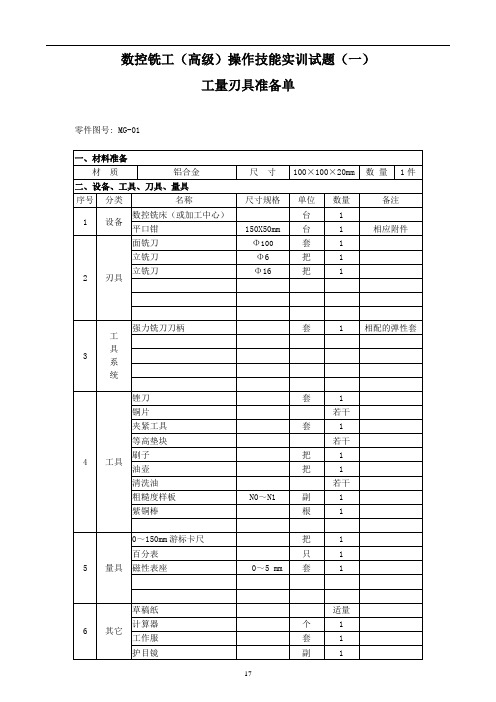
加工中心-数铣高级技师实操考试
数控铣床操作工职业技能鉴定(高级)应知考核试题及参考答案
数控铣床操作工职业技能鉴定(高级)应知考核试题及参考答案一、判断题(第1~20题。
将判断结果填人括号中:IJ:确的填“√”,错误的填“X”。
每题1.0分。
满分20分)1.圆弧插补中,对于整圆,其起点和终点相重合,用R编程无法定义,所以只能用圆心坐标编程。
( )2.一个主程序中只能有一个子程序。
( )3.刀具半径补偿功能包括刀补的建立、刀补的运行和刀补的取消三个阶段。
( )4.由一套标准元件及部件,按照工件的加工要求拼装组合而成的夹具,称为组合夹具。
( )5.高速钢与硬质合金相比,具有较高的硬度,较好的热硬性和耐磨性等优点。
( )6.CNC铣床的机械原点,一般是由机床操作人员按加工对象的要求而设定的。
( )7.使用压板夹持工件时,螺栓到工件的距离应大于螺栓到垫块的距离。
( )8.加工难加工材料的工件时,宜选择较低的铣削速度。
( )9.数控铣削同数控车削一样,是属于连续切削加工。
( )10.在运行程序段G01 X40.0 Y40.0 F100时,X、Y两轴一定都以每分钟100mm的进给速度运动的。
( )11.为提高孔的加工精度,应先加工孔,后加工面。
( )12.箱体类零件的平面误差对接触刚性有影响。
( )13.数控铣床主轴箱垂直移动的直线度影响镗孔轴线的垂直度。
( )14,镗孔循环G87表示精镗循环,G76表示背镗循环。
( )15.球头铣刀也可以使用刀具半径补偿功能。
( )16.圆弧路径若有了起点、终点、圆弧半径值,就可以决定正确的刀具路径。
( )17.加工ø16H7的孔时,应选用ø16钻头钻孔,然后再铰孔。
( )18.用面铣刀在立式数控铣床上铣削工件时,若发现铣削面凹陷,则可能是进给太大。
( )19.若数控铣床长时间不使用,应切断所有电源。
除非用于正式加工,应尽量不要开机,以避免参数的丢失。
( )20.CAD是用于数控加工的一种计算机软件。
( )二、选择题(第21~40题。
选择正确的答案,将相应的字母填人题内的括号中。
(完整版)铣工高级工实作考试题及评分标准

铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号: )六、考核要求(1) 考核内容 配合间隙0.10mm,05.0014+mm,005.014- mm,对称度0.05mm,垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
(2) 工时定额 180分钟(3) 安全文明生产 1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:铣工(高级工)考试实做试题(二)单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣台阶斜面》(图号: )六、考核要求14+mm,10±0.135mm,12±0.135mm,对称度0.15mm,(1)考核内容1)25±0.065mm,11.00.12mm,垂直度0.08mm作为评分主要项目,表面粗糙应达到图样要求。
2)斜面铣削不准使用角度铣刀。
(2)工时定额180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工场地整洁;工件,工具摆放整齐。
(4)考件有严重缺陷不予评分考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:。
数控铣床高级工(实)加工图、模拟试题

准备 内 容
场地安全
场地及通道必须符合国家对教学实训场所的规定
场地及通道内必须配备符合国家法令的消防设施
所有的电气设施必须符合国家标准
必须保证考核使用设备的安全装置完好
人员安全
监考人员发现考生有违反安全生产规定的行为要立即制止,对于不服从指挥者,监考人员有权中止其考试,并认真做好记录。
考生及监考人员必须穿戴好安全防护服装
考场必须在开始考试前对考生进行必要的安全教育
考场应准备一定的急救用品
序号
名称
型号
数量
要求
1
立铣刀
Φ8
1
2
立铣刀
Φ20
1
3
键槽铣刀
φ6
1
4
麻花钻
φ9.8
1
5
麻花钻
φ6.8
1
6
丝锥
M8
1
7
铰刀
Φ10
1
8
铰杠
1
9
常用工具和铜皮
自选
自定
10
百分表
读数0.01
1
11
游标卡尺
0.02/0~200
1
12
游标深度尺
2
2
量具的正确使用
2
3
刃具的合理使用
2
4
设备正确操作和维护保养
4
合计
10
(3)工序制定及编程评分表
序号
项目
考核内容
配分
实际情况
得分
1
工序制定
工序制定合理,选择刀具正确
10
2
指令应用
指令应用合理、得当、正确
15
3
程序格式
数控铣工高级工技能考试题
人员要求
监考人员与考生人数之比1∶5(每考场不少于3人)
每个考场至少配备机修、电修、医护人员各一名
监考人员、考场服务人员必须提前进场,作好准备工作
数控铣工高级工操作技能考核准备通知单(考生)
姓名:准考证号:单位:
工、量、刀、辅具
序号
名 称
型 号
数 量
备 注
2.本工艺卡片只需注明粗、精加工工序步骤及所用刀具名称、刀具号等,卷面不够用时,考生可另加附页。
数控铣工高级工操作技能考核试卷
姓名:准考证号:单位:
数控加工操作程序单
成绩________共页第页
考评员: 年 月 日
数控铣工高级工操作技能考核试卷
姓名:准考证号:单位:
节点计算图
数控铣工高级工操作技能考核评分记录表
1
深度千分尺
0.01/0-50mm
1件/人
2
万能角度尺
2′/0°-320°
1件/人
3
90°角尺
1件/人
4
百分表及表座
0.01/0-3mm
1套/人
5
内径表
10~18、 18~35
1套/人
6
钢板尺
0.50/300mm
1件/人
7
圆弧规
R15~R25
1套/人
8
游标卡尺
0.02/200mm
1件/人
9
塞尺
1套/人
2.设备准备:
名称
规格
数量
备注
数控铣床
XK714D
1
FANUC0i---MB系统
数控铣床
XK715D
1
高级铣工实训试题5套

工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
高级铣工实训试题5套

工量刃具准备单零件图号: MG-01
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(二)
工量刃具准备单
零件图号: MG-02
数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(二)
检测评分记录表
数控铣工(高级)操作技能实训试题(三)
工量刃具准备单
零件图号: MG-03
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(四)
工量刃具准备单
零件图号: MG-04
数控铣工(高级)操作技能实训试题(四)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(四)
检测评分记录表
数控铣工(高级)操作技能实训试题(五)
工量刃具准备单
零件图号: MG-05
数控铣工(高级)操作技能实训试题(五)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(五)
检测评分记录表
数控铣工(高级)操作技能实训试题(六)
工量刃具准备单
零件图号: MG-06
数控铣工(高级)操作技能实训试题(六)工件编号:姓名:单位:。
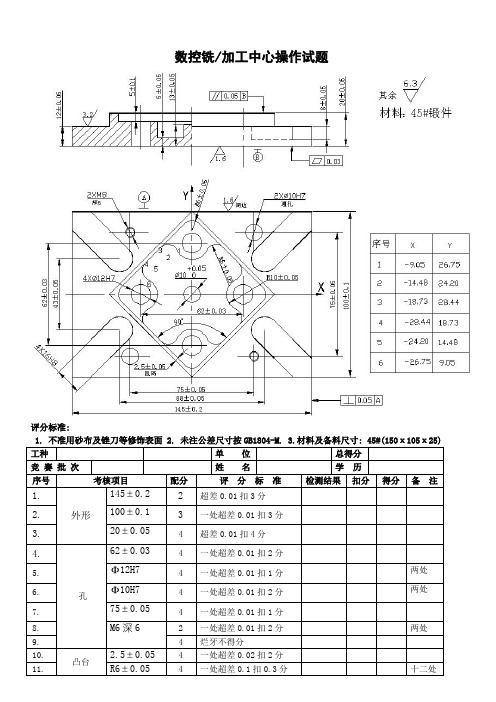
(数控铣)加工中心技能考试试题及评分标准
Ra1.6
3
一处降一级扣1分
26.
Ra3.2
3
一处降一级扣2分
27.
Ra6.3
3
降一级扣2分
28
安全文明生产
按有关规定,每违反一项从总分中扣3分,发生重大事故取消考试,扣分不超过10分
29
程序编制
①程序要完整,加工中心要有自动换刀,连续加工(除端面外,不允许手动加工).
②加工中有违反数控工艺(未按小批量生产条件编程等)视情况酌情扣分
凹槽
43±0.05
4
一处超差0.01扣1.5分
两处
19.
88±0.05
4
超差0.01扣4分
两处
20.
8±0.05
5
一处超差0.01扣1分
四处
21.
16H8
5
一处超差0.01扣2分
四处
22.
形位公差
平面度
数控铣床实操试题及评分标准

技术要求:
1、未注公差尺寸按GB1804-M。
2、毛坯尺寸:240×130×30
3、材料:45号,正火处理
工种
数控铣床
图号
单位
得分
竞赛批次
机床编号
姓名
学历
加工时间
(定额时间,210分钟。到时间停止加工。)
数控铣床工艺简卡
序号
工序名称及加工程序号
工艺简图
(标明定位、装夹位置)
(标明程序原点和对刀点位置)
数控铣床及加工中心实操试题及评分标准
(时间210分)
1、评分原则:
选手根据试题完成图纸分析、数学计算、工艺规划、刀具和工装准备、编程以及实际加工全过程。由实操竞赛现场裁判组评定现场成绩,检测组根据加工试件检测标准给定试件得分。选手实操成绩为现场得分与试件得分之和。力求做到客观公正,尽可能消除主观因素的影响。
工步序号及内容
选用刀具
备注
1、
2、
3、
4、
5、
6、
7、
8
9、
10、
1、
2、
3、
4、
5、
6、
7、
8
9、
10、
记录员
监考人
检验员
考评人
3、评分标准,总分100分
姓名
工种
数控铣床
图号
总得
竞赛批次
机床编号
单位
序号
考核项目
考核内容及要求
评分标准
配分
检测结
果扣分
得分
ቤተ መጻሕፍቲ ባይዱ备注
1、
上下平面
25±0.05
IT
超差0.02扣2分
4
加工中心(数铣)技师实操考试图

加工中心(数铣)技师实操考试图第一篇:加工中心(数铣)技师实操考试图加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校第二篇:加工中心-数铣高级技师实操考试加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图五广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图六广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第三篇:加工中心-数铣高级技师实操考试资料加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第四篇:数控加工实训报告(车铣)目录数控铣床实训 (2)实训目的和意义....................................................................2 数控铣床简介.......................................................................2 数控铣床主要功能.................................................................3 数控铣床加工范围.................................................................4 数控铣床的指令....................................................................5 数控铣床的对刀....................................................................6 数控车床实训.............................................................................7 实训目的.............................................................................7 实训内容.............................................................................8 数控车床的简介....................................................................8 数控车床基本组成.................................................................9 数控车床编程技巧.................................................................9 数控车床编程常用指令...........................................................12 数控车床的对刀....................................................................14 实习总结.. (16)一、数控铣床实训1.1实训目的1.了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
数控铣加工中心(职教组)实操试题
4-φ
4
−0.02 −0.05
5
2-20±0.1
四 其它
8 +0 − 0.1
IT
一处每超差扣 0.1 分
IT
一处每超差扣 0.2 分
4 要素完成得配分
塞规检查
IT
每处不合格扣 0.5 分
IT
一处每超差 0.01 扣 0.2 分
IT
每超差 0.01 扣 0.2 分
IT
一处每超差 0.01 扣 0.2 分
φ
8
0
A
7
0
-0 -0
. .
02 06
740 -0来自.14-R
2
+0.2 0
技术条件: 1、未注尺寸±0.1 2、未注表面粗糙度Ra1.6 3、未注圆角R3±0.5 4、锐边倒角0.2×45°
材料
2A12T4
上盖
数量
1
数控铣床、加工中心工种
图号
ZJ-JGZX-01b
职工、教师组
比例
1:1
第四届全国数控技能大赛(河 南赛区)选拔决赛
R
3+0.3 − 0.3
IT
一处每超差扣 0.3 分
4 − R3+−00..33
IT
一处每超差扣 0.3 分
三
4-φ
4
−0.02 −0.05
轴方向
φ
76++00..103
×
70 ++00..103
×
2
+0.1 01
轮廓
70
+0.1 + 0.03
IT
1
φ 76++00..103
数控铣工高级工技能考试题

数控铣工高级工技能考试题文章标题:数控铣工高级工技能考试题一、引言随着工业自动化的不断发展,数控铣工在现代化生产中扮演着越来越重要的角色。
为了评估高级工的技能水平,本文将介绍一场具有代表性的技能考试题目,旨在检测受试者在数控铣工领域的综合素质。
二、考试题目及分析请根据以下图纸,按照规定完成数控铣工操作:1、选用合适的铣刀,并以适当的转速和进给速度进行精加工,保证工件表面光滑,外形准确,并尽量减少铣刀磨损。
2、在加工过程中,需合理使用G代码,以便在遇到障碍物时能够迅速停止铣削,并准确恢复原程序。
3、请注意使用适当的切削液,以降低铣刀温度,减少磨损。
4、请在规定时间内完成上述操作,并确保工件质量达到预期要求。
分析:该考试题目旨在评估受试者对数控铣工操作的熟悉程度,包括铣刀选择、转速与进给速度的匹配、G代码的使用以及切削液的选择等。
同时,该题目还关注工件表面的光滑度和外形准确度,以及在遇到障碍物时的应急处理能力。
三、备考建议为了顺利通过此类考试,建议受试者做到以下几点:1、深入理解数控铣工的基本原理和操作流程,熟悉常用G代码的含义及使用方法。
2、掌握铣刀的选择方法,了解不同材质和结构的铣刀特点,以便在加工过程中根据材料特性选择合适的铣刀。
3、熟悉转速与进给速度的匹配原则,了解不同材料对切削速度和进给速度的要求。
4、掌握切削液的使用方法及其对加工过程的影响,根据实际情况选择合适的切削液。
5、在备考过程中,进行大量实践操作,提高操作技能和应急反应能力。
可以借助模拟器进行模拟训练,以增强实际操作的经验和信心。
四、总结通过分析该考试题目,我们可以看出,高级工技能考试注重理论与实践的结合,考察的是受试者在数控铣工领域的综合素质。
为了顺利通过此类考试,受2022年开学第一课观后感六年级年级800字(精选5篇)开学第一课观后感篇1 时间从我们身边悄悄流逝,暑假转眼间结束了,迎来了九月一号学校开学的日子,而且这天也是我们全国中小学生的开学日,同时也是全国直播的节目里播放的重大节日,每年这一天的到来让学子们心情无比激动,目光看向远方,自己梦寐以求的学有所成就能实现并且投入祖国的伟大建设中去。
(完整版)铣工高级工实作考试题及评分标准.docx

铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:材料内容要求45半成品料 1 件,尺寸: 74*64*52考场准备二、场地、设备准备序号名称数量要求1立式铣床 1 台考场准备2台钳 1 台考场准备3计时表 1 块考场准备4冷却液、毛刷考场准备要求所备设备符合要求三、工、刀、量、辅具准备序号名称型号数量要求1立铣刀Φ30~Φ 401考生自备2立铣刀Φ122考生自备3键槽铣刀Φ141考生自备4深度卡尺1考生自备5游标卡尺0~1501考生自备四、时限: 180 分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号 :)六、考核要求( 1 )考核内容配合间隙 0.10mm, 1400.05mm,1400.05 mm, 对称度 0.05mm, 垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
( 2)工时定额180 分钟( 3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:项序考核内容考核要求配评分标准扣得目号分分分1配合间隙0.1020间隙小于 0.05 能 180°换面不扣分; 0.06~0.10扣 5 分;大于 0.10及无法配合不得分2六体面70± 0.2, 60±0.04 , 9一处超差扣 3 分主48± 0.2要3凹槽宽1400.05 (3处)12一处超差扣 4 分项目4凸槽宽1400 .05 (3处)12一处超差扣 4 分5凹槽对称度0.055超差不得分6凸键对称度0.057超差不得分7垂直度0.057超差不得分1凸键深1000 .103超差不得分一2凹槽深1000.103超差不得分般项3表面粗糙度R a3.2μm,12一处未达到扣 1 分目R a6.3μm安1劳保穿戴按达到规定的标准6劳保穿戴不符合规定减安全操作规程程度评分 2 分,操作不符合安全操全操作工艺作规程减 2 分,违反工艺文操作减 2 分明2正确使用工具、量按达到规定的标准4不正确使用工具、量具减生具程度评定 2 分,产场地清洁场地不清洁减 2 分。
高级铣工实训试题5套
工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
数控铣高级技师练习题1
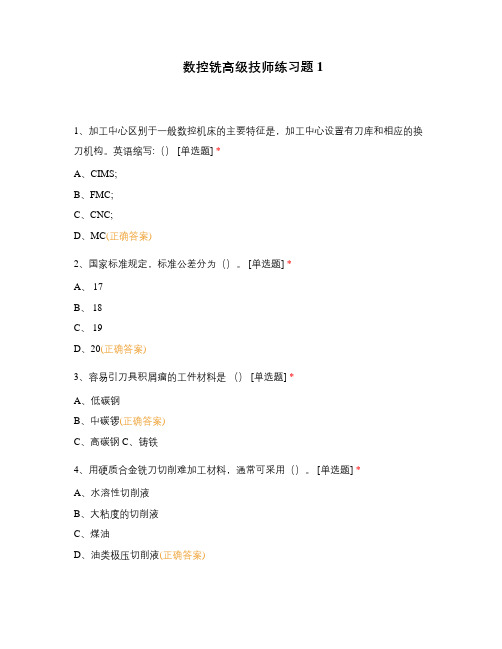
数控铣高级技师练习题11、加工中心区别于一般数控机床的主要特征是,加工中心设置有刀库和相应的换刀机构。
英语缩写:() [单选题] *A、CIMS;B、FMC;C、CNC;D、MC(正确答案)2、国家标准规定,标准公差分为()。
[单选题] *A、 17B、 18C、 19D、20(正确答案)3、容易引刀具积屑瘤的工件材料是() [单选题] *A、低碳钢B、中碳锣(正确答案)C、高碳钢 C、铸铁4、用硬质合金铣刀切削难加工材料,通常可采用()。
[单选题] *A、水溶性切削液B、大粘度的切削液C、煤油D、油类极压切削液(正确答案)5、刀尖切削温度过高容易引起刀具的()磨损。
[单选题] *A、粘结B、磨料C、扩散磨损D、相变(正确答案)6、氧化铝陶瓷刀具切削时选择切削液的方式是()。
[单选题] *A、油剂B、乳化剂C、水剂D、可不加切削液(正确答案)7、职业道德对企业起到()的作用。
[单选题] *A、决定经济效益B、促进决策科学化C、增强竞争力(正确答案)D、树立员工守业意识8、正确阐述职业道德与人的事业的关系的选项是()。
[单选题] *A、没有职业道德的人不会获得成功B、要取得事业的成功,前提条件是要有职业道德C、事业成功的人往往并不需要较高的职业道德D、职业道德是人获得事业成功的重要条件(正确答案)9、数控机床上可使用脉冲编码器睑测()。
[单选题] *A、位置B、速度C、角度D、位置和速度(正确答案)10、步进电机的步矩角指的是()。
[单选题] *A、转子线圈的通电状态每改变一次,转子转过的角度B、定子绕组的通电状态改变一次,转子转过的角度(正确答案)C、转子相对于锭子转立的角度D、转子启动时,所处的角度位置。
11、适宜加工形状复杂如曲面叶轮、精度要求较高的零件的数控机床是( )。
[单选题] *A、两坐标轴B、三坐标轴C、多坐标轴(正确答案)5 坐标轴12、下列关于 G54 与 G92 指令说法不正确的是() [单选题] *A、G92 是通过程序来设定加工坐标系的,G54 是通过 CRT/ⅧI 在设置参数方式下设定工件加工坐标系的。
数控铣工加工中心操作工(高级)操作试题【10题】
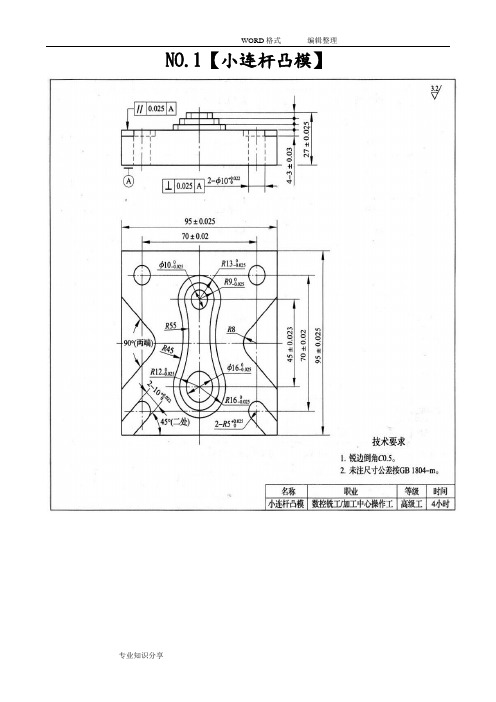
NO.1【小连杆凸模】
NO.1数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.2【椭圆台阶孔】
NO.2数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.3【摇臂椭圆台】
NO.3数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.4【半球六方体】
NO.4数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.5【转盘底座】
NO.5数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.6【凹球四棱锥】
NO.6数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.7【球面四方定位座】
NO.7数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.8【薄壁梅花】
NO.8数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.9【双重斜槽组合】
NO.9数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.10【成型模】
NO.10数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:。