铝焊丝型号的表示和分类
焊丝牌号及型编制

焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.031 5 H10Mn2MoA0.08~0.131.70~2.00≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.031 6 H08Mn2MoV A0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.700.06~0.12≤0.2Ti0.15(加入量)≤0.03≤0.031 7 H10Mn2MoV A0.08~0.131.70~2.40≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.0318 H08CrMoA ≤0.100.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0319 H13CrMoA0.11~0.160.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0320 H18CrMoA0.15~0.220.40~0.700.15~0.350.80~1.10≤0.300.15~0.25≤0.2≤0.025≤0.032 1 H08CrMoVA≤0.100.40~0.700.15~0.351.00~1.30≤0.300.50~0.700.15~0.35≤0.2≤0.03≤0.032 2 H08CrNi2MoA0.05~0.010.50~0.850.10~0.300.70~1.001.40~1.800.20~0.40≤0.2≤0.025≤0.032 3 G30CrMnSiA0.25~0.350.80~1.100.90~1.200.80~1.10≤0.30≤0.2≤0.025≤0.02524 H10MoCrA ≤0.120.40~0.700.15~0.350.45~0.65≤0.300.40~0.60≤0.2≤0.03≤0.03表2-32类别牌号化学成分,%(m/m)C Si Mn P S Cr Ni Mo Cu 其他奥氏体型H1Cr19Ni9 ≤0.14≤0.61.00~2.00≤0.03≤0.0318.00~20.008.00~10.00H0Cr19Ni12Mo2≤0.08≤0.61.00~2.50≤0.03≤0.0318.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2Cu2 ≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.001.00~2.50H0Cr19Ni14Mo3 ≤0.08≤0.61.00~2.50≤0.03≤0.0318.50~20.5013.00~15.003.00~4.00H0Cr21Ni10 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0319.50~22.509.00~11.00H00Cr21Ni10 ≤0.03 ≤0.61.00~2.50≤0.03≤0.0218.50~20.509.00~11.00H0Cr20Ni10Ti ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.509.00~10.50Ti9×C%~1.00H0Cr20NI10Nb ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.009.00~11.00Nb10×C%~1.00H00Cr20Ni25Mo4Cu ≤0.03≤0.61.00~2.50≤0.03≤0.0219.00~21.0024.00~26.004.00~5.001.00~2.00H1Cr21Ni10Mn6 ≤0.10≤0.65.00~7.00≤0.03≤0.0220.00~22.009.00~11.00H1Cr24Ni13 ≤0.12 ≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.00H1Cr24Ni13Mo2 ≤0.12≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.002.00~3.00H00Cr25Ni22Mn4Mo2N ≤0.03≤0.53.50~5.50≤0.03≤0.0224.00~26.0021.50~23.002.00~2.80N0.10~0.15H1Cr26Ni21 ≤0.15 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00H0Cr26Ni21 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00铁素体型H0Cr14 ≤0.06≤0.7≤0.60≤0.03≤0.0313.00~15.00≤0.60 H1Cr17 ≤0.10≤0.5≤0.60≤0.03≤0.0315.50~17.00≤0.60马氏体型H1Cr13 ≤0.12≤0.5≤0.60≤0.03≤0.0311.50~13.50≤0.60H2Cr130.13~0.21≤0.6≤0.60≤0.03≤0.0312.00~14.00≤0.60H0Cr17Ni4Cu4Nb≤0.05≤0.750.25~0.75≤0.03≤0.0315.50~17.004.00~5.00≤0.753.00~4.00N0.15~0.45表2-33 国产焊丝型号及其化学成分(%)(GB/T8110-95)焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量碳钢焊丝ER49 -1≤0.111.80~2.100.65~0.95≤0.030≤0.030≤0.30≤0.20—————≤0.50—ER50 -2≤0.07 0.90~1.40 ≤0.025≤0.035——0.05~0.150.02~0.120.05~0.15≤0.50ER50 -3 0.06~0.15———ER50 -4 0.07~0.151.00~1.50ER50 -5 0.07~0.190.90~1.400.50~0.90ER50 -6 0.06~0.151.40~1.85—ER50 -7 0.07~0.150.50~0.80铬钼钢焊丝ER55 -B2 0.07~0.120.40~0.700.40~0.70≤0.025≤0.025≤0.201.20~1.500.40~0.65————≤0.35≤0.50ER55 -B2L≤0.05ER55-B2-MnV0.06~0.10 1.20~1.600.60~0.90≤0.030≤0.0251.00~1.300.50~0.700.20~0.40ER55 -B2-Mn 1.20~1.700.90~1.200.45~0.65—ER62 -B3 0.07~0.120.40~0.700.40~0.70≤0.025≤0.202.30~2.700.90~1.20ER62 -B3L≤0.05镍钢焊丝ER55 -C1≤0.12≤1.250.40~0.80≤0.025≤0.0250.80~1.10≤0.15≤0.35≤0.05———≤0.35≤0.50ER55 -C2 2.00~2.75———ER55 -C3 3.00~3.75续表焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量锰钼钢焊丝ER55-D2-Ti≤0.111.20~1.900.40~0.80 ≤0.025≤0.025——0.20~0.50—≤0.20——≤0.50≤0.50ER55 -D2 0.07~0.121.60~2.100.50~0.80≤0.150.40~0.60—其他低合金钢焊丝ER69 -1≤0.081.25~1.800.20~0.50 ≤0.010≤0.0101.40~2.10 ≤0.300.25~0.55 ≤0.05≤0.10≤0.10≤0.10≤0.25≤0.50ER69-2≤0.12 0.20~0.600.80~1.250.20~0.550.25~0.65ER69 -3 0.40~0.80≤0.020≤0.0200.50~1.00——≤0.20—≤0.35ER76 -1≤0.09 1.40~1.800.20~0.55 ≤0.010≤0.0101.90~2.60≤0.500.25~0.55≤0.04≤0.10≤0.10≤0.25ER83 -1≤0.100.25~0.602.00~2.80≤0.600.30~0.65≤0.03ERXX-G供需双方协商注:①焊丝中铜含量包括镀铜层。
焊丝牌号及型编制
焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.03。
怎么选择铝焊丝
怎么选择铝焊丝? [原创 2009-05-18 16:30:02]线轴或纵向切口的 MIG/TIG的铝及铝合金焊接加工,为达到最佳焊接效果,推荐选用以下焊丝与母材匹配:ER1100 是一种含99%铝的填充金属,可用于建筑、装饰和设备、冶金、管道、纺纱器具等行业。
一般应用於1100、3003或与3003相近的母材及1060、1070、1080、1350。
该焊丝阳极化处理后呈现轻微的金黄色,焊缝抗拉强度为 110 MP。
ER4043 通常作为ALSi1,是含5%硅的铝填充金属,可被推荐用于焊接3003、 3004、5052、 6061、 6063和铸件金属 355,356和 214。
ER4043的熔点温度范围在1065——1170°F,在阳极化处理后的颜色为灰白色,最小抗拉强度为 186 Mp。
ER4047 通常作为 ALSi2,是一种含硅12%的铝填充金属,这种合金不仅可用於MIG或TIG应用,同样可当作普通用途的铜焊合金供应,具有较好的抗腐蚀性能,是铜焊或铝焊比较受欢迎的合金焊丝。
可用於母材1060、1350、3003、3004、3005、5005、5050、 6053、6061、6951、 7005和铸件合金710.0和 711.0的焊接。
ER4047的熔点温度约为1070--1080°F,在阳极化处理后的颜色为灰黑色。
ER5183 通常作为ALMg4.5Mn合金填充金属,包含成份为:4.3——5.0%的镁,0.5——1.0%的锰和适当的铬与钛,可用於线轴或纵向切口的MIG或TIG焊接加工,这种合金一般用於船舶、钻井装备、火车、汽车、储存罐和压力容器等行业的焊接加工,适用的母材金属包括 5083、 5086、5456、5052、5652和 5056。
ER5183阳极化处理后的颜色为白色,熔点温度为 1075——1180°F,焊缝的抗拉强度为 294 MP。
ER5356 通常作为ALMg5,是一种含镁达5%的铝合金填充金属,可用於MIG或TIG焊接加工,具有很好的抗海水腐蚀性能,一般能应用於母材 5050、5052、5083、5356、5454和5456的焊接。
气保焊丝的型号及用法

气保焊丝的型号及用法
气保焊丝是一种常用于气体保护焊接的焊接材料。
它通常由高质量的焊丝制成,具有优良的焊接性能和耐腐蚀性。
气保焊丝的型号和用法有以下几种:
1. ER70S-6:这是一种常用的气保焊丝型号,适用于焊接碳钢和低合金钢。
它
的焊接性能稳定可靠,焊缝质量好。
适用于多种焊接方法,如气保焊、埋弧焊和手工电弧焊。
2. ER308L:这是一种不锈钢气保焊丝型号,适用于焊接不锈钢材料,如304
和308不锈钢。
它具有良好的抗氧化性和抗腐蚀性,焊缝质量高。
3. ER4043:这是一种铝合金气保焊丝型号,常用于焊接铝及铝合金材料。
它
具有良好的流动性和机械性能,适用于气保焊和TIG焊接。
4. ER5356:这是一种高强度铝合金气保焊丝型号,适用于焊接高强度铝合金
材料,如5104、5356和5454。
它具有优异的抗拉强度和耐蚀性,适用于气保焊和TIG焊接。
使用气保焊丝时,需要根据所需的焊接材料和焊接要求选择合适的焊丝型号。
在使用前,焊丝应保持干燥,以免影响焊接质量。
焊接时,应根据焊接参数进行适当调整,并注意保护焊缝免受氧气和其他污染物的影响。
同时,还应注意安全操作,佩戴适当的防护设备,以确保人身安全。
总之,气保焊丝的型号和用法多种多样,选择适合的焊丝型号和正确使用方法
对于保证焊接质量至关重要。
具体的选择应根据实际需求和参数进行判断,并遵循相关的安全操作措施。
铝及铝合金焊条详解

L109(型号E1100)是以纯铝为焊芯、药皮为盐基型的铝焊条。用于焊接铝板、纯铝容器。
L209(型号E4043)是以铝合金为焊芯、药皮为盐基型的铝合金焊条其通用性较大,特点是抗热裂性能良好,焊缝金属具有一定的机械强度。用于焊接铝板、铝硅合金铸件、锻铝、硬铝等一般铝合金。但不宜焊接铝镁合金。
L309(型号E3003)是以铝锰合金为焊芯、药皮为盐基型的铝合金焊条,其特点是焊缝强度较高,耐腐蚀性能与铝相近。用于焊接铝锰合金、纯铝及其他铝合金的焊接等。
L409铝镁焊条型号:L409
药皮类型:盐基型
电源:直流
用途:焊接铝锰合金。
材质(熔敷金属化学成分):
Si 0.5 Mn 0.2-0.6 Mg 3-3.5 Ag余量
铝焊丝型号都有哪些

在焊丝生产行业中需求量一直比较大,因此也带动了铝焊丝制品的发展,于是很多厂家在不断研发各种型号的焊丝产品,铝焊丝可以分为纯铝和金属合成铝,具体的型号列举如下。
一、纯铝焊丝价格和型号
1、纯铝焊丝1070
铝焊丝标准:GB/T10858-2008
焊丝直径:1.0、1.2、1.6、2.0、2.4、3.0、3.2、4.0、5.0、6.0(mm)
焊丝盘尺寸:D300(9kg)、D270(7kg)、D200(2kg)、D100(0.5kg)焊丝特点:99.7%铝含量,导电性好,抗腐蚀,有塑性和韧性。
2、ER1100
铝含量≥99.0%;该焊接材料具有极好的抗腐蚀性能,优良的导热、导电性能以及极好的可加工性能。
广泛用于铁路机车、电力、化学、食品等行业。
3、1070
性能特点:纯铝焊丝,相当于HS301,铝含量≥99.7%;该焊接材料具有极
好的抗腐蚀性能,优良的导热、焊缝成形美观光亮、电弧稳定、飞溅小。
二、金属合成铝焊丝常见价格和型号
1、ER4043铝硅合金焊丝
性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量,用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱。
2、ER5356铝镁合金焊丝
性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊 5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
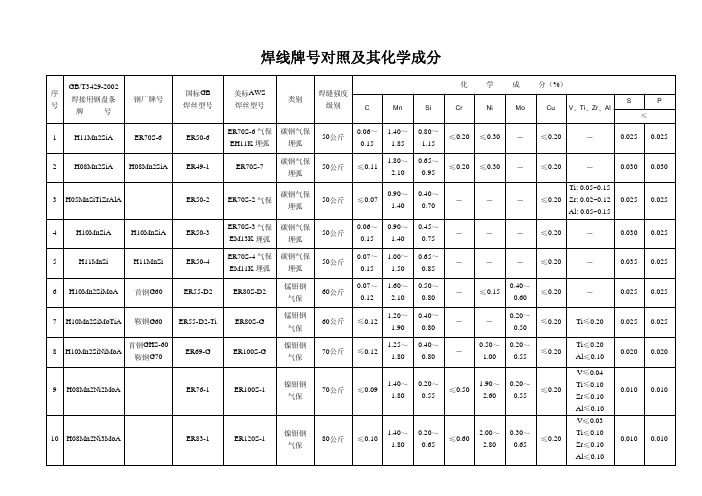
焊线牌号对照、用途及其化学成分
-
-
- ≤0.20
-
EM11K 埋弧 埋弧
0.15 1.50 0.85
0.035 0.025
锰钼钢
0.07~ 1.60~ 0.50~
0.40~
6 H10Mn2SiMoA 首钢G60
ER55-D2
ER80S-D2
60公斤
- ≤0.15
≤0.20
-
气保
0.12 2.10 0.80
0.60
0.025 0.025
低温钢用气保或氩弧焊丝,在低温-45℃有优良的冲击值,熔敷金属的X-Ray性能优越。适用低温机器、低温用 铝净钢及LPG储槽钢的焊接。 低温钢用气保或氩弧焊丝,具有优良的低温冲击值。用于-70℃下工作的结构的焊接。
市场用量 内销及出口有一定的需求量。
较少,但附加值高。 较少,但附加值高。
14 ER44-8Ⅱ
7 H10Mn2SiMoTiA 鞍钢G60 ER55-D2-Ti
ER80S-G
锰钼钢
1.20~ 0.40~
60公斤 ≤0.12
-
气保
1.90 0.80
0.20~
-
≤0.20 Ti≤0.20 0.025 0.025
0.50
首钢GHS-60 8 H10Mn2SiNiMoA
鞍钢G70
ER69-G
9 H08Mn2Ni2MoA
美标AWS 焊丝型号
特性及用途
市场用量
该焊丝采用CO2 或富氩作保护气体进行施焊。具有良好的焊接工艺性能;电弧燃烧稳定、飞溅少;焊缝成型美
ER70S-6 气保 观、焊缝金属气孔敏感性小;全位置施焊工艺好,可适宜较宽的焊接电流范围。
使用最为广泛,占到气保实芯焊丝
铝材编号及分类

铝材编号的具体意义与区别:1系列(表示纯铝,含铝量不少于99%)2系列(主要以铜合金)3系列(主要以锰)4系列(主要以硅)5系列(主要以镁)6系列(主要以镁与硅)7系列(主要以锌)8系列(其他元素)一。
1000系列代表 1050 1060 1070 1000系列铝板又被称为纯铝板,在所有系列中1000系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列.目前市场上流通的大部分为1050以及1060系列.1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880—2006)中也明确规定1050含铝量达到99。
5%。
同样的道理1060系列铝板的含铝量必须达到99。
6%以上。
二2000系列铝板代表2A16(LY16) 2A06(LY6)2000系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3—5%左右。
2000系列铝板属于航空铝材,目前在常规工业中不常应用.我国目前生产2000系列铝板的厂家较少.质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供.随着我国航空航天事业的发展,2000系列的铝板生产技术将进一步提高.三3000系列铝板代表3003 3003 3A21为主。
又可以称为防锈铝板我国3000系列铝板生产工艺较为优秀。
3000系列铝板是由锰元素为主要成分。
含量在1。
0—1.5之间。
是一款防锈功能较好的系列。
常规应用在空调,冰箱,车底等潮湿环境中,价格高于1000系列,是一款较为常用的合金系列。
四4000系列铝板代表为4A01 4000系列的铝板属于含硅量较高的系列。
通常硅含量在4。
5—6。
0%之间。
属建筑用材料,机械零件,锻造用材,焊接材料;低熔点,耐蚀性好产品描述: 具有耐热、耐磨的特性五5000系列代表5052。
最新铝用焊接材料
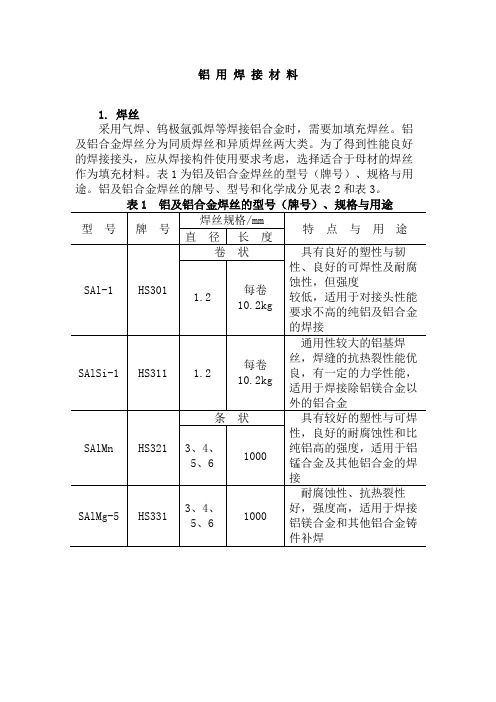
铝用焊接材料1. 焊丝采用气焊、钨极氩弧焊等焊接铝合金时,需要加填充焊丝。
铝及铝合金焊丝分为同质焊丝和异质焊丝两大类。
为了得到性能良好的焊接接头,应从焊接构件使用要求考虑,选择适合于母材的焊丝作为填充材料。
表1为铝及铝合金焊丝的型号(牌号)、规格与用途。
铝及铝合金焊丝的牌号、型号和化学成分见表2和表3。
选择焊丝首先要考虑焊缝成分要求,还要考虑产品的力学性能、耐蚀性能,结构的刚性、颜色及抗裂性等。
选择熔化温度低于母材的填充金属,可大大减小热影响区的晶间裂纹倾向。
对于非热处理合金的焊接接头强度,按1000系、4000系、5000系的次序增大。
含镁3%以上的5000系的焊丝,应避免在使用温度65℃以上的结构中采用,因为这些合金对应力腐蚀裂纹很敏感,在上述温度和腐蚀环境中会发生应力腐蚀龟裂。
用合金含量高于母材的焊丝作为填充金属,通常可防止焊缝金属的裂纹倾向。
目前,铝及其合金常用的焊丝大多是与基体金属成分相近的标准牌号焊丝。
在缺乏标准牌号焊丝时,可从基体金属上切下狭条(长度500—700mm,厚度与基体金属相同)代用。
较为通用的焊丝是SAlSi-1(HS311),这种焊丝的液态金属流动性好,凝固时的收缩率小,具有优良的抗裂性能。
为了细化焊缝晶粒、提高焊缝的抗裂性及力学性能,通常在焊丝中加入少量的Ti、V、Zr等合金元素作为变质剂。
选用铝合金焊丝应注意的问题如下:①焊接接头的裂纹敏感性影响裂纹敏感性的直接因素是母材与焊丝的匹配。
选用熔化温度低于母材的焊缝金属,可以减小焊缝金属和热影响区的裂纹敏感性。
例如,焊接Si含量5%的6061合金时,选用同一合金作焊缝,裂纹敏感性很大,但用Si含量5%的ER4043焊丝时,由于其熔化温度比6061合金低,在冷却过程中有较高的塑性,所以抗裂性能良好。
此外,焊缝金属中应避免Mg与Cu的组合,因为Al-Mg-Cu有很高的裂纹敏感性。
②焊接接头的力学性能工业纯铝的强度最低,4000系列铝合金居中,5000系列铝合金强度最高。
铝焊丝的型号有哪些?

铝焊丝的型号有哪些?
铝焊丝有哪些型号呢?
根据铝材中加入的镁、硅、锰、铜、锌等合金元素不同,形成不同系列的铝合金材料。
常见的有:
1. 含铝量≥99.00% 的纯铝焊丝。
型号有:ER1070、ER1100 。
2. 铝硅焊丝。
型号有:ER4043,可广泛用于船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱等行业。
ER4047,可用于纯铝、铝锰、铝硅镁合金的钎焊。
3. 铝镁焊丝。
型号有:含5%镁及少量钛细化晶粒的ER5356,可用于车厢、造船、压力容器、家具、舞台、兵工、航空等行业。
含镁近5%及较高锰含量的ER5183,可用于车厢、压力容器、造船、制冷、锅炉、航工航天等行业。
以及含镁5%的ER5087。
4. 铝铜焊丝。
型号有:ER2319,可用于航天航空工业。
铝合金焊丝ER5356(1.2)技术要求
进口铝合金焊丝∅ 1.2技术要求
一、名称: 铝合金焊丝∅ 1.2;
二、规格型号:ER5356-AlMg5Cr;
三、材质:铝,镁等;
四、功能:铝合金材质焊接;
五、技术要求
1、净重量:6KG/盘或7KG/盘;
2、化学成分:符合GB/T10858-2008标准;
3、直径:1.2mm;
4、包装:外-纸壳包装,内-塑料袋密封包装或真空包装;
5、参考符合标准:①ISO18273-2004焊接消耗品-焊丝电极、
铝和铝合金焊接用焊丝和焊条分类;
②ISO544-2003焊接材料供货技术条件、
产品类型、尺寸、公差和标志;
③GB/T10858-2008铝及铝合金焊丝标准;
④EN13479-2004焊接消耗品金属材料熔
焊填充金属和焊剂的一般产品标准;
6、焊丝类型:实芯;
7、计量单位:公斤
六、质量证明书
附有与供货批次相同的出厂检测报告原件或具有与检测报告相同效力的复印件(产品质量证明书);
附带材质证明书;
进口焊丝需要有DB认证和CE认证,并附带认证证书;
七、验收标准
1.产品内包装完好无损;
2.产品必须有材质证明书,产品质量证明书及实验报告等相关的各种文件;
3.产品外观应光亮,无黄、霉斑、白点、毛刺;
4.产品应在包装外标注生产日期、制造商、炉批次号、重量、焊材规格、牌号、进口焊丝得有DB,CE认证标志、符合的标准;
八、不合格品处理标准
不符合技术要求予以退货处理,退货产生的费用由供货方承担;
九.使用周期:消耗品
十.参考图片:。
铝焊丝型号和分类性质
铝焊丝又称铝铝药芯焊丝,是一种只需通过火焰或感应直接可以钎焊焊接的焊丝。
它的型号和分类性质是:1.ER4043铝硅焊丝标准:GB/T10858 SAL4043 AWS A5.10 ER4043成分:Si=4.5-6.0%;Fe≤0.8%。
用途:用作除铝镁合金以外的铝合金工件和铸件的氩弧焊及气焊时的填充材料。
常用于6061等600系列铝合金、3000系和2000系列铝合金及铸铝的焊接。
广泛用于铁路机车、化工、食品等行业。
2.ER4047铝硅钎料丝标准:GB/T10858 AWS A5.10 ER4047用途:常用于各种铝(薄)件、冷凝器、空调管、高压铝管、汽车水箱、油箱、等各种高难度焊接。
3.ER1070纯铝焊丝标准:GB/T10858 SAL 1070 AWS A5.10成分:Si≤0.20%;Fe≤0.25%;Al≥99.7%。
用途:用作纯铝的氩弧焊及填充材料,广泛应用于电解铝厂铝母线和导杆的连接以及电力、化学、食品等行业。
4.ER5356铝镁焊丝标准:GB/T10858 SAL5356 AWS A5.10 ER5356成分:Mg=4.5-5.5%;Mn=0.05-0.20%;Cr=0.05-0.20%;Ti=0.06-0.20%。
用途:用于铝镁合金TIG焊,MIG焊及氧-乙炔焊的通用性焊材,在铝锌镁合金的焊接及铝镁铸件的补焊上也被广泛采用。
如机车车厢、化工压力容器、自行车、铝滑板等运动器材,兵工生产、造船、航空等行业。
郑州市鼎工机械设备有限公司从创立之初就着重于技术开发工作,经过多年的不断努力和技术积累,在与国内外客户的服务过程中,锤炼出了一批经验丰富、不断开发出具有先进水平设备的技术团队。
国内首台C02气保焊丝层绕机、埋弧焊丝层绕机和药芯焊丝层绕机,气保焊丝和埋弧焊丝分槽式镀铜生产线、主动放线式镀铜线均为我公司人员所研制生产,此外公司还生产了部分铜管、钢管和钛合金方面的特种设备。
铝焊接母材及焊丝材料对照
高中六科知识点汇总总结高中是一个重要的阶段,学习内容丰富,难度大。
在高中阶段,学生将面对六门学科:语文、数学、英语、物理、化学和生物。
这些学科的知识点包罗万象,科目之间相互关联,相互影响。
为了帮助广大高中学生更好地掌握这些学科的知识,我们将对这六门学科的主要知识点进行汇总总结。
语文:语文是高中阶段最重要的一门学科,它不仅是一种工具性的学科,更是一种思想性的学科。
语文的主要知识点包括文字、语法、修辞、阅读和写作等。
文字:高中语文教学中,文字的学习是极为重要的。
学生需要掌握汉字的笔画、音形义之间的关系,掌握常用词语的组词规律和构词法,并且能够灵活运用。
语法:语法是语文学习的基础,需要学生掌握词法、句法等基本语法知识,并且能够正确运用。
修辞:修辞是高中语文的一个重要知识点,学生需要掌握比喻、拟人、排比、对偶等修辞手法,以便更好地理解文章,同时也可以在写作中加以运用。
阅读:阅读是语文学习的重要环节,学生需要掌握阅读方法,提高阅读理解能力,培养对文学作品的鉴赏能力。
写作:写作是语文学习的终极目标,学生需要掌握不同文体的写作技巧,提高文章表达能力。
数学:数学是一门非常重要的自然科学,也是高中学习的核心学科之一。
数学的主要知识点包括代数、几何、概率统计和数学思维等。
代数:代数是数学的基础,学生需要掌握一元二次方程、多项式、函数、不等式、数列等内容。
几何:几何是数学的一个重要分支,学生需要掌握平面几何和立体几何的相关知识,包括图形的性质、相似、全等、三角形、四边形等。
概率统计:概率统计是数学的一个应用领域,学生需要掌握概率和统计的基本概念、方法和技巧,并且能够应用于实际问题中。
数学思维:数学思维是数学学习的重要内容,学生需要培养数学思维,提高解决问题的能力。
英语:英语是一种国际性的语言,也是高中学习的重要学科。
英语的主要知识点包括语法、词汇、阅读、听力、口语和写作等。
语法:语法是英语学习的基础,学生需要掌握时态、语态、语气等语法知识,并且能够正确运用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
根据GB10858-2008《铝及铝合金焊丝》的规定焊丝型号由三部分组成。
第一部分用字母“SAL”表示铝及铝合金焊丝;第二部分用四位数字表示焊丝型号;第三部分为可选部分,表示化学成分代号。
完整的焊丝型号示例:SAL4043(Alsi5)
第二部分表示型号的四位数字,以“1”开头,是纯铝焊丝,例如:1070、1100;以“2”开头,为铝铜焊丝,例如:2319;以“4”开头,为铝硅焊丝,举例:4043、4047;以“5”开头,为铝镁焊丝,举例5356、5183等;这四种为常见。
国家89年标准:SAl-1、SAl-2 、Sal-3等为纯铝焊丝;SAlSi-1为铝硅焊丝;SAlMg-3等为铝镁焊丝;
老标准为:S301为纯铝焊丝;S311为铝硅焊丝;S331为铝镁焊丝。
在焊接过程中一定要挑选合适的焊丝,不同的铝板对于焊丝的需求不同,需挑选抗压,拉伸能力所匹配的焊丝,郑州船王17年生产厂家供应各种铝焊丝型号,免费提供铝焊接咨询方案和样品。