中输调漆系统;循环;调试0 引言在现代化的涂装线中,输、调漆系统所起的作用是非常重要的,根据实际的工作经验,在这里讨论一下输、调漆系统设计、安装及调试阶段应注意的问题。
1 输调漆系统的设计1.1 集中输调漆系统的优点(1)对涂料的粘度、颜色和温度的均一性能进行较好的控制。
(2)对改善现场环境、安全生产、减少车间内运输等都有益。
(3)由于系统的不断循环,减少了涂料在输漆管内沉淀,能保证涂料供给的连续性。
(4)由于整套系统内的涂料除调漆外,呈密闭状态运行,避免了外来脏物进入涂料内而影响产品质量。
(5)最大限度的减少现场火灾危险性。
1.2 设计输调漆系统时应考虑的因素(1)此系统要供给的喷涂室的规模,即系统供涂料的喷漆点数。
(2)每个喷漆点所需的涂料量以及所有喷漆点同时使用率为多少。
(3)除上述两点之外,对系统的外部环境也应加以考虑,例如:输送距离、环境温度、调漆间的构成及消防要求,喷涂室是否会由于产量的增加而扩大规模,增加喷漆点,资金许可程度,以及整个系统的先进性的要求等,在考虑了上述各种因素后,才能对系统内的各个部分进行详细设计。
1.3 集中输调漆系统的组成它是由调漆间,调漆装置,输漆部分,控温装置,循环管路系统等组成,现将它们的功能及有关要求介绍如下:1.3.1 调漆间和调漆装置输调漆系统的主要部分输漆、调漆等工序均在调漆间内进行。
由于调漆过程中溶剂的挥发,空气中有机溶剂含量较高。
涂料、溶剂均为易燃、易爆品,要求调漆间应具有良好的通风换气条件,一般换气次数为15次/h。
为减少外来脏物的影响,调漆间的送风系统中应加多道过滤器,过滤精度为5μm,且要求空气中粒径在(0.5~5)μm的灰尘含量控制在350万颗/m3一下。
为到达防火防爆要求,调漆间应设有足够的泄漏面积,地面上应布有防静电的铜条(布置间距为300mm左右)或铺导电瓷砖,刷导电涂料。
浅谈喷涂室循环风空调的设计要求
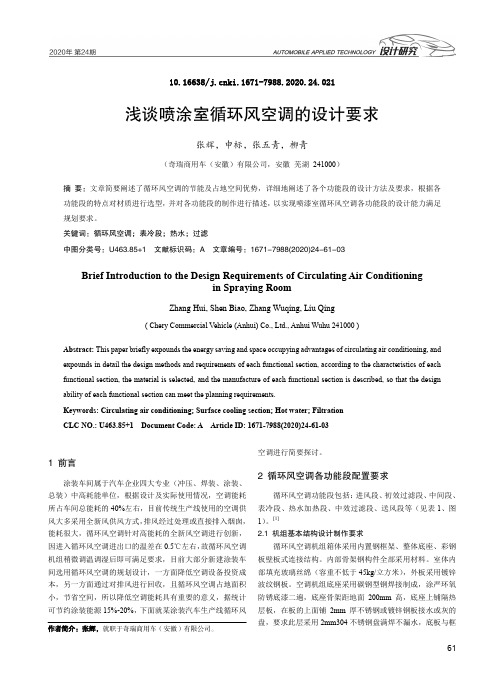
10.16638/ki.1671-7988.2020.24.021浅谈喷涂室循环风空调的设计要求张辉,申标,张五青,柳青(奇瑞商用车(安徽)有限公司,安徽芜湖241000)摘要:文章简要阐述了循环风空调的节能及占地空间优势,详细地阐述了各个功能段的设计方法及要求,根据各功能段的特点对材质进行选型,并对各功能段的制作进行描述,以实现喷漆室循环风空调各功能段的设计能力满足规划要求。
关键词:循环风空调;表冷段;热水;过滤中图分类号:U463.85+1 文献标识码:A 文章编号:1671-7988(2020)24-61-03Brief Introduction to the Design Requirements of Circulating Air Conditioningin Spraying RoomZhang Hui, Shen Biao, Zhang Wuqing, Liu Qing( Chery Commercial Vehicle (Anhui) Co., Ltd., Anhui Wuhu 241000 )Abstract: This paper briefly expounds the energy saving and space occupying advantages of circulating air conditioning, and expounds in detail the design methods and requirements of each functional section, according to the characteristics of each functional section, the material is selected, and the manufacture of each functional section is described, so that the design ability of each functional section can meet the planning requirements.Keywords: Circulating air conditioning; Surface cooling section; Hot water; FiltrationCLC NO.: U463.85+1 Document Code: A Article ID: 1671-7988(2020)24-61-031 前言涂装车间属于汽车企业四大专业(冲压、焊装、涂装、总装)中高耗能单位,根据设计及实际使用情况,空调能耗所占车间总能耗的40%左右,目前传统生产线使用的空调供风大多采用全新风供风方式,排风经过处理或直接排入烟囱,能耗很大,循环风空调针对高能耗的全新风空调进行创新,因进入循环风空调进出口的温差在0.5℃左右,故循环风空调机组稍微调温调湿后即可满足要求,目前大部分新建涂装车间选用循环风空调的规划设计,一方面降低空调设备投资成本,另一方面通过对排风进行回收,且循环风空调占地面积小,节省空间,所以降低空调能耗具有重要的意义,据统计可节约涂装能源15%-20%,下面就某涂装汽车生产线循环风空调进行简要探讨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油漆循环系统的设计与选型孙东吴晓光(兴信喷涂机电设备(北京)有限公司)一、前言近些年,随着国内汽车制造业的快速发展,涂装作业的规模越来越大,油漆循环系统也得到了越来越广泛的应用,由于生产规模及产品、材料的差异,对油漆循环系统的要求也不尽相同。
针对油漆循环系统的设计、设备选型和安装工艺要求,2005年国家发布了专业技术标准,详细内容可参阅《涂装供漆系统技术条件》(JB/T10536-2005)。
我公司自成立以来,已成功地为包括大众、通用、丰田、戴克、本田、福特、日产等在国内的合资厂及金杯、哈飞、长城等自主品牌工厂提供了油漆循环系统,也从中总结了一些经验和体会。
二、油漆循环系统概述众所周知,任何一种油漆内都包含一定比例的固体微粒,如颜料和金属粉等,它们在调配好的油漆中呈均匀悬浮状态,这种状态的保持是获得高品质喷涂表面的关键。
然而一旦油漆静止下来,这些固形微粒就会有产生沉淀和聚集的倾向,使喷出的油漆不能达到正常的外观和性能,对于金属漆和珠光漆,以上问题就更为突出。
对于一个传统的涂装厂或涂装车间来说,当其生产规模或说是喷漆量达到一定程度后,一件或一批产品需要通过几个甚至十几个喷漆工位或人员才能完成全部的喷涂工作,而每一个工位或人员所使用的油漆是从不同的油漆罐中取出的,严格地说,这些油漆的颜色和性能是不一致的,而且,使用小型容器调漆也会造成更多的油漆浪费,而使用油漆循环系统是保证质量和节省油漆的首选方案。
油漆循环系统是由多个材料供应管组成,用于保持和控制油漆的工艺要求,并将油漆以一定的压力和流量输送到喷漆工位的一种管道网路,它包括中央供漆设备(泵、涂料处理元件、空气处理元件、油漆桶、控制部分)、喷站出口元件和管路系统。
然而,油漆的长距离输送,会遇到两个影响油漆品质的问题,沉淀和剪切。
实验表明,大多数油漆以不低于18米/分(某些水性漆6~18米/分)的速度流动时,就不会产生沉淀现象,因此,油漆循环系统的设计与元件的选用首先要保证油漆在系统管路中能以合适的速度流动。
同时,过高的流速、过多的油漆处理元件、不光滑的流道以及不合适的连接也是油漆循环系统中产生剪切和沉淀的主要原因。
所以设计一个循环系统通常要考虑:油漆的种类与粘度,循环管路的长度,喷站的数目,产量,漆膜的表面要求,生产环境要求等等,并以此来设计循环形式,以及选择泵,容器,管路尺寸、连接形式及喷站元件。
常见的油漆循环方式有主管循环、两线循环和三线循环。
三、油漆循环方式的选择设计一套油漆循环系统,首先要确定油漆循环方式,确定油漆循环方式,必须综合考虑所输送的油漆类型、投资规模、产品要求和发展等多方面的因素。
下面就从这几个方面对上述三种最常见的油漆循环方式作一分析和对比。
1.主管循环(见图一)图一主管循环是最简单也是最基础的一种循环方式。
目前,一些汽车厂的中涂漆、罩光漆及溶剂,还采用此种循环方式。
在该种循环方式中,主管循环将油漆送至每个喷枪,然后回到调漆间。
随着水性涂料在汽车上的应用,我们发现有些厂家的水性漆又回到了这个系统上来。
另外,此种形式的一些变形——如低位主管,也被一些汽车厂用来输送金属漆。
主管循环系统的喷站使用一个墙置式的涂料调压器来控制喷枪的流量,调压器配有压力表,可以直观地显示和调整提供给喷枪的油漆压力。
在一些设计中,墙置式调压器及压力表被一个枪上调压器所替代,这会增加枪上的重量,而且流量的控制精度也会下降,虽然费用能稍有降低,但对管理和质量控制都不利。
使用主管循环系统有很多优越性,首先该系统设计简单且易操作,无需很多经验就可调出所要求的系统平衡。
供料速度和油漆压力可由油漆间内的泵用空气调压器和背压阀来调定,每个喷站的墙置油漆调压器可以精确控制和显示喷枪的流量。
由于主管具有较大的尺寸和足够的循环流速,而且主管的压力可以按需要很容易地进行调整,因此不易发生沉淀的积累和堵塞,同时,该系统能最大限度地满足喷站数量的增加,喷站需增加时,只要从主管中接出支管即可,因此,从发展的眼光看,该系统能提供最大的系统扩充性,且只需很小变化。
另外,不需变径的主管可以提供最光滑的流道,从而使油漆输送过程中管道变径对油漆的剪切降到最低。
除此而外,这种系统对安装、施工来说最经济,且只要最少量的油漆来充满这一系统。
该系统的不足之处在于,因其支管不循环,对于易沉淀的油漆或要求较高的产品来说,支管内的沉淀物或杂质会引起喷枪的堵塞与色差的产生,另外,因为清洗时每根支管均需要单独清洗,因此,换色较不容易完成。
总之,主管循环虽不是一个最理想的系统形式,但对于一些要求不高厂家或不易沉淀的材料来说,主管循环仍是一种经济、实用的系统。
2.两线式循环(见图二)两线式循环系统是基于工程学的原理来设计的,它是在一种理想状态下的理想系统。
所谓理想状态,是在系统的供管和回流管中存在理想的对称,在这种情况下,系统不需要也不能够另使用调压器来控制和平衡系统。
在这种系统中,油漆通过一条由粗变细的渐变的主管被供至每根支管,再通过一条由细变粗的渐变的主管流回调漆间,而供管和回流管系统网络应是完全对称的。
两线式循环系统的喷站不需要墙置式的油漆调压器,通常只使用一个枪下调压器或枪下Y形接头来控制供给喷枪的流量。
事实上,一个适当的两线系统是最经济的,这一系统要求较低的压力和流量,运行成本和能量消耗也低于其他系统,相对其它系统来说,管路系统及喷站处油漆出口组件的费用也相对较低。
由于支管参与循环,因此该系统对于包括水性漆在内的任何一种油漆都是适用的。
又由于管路元件较少,也使得元件特别是调压器的设置对油漆产生的剪切降到最低,同时,该系统换色时的清洗工作也是最容易完成的。
2000年前,两线系统在国内汽车厂的应用并不多,这是由于当时国内的制造能力和管理水平不高,那时使用的多条两线系统都出现了不同程度的沉淀甚至堵塞问题,但目前国内的汽车厂中,两线系统是应用最普遍的,特别是在水性漆推广过程中,两线系统应该是比三线系统更适用的循环系统。
图二3.三线循环(见图三)图三在所有循环形式中三线循环系统的系统控制性和灵活性是最好的。
该系统结合了主管循环和两线循环的优点,在设计结构和系统的扩充性上,应说是综合性最好的系统。
该系统包括一条主管循环管路及一条渐变的回流管,这条渐变的回流管是系统中的低压管。
该系统的每个喷站均装有墙置式调压器,并经过装在枪上的调压器循环到枪,其中,墙置式调压器用来控制出口的循环量,枪下调压器可依据枪的循环量来控制供漆量。
三线循环的优点是很明显的,较大尺寸的主管保证喷站有充足的油漆供应,循环到枪的形式使金属漆也不易产生沉淀,墙置式涂料调压器可以控制和显示每一喷站的油漆流量和压力,因此,喷站在系统中的位置、软管长度以及有关的压力损失都不会对系统平衡产生影响。
三线循环还有一个很大的优点就是能够方便而且经济地满足将来的设计需要,这包括将来的材料改变,增加或减少喷站或喷漆室,以及适应工厂工艺改变而要求的喷站重组或管子直径及长度的改变,虽然这种变化并不是无限的。
然而,三线循环也有其不足的一面,最重要的一点:由于三线循环采用双调压双背压系统,以及双回流设计,因此,它比其它系统需要更高的设备及安装费用,而且管路内需要更多油漆来充满,系统运行时需要消耗更多的能量等等,这一切都会造成更多费用的发生;另外,对于使用水性漆的用户来说,较多的调压器会对油漆造成剪切,而使油漆产生衰变,因此在设计时要注意使流过调压器的压差尽可能地小或选用低剪切元件。
然而,对于一个希望得到高品质产品及将来可能改变工艺及材料的使用者来说,三线循环仍是一种选择。
四.循环系统内的设备选择当循环系统的形式确定后,就需要确定系统所需要的设备了,这些设备包括:1.中央供漆系统内的设备一个完整的中央供漆系统由泵、油漆处理组件和空气处理组件及料桶组成。
(1)泵的选择泵是供漆系统的核心,泵的选择通常要考虑流量、压力、化学兼容性和驱动形式。
流量的确定要考虑喷漆时所喷出去的油漆和系统循环所需的油漆量;压力的确定要考虑油漆喷涂所需要的压力以及管路中的压力损失等。
为了保证系统的可靠性,考虑流量时一般按照不超过20次/分的工作频率来考虑,这样有利于保证系统工作的稳定。
值得一提的是在选择泵时优先选择四球式的柱塞泵,因为它具有比一般双球泵更稳定的性能和更长的寿命,同时也比离心泵的剪切小得多。
对于国内大部分设计者和使用者来说,气动泵应该是最传统和最熟悉的,然而在国外,液压泵与电动泵的应用却占一定优势。
近些年来,由于液压泵具有噪音低、耗能少、脉动小、寿命长以及对调漆间污染小等优点,在我国的应用也越来越广泛,图表一、二、三是美国GRACO公司所进行的不同形式泵之间的性能比较结果。
实际上,使用液压泵所消耗的能量只有气动泵的1/3,同时,没有了气动泵换向放气所产生的巨大噪音,在调漆间存放和调制的油漆也避免了被空气马达中排出的含有油雾的空气所污染,又由于液压油能对马达起到润滑的作用,因此马达的寿命比空气马达更长,据美国GRACO公司提供的资料,液压泵的马达寿命不低于10,000,000个往复次数。
除此而外,液压泵还不会出现因空气马达内结冰而造成停机的现象。
因此最近几年,已有数十家新工厂都选择了这种环保节能的输送泵。
另外,在国外车厂中,由于设备自动监控系统的广泛使用,电动泵在欧美也得到了广泛的应用,而在国内,电动泵的使用虽然还没有开始,但国外的GRACO公司、ITW公司和WAUKESHA 公司都已在国内开始宣传他们的电动泵。
图表一泵输出流量(1/min)能源消耗(k w )泵效率比较(电动泵、液压泵、气动泵)油漆种类:色漆粘度:0.8泊比重:1.2GRACO电动泵GRACO气动泵 B5:1GRACO V-II液压泵图表二泵频次数 /min 噪声(d B -A )液压压力:70kg/cm2空气压力:3kg/cm2标准供漆往复次数标准往复次数下,15db-A 的差别GRACO 液压泵VII600GRACO K Hi-Flo 泵噪声比较 气动泵与液压泵比较图表三液压泵和气动泵脉动比较压力(K g f /c m 2)GRACO气动泵 P3:1空气压力: Kg/cm2GRACO液压泵 V-I250压力(K g f /c m 2)GRACO公司电动泵的典型代表为TRIUMPH和IMPERIAL,TRIUMPH采用电动马达配柱塞泵,不会像气动泵马达容易结冰,但只是驱动马达的简单更换。
IMPERIAL是一种电动离心泵,可靠性和耐用性极佳,具有低能耗、无脉动和低噪音等优点,这是气动泵无法比拟的,但剪切力偏大。
GRACO公司最新推出的E-Flo电动泵,除具有一般电动泵的优点外,可以通过控制系统即时控制泵的流量和压力,在系统短时间要求高流量时,如喷涂时,需要大的瞬时流量,E-Flo泵能够通过变频控制提供大流量并配合背压阀的自动调整提供高压力以满足机器人喷涂、换色的要求。